maggiolo72
-
Numero contenuti
19 -
Iscritto
-
Ultima visita
Obiettivi di maggiolo72
")





-
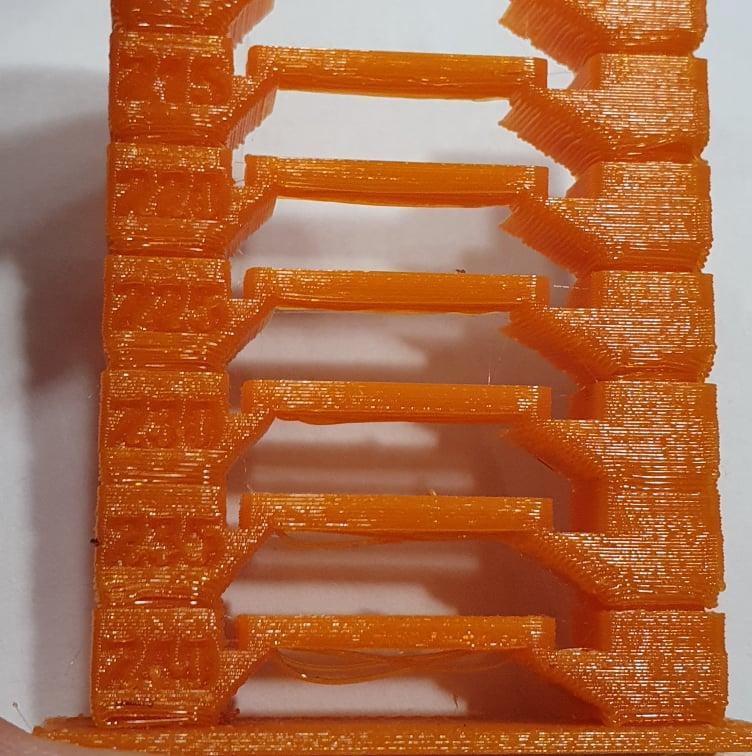
Ciao a tutti, dopo alcuni test sono riuscito con la mia P1S ad avere un buon risultato con il PLA-LW, i pezzi vengono bene, sto lavorando a questo modello free https://www.thingiverse.com/thing:1659724 I pezzi mi sono venuti bene come potete vedere da qui [url=https://ibb.co/XVF4VJm][img]https://i.ibb.co/qxmnx1b/IMG-20241003-132645.jpg[/img][/url] [url=https://ibb.co/dBbzCmS][img]https://i.ibb.co/G7sbYHX/IMG-20241003-132704.jpg[/img][/url] Ho un problema con l'alettone sul bordo di uscita sia dx che sx stesso punto,, si vede che non lo stampa bene e proprio non lo riesco a fare bene nonostante ho provato 3 o 4 volte, sembra che sotto estrude ma gli altri pezzi sono senza alcun problema, secondo voi cosa posso provare a modificare ? [url=https://ibb.co/NYv9dpF][img]https://i.ibb.co/2K9v1PF/IMG-20241003-132736.jpg[/img][/url] Ho allegato il file se volte dargli un occhiata, forse il fatto che sia progettato per pla incece che per pla-lw ha un ruolo, boh... GASB1_V7_ail_dx.stl
-
Ciao a tutti, dopo la P1S mi sono preso un unità AMS, ho riscontrato un calo di qualità tra le stampe con AMS e le stampe con EXT. spool, ma sto usando lo stesso filamento Sunlu pla+ con gli stessi identici profili e settaggi. Cosa può essere ?
