Gabriele Maseroli
-
Numero contenuti
87 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Gabriele Maseroli
-

Problemi con l'asse Z
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Ho effettuato varie prove, senza ancora smontare la vite, ed ho notato che sotto all'asse z dove scorre il filetto femmina per la vite trapezia c'è uno strano meccanico che serve per spingere la vite in asse, una specie di allinea asse, e tutto i problemi dello slittamento sono dovuti a questo, inoltre ho provato a muovere la vita a mano facendola oscillare destra-sinistra ed all'interno di questo meccanismo la vite si sposta di qualche millimetro... Non so quanto possa essere normale, magari il meccanismo è fatto apposta ma a me un pochino puzza. Qualcuno ne sa qualcosa?? -
Problemi con l'asse Z
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Purtroppo come stampante alla fine della vite trapezia non c'è un cuscinetto che aiuta a mantenere l'asse di rotazione, quindi potrebbe essere anche questo il problema, io ora proverò ad ungerla e vedere se migliora, se non succede nulla proverò a smontarla. -
Problemi con l'asse Z
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Non penso sia legato allo Slicer ma controllerò, comunque ho appena controllato la vite trapezia e non ha nulla di male unica cosa che avevo notato in passato quando arriva ad una certa altezza inizia a scricchiolare come se facesse fatica a scorrere (questa altezza più o meno coincide con quella dell'errore) e qualche mese fa avevo provato ad ungerla con degli oli appositi, ma non avevo notato miglioramenti riguardo a questo rumorino, io a prescindere riproverò ad ungerla in quel punto preciso, poi al massimo vi aggiorno. -
Problemi con l'asse Z
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Si l'altezza sembra essere la stessa solo che alcune volte è meno pronunciato l'errore quindi sembra che non ci sia. Proverò a guardare la vite trapezia, spero di trovare qualcosa; se hai delle delucidazioni da darmi sono tutto orecchie, è un problema che vorrei risolvere il prima possibile. Comunque grazie -
Problemi con l'asse Z
