giovomal
-
Numero contenuti
12 -
Iscritto
-
Ultima visita
Obiettivi di giovomal
")




-
😄 Sono nella tua stessa situazione, arrivato da poco e alle prime armi...ma ho gia trovato un grande supporto che nel giro di pochi giorni mi ha aiutato a migliorare nettamente la qualità di stampa! E io che pensavo che la saldare fosse complicato per via dei vari settaggi, manualità ecc.....la stampa 3d è un groviglio di settaggi software hardware intrecciati tra loro!!😅🤣
-
tempi di stampa? molto elegante, perfetta pe una scrivania ho acquistato la stampante principalmente per sviluppare pezzi in supporto a delle lampade che ricavo da oggetti "vintage" (trapani, telefoni, machcine fotografiche ecc), molto spesso nelle parti nascoste servono piccoli pezzi di supporto/adattamento difficili da fare con legno e metallo. alcuni esempi:

-
Prime stampe PLA - ender 3pro "problemi/settaggi"
giovomal ha risposto a giovomal nella discussione Problemi generici o di qualità di stampa
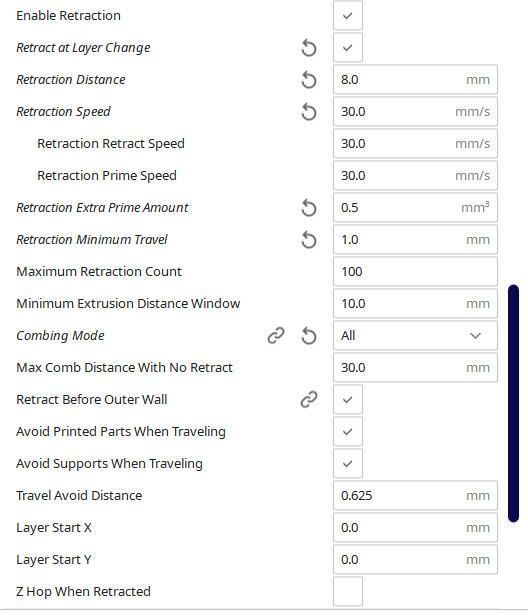
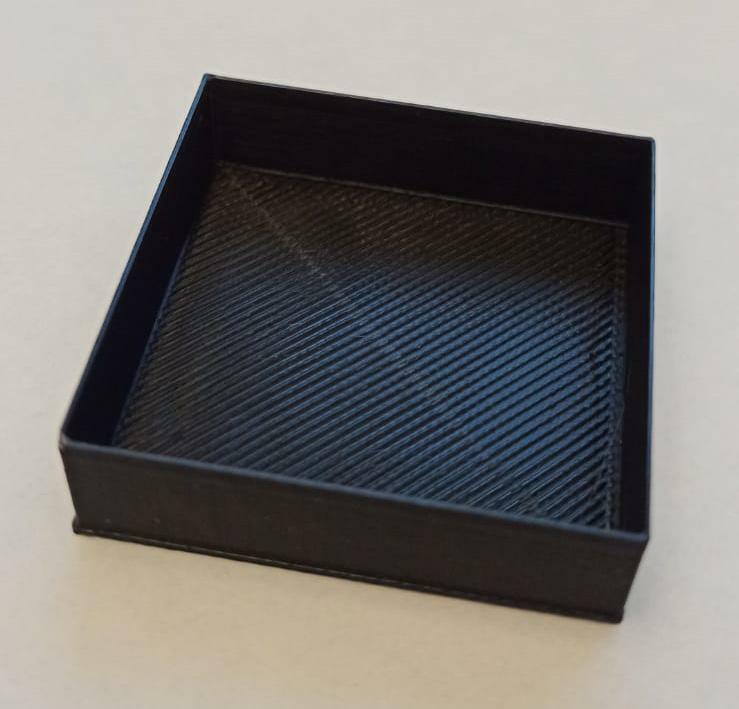