-

Firmware 2.20 per LK1/U20
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
Ah in quel senso, è quello rilasciato ufficialmente del produttore. Quindi no Malin o altro... -
Firmware 2.20 per LK1/U20
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
Il 2.20 come da titolo, rilasciato il 28-04-21 Avevo provato il 2.18 e il 2.19 ma avevo problemi di vibrazioni. -
Firmware 2.20 per LK1/U20
maggiolo72 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao, qualcuno ha provato il firmware 2.20 su una LK1/U20 ? -
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
Si scusa hai ragione tu, intendevo senza il gcode delle impostazioni, quello che ho postato. Ma i parametri li passa nel gcode che poi va nella sd M221 T0 S97.00 M140 S60.00 M104 T0 S220.00 M109 T0 S220.00 T0 M190 S60.00 -
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
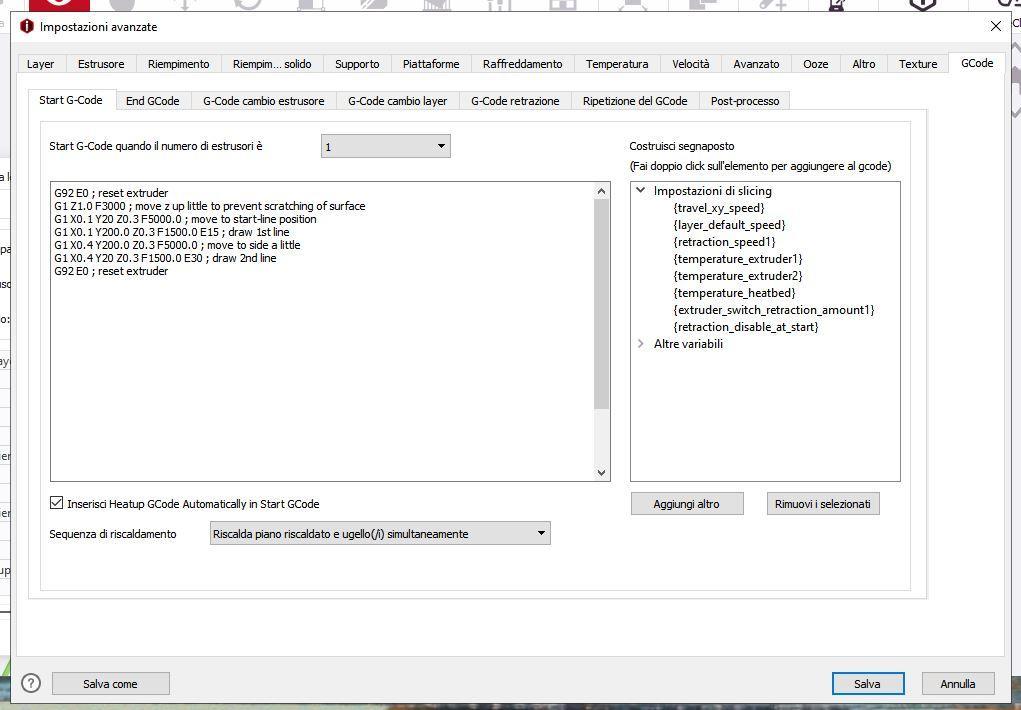
grazie per la pazienza :), allora da quello che ho capito i parametri di temperatura del letto e del noozle li passa ideamaker senza il gcode, infatti i vari step che ho settato, tipo 1 layer di solito 5 gradi più