Gabriele Maseroli ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, Ho una Anycubic Kobra Neo e ho notato da qualche Stampa che ogni tanto nel pezzo si nota un lieve spostamento verso l'alto, in sostanza è come se l'asse Z al cambio strato invece di fare uno step verso l'alto ne facesse due, Questo ovviamente comporta problemi all'adesione degli strati e scarsa qualità superficiale, il tutto avviene solo una volta nei pezzi stampati, come se mentre l'asse scorre verso l'altro facesse un saltella, qualcuno saprebbe darmi una spiegazione (foto allegata). Grazie mille in anticipo
-
Cerco Nuovo piatto per stampante
Gabriele Maseroli ha pubblicato una discussione in Hardware e componenti
Buonasera a tutti, È da tempo che ho una Anycubic kobra neo e il piatto di stampa non ha intenzione di far aderire i pezzi... Avevo precedentemente aperto una discussione dove chiedevo consigli e dopo una possibile soluzione il problema si è ripresentato, i pezzi non aderiscono al piatto. Quindo la fatidica domanda é: qualcuno può consigliarmi un altro piatto per la stampante🤗, la mia scelta ricade su una lastra di vetro classica delle precedenti stampanti (il piatto attuale è rivestito in pei), ma ho visto che molte stampanti hanno piatti addirittura in plastica e la cosa mi incuriosisce. Le mie preferenze sono più che altro su dei piatti flessibili o magnetici, una lastra di vetro è ingombrante ma anche la plastica non sarebbe male. Attendo risposta Grazie in anticipo -
Cerco Nuovo piatto per stampante
Gabriele Maseroli ha pubblicato una discussione in Hardware e componenti
Buonasera a tutti, È da tempo che ho una Anycubic kobra neo e il piatto di stampa non ha intenzione di far aderire i pezzi... Avevo precedentemente aperto una discussione dove chiedevo consigli e dopo una possibile soluzione il problema si è ripresentato, i pezzi non aderiscono al piatto. Quindo la fatidica domanda é: qualcuno può consigliarmi un altro piatto per la stampante🤗, la mia scelta ricade su una lastra di vetro classica delle precedenti stampanti (il piatto attuale è rivestito in pei), ma ho visto che molte stampanti hanno piatti addirittura in plastica e la cosa mi incuriosisce. Le mie preferenze sono più che altro su dei piatti flessibili o magnetici, una lastra di vetro è ingombrante ma anche la plastica non sarebbe male. Attendo risposta Grazie in anticipo -
Qualità della stampa 3d
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
5 top layer risolvono il problema!! Dichiaro conclusa questa discussione, grazie per il tuo aiuto dnasini❤️ -
