lever63
-
Numero contenuti
383 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lever63
-
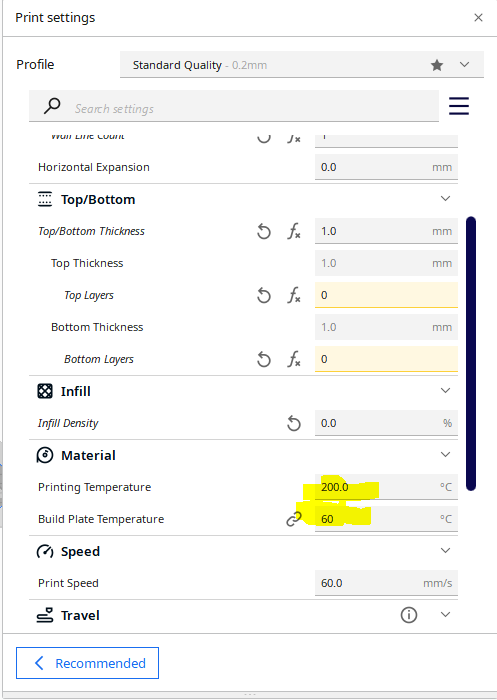
strano, la temperatura è uno dei parametri fondamentali non solo di cura ma di tutti gli slicer; ti consiglio di cercare qualche tutorial su Cura, ce ne sono di ben fatti anche in lingua italiana; comunque in Cura la temperatura si trova qui:

-
Se imposti la temperatura sulla stampante quella scalda ugello e piatto alla temperatura richiesta, ma poi quando parte la stampa usa la temperatura del gcode impostata nello slicer; se vuoi stampare a 235/75 devi impostarle quando generi il gcode dallo slicer. Non so che slicer usi ma tutti quelli che conosco permettono di creare profili diversi, ti conviene crearne uno per il PETG almeno con i parametri di base (appunto temperatura ugello e piatto).
-

parte di disegno che non riesco a modellare con fusion 360
lever63 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
faccio un po' fatica a spiegarlo perchè non ho fusion360 su questo PC, ma quando disegni lo sketch del parasole puoi usare come riferimento lo sketch o il body del semaforo con "project intersect" o "project include"; in questo modo puoi usare i riferimenti del semaforo e "agganciare" il parasole ai lati del semaforo; se modifichi le dimensioni del semaforo quelle del parasole si adattano -
Problema della parete
lever63 ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
dalla foto sembra più un problema di livellamento che di flusso; se però vuoi toglierti il dubbio che il flusso iniziale non sia perfetto puoi far stampare qualche giro di skirt -
Estrusore smette di funzionare.
lever63 ha risposto a Torque nella discussione Problemi generici o di qualità di stampa
ma il problema te lo da con tutte le stampe? Potrebbe essere legato allo sforzo del motore che a una certa temperatura va in sicurezza. - puoi provare a ridurre la ritrazione, e poi ad aumentare la distanza minima di retrazione - in seconda battuta controlla il bowden dal lato della cartuccia riscaldante, potrebbe essere sporco; nel caso puoi tagliarne via una parte (attento a fare un taglio perfettamente perpendicolare) -
Problema trascinamento filo tpu
lever63 ha risposto a Tony76Ischia nella discussione Problemi generici o di qualità di stampa
quello di serie, lo stesso che hai tu. prova aprendo gli ingranaggi con la levetta e spingendo il filo a mano, una volta imboccato il bowden poi lo fai caricare completamente dall'estrusore. -
Problema trascinamento filo tpu
lever63 ha risposto a Tony76Ischia nella discussione Problemi generici o di qualità di stampa
io con la FBG5 "liscia" il TPU lo stampo. Anche a me qualche volta si attorciglia nell'estrusore, ma con un po' di pazienza riesco a farlo entrare nel bowden, poi da li in avanti non ho mai avuto problemi. Ovviamente retrazione al minimo quindi qualche compromesso sulla qualità (e postlavorazione) su alcuni pezzi. -
stampante flyingbear 5 stampa parziale
lever63 ha risposto a Demasenior nella discussione Hardware e componenti
avevo scritto a banggood, dopo un po' di scambi di mail mi hanno diagnosticato il problema sulla scheda (ma era un problema diverso) e me ne hanno spedita una nuova. Prova a dare un'occhiata anche al bowden dalla parte del nozzle, se hai quello di serie potrebbe essersi un po' intasato, il motore fatica si riscalda e smette di estrudere. -
