raffaele96x
-
Numero contenuti
22 -
Iscritto
-
Ultima visita
Obiettivi di raffaele96x
")





-
Strano rigonfiamento stampe alla medesima altezza [Ender 3 v2]
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Effettivamente il problema sembra presentarsi a due altezze diverse in questo caso, non so se si nota dall'immagine. Nel punto più in alto si manifesta con entità più lieve ma è comunque presente. Procedo con la sostituzione di tutte e 6 le ruote e riprovo con un altro modello. Domanda stupida: potrebbe influire la scheda sd? Per sicurezza formatto pure quella
-
Strano rigonfiamento stampe alla medesima altezza [Ender 3 v2]
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Avevo controllato e alcune erano leggermente scheggiate ma non sembravano eccessivamente consumate, per ora sto stampando un pezzo molto alto, se dovesse essere un problema di ruote questo difetto comparirebbe a diverse altezze? -
Strano rigonfiamento stampe alla medesima altezza [Ender 3 v2]
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
A distanza di circa di un mese ho avuto modo di fare le dovute prove, ho sostituito la barra trapezia di Z con una nuova, accertandomi che non presentasse curvature e che fosse dritta ma il problema persiste. Potrebbe essere qualcosa legato ai cuscinetti? Oppure al motore? Questo problema prima non era presente, si è manifestato circa un mesetto poco prima di pubblicare il topic. Preciso che la stampante opera in zona arieggiata quindi escluso a qualche problema di surriscaldamento della scheda madre -
