lever63
-
Numero contenuti
383 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lever63
-

Errore trasferimento Gcode da Cura a Q5
lever63 ha risposto a ziobaba nella discussione Software di slicing, firmware e GCode
io uso mks con la FBG5, che ha il modulo wifi nativo, non è stabilissimo ma la maggior parte delle volte funziona; potresti fare (se ancora non l'hai fatto) qualche prova, magari banale ma poco impegnativa, tipo usare una SD appena formattata, usare un nome di file "corto" e non presente sulla sd... nella scheda "monitor" di cura hai alcune opzioni come vedere e cancellare i files sulla SD, e puoi anche mandare in stampa un gcode presente sul PC, puoi fare qualche prova almeno per circoscrivere il problema -
linee da 0,4 usando ugello da 0,6?!
lever63 ha risposto a FoNzY nella discussione Hardware e componenti
gli eclipson non li ho mai provati, sono disegnati bene? sono andato a curiosare il materiale, costa come il pla-lw ma non ha la stessa resa... però hai ragione, ho visto qualche realizzazione, soprattutto con il black l'effetto è notevole; PS: magari facci vedere il risultato finale 🙂 -
Software semplice per estrusione e smusso
lever63 ha risposto a fratt nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
conosco solo (da amatore non da esperto) Freecad e Fusion360 e arrotondare o smussare gli spigoli sono operazioni standard molto semplici; quello che potrebbe essere più difficile è disegnare il tracciato 2d, dipende dalla complessità. Entrambi i sw non sono semplicissimi, ma con qualche tutorial e in po' di prove si arriva a livello di sopravvivenza. Forse, ma qui mi fermo, puoi esportare il disegno 2d fatto con thinkerpad in un formato compatibile per uno dei due SW, in questo caso l'estrusione e lo smusso sarebbero banali -
linee da 0,4 usando ugello da 0,6?!
lever63 ha risposto a FoNzY nella discussione Hardware e componenti
non posso essere d'aiuto, ma seguo con interesse; solo una curiosità, si tratta di un modello per il volo, non statico, vero? che filamento stai utilizzando? -
"buchi" nelle pareti
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
scusa non avevo visto la risposta; il coasting è un parametro di simplify giusto? mi sembra ci sia qualcosa in Cura, mentre in prusaslicer non saprei, vado a cercare info. adesso il problema sembrerebbe rientrato, ero basso sul piano e non riusciva ad estrudere instando il nozzle; alzato l'offset, passato 'ago nel nozzle e fatto uscire un po di materiale a 240°, ha fatto una stampa accettabile. Poi ho rivisto il disegno in base ad un tutorial per stamparlo in vase mode; provato sia pla+ che plalw entrambi (quasi) perfett! -
"buchi" nelle pareti
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Provo prima la velocità poi cambiato il nozzle Si hai ragione, sono due cose diverse, quello che mi manda ai matti è che con le stesse impostazioni la prima è venuta più che accettabile le altre da spazzatura...😕 -
"buchi" nelle pareti
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Peggio...