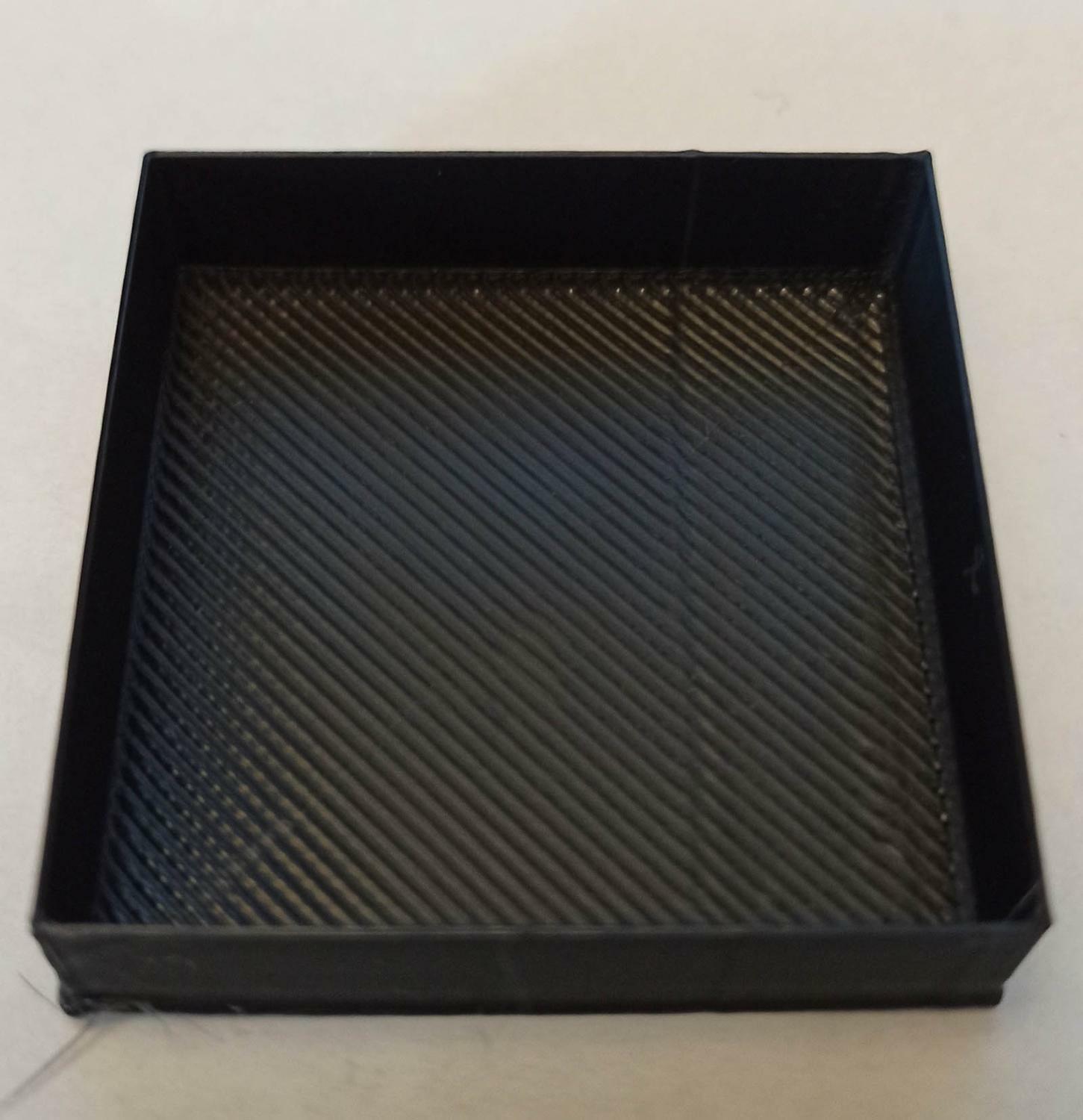
aggiornamento, il risultato è notevolmente migliorato (anche se dalle foto non è bellissimo a vedersi) a livello di precisione, correttezza dimensionale e aderenza al piano di stampa (devo però utilizzare piano riscaldato almeno sopra i 55 gradi e un po di lacca altrimenti non ne esco fuori...) Arriviamo al problema...lo stringing, penso per via della retrazione settata male...? i parametri di retrazione (su Cura) usati per questa stampa sono:
-
Prime stampe PLA - ender 3pro "problemi/settaggi"
giovomal ha risposto a giovomal nella discussione Problemi generici o di qualità di stampa
con la calibrazione degli step/mm del flow e sopratutto delle ruote del carrello dell X il risultato è cambiato notevolmente! penso che proverò a stampare il test iniziale
-
Prime stampe PLA - ender 3pro "problemi/settaggi"
giovomal ha risposto a giovomal nella discussione Problemi generici o di qualità di stampa
...probabilmente le route del carrello della X erano troppo strette e scorreva male...allentate leggeremente e sembra scorrere fluido...lancio nuova prova di stampa e vediamo se è migliorata la situazione -
