lever63
-
Numero contenuti
383 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lever63
-

E ora qualcosa di utile
lever63 ha risposto a Killrob nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
aggiunto nei preferiti, in coda per la stampa😉 -
li guardo anche io, in ogni caso sono abbastanza sicuro che cercando bene qualunque stampante è "la miglior stampante del 202*"😂 comunque per ora non sto pensando ad una seconda stampante, magari più avanti una direct (o una delta, ma solo per il gusto estetico di guardarla stampare😄)
-
non so se è la sezione giusta, né se sia una buona stampante ma è in offerta a 129€ https://www.hwupgrade.it/news/periferiche/stampante-3d-ad-alta-precisione-scontata-del-60-ecco-l-offerta-imperdibile_103282.html
-
bowden caramellato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
hai ragione, lo conoscevo ma l'avevo impostato basso; credo la mia FBG5 patisca quando deve fare troppe ritrazioni ravvicinate, forse il motore si scalda troppo, non sono riuscito a capirlo; però aumentando la distanza minima come hai suggerito ora i pezzi mi escono, con un po' di prove sono riuscito a ottenere una qualità più che accettabile anche con il petg -
da qualche giorno l'invio delle stampe da cura 4.12 alla fbg5 via wifi manda in reset la stampante: si spegne e riaccende e non riceve la stampa; ho visto che sulla SD ci sono tantissimi Gcode memorizzati, oggi pomeriggio provo a formattarla, ma se a qualcuno è già capitato come avete risolto? EDIT: ho formattato la SD e ora il wifi funziona, sembrerebbe quindi che il problema dipenda dal n.ro di files sulla SD
-
Distanza fra le righe di stampa (crea un effetto "rete")
lever63 ha risposto a Mosè nella discussione Problemi generici o di qualità di stampa
meglio se verifichi bene la distanza del piatto, ma se la seconda foto è quella della base puoi aumentare il flusso, prova con un 5% in più; la laterale è quella opposta alla ventola dell'hot end? perchè la parete esterna opposta alla ventola può ricevere meno aria -
