lever63
-
Numero contenuti
383 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lever63
-

curiosità tecnologia autolivellamento
lever63 ha pubblicato una discussione in Hardware e componenti
La mia qidi x-plus usa lo strumento in foto per l'autolivellamento, nè la testina nè questo senore toccano mai il piatto; ho cercato un po' di informazioni ma non ho capito che tecnologia usa per misurare la distanza dal piatto. è solo una curiosità appunto, ma mi piacerebbe togliermela!
-
infatti, questi prototipi sono molto utili per spostare in alto l'asticella, per esempio per le attuali stampanti stock "veloci" l'estrusione è sicuramente un limite, temperature più alte per estrudere, raffreddamento potenziato, materiali dedicati all'alta velocità; la prossima FLSUN arriva erà 1200mm/s (teorici) con una benchy stampata in 8' (in questo caso però perfetta, almeno da quanto è circolato fino ad oggi), ed è una delta.
-
Creality CR-10 SE - cosa ne pensate?
lever63 ha risposto a frankieorabona nella discussione Creality
sono uno dei fortunati possessori di una QIDI x-plus, acquistata ad un prezzo interessante col black friday. Assistenza ottima (l'hot end in acciaio temprato non andava in temperatura, arrivato il ricambio in una settimana), stampa velocemente e bene tutti i materiali che ho provato, i ricambi hanno prezzi ragionevoli. -
si vero; che modello è? Vola bene?
-
avevo visto il video, effettivamente quello che esce somiglia ad una barca, ma non la chiamerei una benchy. Comunque l'esercizio in sè è interessante, magari qualche soluzione potrà essere migliorata ed integrata nei prossimi prodotti. Poi secondo me le bedslinger sono un po' contronatura, ma questo è un parere assolutamente personale, non vorrei aprire un flame su questo.
-
La mia prima stampante? Non stampa!
lever63 ha risposto a fefoshiro nella discussione Problemi generici o di qualità di stampa
ho visto un paio di recensioni su quella stampante... se sei in tempo a fare il reso approfittane; come ti hanno detto con poco di più prendi una stampante che funziona, su cui poi ha senso fare esperienza -
ho letto i vari post, ma non ho capito se il cambio colore/materiale ti sia indispensabile; in quel caso le scelte si restringono drasticamente, altrimenti le opzioni sono molte; ti hanno anche consigliato la Qidi x-smart, io ho la x-plus (che con il black friday era scesa a 570€) che stampa velocemente, stampa tutti i materiali, stampa bene e l'assistenza clienti, che ho provato, è ottima. Unico difetto è la rumorosità (comune però a tutte le stampanti veloci), impossibile tenerla in casa. Ah poi anche esteticamente non è il massimo ma me ne sono fatto una ragione
-
Assistente per la stampa 3D in italiano - ChatGPT
lever63 ha risposto a Alessandro Tassinari nella discussione Nuove idee e progetti