Prime stampe PLA - ender 3pro "problemi/settaggi"
giovomal ha risposto a giovomal nella discussione Problemi generici o di qualità di stampa
Effettivamente disabilitando gli steppers e provando a muovere a mano l asse X ci sono 3 punti dove fa resistenza il il carrello, uno centrale e due agli apposti....non ho idea se è normale oppure no.... ma sembrano coincidere con il problema che riscontro nella stampa EDIT: provo a lavare energicamente prima della prossima stampa RIEDIT: ho sganciato la cinghia e il carrello non sembra scorrere fluido...probabile devo provare a regolare le "ruote" -
Prime stampe PLA - ender 3pro "problemi/settaggi"
giovomal ha risposto a giovomal nella discussione Problemi generici o di qualità di stampa
Ok, ho provato a pulire il piatto con alcool e non toccarlo piu ma proprio non mi rimaneva attaccato...provero a sovraestrudere il primo layer e lasciare la ventola spenta. Provo a stampare primo layer a 15 mm/s e velocità 50, pareti a 20 Ventole sono gia settate come da cononsiglio Ho fatto nuovo test regolando il flow e piu o meno ci siamo, anche se una parete è piu spessa delle altre, quella da dove riparte la stampa ma devo provare per il test a disabilitare la retrazione come dice nel video. Rimane il problema sull asse X, ho provato a decentrare l oggetto sul piatto di stampa ma non sembra essere correlato, anche se il "problema" si è spostato e non è piu centrale. Cmq il risultato con calma sta migliorando
-
Prime stampe PLA - ender 3pro "problemi/settaggi"
giovomal ha risposto a giovomal nella discussione Problemi generici o di qualità di stampa
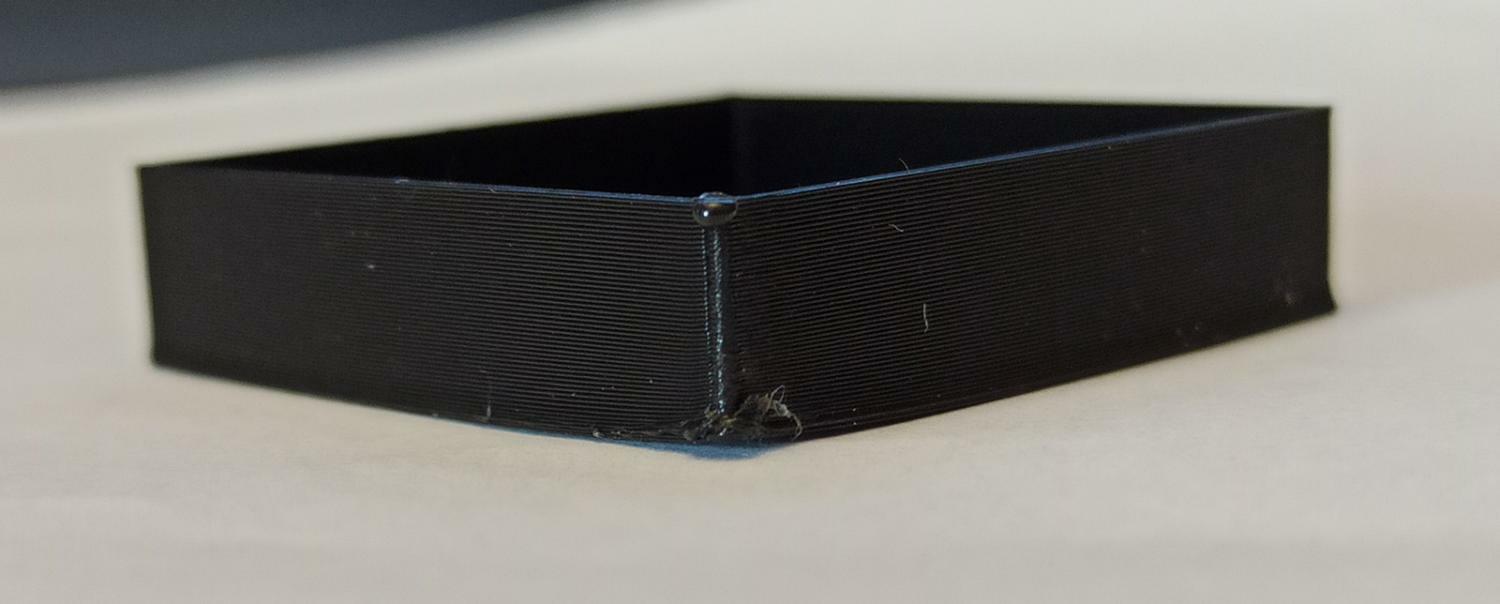
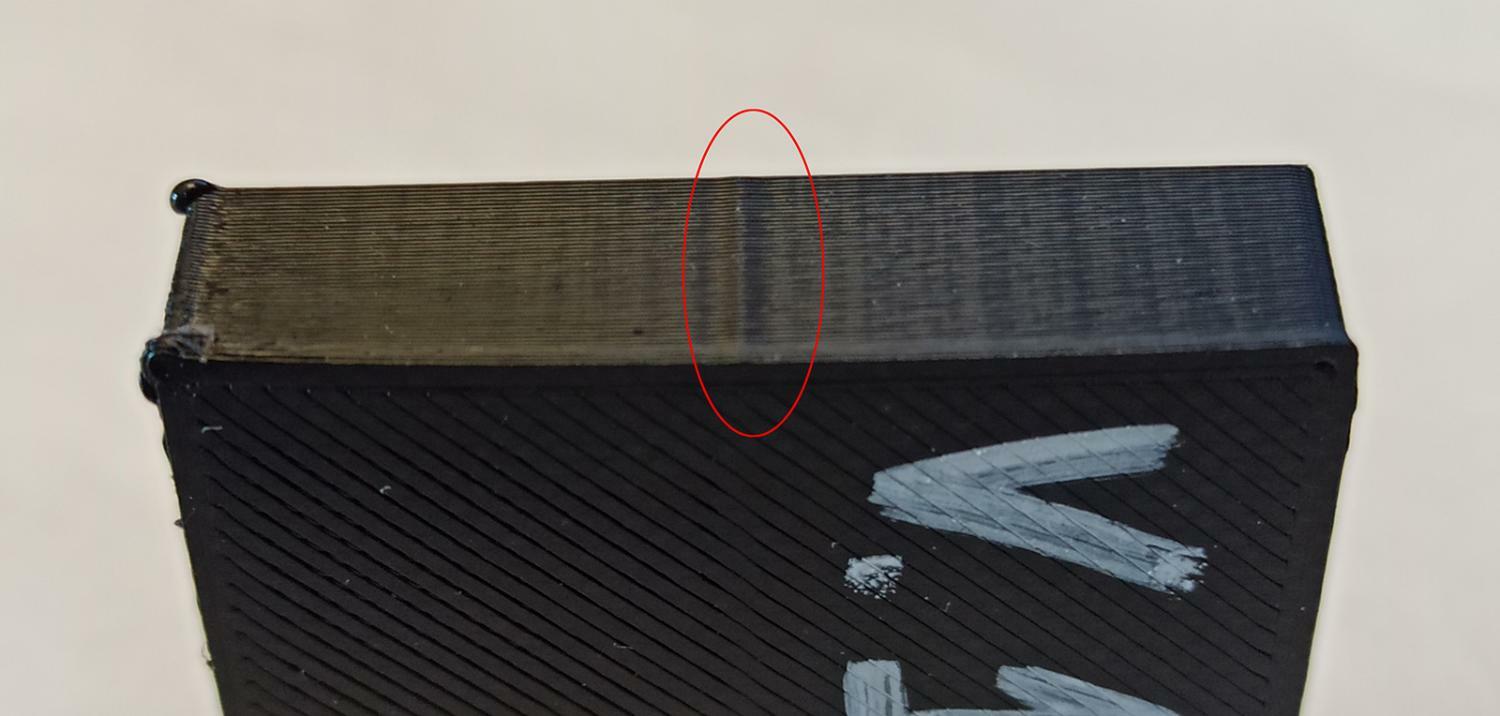
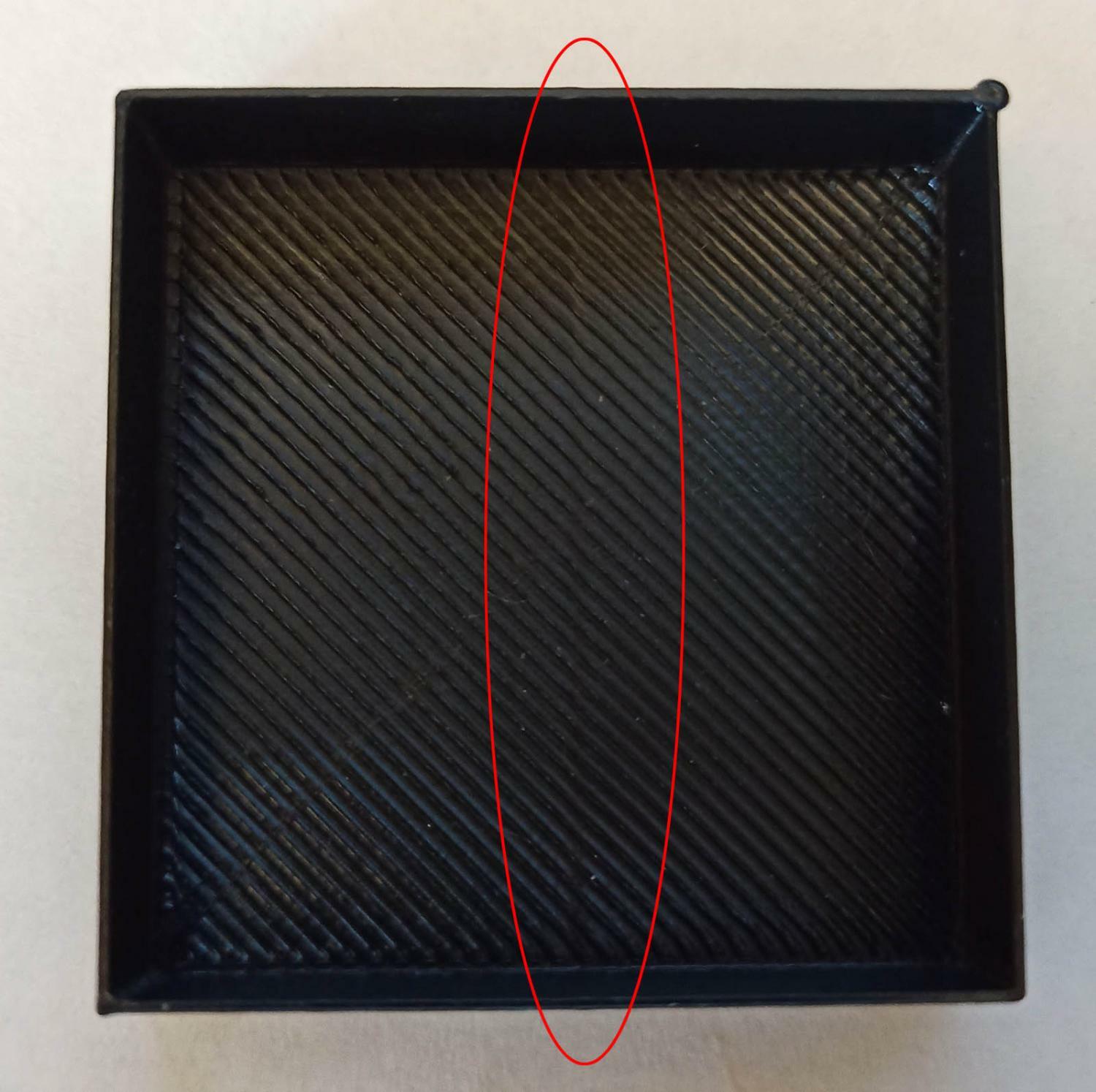
vi aggiorno: - sto seguendo la serie dei tre video dedicati a regolazione step/mm estrusore, flow e step/mm x-y-z. 1) ho fatto la regolazione degli Step/mm per l estrusore perché estrudeva meno dei 150 mm del test. 2) sono passato alla regolazione del flow e devo regolare perchè lo spessore è di piu rispetto allo 0.45 impostato (e purtroppo varia da parete a parete) Ho riscontrato i seguenti problemi (vedi foto): - difficoltà di adesione al piano di stampa... ho dovuto mettere 50 gradi piatto, 215 primo layer e 205 di stampa, altrimenti mi si staccava il pezzo (su 4 prove si staccava sempre), ho utilizzato una lacca extraforte ma presumo non sia molto indicata perchè contiene profumi... portato lo Z offset a 0 perchè senno si schiacciava troppo e l estrusore si portava via il primo layer di stampa. - warping e gogge soprattutto nello spigolo dello stacco/attacco dell' estrusore (vedi foto) spero si risolva regolando gli step/mm x-y-z, il rialzo c è un p ò su tutti i bordi della stampa, il pezzo si stacca molto facilmente a fine stampa - al centro di due pareti (quelle sull asse X) c è un problema, la parete si inspessisce come se l estrusore rallentasse in quel punto...si vede contrassegnato nella foto, questo problema di scostamento dell estrusione si vede anche nella base sul secondo layer di stampa, vedi foto
-
belle! sopratutto la seconda. Non mancherò di condividere eventuali modelli particolarmente degni di nota!