bowden caramellato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
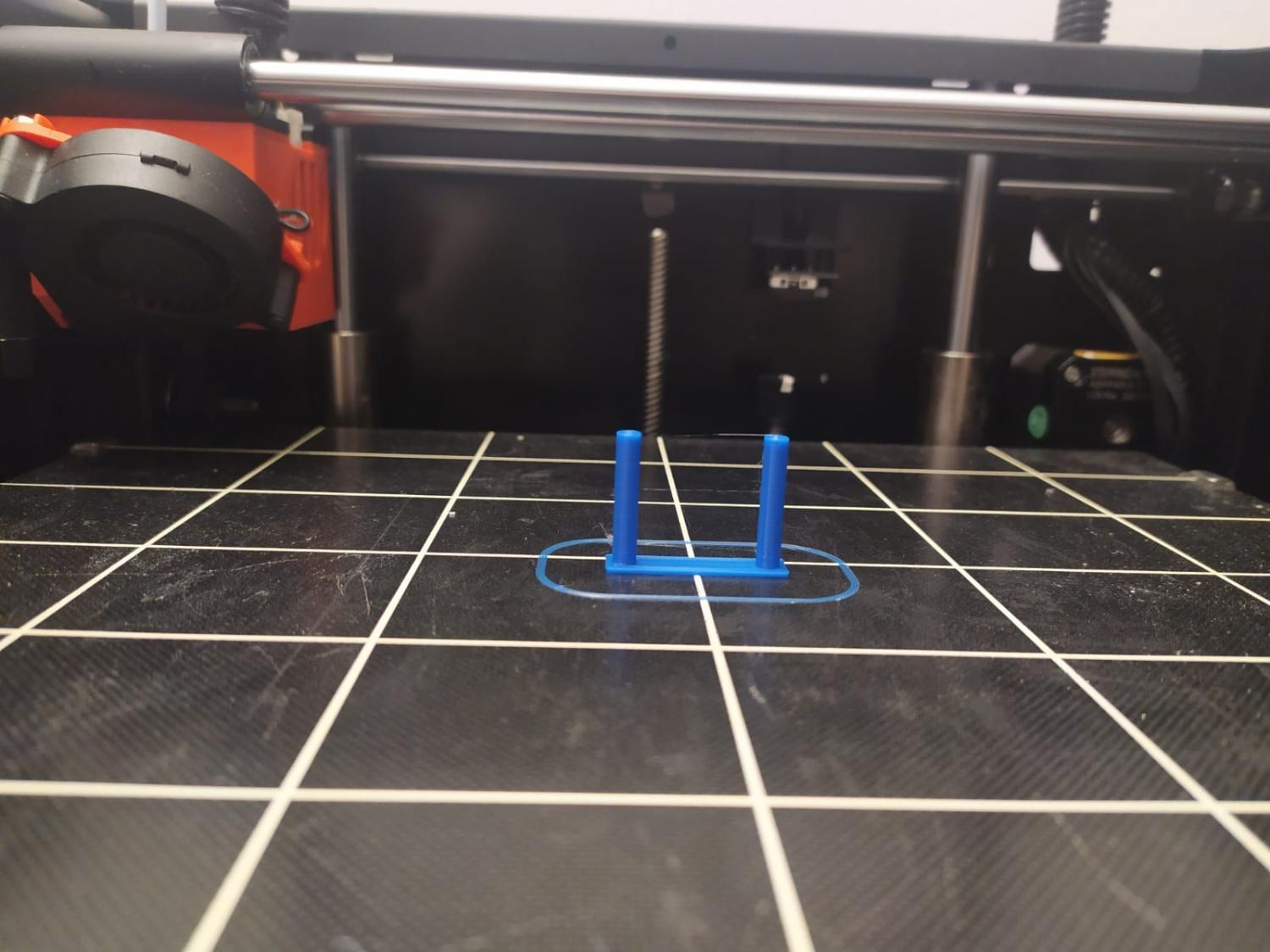
grazie Truck, si è un parametro che ho impostato, e le stampe per un po' vengono bene poi per qualche motivo la stessa stampa qualche giorno dopo si interrompe, abbasso la retrazione e va di nuovo a buon fine... ieri sera ho montato il mio primo petg; le due colonnine per il test delle stringhe sono venute bene a 225° 4,5mm di retrazione; oggi ho stampato la temptower e dopo i primi 40 livelli ha smesso di estrudere. ora sto riprovando con 2,5mm -
bowden caramellato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
la retrazione sono riuscito a impostarla correttamente, sia in PLA che in PETG ho ottenuto dei pezzi "puliti", ma ogni tanto la stampa fallisce per mancanza di estrusione; se rifaccio la stampa riducendo la retrazione va a buon fine, ma a forza di ridurla arrivo a 0 e i pezzi vengono ovviamente inguardabili -
bowden caramellato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
ho rilanciato la stessa stampa dal Gcode della memory card, ed è andata a buon fine; unica differenza la prima l'ho lanciata di notte, la seconda di giorno, quindi forse la temperatura esterna potrebbe essere la variabile. Anche con il bowden capricorn e l'hot end nuovo la retrazione mi causa ancora problemi, per le ultime stampe ho dovuto toglierlo del tutto. -
bowden caramellato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
grazie FoNzY, ho messo un ricambio originale; unica differenza è che il bowden è un po' più lungo, l'ho lasciato così proprio perchè prevedevo di doverlo poi accorciare di tanto in tanto -
bowden caramellato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