degli altri me li fa senza problemi. Lo spurgo iniziale è solo uno spurgo brutale, forse inutile ed è un refuso di quando all'inizio avevo tanti problemi di estrusione. Poi faccio fare 3 giri di skirt e via... Forse hai ragione tu posso pure levarli. Nel frattempo integro il mio gcode.... -
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
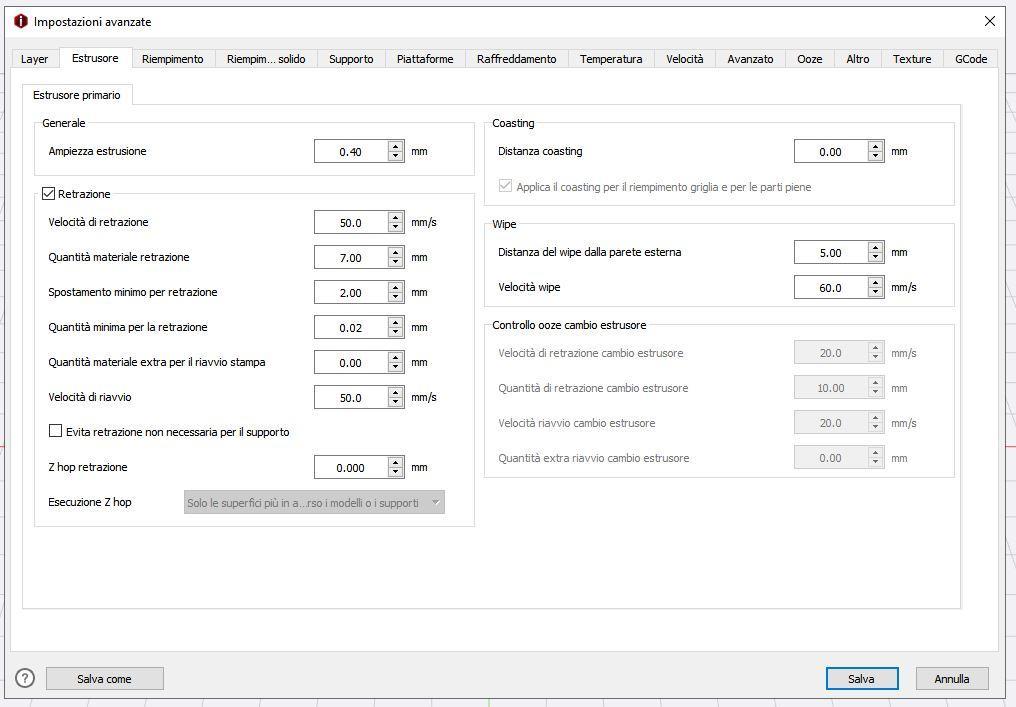