-
"buchi" nelle pareti
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
ciao Cosmo , grazie del passaggio, credo sia quello ma non dipende dagli step/mm; in effetti la Q5 mi da qualche problema perchè si sporca sempre l'ingranaggio e il filamento slitta, ma questa volta l'ho pulito poi ho provato gli step/mm prima di stampare ed erano corretti; il primo pezzo è venuto bene a parte le cicatrici le pareti sono lisce e i layer regolari. provo, dentro verrà una schifezza ma un problema per volta -
"buchi" nelle pareti
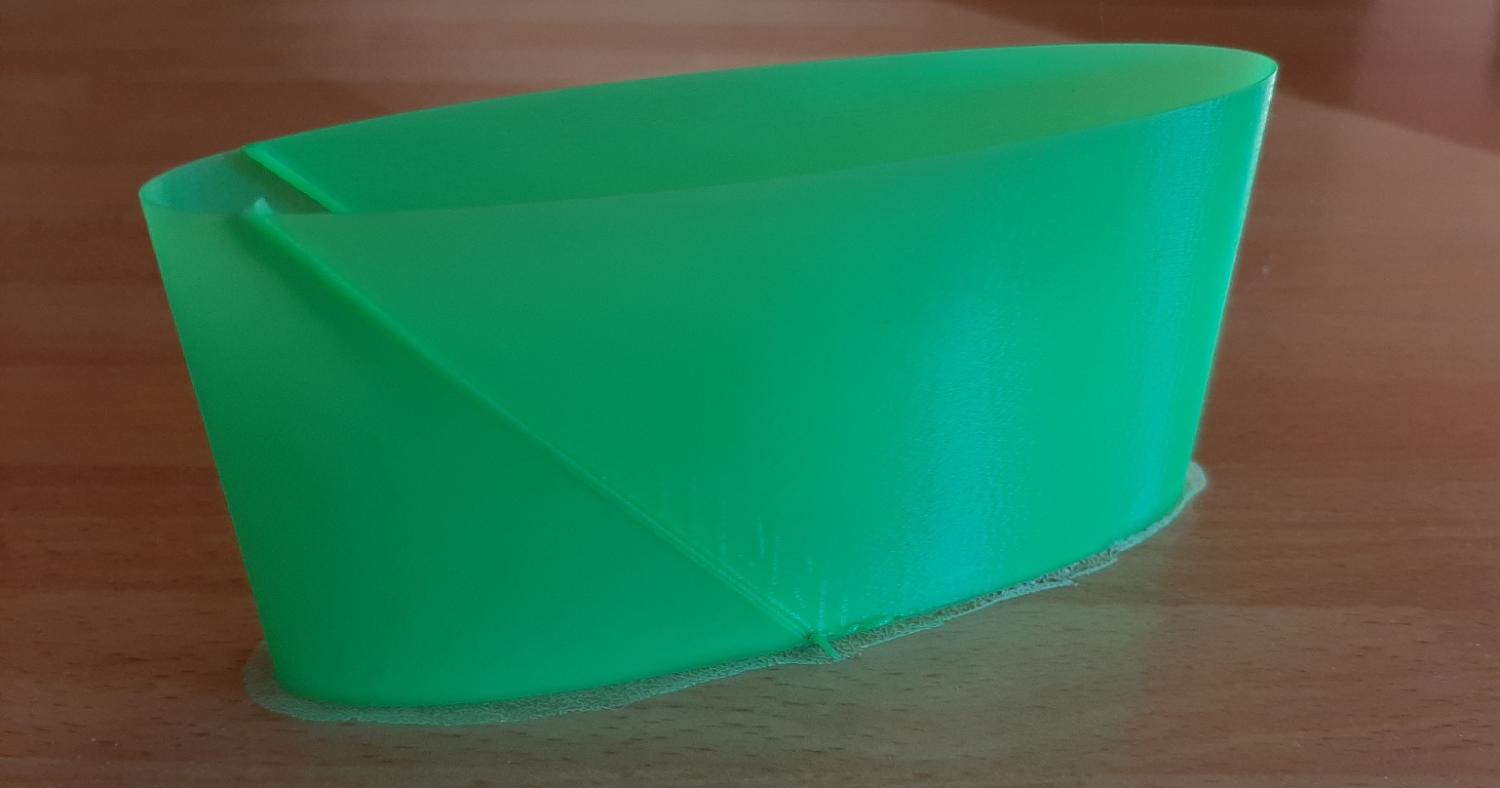
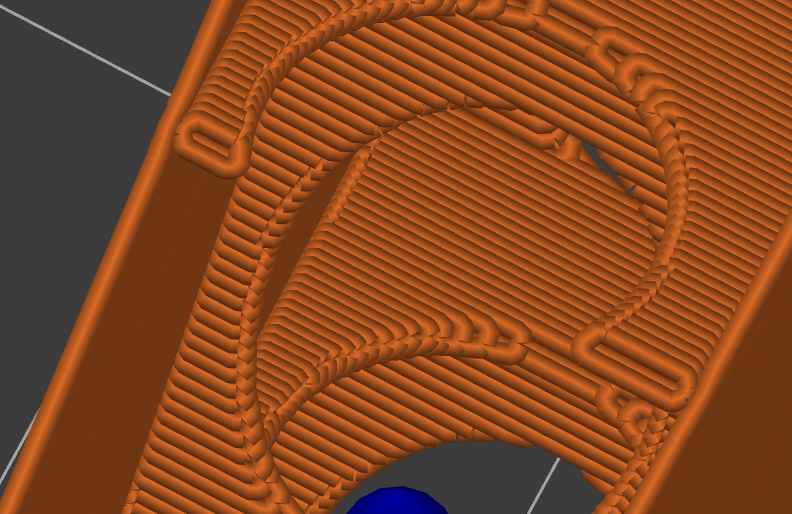
lever63 ha pubblicato una discussione in Problemi generici o di qualità di stampa
sto facendo qualche prova per disegnare pezzi con un rinforzo interno, il mio obiettivo è stampare un'ala di un modello 3d; ho fatto una prova semplice e come si vede dalla prima foto la superficie è uniforme, la cicatrice dipende dal disegno e dovei aver risolto. Quando invece ho provato a stampare una sezione dell'ala, sono usciti tutti quei buchi che si vedono nella seconda foto; la prima prova fatta era ancora peggiore, ho ridotto la retrazione ed è un po' migliorata ma l'interno non si può guardare... visto il primo pezzo non so se il problema sia davvero nella stampante... qualche consiglio? pla+ altezza 0,2mm larghezza 0,45 temperatura 210 velocità 60 (50% pareti)
-
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
ho rifatto il disegno lasciando uno spazio tra il rinforzo e il guscio, e ho usato Prusa slicer, ha funzionato; a parte i problemi di stampa (per cui aprirò un altro post) nella parte posteriore che ha stampato bene le cicatrici non ci sono, si sentono appena al tatto
-
FreeCad + Fasteners
lever63 ha risposto a il_cosmo nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
se il mac è moooolto datato probabilmente non gira, il mio ha circa 10 anni aggiornato a Big Sur 11.7.3 e gira sufficientemente fluido; però se ti trovi bene con FreeCad e hai risolto non hai motivo di cambiare 😀 -
FreeCad + Fasteners
lever63 ha risposto a il_cosmo nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