quindi anche il bowden va considerato nei materiali di consumo; ieri sera ho cambiato il bowden con il capricorn e ho cambiato anche l'hot end, facendo bene attenzione che il bowden andasse a contatto con la gola; un paio di stampe sono andate bene, l'ultima invece si è interrotta a metà; tra l'altro ho stampato da memory card, quindi è lo stesso identico gcode che avevo stampato senza problemi una settimana fa. comincio a non avere più idee... -
bowden caramellato
lever63 ha pubblicato una discussione in Problemi generici o di qualità di stampa
ciao a tutti, dopo aver stampato quasi ininterrottamente e senza problemi per quasi un mese, oggi la mia fbg5 ha deciso di smettere di estrudere. ho smontato l'estrudore ed il problema è il bowden che come si vede dalla foto è sporco di una sostanza densa come caramello e con un odore dolciastro. ora metterò il capricorn, ma vorrei sapere se si può evitare il formarsi di questa porcheria e cosa posso usare per pulire il bowden e la gola. ps: ho stampato quasi un kg di pla-lw, poi solo pla+
-
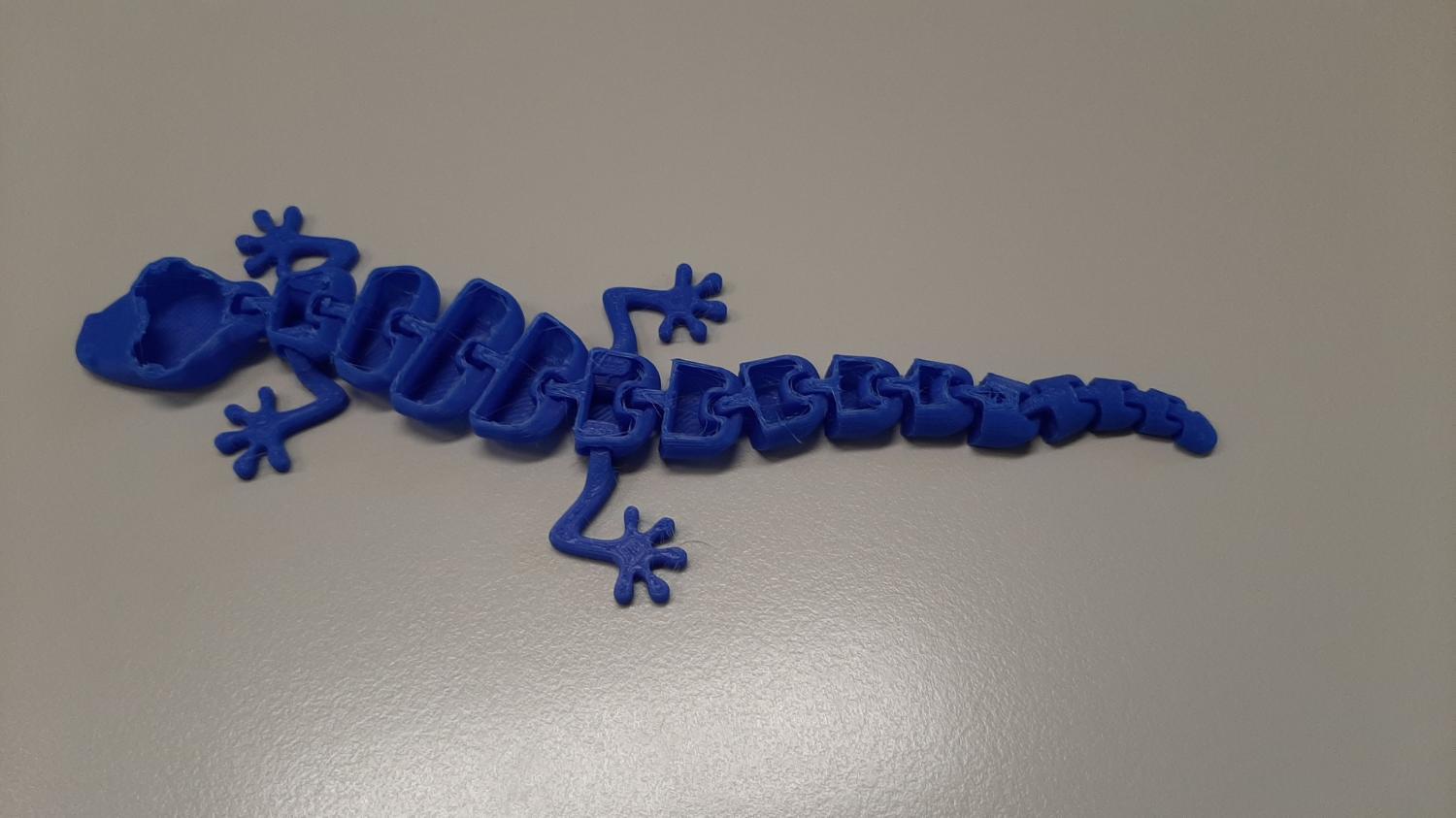
due notizie, la prima è che ho finito di stampare e montare il mio primo aereo 3d, ora manca il collaudo al volo la seconda più pertinente al post è che ho cambiato l'hotend con quello di scorta, spuntato il bowden e finalmente ecco la mia salamandra blu (senza layer adattivi) ora mi è arrivato anche il capricorn, magari nel we provo a installarlo grazie a tutti per le dritte, oltre ad aver risolto ho imparato qualcosa in più sulla mia stampante
-
Flying Bear Ghost 5 - L'estrusore si ferma dopo aver finito lo skirt o brim
lever63 ha risposto a emanon nella discussione Problemi generici o di qualità di stampa
no, ho cambiato solo il bowden ed il connettore con quello di ricambio in dotazione con la stampante e la situazione è migliorata di molto; comunque ho ancora qualche problema con la retrazione, oltre i 3mm qualche volta si blocca ancora -
Flying Bear Ghost 5 - L'estrusore si ferma dopo aver finito lo skirt o brim
lever63 ha risposto a emanon nella discussione Problemi generici o di qualità di stampa