Qualità della stampa 3d
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Ok guardando un po' le impostazioni di Cura ho trovato solo 3 tipi di pattern che sono: lineare, concentrico, e zig zag, e cambia veramente poco la stampa, adesso sto facendo qualche prova e vedo se ottengo qualche risultato. -
Qualità della stampa 3d
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Allora del pattern di stesura non ne sapevo niente, quindi adesso mi informo bene, per il materiale è PLA+ e dalla temptower risulta come temperatura ottimale da 205 a 210, io personalmente uso 210, magari posso abbassare a 205... -
Qualità della stampa 3d
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
I top layer sono 3 per ora e il flusso dovrebbe essere al 100%, però ora provo ad aumentare. Può essere magari una temperatura troppo elevata?? -
Qualità della stampa 3d
Gabriele Maseroli ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ho da poco acquistato una nuova stampante (Anycubic kobra neo) ed ho notato che negli strati superficiali o comunque verso la parte superiore del pezzo si creano dei piccoli solchi, come se il materiale quando si appoggia, non si raffreddasse subito ma colasse ancora un po', tipo una caramella che si scioglie. Ho un'altra stampante 3d ma non mi ha mai dato questo problema, non saprei come risolverlo... Ho caricato anche un immagine per far capire meglio, tralasciando che il pezzo poi mi si è rotto, non capisco perché la stampa non venga precisa.
-
Non funziona la retraction
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Per Cura avevo provato direttamente ad installarlo su un'altro computer, e anche da lì non dava risultati, però provare con un altro Slicer non l'ho mai fatto😅, adesso proverò. Intanto grazie -
Non funziona la retraction
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Farò anch'io ulteriori indagini anche se ci sto dietro da un po' di tempo a questo problema, e un po' la voglia passa. Nel caso qualcuno abbia altre idee o addirittura la soluzione, il forum è aperto. -
Non funziona la retraction
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
P. S. Giusto per dare più informazione, quando da Cura disattivo la retraction la stampante funziona benissimo, quindi il problema è legato solamente(nella mia ipotesi) alla retraction -