Strano rigonfiamento stampe alla medesima altezza [Ender 3 v2]
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Grazie mille per i consigli! 🙂 -
Strano rigonfiamento stampe alla medesima altezza [Ender 3 v2]
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Ho provato a far girare a mano l'asse cercando eventuali impedimenti o attriti ma mi è sembrato tutto nella norma, converrebbe per sicurezza provvedere a sostituire comunque l'asta filettata? Nello specifico, conviene sostituire unicamente l'asse o anche i giunti di metallo di interconnessione con il motore? -
Strano rigonfiamento stampe alla medesima altezza [Ender 3 v2]
raffaele96x ha pubblicato una discussione in Problemi generici o di qualità di stampa
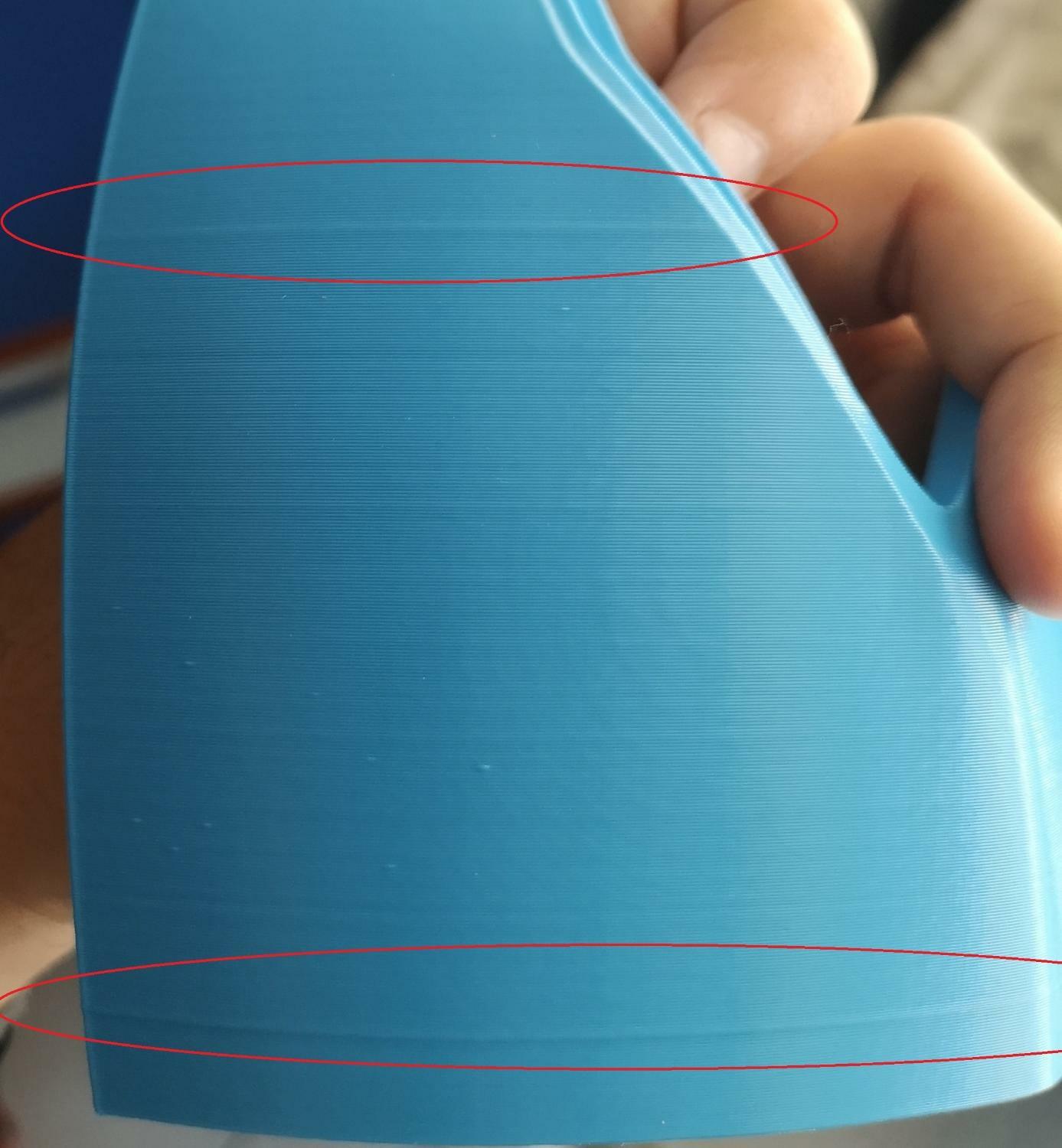
Buonasera ragazzi, di recente ho notato questo strano rigonfiamento nelle mie stampe che si presenta più o meno sempre alla medesima altezza. A cosa potrebbe essere dovuto? Stampo a 50 mm/s e uso Cura come slicer.
-
Primo approccio ad ideamaker, problemi di stampa (retrazione)
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Grazie mille! Proverò a modificare questi parametri di volta in volta per vedere se ci sono miglioramenti 🙂 -
Primo approccio ad ideamaker, problemi di stampa (retrazione)
raffaele96x ha pubblicato una discussione in Problemi generici o di qualità di stampa
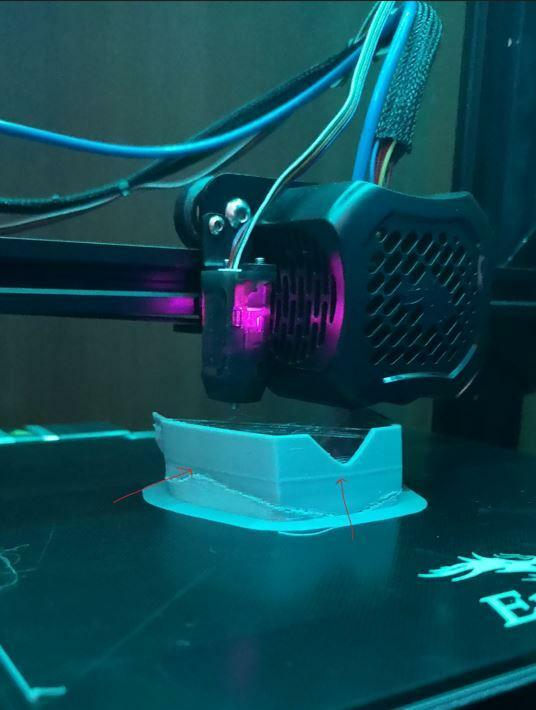
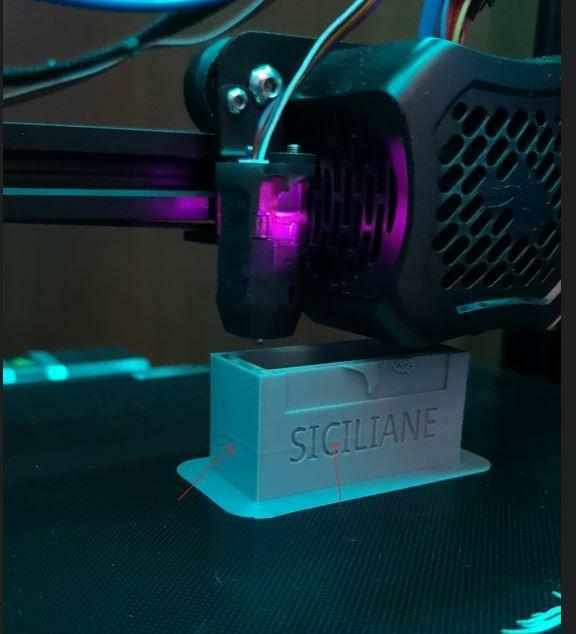
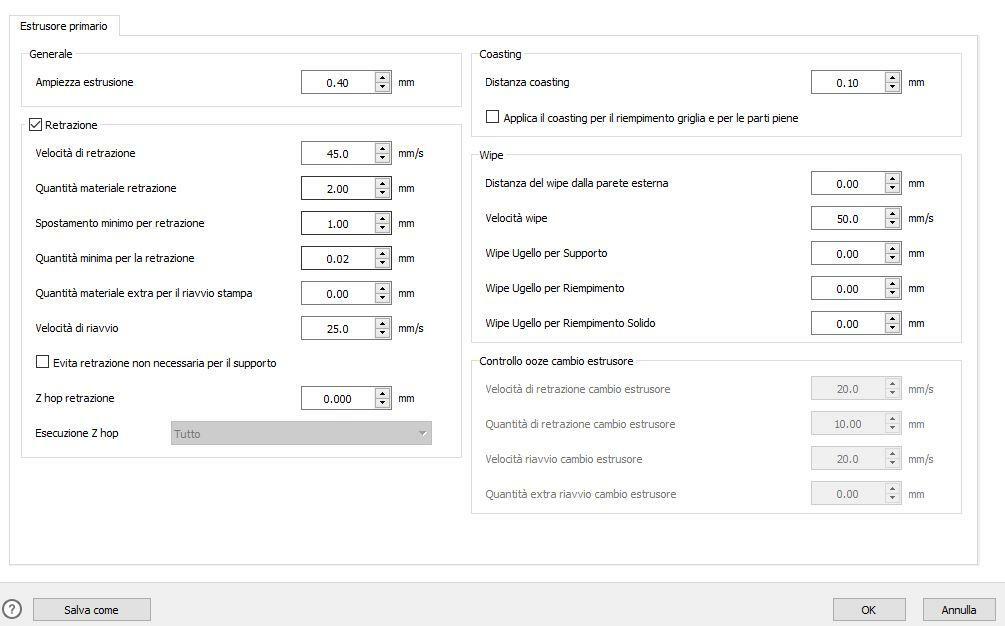
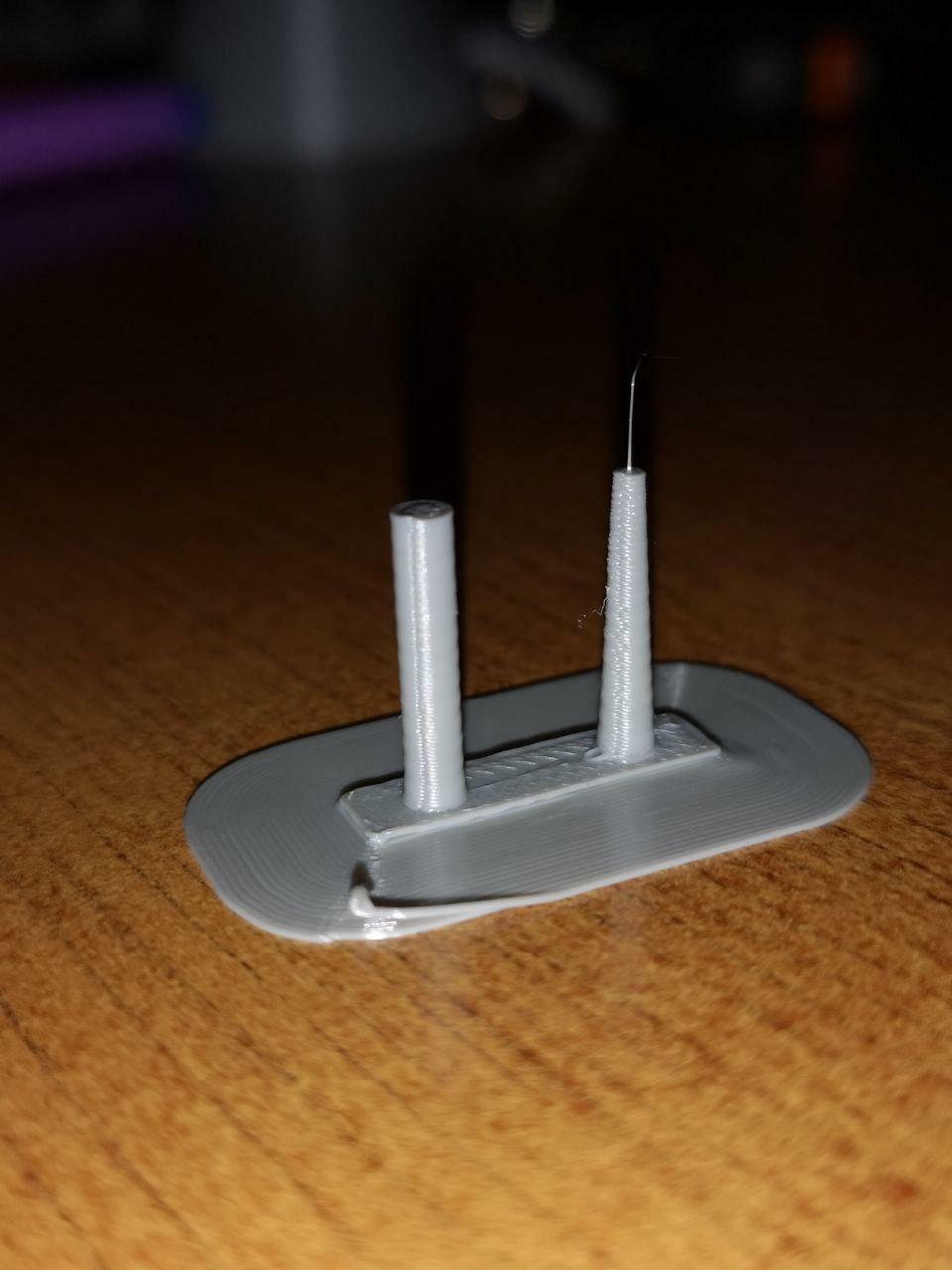