qualche volta è capitato anche a me con la FBG5, skirt o brim perfetti e poi smette di stampare, era dovuto alla retrazione e al bowden che si era deformato; se usi la retrazione prova a stampare senza e verificare se va sempre a buon fine; i pezzi vengono inguardabili, ma se non ti da problemi almeno hai identificato la causa. -
ma essendo nubbio ho comprato una stampante bowden😉 per ora riprendo le stampe del mio aliante, ristampato un paio di parti d'ala in pla-lw e son venuti come si deve, per ora la tengo liscia, poi vedremo, al massimo le ruote me le faccio stampare da un amico del campo volo
-
in effetti si comporta diversamente con lo stesso Gcode; il capricorn l'ho comprato ma non l'ho ancora installato, per ora ho messo quello di scorta che era in dotazione. quella del filamento umido potrebbe essere plausibile, ha cominciato a darmi problemi quando il tempo è peggiorato, la stampante è in una camera a nord ed è la più fredda della casa. il direct mi attira, soprattutto perchè vorrei provare il TPU per stampare le ruote di un modello che vorrei fare prossimamente, ma se funziona mi sa che salto il giro fino a quando avrò più esperienza (e tempo) per smanettare sulla stampante. Ho visto molte modifiche per la FBG5, ma per qualche strano motivo è molto diffusa in Russia e la maggior parte dei video e tutorial sono appunto in russo
-
provato anche da windows, purtroppo risultati equivalenti a quelli del mac. la stampa delle torri per la prova dello stringing invece funziona fino a 5mm di retrazione, oltre non estrude nulla. ho recuperato il Gcode originale con cui avevo già fatto la prima stampa che era venuta bene, e riprovando solo spostando il portabobina per rendere più lineare il percorso del filamento e ridurre un po' l'eventuale attrito sono riuscito a portare a termine la stampa. Anche se alla fine ha funzionato francamente non so se ho risolto, i risultati mi sembrano poco stabili.