Non funziona la retraction
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up -
Non funziona la retraction
Gabriele Maseroli ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti Qualche mese fa avevo scritto su questo forum per dei problemi alla mia stampante 3D (Creality cr-10 V3), ovvero la retraction non funziona. Mi spiato meglio, dopo aver eseguito la prima ritrazione la ruota godronata smette di girare ed estrudere istantaneamente fino a che io non fermo la stampa; non si intasa il nozle, non ho cambiato i valori standard della retraction su Cura ed ho provato ad aggiornare il firmware come consigliato dall'ultimo post sul forum ma nonostante ciò continua a dare lo stesso problema... Ora la mia richiesta è: coso dovrei fare? Nel senso, è una stampante che uso abbastanza spesso, e mi sono abituato al problema, ma nonostante ciò vorrei sistemarla. Qualcuno sa darmi qualche consiglio, o magari esperienze simili come sono state risolte. Grazie a tutti 🧡 -
La stampa non aderisce sul piatto in PEI
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
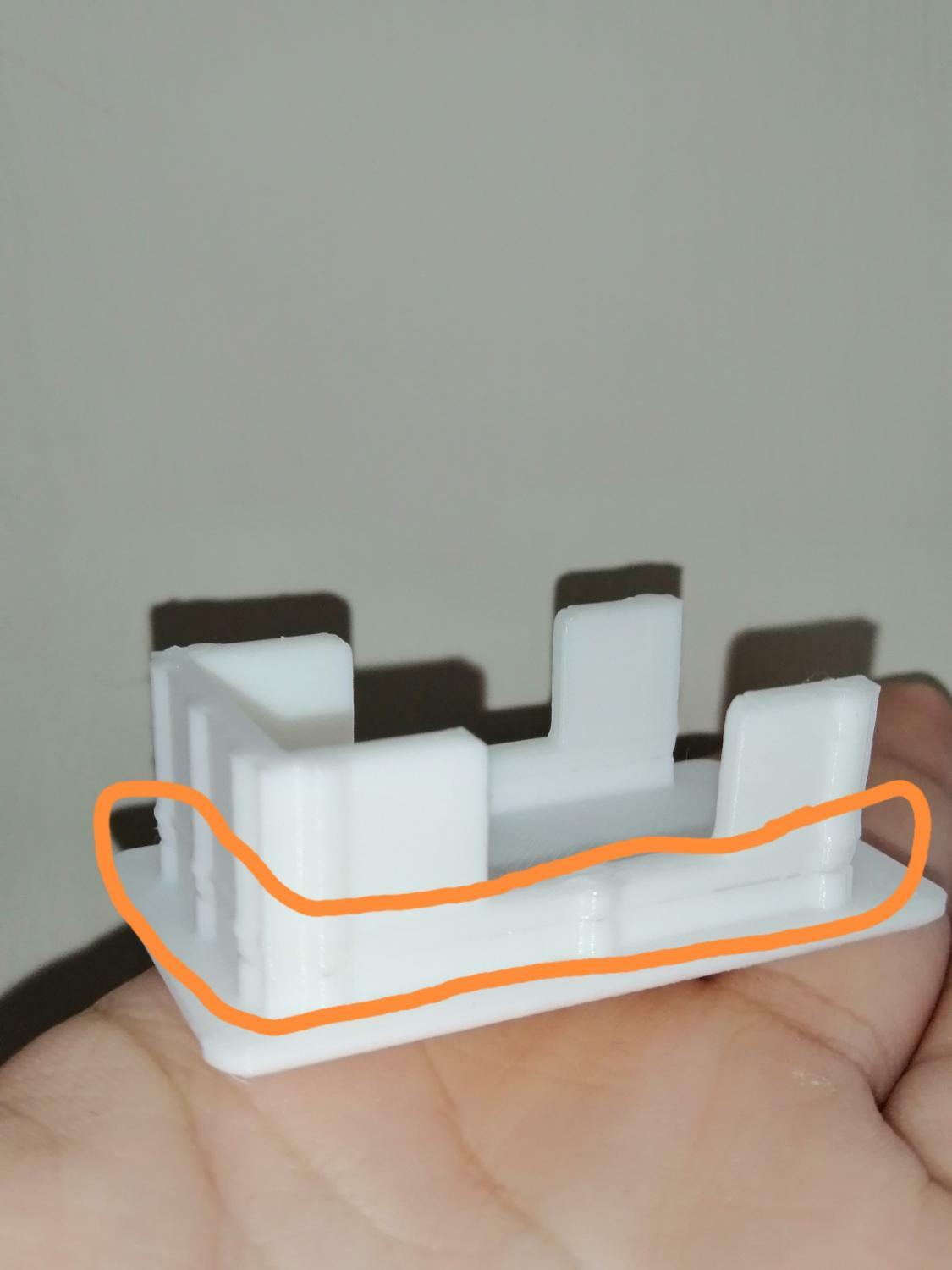
Rieccomi qui, in questa settimana ho fatto diversi test ed ho ottunuto ottimi risultati: quale tra questi la famosa adesione al piatto. Nel fare vari test però, in quello del Bridge ho notato che si creano dei problemi sui lati, e da quello che sapevo era per via della retraction, solo che nel test della retraction non ho avuto problemi.
-
La stampa non aderisce sul piatto in PEI
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Va bene grazie -
La stampa non aderisce sul piatto in PEI
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
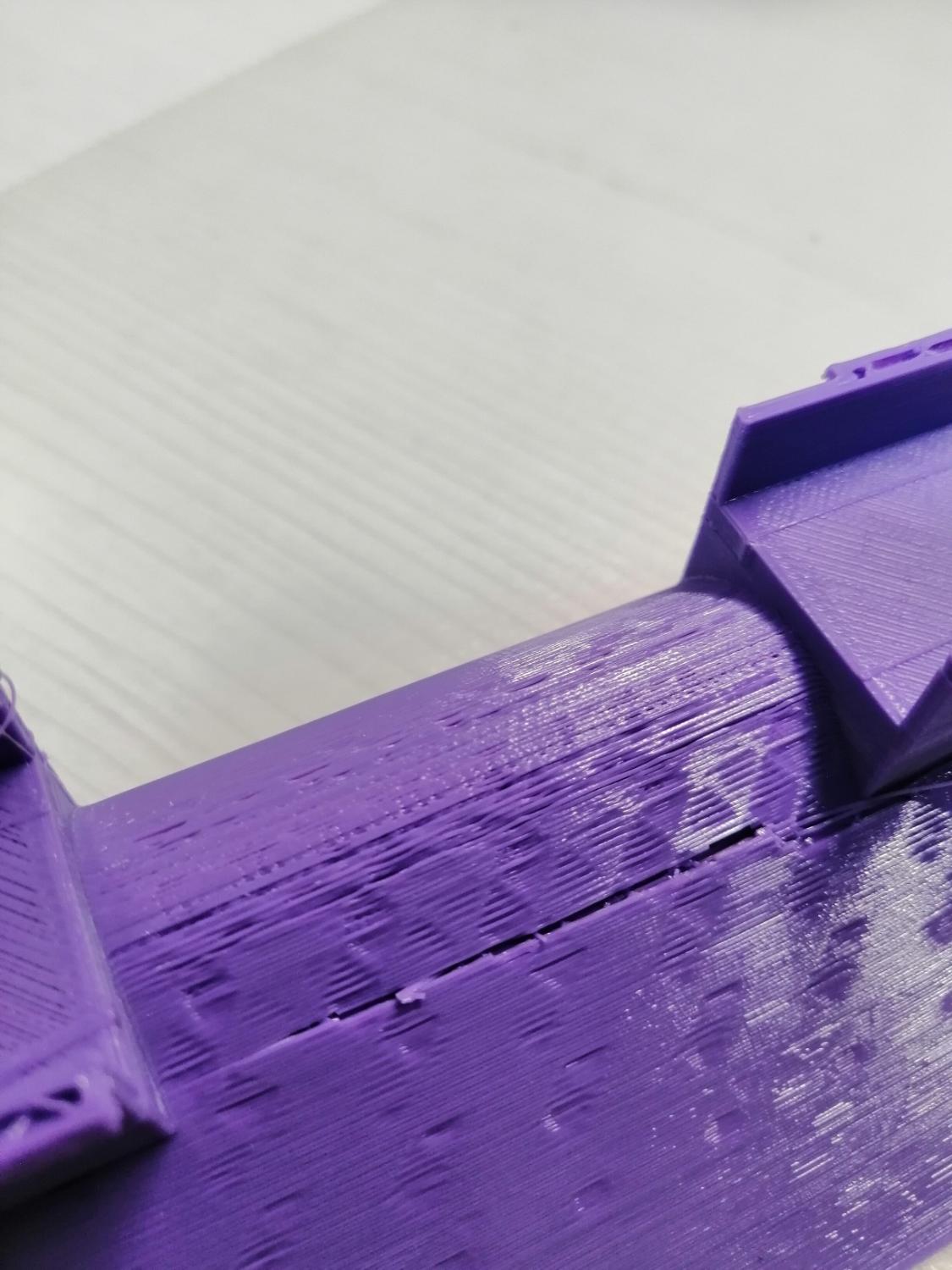
Ho fatto qualche prova ed ho riscontrato nuovi problemi😭😭. L'adesione al piatto sembra esserci anche se non perfetta, però i pezzi rimangono attaccati, ora il punto è la finitura laterale del pezzo, sembra che sia schiacciato, non è liscia ma zigrinata (vedi file allegato). Diciamo che sto impazzendo, perché dal mio punto di vista il vero problema è il piatto in PEI, quindi sto anche valutando di cambiare piatto, però non voglio darmi per vinto.
-
La stampa non aderisce sul piatto in PEI