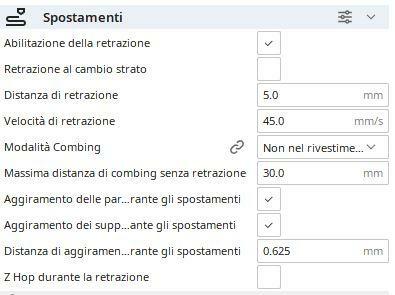
Salve a tutti, da un po' mi sto scontrando con la retrazione al fine di avere stampe quanto più pulite possibili. Ho un ender 3 v2, di recente ho sostituito il tubicino bianco originale in PTFE con quello blu acquistato online cambiando anche i connettori finali. Ho deciso di cambiare slicer perché con Cura nonostante ottenessi test di retraction molto positivi in fase di stampa di altri modelli il problema si ripresentava. Ho da poco optato per ideaMaker, i valori di retrazioni attuali sono quelli riportati in figura. Preciso di avere l'estrusore Bowden originale dell'Ender. Con il nuovo slicer ottengo dei risultati (a livello di stringing) migliori rispetto a quelli di Cura con le stesse impostazioni ma come si può notare in figura si notano degli strani residui dentro il cerchio rosso. Da cosa potrebbe essere dovuto? Potrebbe essere il valore di Coasting o distanza/velocità retrazione inadeguate? Conoscete qualche profilo per ideaMaker relativo all'ender 3 v2 testato e funzionante? Grazie a tutti per l'aiuto! EDIT: ponendo a 0 il coasting il test di retrazione (a pari distanza e velocità) è quello riportato nella figura 3
-
Problemi di sottoestrusione Ender 3 V2
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Grazie mille a tutti per i preziosi consigli! 😄 -
Problemi di sottoestrusione Ender 3 V2