-
fatte 3 prove, tutte salvate su nuova sd 1) ristampato il gcode della prima che era uscita bene. retrazione senza adattivi: si è fermata poco oltre il 60% 2) stampato un nuovo gcode con retrazione senza adattivi: si è fermata intorno al 50% ho controllato e il motore dell'estrusore era fermo, la testina continuava a lavorare ma ovviamente senza estrusione 3) stampato un nuovo gcode con adattivi, non è andato oltre il 30% prossime prove da windows
-
ho controllato il gcode della SD e ci sono tutti i layer. Fino ad ora ho usato l'sd in dotazione; adesso ne ho presa un'altra, l'ho formattata e ci ho copiato sopra la versione con e senza strati adattivi. La smonto dal mac e provo a stampare prima quella senza e poi quella con gli strati adattivi. appena finite le prove vi aggiorno in ogni caso se non funziona nel w.e provo a fare lo slicing dal pc Windows
-
la prova che ho fatto oggi è stata quella di rifare lo slicing sul pc in ufficio per vedere se generava tutti i layer. Il GCODE lo invio via wifi, non ho mai avuto problemi, ma stasera metto la SD nel PC e apro il gcode sul pc da cui l'ho inviato e controllo se è incompleto
-
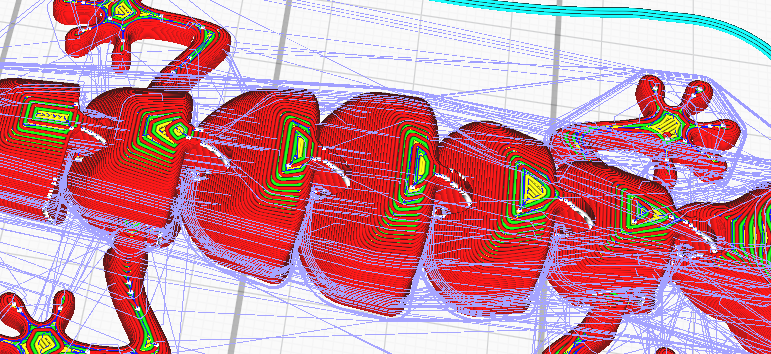