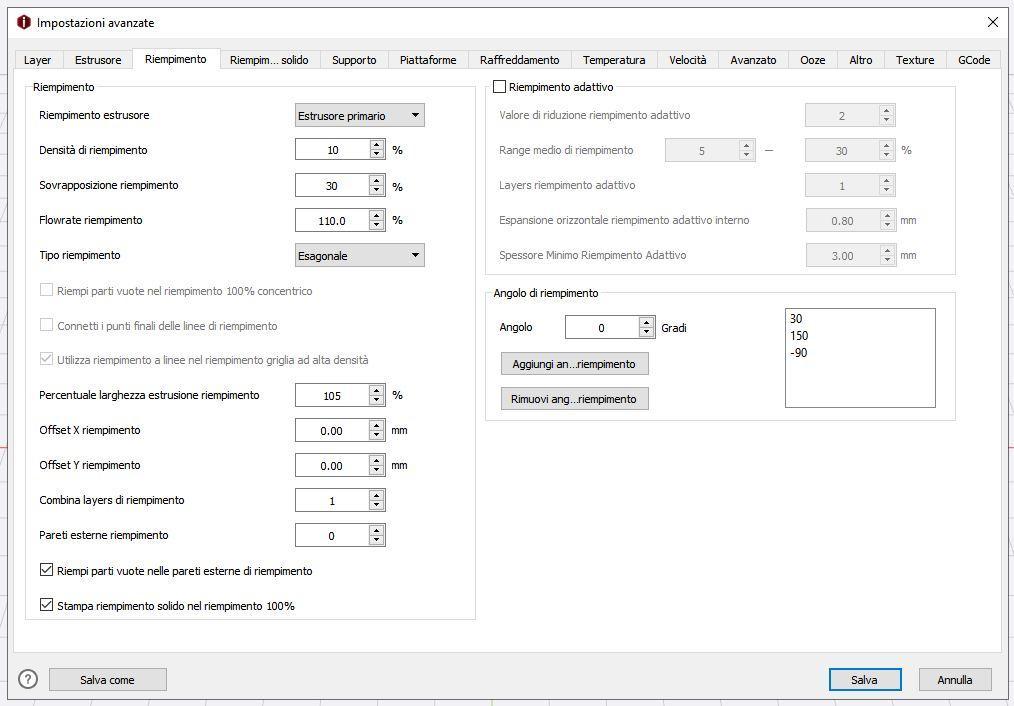
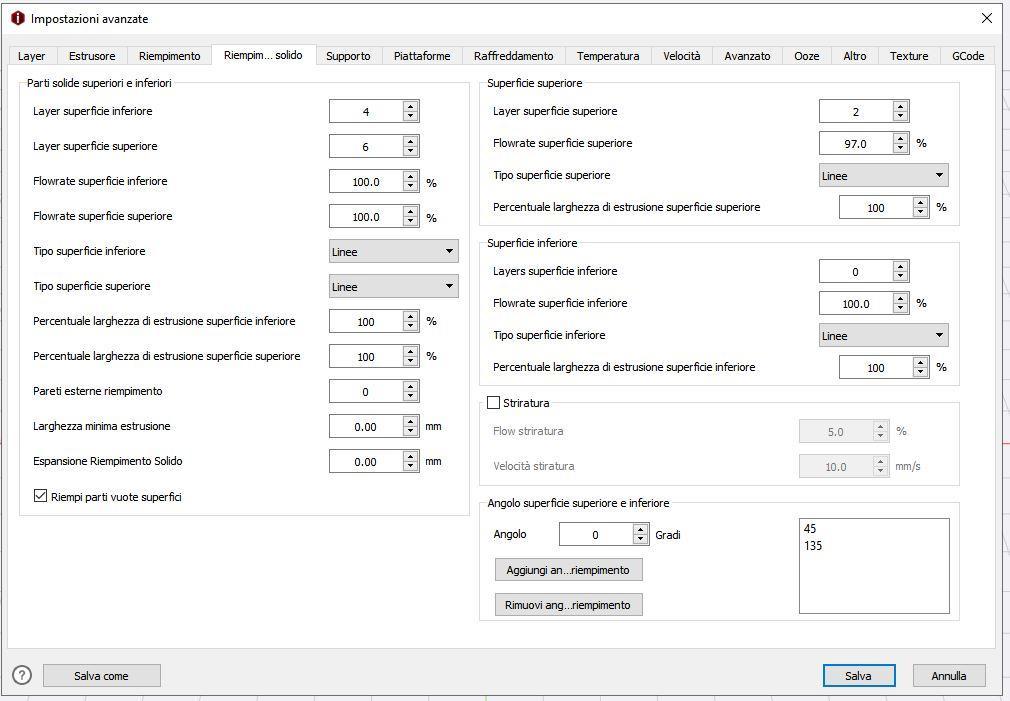
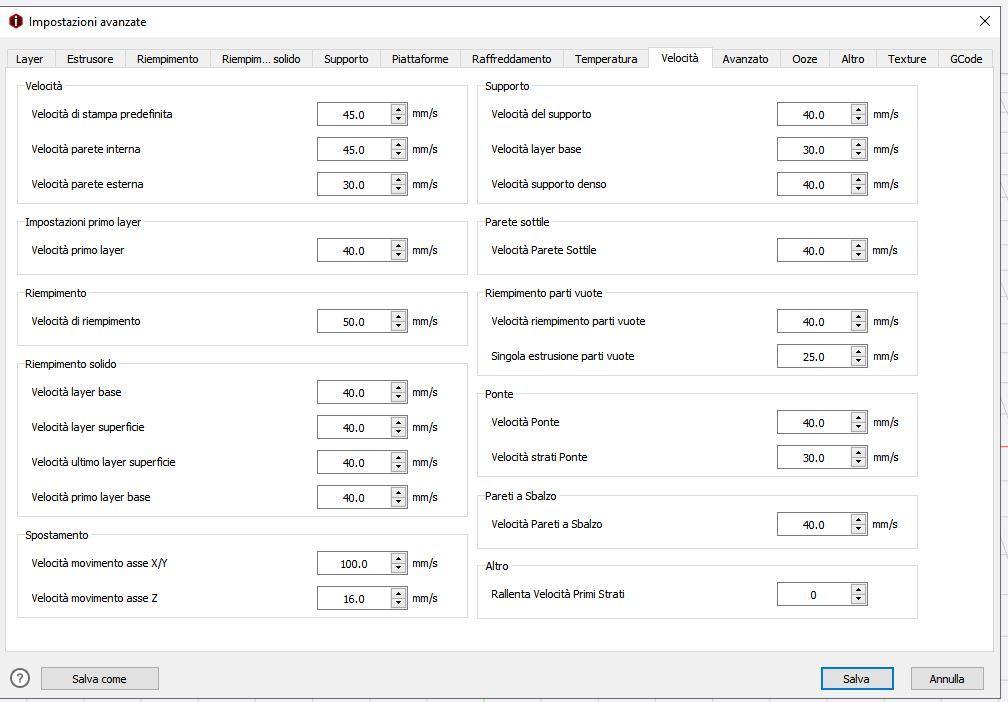
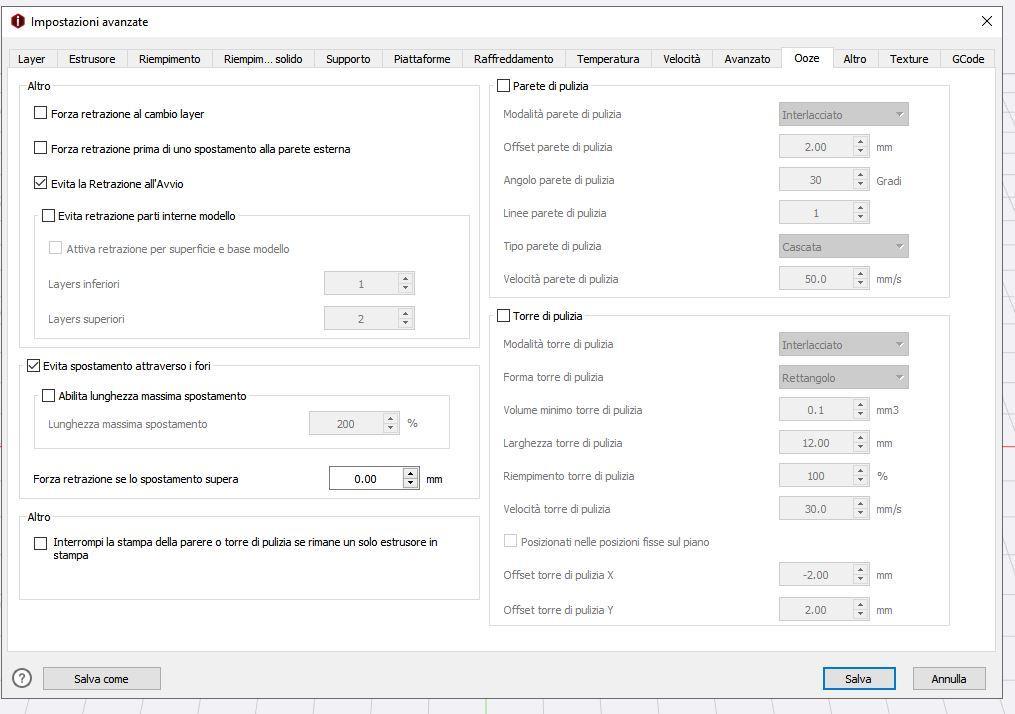
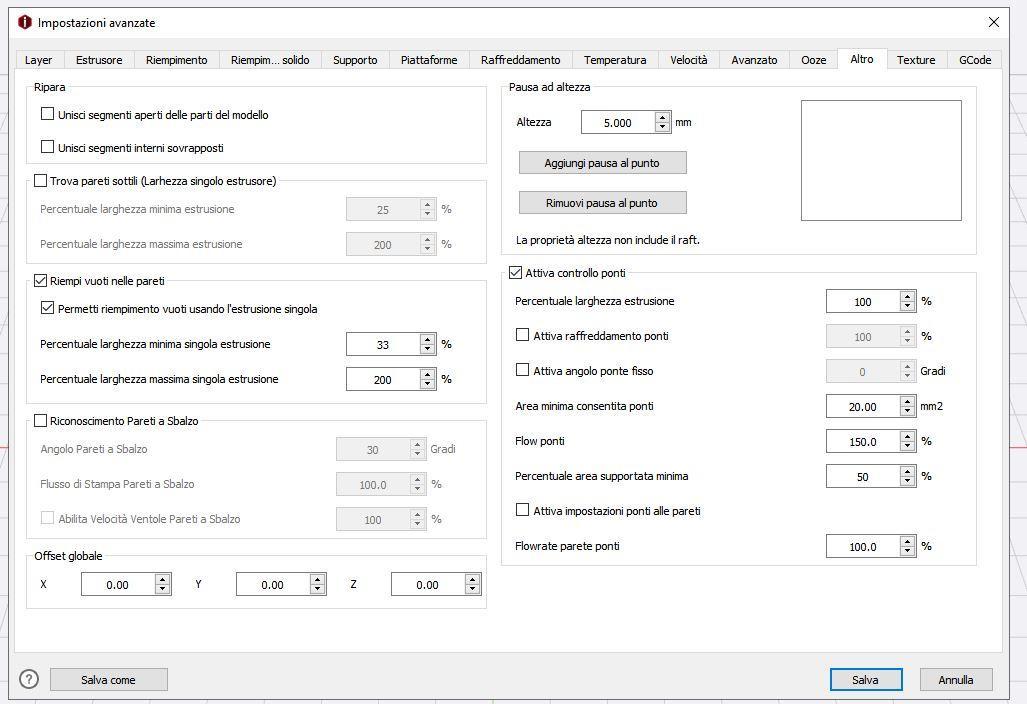
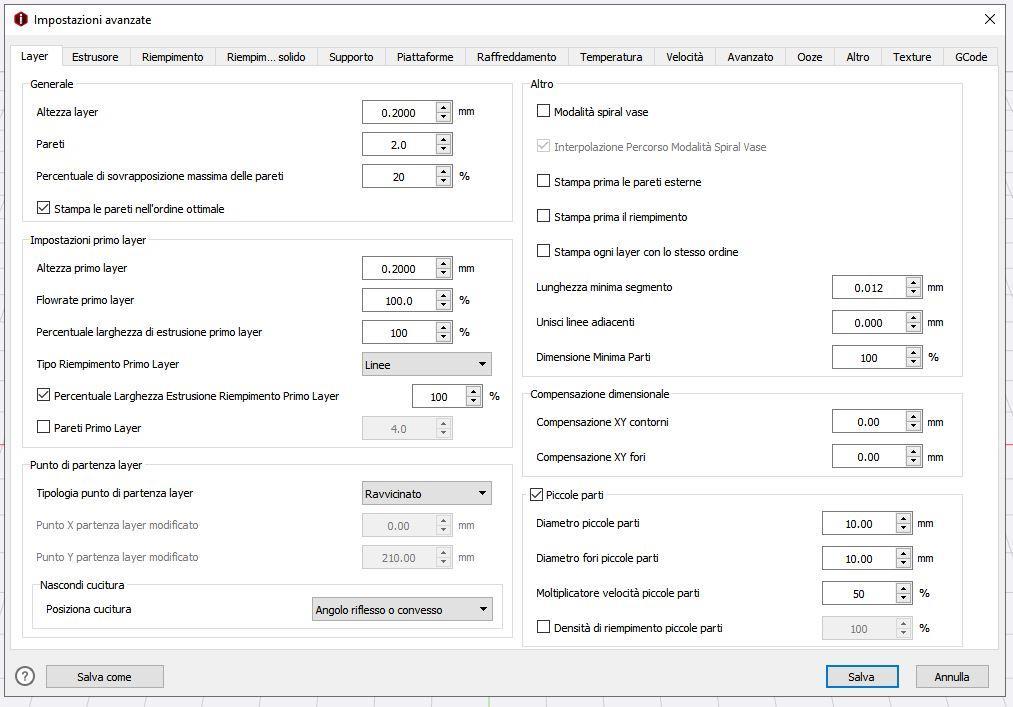
Già che ci sono vi tormento un pochino con i miei settaggi, vedete errori macroscopici o avete suggerimenti?
