Dr. Anzilla
-
Numero contenuti
3 -
Iscritto
-
Ultima visita
Obiettivi di Dr. Anzilla
")



-
Problemi di eccesso di deposito di filamento
Dr. Anzilla ha risposto a Dr. Anzilla nella discussione Problemi generici o di qualità di stampa
Ho calibrato nuovamente il piatto ma non sembrano esserci miglioramenti. Ho notato che il motore dell'estrusore mentre stampa i primi layer quando retrare il filamento si ferma e non fa uscire filamento, l'estrusione spugnosa penso sia dovuto a questo. Quindi adesso non mi stampa bene neanche il primo. -
Problemi di eccesso di deposito di filamento
Dr. Anzilla ha risposto a Dr. Anzilla nella discussione Problemi generici o di qualità di stampa
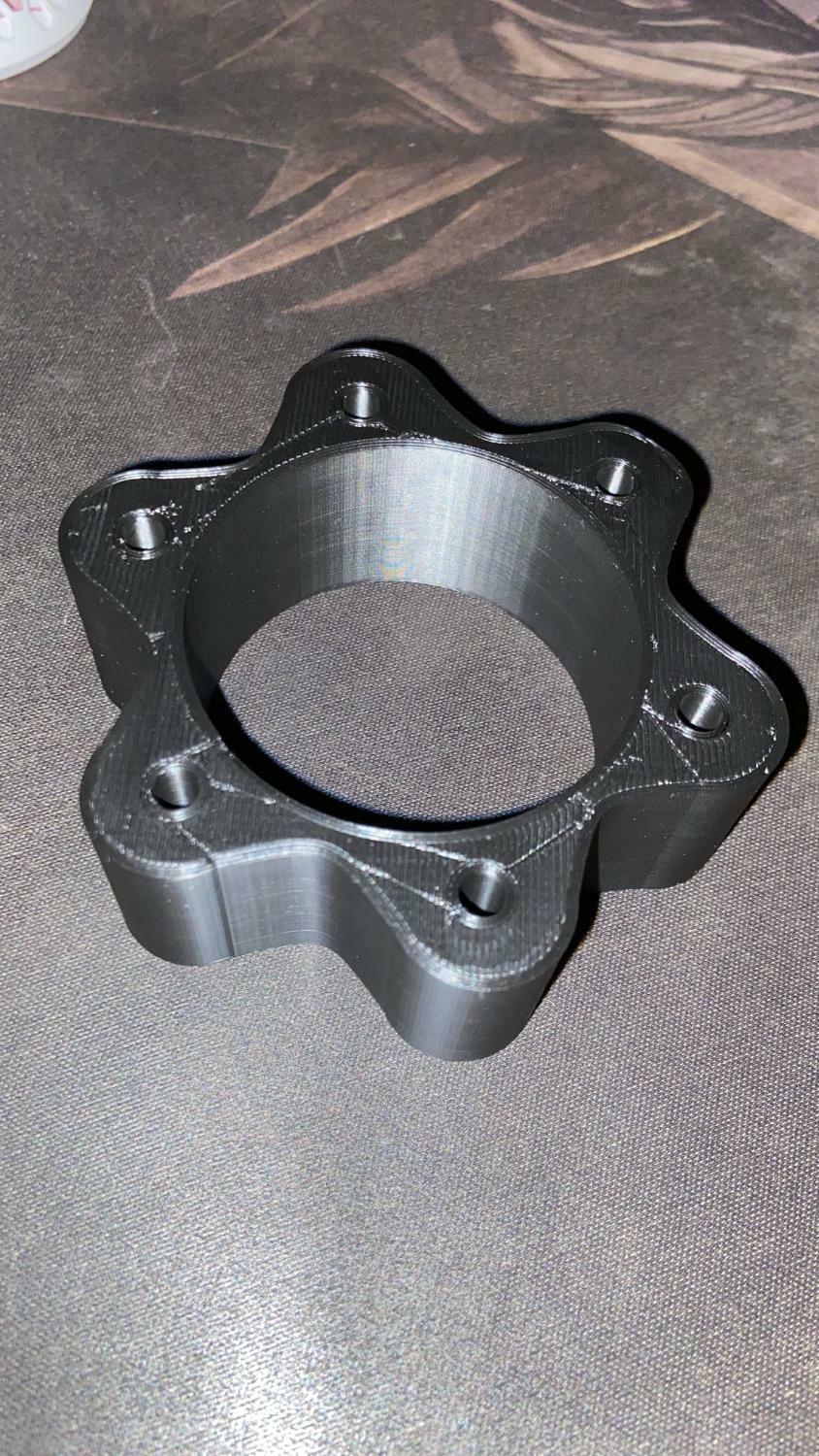
Grazie per la risposta, lo Z-hop l'avevo già attivato mi sono dimenticato di scriverlo, comunque adesso proverò a fare questi cambiamenti. Grazie per la risposta, nelle foto ho fotografato il primo layer quindi non possono essere dei solchi sono sicuro di questo perché l'ho osservato durante i primi layer di ogni stampa (devo ammettere che dalle foto anche a me sembrano dai solchi), comunque proverò a rifare la calibrazione del flusso. Nella foto sotto riportata si dovrebbe capire meglio il problema, dovrebbero essere presenti 3 cerchi ma ne completa soltanto 2(questo non penso che centri con la stampante ma penso sia un problema del file, perché anche posizionando in un altro verso il pezzo quel particolare cerchio viene formato male oppure potrebbe essere il piano ma dovrebbe essere calibrato bene) e per altro sono collegati da del PLA che non dovrebbe esserci che è il problema che ho descritto prima.
-
Problemi di eccesso di deposito di filamento
Dr. Anzilla ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao, ho comprato da poco la FlyingBear Ghost 5 ma già dalla prima stampa ho riscontrato un problema che tuttora non sono riuscito a risolvere, durante la stampa quando deve andare a formare delle forme all'interno del pezzo, come per esempio dei cerchi, viene depositato del filamento in eccesso che collega i vari cerchi tra di loro e alle pareti della stampa. Ho già impostato gli step giusti del motore dell'estrusore, ho già settato il flusso corretto e ho anche attivato la retraction arrivando anche a 12mm/s ma non ho riscontrato cambiamenti, lo stringing non è eccessivo anzi e quasi non presente facendo il test apposito. Il PLA(uso due filamenti: 1. filamento SUNLU rosso 2. filamento ERYONE nero ) viene emesso ad una temperatura di 180°C, utilizzo questa temperatura perché penso sia la migliore dopo avere fatto una Temp Tower. Il jerk è attivato ed è impostato a 12mm/s durante la stampa e 35mm/s durante gli spostamenti. L'accelerazione è impostata a 3000mm/s^2 durante la stampa mentre durante gli spostamenti è 5000mm/s^2. Grazie per l'aiuto.
.jpeg.85ba91d77de0a54f4a65937bc9cc3fcb.jpeg)