i miei 2 cents: come nell'informatica, il mondo professionale ha le sue regole, i suoi tecnici con preparazione sempre più verticale su tecnologie/prodotti. per il mondo consumer, ci sarà sempre un numero importante di utenti a cui piace conoscere e modificare l'oggetto (basta pensare ai modder per PC), ma da ormai qualche tempo grazie anche a Bambu, il mondo 3d si è aperto anche a chi vuole stampare senza dover conoscere ogni singola vite della stampante e ogni singola riga di codice del firmware. Restano necessarie le competenze per gli slicer (sempre meno) e ovviamente per il CAD se ci si vuole disegnare i propri oggetti. Sul CAD condivido quasi tutto quanto dice @eaman; se devo disegnare un pezzo che sarà stampato in 3d, non devo sapere tutto della stampante, ma devo sapere come funziona una FDM o una resina, quali sono le caratteristiche del materiale che userò, che orientamento utilizzare, considerando supporti ma anche robustezza del pezzo (per citare alcune delle scelte da fare); su questi ultimi punti vedo più distante nel tempo la possibilità di demandare la scelta tra tutte queste opzioni ad un sw o ad una AI. -
Orca slicer - modifica velocità
lever63 ha risposto a lever63 nella discussione Software di slicing, firmware e GCode
Avevo visto male, saranno i residui dell'influenza! Ho provato qualche pezzo con i modificatori classici e funzionano, ma questo metodo è decisamente più comodo -
Orca slicer - modifica velocità
lever63 ha risposto a lever63 nella discussione Software di slicing, firmware e GCode
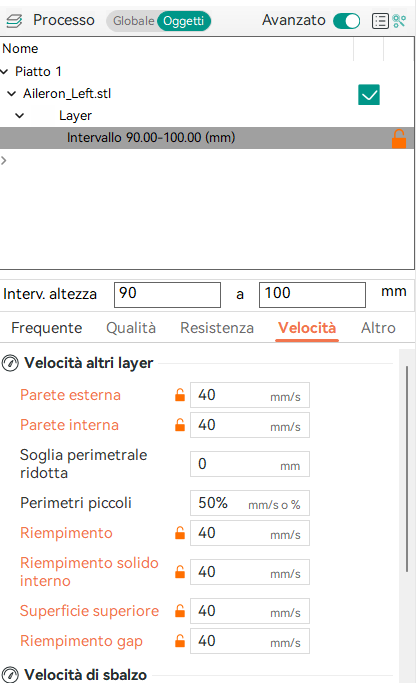
vero! non avevo più usato i modificatori, conoscevo quelli di cura ed erano un po' un incubo; provato, funziona, grazie! grazie, ho visto che si può personalizzare il codice ma non saprei cosa modificare, e a scanso di fare danni vado con la soluzione dei modificatori, è abbastanza comoda con Orca EDIT: esiste anche una terza soluzione: Orca come prusa permette di modificare i parametri in base all'altezza; direi decisamente utile in questo caso!
-
Orca slicer - modifica velocità
lever63 ha pubblicato una discussione in Software di slicing, firmware e GCode
ciao a tutti e buon anno, sapete se con Orca è possibile modificare la velocità di stampa a partire da un certo layer? vorrei che gli ultimi layer fossero stampati più lentamente, ma non ho trovato il modo di farlo, Orca permette di personalizzare il gcode, ma non so se esista un comando per ridurre la velocità di una certa % -
curiosità nozzle standard vs temprato
lever63 ha risposto a lever63 nella discussione Hardware e componenti
ok capito, allora vincerò la pigrizia e cambierò l'hot end, tanto per adesso di caricato ho solo naylon + carbonio in realtà la Qidi quando mi ha sostituito l'hot end mi ha mandato anche due nozzle rame/alluminio; sono andato a vedere sul loro sito e sono disponibili anche solo i nozzle, quelli rame/alluminio e acciaio temprato costano entrambi 25€ la coppia, neanche una fortuna tutto sommato EDIT: e comunque ho comprato un asciugatore... -
curiosità nozzle standard vs temprato
lever63 ha pubblicato una discussione in Hardware e componenti
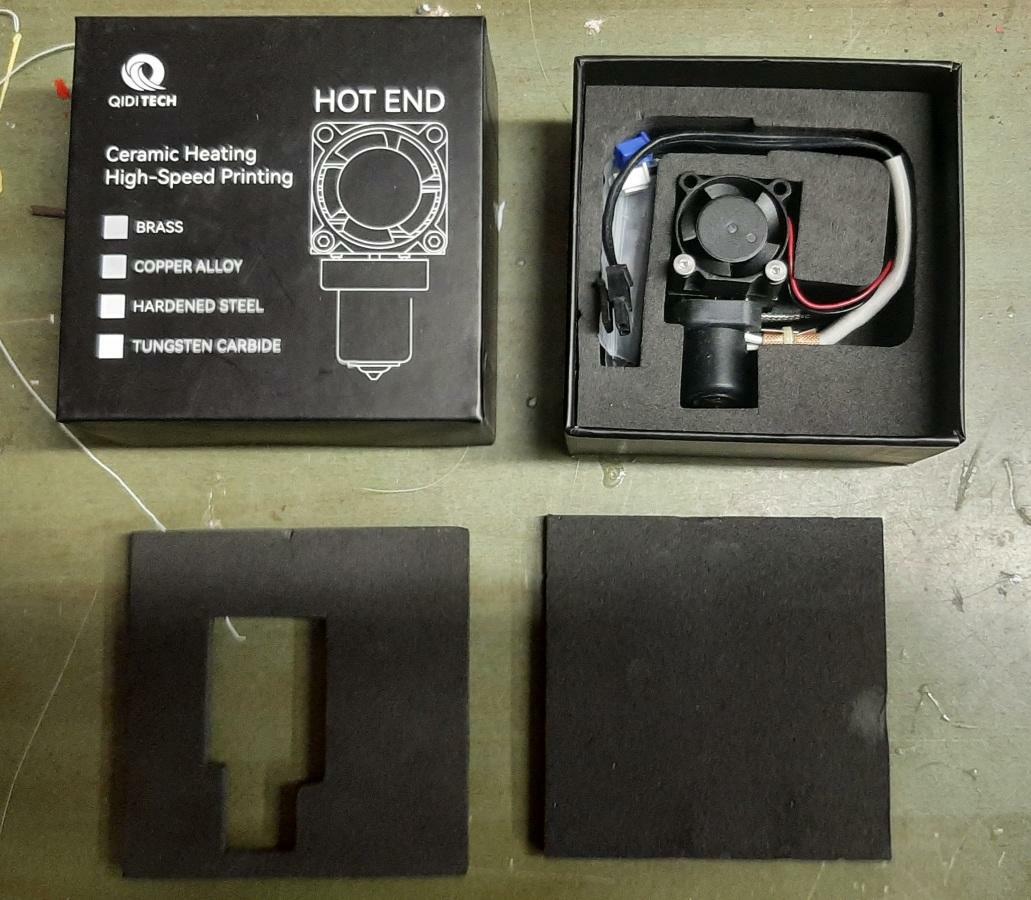