-
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
No ed è per quello forse che a volte quando mando in stampa mi parte verso destra fino a fondo corsa e continua ad andare facendo trrrrr, risolvo solo con un home degli assi manuale, dove posso mettere questa istruzione ? -
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
A voi.... Slicer idemaker ultima release Si anche a me questo fondo corsa random spaventa. Da cosa può dipendere ??
-
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
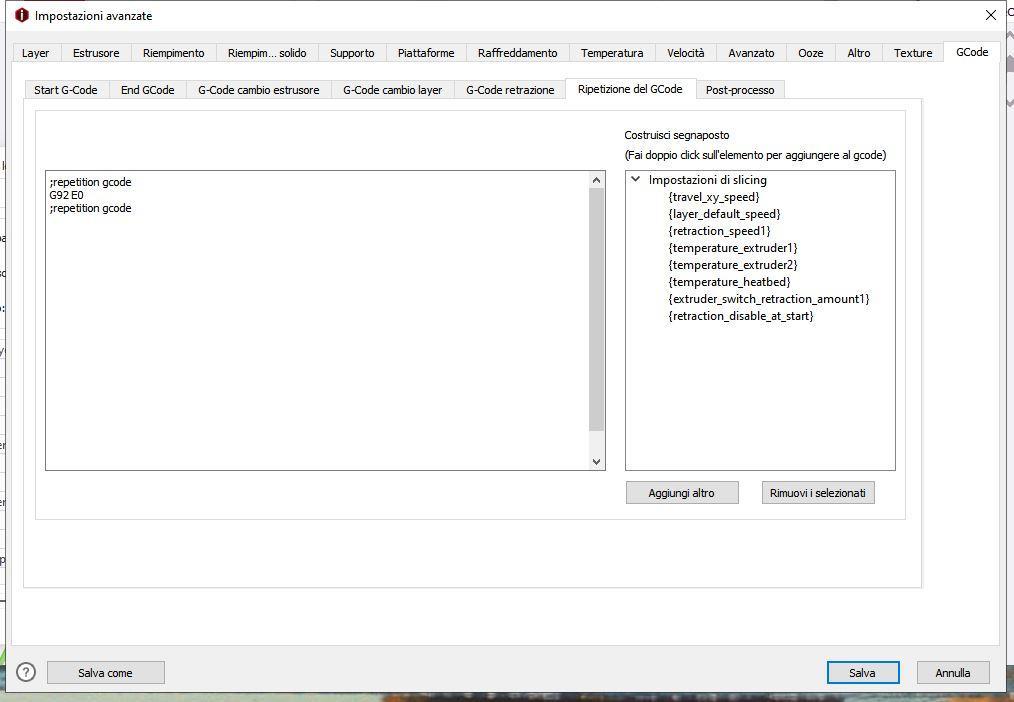
Sai che adesso che mi ci fai pensare è successo che a volte dopo aver riscaldato l'estrusore mando in stampa e il piatto si muove verso sx andando a fondo corsa e facendo trrrrrrrrr. a quel punto spengo riaccendo faccio un home dell'estrusore e rilancio la stampa senza nessun problema. Può dipendere da quella riga che gli rimane dalla stampa precedente ? Se si come la modifico ? Ristampo la torre e faccio il test della rottura 🙂 -
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
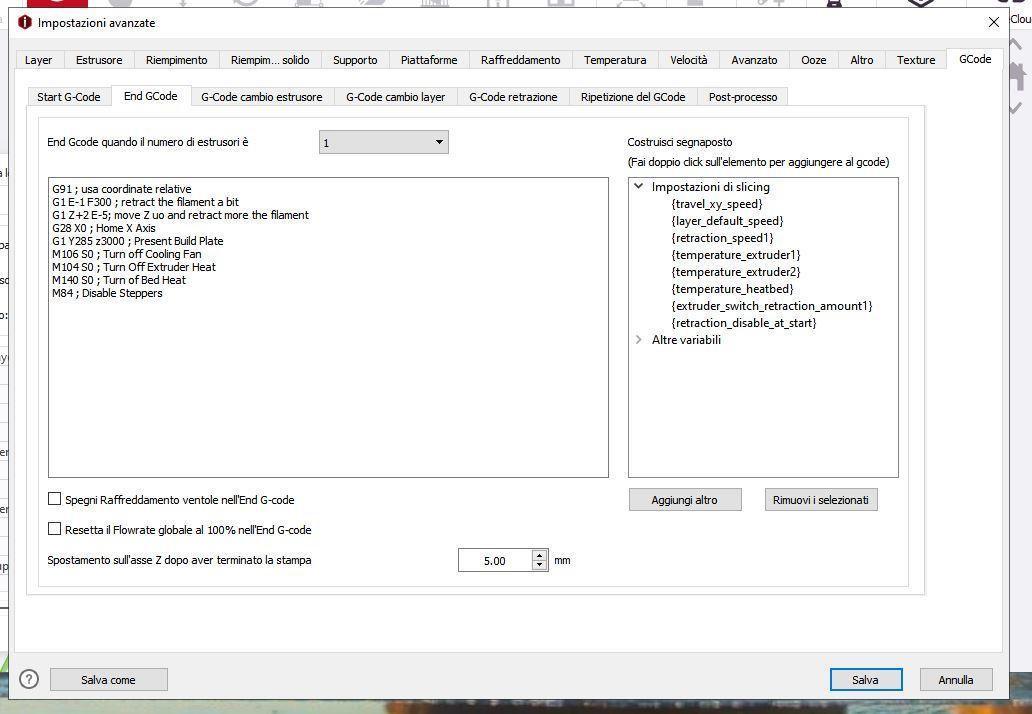
Ah ecco..... Ne approfitto per farvi vedere anche l'end code, hai visto mai qualche grossolano errore G91 ; usa coordinate relative G1 E-1 F300 ; retract the filament a bit G1 Z+2 E-5; move Z uo and retract more the filament G28 X0 ; Home X Axis G1 Y285 z3000 ; Present Build Plate M106 S0 ; Turn off Cooling Fan M104 S0 ; Turn Off Extruder Heat M140 S0 ; Turn of Bed Heat M84 ; Disable Steppers -
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
Sunlu, ho fatto la torre e mi sembrava 220.
-
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
Beh, per tante cose devi essere una specie di stregone per queste stampanti, specie per la fascia economica... Allora per il petg vado a 225 per la velocità del primo layer mi sa che sono troppo lento, 25mm/s forse è anche quello il problema, che essendo così lenta non riesce ad estrudere bene. Disolito stampo il petg a 45mm/s adesso provo a mettere la velocità del primo layer a 40mm/s. Cmq sto valutando un direct drive o un tubo capricorn -
Retrazione in avvio
maggiolo72 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
Ho effettuato la modifica ed è andato al primo colpo, incredibile, giuro che ho stampato per giorni interi con 0 problemi. Ne approfitto per un altra domanda, a volte specie sui primi Layer la ruota godronata mi scatta come se non riuscisse ad estrudere, succede un attimo e poi va. L'altezza è giusta, anche un pochino extra perchè sto stampando petg, anche la temperatura è ok ho fatto la torre e a 220 gradi avevo il risultato migliore. La fine del filamento quando cambio rotolo si presenta cicciotta, credo sia quello ma non ho mai stampato oltre i 220 gradi e il teflon arriva a battuta sul noozle. Che puo essere ?