stasera a casa controllo il gcode della sdcard; ho provato a fare lo slicing sul PC qui in ufficio e da CURA sembrerebbe corretto; quella che ho stampato una settimana fa è andata bene al primo colpo, l'unica differenza con questa sono i livelli adattivi; da CURA senza gli adattivi conta 62 livelli, con gli adattivi 76 - spessore layer 0,2mm - massima variazione livelli adattivi 0,04mm (quindi i livelli dovrebbero passare da un minimo di 0,16 ad un massimo di 0,24) - step size dei livelli adattivi 0,04
-
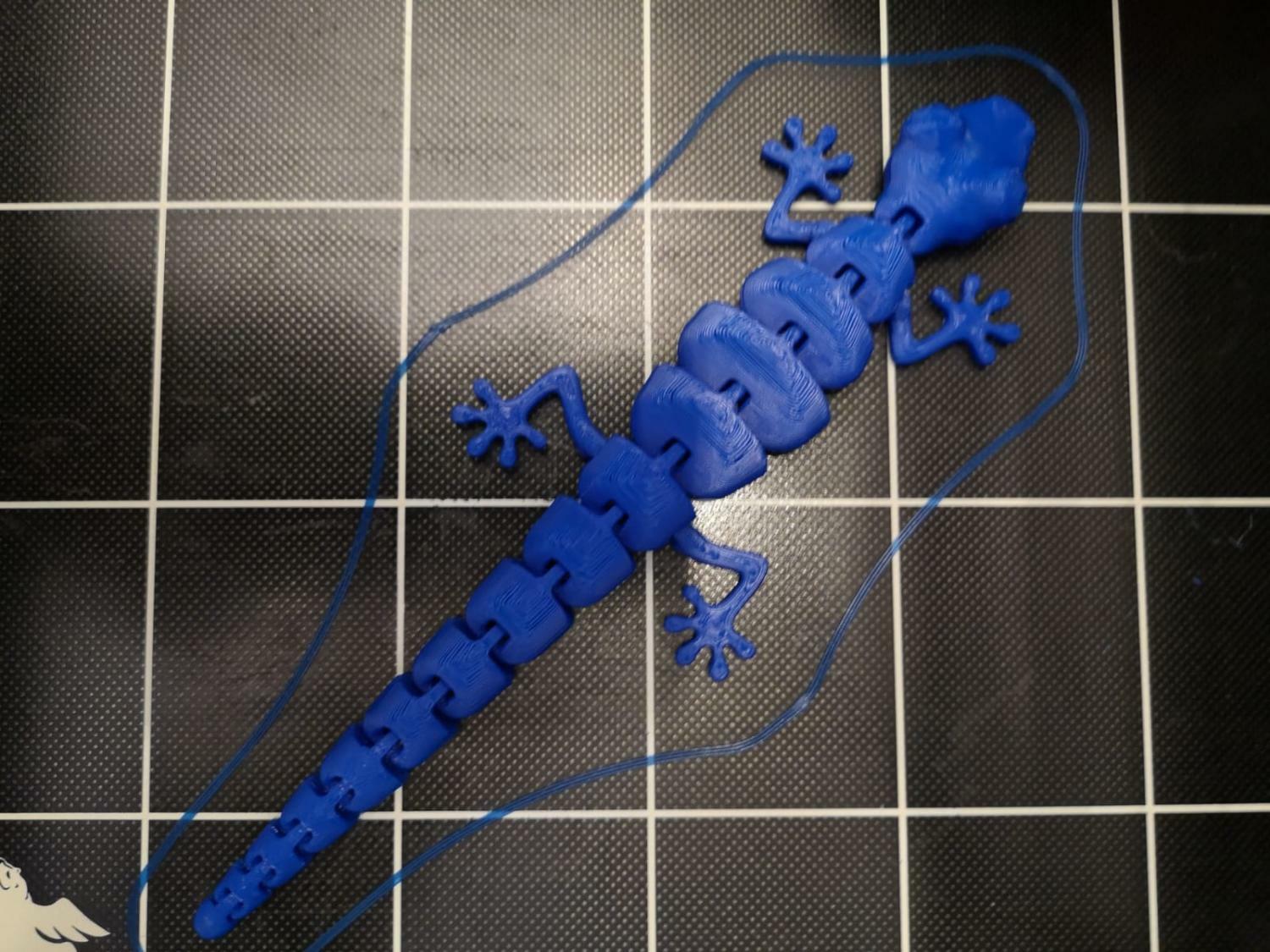
l'ho lanciata questa notte e non ho visto quando si è interrotta (*), ma il filamento è OK e l'hotend immagino anche: stamattina ho staccato la salamandra e ho lanciato la stampa delle due colonnine ed è andata bene, come la prova di ieri sera è venuta bella pulita per la salamandra ho impostato i layer adattivi e infill 0, non so se questo potrebbe essere un problema (*) edit: la stampa è terminata correttamente il display era il solito di quando finisce una stampa e la testina di stampa era tornata al suo posto;
-
fiducioso di aver risolto, riprovo a stampare la mia salamandra, è venuta pulitissima, ma di nuovo incompleta! non vedo sottoestrusione, le pareti sono lisce e i pochi filamenti sono all'interno...
-
visto che tra i ricambi c'era un altro pezzo di ptfe e un connettore a presa rapida ho smontato quello installato ed era tutto appiccicoso e leggermente scurito, così ho cambiato ptfe e connettore e ho stampato le classiche colonnine con retrazione 4mm ed il risultato è stato PERFETTO!!! grazie a tutti!!!