raffaele96x ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera, ho da circa un mese l'Ender 3 V2, per il momento sto usando Cura come Slicer, sto sfruttando come filamento Il PLA+ nero della Sunlu, stampo (seguendo la temp tower) a 195° (iniziale a 200) e piatto di stampa a 75°(iniziale ad 80). Ho calibrato il flusso di stampa e controllato gli step/mm dell'estrusore, tuttavia, anche stampando a velocità ridotte (profilo Super Quality di Cura a 0.12mm con una velocità di 20mm/s come da voi suggerito) continuo di tanto in tanto a riscontrare piccolissimi fori sulle pareti laterali delle stampe, credo nulla di irrisolvibile con post-produzione però vorrei imparare a capire il perché di questo fenomeno. Attualmente, l'unica modifica che ho apportato alla stampante sono le molle gialle per calibrare meglio il piatto. Di seguito riporto le principali cause a cui ho pensato: Estrusore: Il blocco estrusore è quello originale (Bowden) in plastica della Ender, potrebbe influire negativamente in questi fenomeni di sottoestrusione? Se si, avreste da consigliarmi qualche ricambio per migliorare la qualità? Retrazione: attualmente sto usando le impostazioni presenti nel primo allegato, non riscontro fenomeni particolari di stringing anche se in una situazione si è manifestato un piccolo fenomeno di oozing. Potrebbe influire? Stampare senza retrazione potrebbe aiutarmi ad escluderlo dalle cause? (anche se penso la stampa sarebbe un macello) Filamento: non so se magari il filamento PLA+ nero della Sunlu sia stata la migliore scelta per iniziare a stampare, non so se magari richiede qualche dettaglio tecnico aggiuntivo per realizzare stampe soddisfacenti. Vorrei acquistare una nuova bobina di