la mia stampante ha due hot end, uno col nozzle in rame/alluminio, l'altro in acciaio temprato per i materiali caricati. Mentre non posso usare quello standard per i materiali caricati, posso usare quello temprato per i materiali normali; mi chiedevo allora che beneficio c'è ad usare quello normale? a cambiarlo ci van 5 minuti (2 viti e 3 spinotti), è proprio solo una curiosità... -
Primi problemi di stampa e curiosità - FLSun
lever63 ha risposto a Cla1608 nella discussione Problemi generici o di qualità di stampa
visto che la usano anche altri, prima di regolare li z offset fai fare una calibrazione del piatto, la Q5 ha un accessorio di serie che si attacca magneticamente alla testina; il processo è guidato dal menù, e alla fine ti fa regolare lo z offset -
per il materiale, ho provato il PLA alta velocità della Qidi ed un PLA+ di buona qualità, alzando un po' la temperatura devo dire che anche il pla+ regge bene le alte velocità. Da quanto ho letto quello HS dovrebbe fondersi più velocemente, ma dalle poche prove che ho fatto non ho trovato differenze visibili anche 300mm/s (velocità effettivamente raggiunta in alcuni tratti). Probabilmente dipende più dai mm3/s che possono reggere estrusore e hot end che dal PLA;
-
Un veloce aggiornamento: la settimana scorsa ho scritto a Qidi perché l'hot end in acciaio non andava in temperatura; oggi mi è arrivato quello nuovo, spedito praticamente subito. Oltretutto in una confezione lussuosa🙂
-
Costruzione server octoprint
lever63 ha risposto a mikeeeeee nella discussione Software di slicing, firmware e GCode
avevo guardato, ma alla fine troppo lavoro; in effetti se hai questa necessità forse l'ecosistema di Bambu è una buona soluzione. -
Costruzione server octoprint
lever63 ha risposto a mikeeeeee nella discussione Software di slicing, firmware e GCode
Ho installato la versione Android di octoprint su un vecchio telefono e ho collegato la seconda stampante -
io lo uso regolarmente, anche se dove non è necessario uso il normale PLA; i modelli che stampo sono quasi tutti disegnati in vase mode. questi i parametri che uso io, devi poi fare qualche prova naturalmente: temperatura: tra 235 o 240 flow: tra 0,5 e 0,6 velocità: bassa, sulla FBG5 stampo a 40mm/s sulla Qidi a 120, oltre ho della sottoestrusione layer a 2,5 retrazione: io non la uso, siccome è un materiale che si espande con il calore non serve a molto brim: il materiale aderisce bene, ma io lo uso esterno abbondante, soprattutto su pezzi con base stretta (alettoni per esempio) quali modelli stampi? se sono quelli della eclipson, per usare Prusa Slicer o i suoi derivati devi mettere il raggio di chiusura del gap al minimo, altrimenti non ti fa i rinforzi interni:
-
adesione layer silk rainbow esun
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
l'altezza era 0,2, la larghezza 0,5; provo a schiacciarlo un po' e aumentare la larghezza a 0,7; in teoria l'estrusore dovrebbe arrivare a 35mm/s3, in pratica credo che arrivi al max a 25; domani faccio qualche altra prova, stampo solo i primi 2 o 3 cm tanto se si slamina si vede subito EDIT: ho provato subito, buona la prima! temperatura 230, larghezza 0,7, altezza 2mm, velocità 150, ventola 50 -
adesione layer silk rainbow esun