ciao, non so aiutardi direttamente ma anche io ho cominciato con freecad, avevo provato fastener ma poi sono passato a fusion360, anch'esso gratuito per uso personale e dopo essermi fatto un po' le ossa su freecad ne ho apprezzato ancora di più le funzionalità. La curva di apprendimento arrivando da freecad non è così ripida e se ho capito bene cosa devi fare una volta presa dimestichezza con i comandi principali è una cosa che fai in minuti. -
ciao, prusa slicer ha la possibilità di "tagliare" un oggetto in più parti e di stamparle o tutte insieme o una per volta
-
Raspberry: octoprint - octodash - octoscreen
lever63 ha risposto a Valerio CAMPANINI nella discussione Hardware e componenti
Lo scatolotto è questo: https://a.aliexpress.com/_EHnN5Uz Io avevo visto questo tutorial ma direi che basta scaricare l'app e poi è abbastanza intuitivo L'app credo si chiami octoprint for android ma è possibile che ce ne sia più di una -
Raspberry: octoprint - octodash - octoscreen
lever63 ha risposto a Valerio CAMPANINI nella discussione Hardware e componenti
io uso un versione di octoprint per android su un vecchio cellulare, gestisce la stampante e con la telecamera del cellulare si può monitorare visivamente la stampa. Occorre uno scatolotto da pochi € che colleghi la USB-C del telefono all'alimentatore e alla stampante; non tutti i cellulari supportano questo collegamento. -
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
azz... devo provare con prusa, può stampare più parti mantenendole collegate come da disegno magari funziona -
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
sulla qualità di stampa ci devo ancora lavorare, i pezzi comunque sono abbastanza robusti e li ho già montati; se può servire per quanto riguarda le cicatrici da quanto ho capito dipende anche dal disegno; in questo video lascia uno spazio tra i rinforzi e la superficie, che in fase di slicing viene compensato senza sovrapposizione: -
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Si questa è la Fbg5, una cartesiana; ho fatto le foto apposta con luce dura perché si vedano bene i difetti. Ho controllato il grafico da octoprint e non ho visto oscillazioni ma non ho controllato per tutta la durata della stampa. Mi sa che so poco dello jerk🙁 vado a studiare. Il prezzo almeno è funzionalmente accettabile -
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Controllati step/mm della Fbg5, erano già corretti, ho montato un'altra bobina e il risultato mi sembra già migliore, anche se le cicatrici si vedono ancora; qualche suggerimento per migliorare?