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Per le velocità siamo uguali, per la temperatura non ho mai fatto troppe trove, nei prossimi giorni proverò ad alzare un pochino e vedere che succede. -
La stampa non aderisce sul piatto in PEI
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
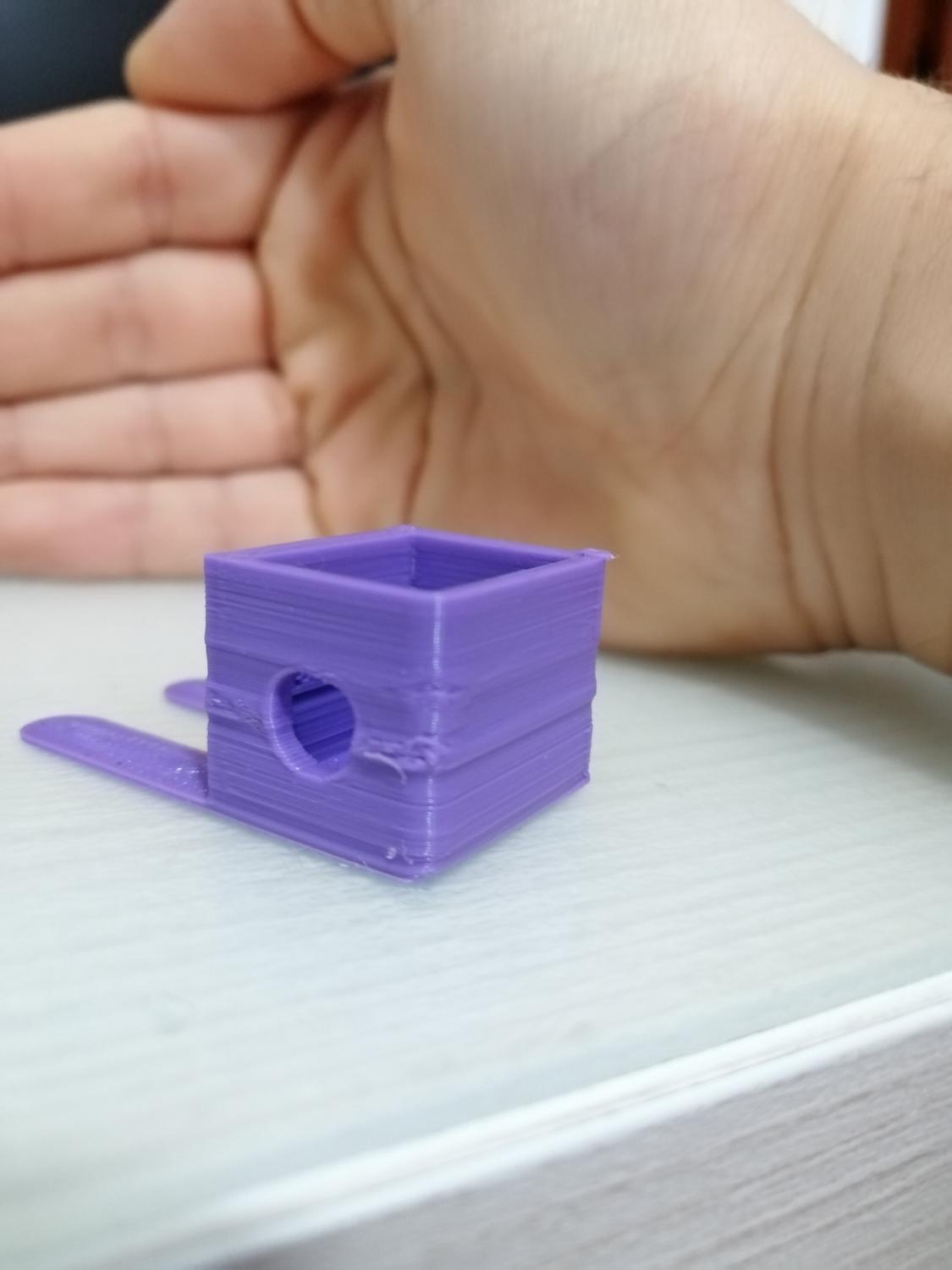
Per quanto mi riguarda io stampo pla+, primo layer 210° 55° dopo 205° 50°. Ho trovato un buon riscontro con le velocità di stampa basse, il pezzo aderisce molto meglio ma non perfettamente, quindi manca ancora qualcosa, inoltre è saltato fuori un nuovo problema, ovvero la finitura laterale (pareti) del pezzo fa schifo, e ciò mi fa pensare ad un Flow troppo alto(problema che mi era già capitato con una vecchia stampante), oggi farò ulteriori prove e alleghero foto🤗. -
La stampa non aderisce sul piatto in PEI
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Potrei aver trovato il problema, avendo la stessa stampante ci possiamo capire😂😂, chi ha progettato la stampante aveva un po' troppa fiducia delle sue prestazioni, tanto che nelle velocità di stampa ha sparato valori folli, tipo 5000mm^2 di accelerazione... Quindi morale della favola, bisogna abbassare le velocità di stampa e anche di tanto e aumentare di poco la temperatura 5/10 gradi... Io ho fatto una stampa di prova a ha aderito perfettame, nei prossimi giorni farò varie prove poi darò un riscontro. Per chi sta seguendo la discussione se vuole può fare delle prove e lasciare dei riscontri🤗 -
La stampa non aderisce sul piatto in PEI
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Questa è la foto di un primo layer, a me sembra ottimo per la mia esperienza, magari è poca😂😂, comunque il sito che fa pubblicare massimo un mb di foto non aiuta... Ora proverò a modificare qualche impostazione su Cura, per non dover sempre utilizzare brim o skirt, diciamo che il piatto in Pei mi fa storcere il naso, su altre stampanti con il piatto in vetro non ho mai avuto problemi del genere.
-
La stampa non aderisce sul piatto in PEI
Gabriele Maseroli ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Stampo solo PLA per ora, appena riesco mando una foto del primo layer, anche se in teoria lo Z-offset dovrebbe essere calibrato, i primi layer mi sembrano perfetti e liscissimi, però solo per pochi minuti, appena fa il riempimento si alzano e poi si scolla la stampa...