stampante flyingbear 5 stampa parziale
lever63 ha risposto a Demasenior nella discussione Hardware e componenti
anche io avevo avuto problemi con la scheda e la v1.3 non si trova, l'ho poi ottenuta tramite assistenza; puoi montarne un'altra ma occorre poi aggiornare il firmware, trovando quello adatto per la stampante; per le schede 1.2 o 2.x ci sono firmware per la FBG5, non ufficiali. prima però di sostituire la scheda hai fatto altre prove? magari cambiare il nozzle (o il blocco riscaldante, quelli originali FBG costano pochissimo); puoi anche provare a stampare senza retrazione. una delle possibili cause potrebbe essere anche il bowden che si è leggermente otturato, prova a smontarlo e a controllarlo -
problemi con stampa da un solo perimetro
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
provato a modificare il parametro "espansione orizzontale", con il valore di -0,1 sembrerebbe funzionare; non ho capito il perchè, ora me lo devo studiare meglio
-
problemi con stampa da un solo perimetro
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Grazie delle dritte, domani sera provo! Stranamente il disegno di Stanton mi dava problemi con prusa 🙁 -
problemi con stampa da un solo perimetro
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
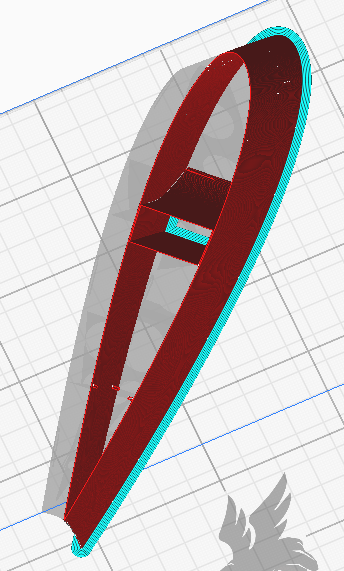
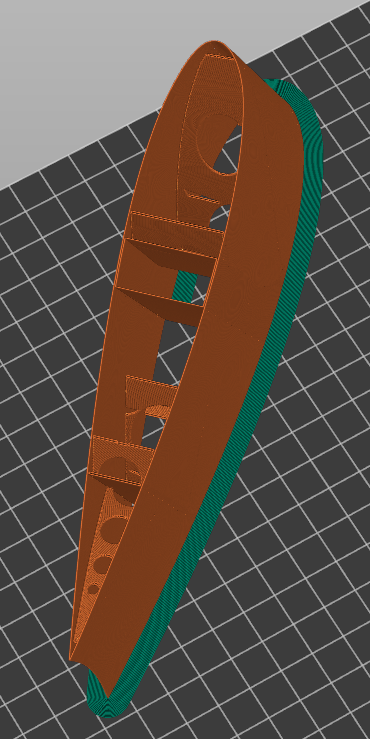
stesso stl, il primo con Cura il secondo con Prusa; è la prima volta che mi capita
-
io alcune le ho usate per avvolgerci le luci di Natale. Poi se possibile compro solo più i filler o le bobine in cartone
-
problemi con stampa da un solo perimetro
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
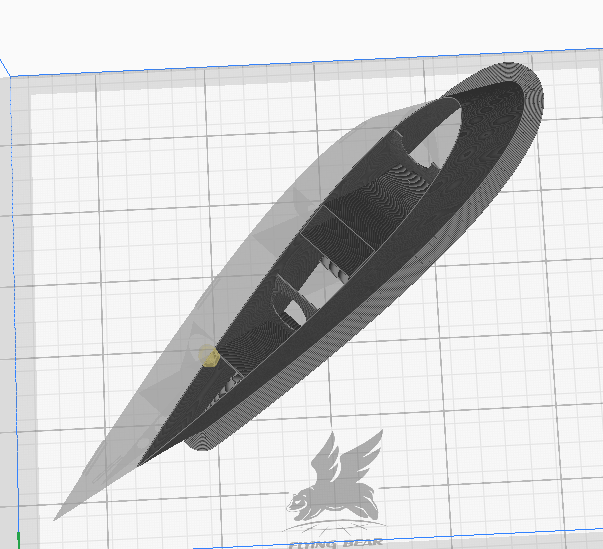
ciao Michele, grazie de passaggio! per stampare in vase mode l'STL deve essere generato da un progetto specificatamente pensato per avere una linea continua; avevo visto questo video, ho provato a seguirlo disegnando una sezione d'ala ed effettivamente lo stampa in vase mode; Curiosamente lo stello stl viene generato perfettamente da Cura mentre PrusaSlicer ha dei problemi. Il modello che sto stampando non è disegnato per essere stampato in vase modie; la cosa strana è che l'STL ha dei rinforzi interni che in Cura vengono ignorati, mentre Prusa li genera tranquillamente; se riesco posto un paio di scatti con la differenza tra i due Gcode -
problemi con stampa da un solo perimetro
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
ho scoperto il problema, e non era nei parametri... il pezzo è disegnato con dei rinforzi interni ma Cura 5.3 per qualche motivo li ignora! li ho rifatti con Prusaslicer e ora stanno venendo bene. -
problemi con stampa da un solo perimetro
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
provato a stampare a 210° con piatto a 70°, poi ho anche provato ad incrementare il flow del 1* strato per rendere più robusto il brim. Niente da fare, il pezzo "spancia" verso l'interno nei primi 15 mm, poi recupera e vien su bello dritto. Manca ancora la prova della lacca, non l'ho mai usata e non ce l'ho in casa, proverò nel w.e. -
problemi con stampa da un solo perimetro
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
grazie a tutti e due per il passaggio, provo ad alzare la temperatura del piatto e del filamento, e ad abbassare la ventola; la lacca non l'ho mai usata, la tengo come prossima possibilità; -
problemi con stampa da un solo perimetro