PLA per provare a fare qualche test su un altro filamento al fine di escluderlo dalle cause. Secondo la vostra esperienza, quale PLA mi consigliereste? Io ho il colore nero che però non enfatizza le ombre con perdita di dettagli con poca luce, sarebbe meglio in quel caso un colore grigio? Supporto per bobina: attualmente sto sfruttando il braccetto originale della Ender, tuttavia, talvolta sembra come se la bobina non scorresse fluidamente (magari è una mia impressione), senza contare che molto spesso la ritrovo di sbieco rispetto alla naturale posizione. Ho provato ad usare un braccetto trovato su thingiverse (Ender 3 filament guide) però non ho trovato reali miglioramenti. Avreste da consigliarmi un supporto per bobine o dei meccanismi che permettono all'estrusore di recuperare il filo senza problemi? Slicer: sfruttare un diverso slicer (come PrusaSlicer) potrebbe aiutarmi a risolvere il problema? Vi ringrazio per ogni possibile consiglio, siete fantastici e spero di imparare molto da voi. P.S. scusate la lunghezza 😛
-
Dubbi sulla locazione della stampante
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Grazie mille per l'aiuto! Inserendo un termometro digitale dopo una stampa di circa 2 ore con ante chiuse segna una temperatura di 24.2° (partendo a freddo da una temperatura di 16°) , farò la medesima prova come suggerito in altri punti 🙂 -
Dubbi sulla locazione della stampante
raffaele96x ha pubblicato una discussione in Problemi generici o di qualità di stampa
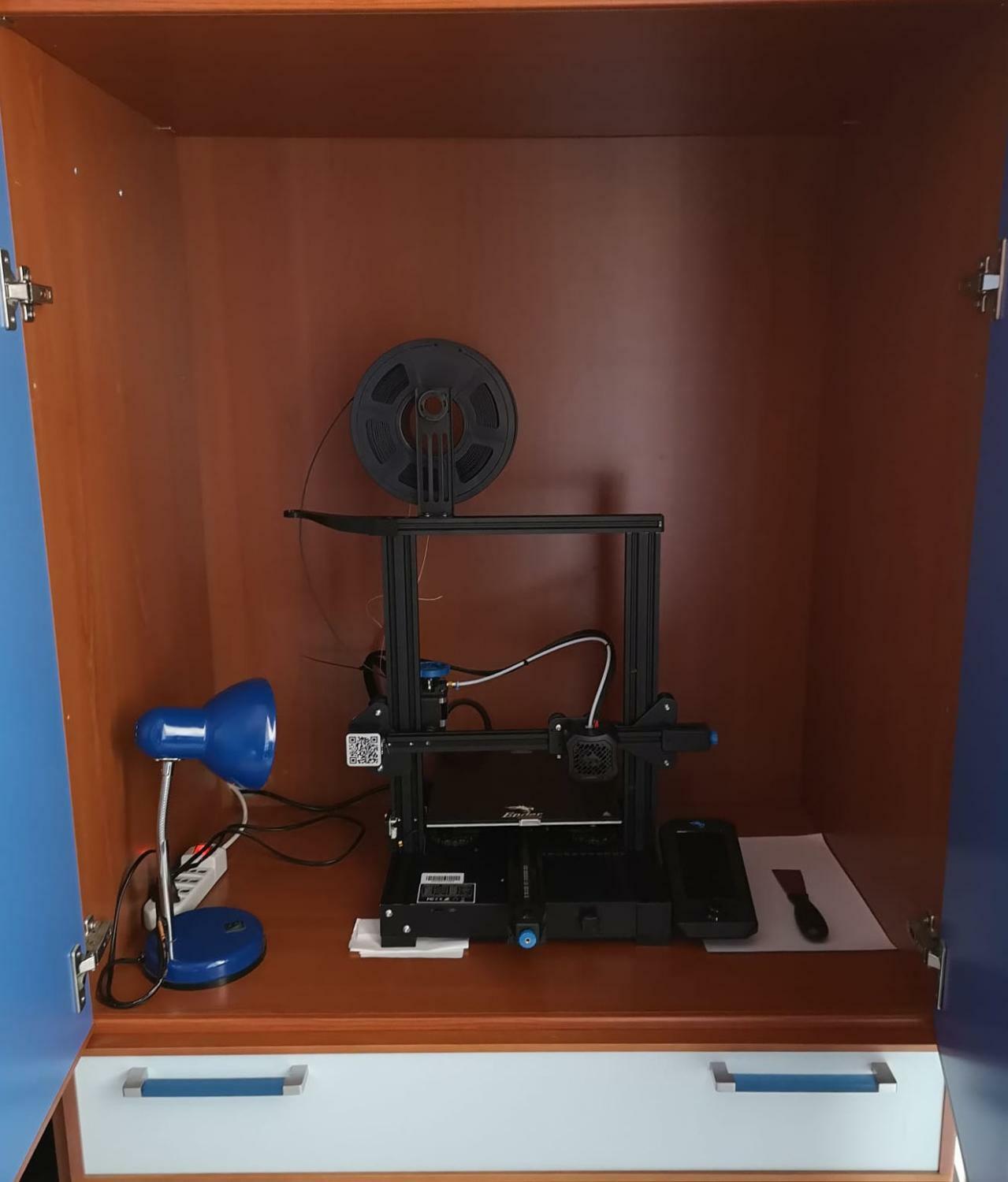