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
provo, avevo già messo 05; può essere utile "schiacciare" un po' i layer? ero a 0,2 -
adesione layer silk rainbow esun
lever63 ha pubblicato una discussione in Problemi generici o di qualità di stampa
il titolo dice già tutto... le stampe con questo filamento sono esteticamente perfette, non si vedono i layer ed i pezzi sono lucidi, ma... ho provato a stampare in vase mode (un vaso appunto) e i diversi layer si separano facilmente, addirittura tirando un filamento il vaso si sfilaccia come un maglione. Ho provato a diminuire la velocità a 100mm/s, aumentare la temperatura a 225° e abbassare la ventola al 50%, risultato leggermente migliore ma comunque molto fragile, i layer si separano troppo facilmente mi sono fatto l'idea che il filamento si dovrebbe posare sul filamento precedente ancora caldo, quindi di mio alzerei ancora un po' la velocità e la temperatura, e abbasserei la ventola, è la strada giusta? -
ciao @grazianomi il check di risonanza lo fa solo su richiesta, dura 5 o 6 minuti ed è rumoroso ma non così tanto; io lo faccio ogni tanto, quando vedo comparire qualche accenno di difetti sulla stampa; credo però che si possa impostare anche prima di ogni stampa da klipper ma per la mia, breve, esperienza non è necessario. non è silenziosa, in particolare se stampi PLA, per mantenere la velocità deve riscaldarlo molto in fretta e raffreddarlo altrettanto velocemente, secondo me quella è la più rumorosa, quella posteriore comunque si difende bene. va un po' meglio con ABS, ha meno bisogno di raffreddamento e si stampa a camera chiusa quindi il rumore si sente meno. Però stampare ABS in casa non è il massimo, la X plus 3 non ha il filtro (si può aggiungere però). ho visto anche io le prove di rumore, è una caratteristica di tutte le stampanti ad alta velocità la Qidi probabilmente è solo la "meno rumorosa". Io per fortuna l'ho sistemata in una stanza vicino al garage, quindi il rumore non è un problema.
-
ho preso una Qidi e di fatto la FBG5 non la uso più, chi conosce questa stampante sa che si tratta di una macchina robusta e affidabile, credo di aver livellato il piatto più di un anno fa e dopo moltissime ore di stampa non l'ho più toccato. ha un paio di difetti estetici ma aggiungo un paio di estrusori nuovi originali. Uniche modifiche il bowden Capricorn e strisce led per illuminare il piatto con trasformatore dedicato. non ho idea del valore ma pensavo di chiedere 150€, se possibile ritiro a mano, sia perchè difficile da spedire sia perchè è possibile vederne lo stato ed il funzionamento. provincia di Torino edit 15/12/2023: venduta su altri canali
-
aggiornamento: ho provato a stampare ABS e PC, direi che sono venuti bene al primo colpo. Ho avuto qualche problema con il Nylon ma non ho ancora trovato le impostazioni corrette. Non ho potuto provare materiali caricati perchè l'hot end in acciaio ha avuto un problema, dopo un paio di volte non andava in temperatura; ho contattato l'assistenza che mi ha risposto in tempi brevissimi, dovrebbero mandarmi il ricambio nei prossimi giorni.