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
pla+ -
problemi con stampa da un solo perimetro
lever63 ha pubblicato una discussione in Problemi generici o di qualità di stampa
ho già fatto un po' di stampe con un solo perimetro, ma questo problema mi si presenta solo ora; è un pezzo abbastanza grande e come vedete i primi layer si "imbarcano" verso l'interno poi riprende normale, ma essendo un profilo alare il pezzo è da buttare. uso una FBG5, per questo pezzo ho usato Cura; temperatura 205, piatto 60, flusso 100%, ventola 100%, velocità 40; messo anche il brim ma come vedete quando inizia ad imbarcare strappa anche il brim. ho provato anche con temperatura piatto 50, e con ventola spenta ma non è cambiato nulla; cosa sto sbagliando?
-
Il PETG non è più resistente del PLA+ ne meno fragile D:
lever63 ha risposto a Cubo nella discussione Materiali di stampa
vero, prove e metodo però li ho trovati interessanti, il PETG ha alcune caratteristiche specifiche, ma se non servono per me meglio il PLA+ -
Il PETG non è più resistente del PLA+ ne meno fragile D:
lever63 ha risposto a Cubo nella discussione Materiali di stampa
ho trovato anche questa comparativa: -
Il PETG non è più resistente del PLA+ ne meno fragile D:
lever63 ha risposto a Cubo nella discussione Materiali di stampa
Anche io sunlu per entrambi. Ho fatto il carrello di un aeromodello in pla+ e si spezzava facilmente, in petg invece era più elastico e si è rotto solo quando ho sbriciolato tutto il modello con una manovra azzardata Comunque lo uso abbastanza poco, solo per qualche pezzo particolare, per esempio l'attacco dei motori che anche se elettrici possono scaldare oltre i 70° -
Il PETG non è più resistente del PLA+ ne meno fragile D:
lever63 ha risposto a Cubo nella discussione Materiali di stampa
nella mia (piccola) esperienza personale il PETG resiste meglio alle alte temperature, non necessariamente più robusto ma più flessibile ed elastico del PLA+, e a parte un po' di tuning non richiede particolari accortezze di stampa (se si sopporta un po' di stringing). -
io si, ho stampato alcuni pezzi delle ali in pla lw, ma gli incastri non coincidono benissimo perchè il materiale "gonfia"; magari è solo un problema mio ma altri modelli disegnati principalmente per essere stampati in LW non mi hanno dato questi problemi. l'ho anche stampato in pla+ ma era troppo pesante di coda, alla fine per bilanciarlo c'erano più piombi che aereo. dei loro modelli il joker è quello che mi è piaciuto di più, al campo un amico ne ha fatti altri e direi volano tutti bene, ma io sono l'unico ad usare il pla LW. se vuoi provare un modello gratuito, Eclipson ne ha pubblicato uno, l'ho stampato il LW e non ho avuto problemi con gli incastri
-
Guida per neofita stampante 3D Flying Bear Ghost Ghost 5
lever63 ha risposto a raggiolaser nella discussione La mia prima stampante 3D
la uso da quasi due anni ed è una buona stampante, una volta livellato bene il piatto non l'ho praticamente più toccata. magari sta ferma un mese, poi ci metto il filamento e stampa sempre con la stessa qualità (a meno che non sbagli io i parametri di stampa!). Ho avuto un unico problema con la scheda, sostituita in garanzia. Se la stai ancora montando fai attenzione al passaggio delle barre che sostengono il piatto, dal video è poco evidente ma è essenziale capire come vanno fissate alla parte superiore.