Buongiorno a tutti, per ragioni di spazio ho dovuto inserire la mia Ender 3 V2 dentro l'armadio come riportato in foto e avrei delle domande da porvi: durante la stampa, è meglio tenere le ante dell'armadio aperte o chiuse? Se durante la stampa tenessi le ante chiuse, ciò potrebbe portare a ridurre il tempo di vita dei componenti elettrici della scheda madre?
-
Dubbi su cucitura Z
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Va bene, grazie mille sempre per l'aiuto 🙂 proverò a sistemare la ritrazione e a sperimentare con la sezione perimetri -
Dubbi su cucitura Z
raffaele96x ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, sto stampando il PLA+ della Sunlu con la ender 3 v2, per iniziare sto sfruttando i profili Cura presenti nel forum, ho ridotto la velocità di stampa a 20 mm/s e sto cercando di sistemare quanto più possibile velocità e distanza di retroazione (per il momento fisse a 5mm e 20 mm/s) con temperatura di stampa di 200 (iniziale 205) e piatto di 75 (iniziale 80). Riguardo la cucitura visibile in foto, ho letto su vari articoli che è possibile attenuarla ma non farla scomparire del tutto, quali sono i parametri su cui posso agire? Inoltre, con Cura, è possibile fare in modo che questa cucitura venga inserita nella parte interna della stampa? Grazie a tutti
-
Forte rumore motorino
raffaele96x ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Grazie mille! Era la ventola dell'hotend, mi scuso per l'eccessiva preoccupazione, essendo la mia prima esperienza vado nel panico per la qualunque 🙂