-
Prime stampe PLA - ender 3pro "problemi/settaggi"
giovomal ha risposto a giovomal nella discussione Problemi generici o di qualità di stampa
All' inizio ho fatto regolazione del piano di stampa spostando il fieno corsa in base al nuovo piatto in vetro e la classica calibrazione del piano con il foglio. Non ho calibrato gli step/mm, non ne ero a conoscenza...😅 Lo farò come prima cosa!mi sapreste indicare una guida/video di riferimento?cmq farò ricerca anche qua sul forum! Dopodiché applicherò anche i consigli di eaman e vi aggiornerò con il primo risultato di stampa! Grazie mille intanto! -
Prime stampe PLA - ender 3pro "problemi/settaggi"
giovomal ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, come da titolo chiedo aiuto per le prime stampe e prove di settaggio della macchina. Di seguito un riassunto dell attrezzatura: - stampante: ender 3 pro - ugello: standard 0.4 mm - piatto: vetro temprato creality - filamento: PLA 1.75mm https://www.amazon.it/gp/product/B07YWXFNYT/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1 consigli fornitore: temp stampa 200-230 - temp letto 60/80 - velocità stampa 30-100 mm/s(battito 40 mm/s) - modello da stampare per test: https://www.thingiverse.com/thing:1019228 - slicer: ultimaker Cura last version Settaggi principali utilizzati su Cura: - generic PLA 0.4 nozzle - profilo super quality - parametri modificati da me: - riempimento 35% - temp stampa 205 - temp primo strato 225 - temp piatto 60 - vel stampa 50 mm/s -retrazione dist 10 mm - vel retraz 40 mm/s - combing Tutto - raffreddamento si 100% - adesione piatto stampa Skirt 3 linee - Z offset -0.25 mm (plugin installata per il settaggio su Cura) Problemi riscontrati: - il principale è l imprecisione di stampa, il modello sembra "stirato" verso una parte, deformato, visibile in foto (sopratutto i cerchi e il foro del dado sono deformati - sembrerebbero esserci problemi di sovraestrusione, ma non sono in grado di valutare essendo una delle mie prime stampe, sembra percepirsi sull ultimo strato dove i bordi sono piu larghi e deformati e dal fatto che non si vedono i numeri e le scritte ma si sono "mangiate" - problemi sicuri di Stringing or Oozing come visibili da foto - problemi di segni sulla superfice superiore e problemi di bolle dove stacca l estrusore insomma...un disastro... 😄 ma penso sia normale essendo la mia prima stampa.. Forse ho iniziato da un oggetto difficile..? ma penso che se riesco a settare e capire come intervenire per questo oggetto avrò vita piu facile in futuro... Chiedo dunque un aiuto per settare al meglio e su come intervenire a step per migliorare la qualità e precisione di stampa. Se può servire posso caricare il file Gcode Grazie anticipato a tutti quelli che risponderanno!
-
Buongiorno a tutti, mi presento, mi chiamo GIovanni e approdo al mondo della stampa 3d. Ho la fortuna di non avere problema per tutta la fase di modellazione/progettazione essendo un grafico3d di professione, un problema in meno! Spero di dare supporto quelle che sono le mie competenza e di trovare supporto per quelle che invece sono un mondo nuovo e inseplorato (infatti aprirò un post dove subito chiedo supporto... 😄 ) Ho acquistato da poco una Creality Ender-3 Pro e sto facendo le prime prove di stampa cercando di superare i primi scogli (sopratutto grazie alle guide trovate su stampa-3d forum)