-
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Tanto quella bobina è finita, ne montato una nuova e rifaccio le calibrazioni -
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
potrebbe essere il PLA? è una bobina che è rimasta montata per un po' di tempo, un paio di volte si è spezzato il filamento -
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
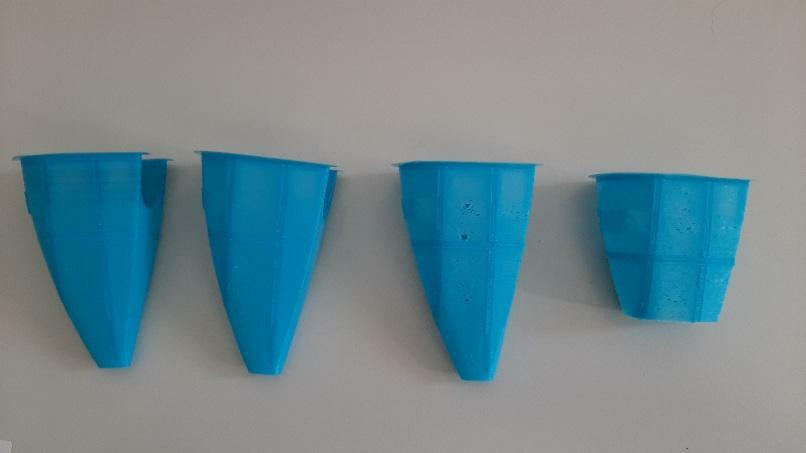
Prove fatte da sx a dx 200,205,210,215 (l'ultimo è incompleto perchè è finito il filamento) 205 mi sembra il migliore ma stranamente da 210 cominciano ad uscire delle voragini ... Oltre allo stringing che la Fbg5 patisce strane anche le righe particolarmente visibili in quella a 200 in corrispondenza delle scritte
-
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
uso Cura e Prusa, ultimamente più Prusa, entrambi hanno la possibilità di personalizzare i g-code iniziale (che ho impostato sia per la Q5 che per la FBG5). In questo caso ho usato Prusa; controllo dove ho messo le cuciture, ma direi che le ho lasciato il default; domani dovrei avere le 4 versioni a temperature diverse, pubblicherò le foto. -
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
si si la formula la conoscevo, solo che senza M503 non ho gli "existing step/mm"; potrei impostare un valore a caso, provare, misurare e correggere; devo però controllare se è abilitato l'M500, se non fosse abilitato, una volta ottenuto il valore corretto potrei mettere il comando gli step nel Gcode iniziale degli slicer? non è una soluzione elegante ma se funziona posso farmela piacere per un po' -
come avere una superficie liscia?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
primo aggiornamento: sulla Q5 il comando M503 non funziona, è inibito da firmware; ho comunque provato a estrudere 10mm (senza il ptfe collegato) e estrude 93mm, con qualche scatto dall'estrusore; a breve non riesco a metter le mani sul firmware, non l'ho mai fatto e voglio essere sicuro di avere il tempo necessario a lavorarci con calma; potrei provare a impostare gli step da 0, ovvero mettendo un valore iniziale e poi modificandolo in base al risultato, ma è un procedimento lungo e empirico... piano B: stampo con la FBG5, gli step so essere corretti (100mm corrispondono a 100 mm estrusi) e faccio la stessa stampa a 200, 205, 210 e 215; ora sta stampando a 200