Cubo
-
Numero contenuti
1.137 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13





Obiettivi di Cubo
")





-
Sempre stampato sul pei ruvido. Perché andrebbe evitato ? Si attacca troppo ? Per la mia esperienza si appiccica bene ma non ho mai avuto problemi eccessivi a staccarlo.
-
Su orca non è impostabile la "slicing tollerance". Lo trovo al limite dell'intollerabile e sarei davvero tentato di passare a prusa slicer (o tornare a cura).
-
Infatti non capisco bene quali dovrebbero essere questi problemi incontrati che hanno fatto scegliere il servo 🤔 Cioè non mi sembra che ci sia niente che uno stepper non possa fare rispetto ad un servo con l encoder quando si tratta di spingere il filamento...
-
Ma cosa avrebbe questo motore di meglio di uno stepper? Più coppia? Ma serve? Se ho capito bene è un servo motore con un encoder, no? 🤔
-

Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
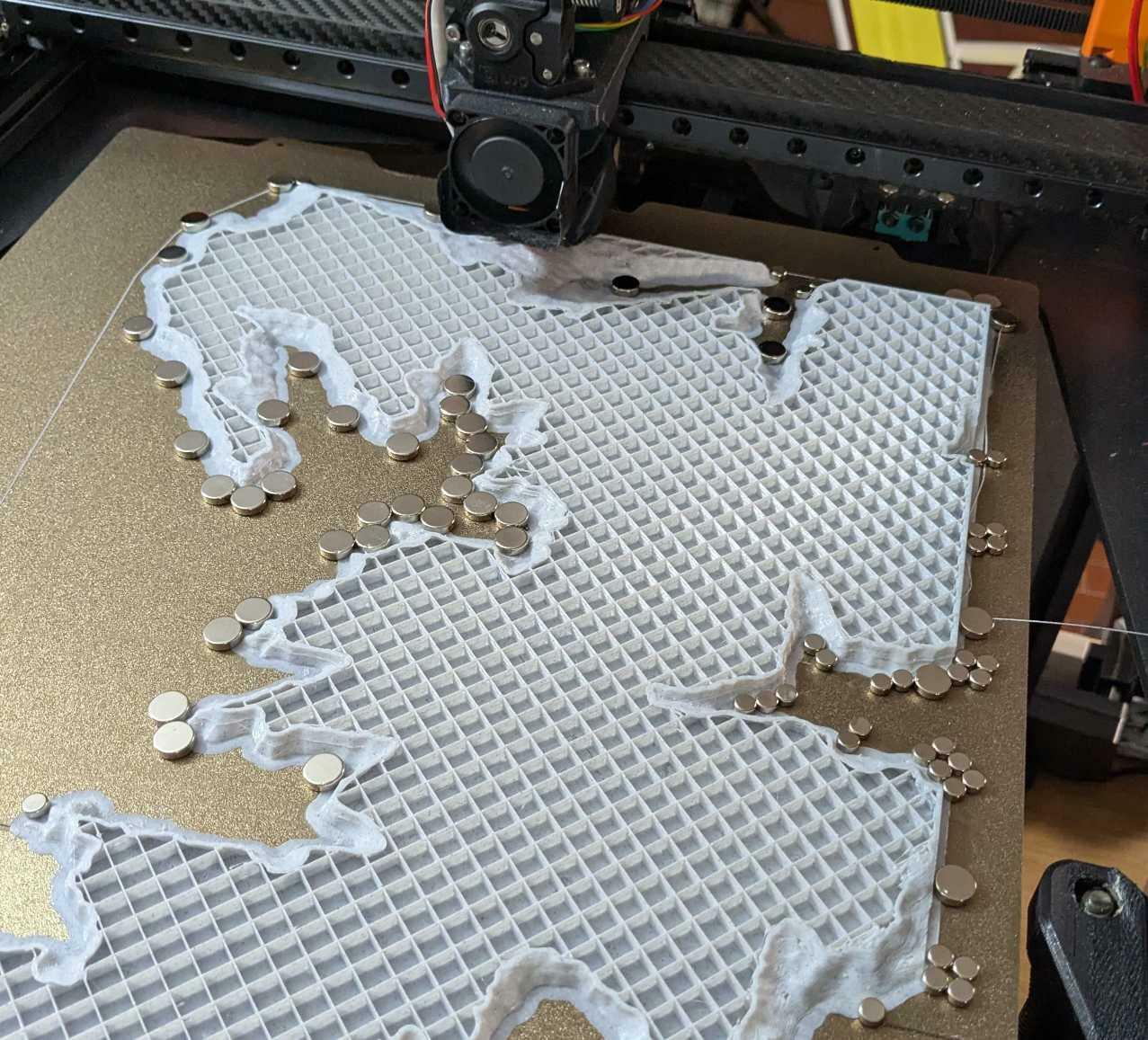
Condivido una avventura del weekend. Ho provato a stampare delle montagne grandi come tutto il piano (pla). Uno dei tre letti (quello grande) però ha iniziato a raffreddarsi subito dopo il primo layer (avevo sbagliato la temperatura nelle impostazioni) e la stampa dopo un po (più di un ora a dire il vero) ha iniziato a staccarsi dai lati. Sono riuscito a rialzare la temperatura appena me ne sono accorto e terminare la stampa così 😅 (con l aggiunta anche di un po di vinavil dove iniziava a staccarsi maggiormente). (sono tutte calamite) Mi son dimenticato di fare una foto alla fine ma la stampa è finita con successo 😬 Probabilmente questa "tecnica" potrebbe funzionare anche col warping "classico" (non dovuto al piano che si raffredda). Non è nulla di nuovo comunque.
-
Video un po campato sulle nuvole per me. Comunque in pratica avrebbe: - doppio estrusore (bah..) - volume più grande (era ora) - taglio laser (sembra un accrocchio male arrangiato) - servo estrusore a circuito chiuso (non capisco dove sarebbe il vantaggio) - 2300 / 2800 euro circa Non penso sia la stampante che molti speravano. Voi che ne pensate?
-
Sulla mia ho montato quelli da 125° mi pare. Li ho incollati col silicone termico (alte temperature) al pad mi pare. Secondo me è meglio attaccarli al pad e non al letto perché il pad si scalda molto più rapidamente, quindi, se si rompe l' SSR, prima che il piatto di alluminio arrivi a 125° il pad ha già preso fuoco o comunque è già andato molto oltre quella temperatura limite.
-
Mah, io il piatto da 300x340 più i due da 150x170 li avevo pagati complessivamente 50 euro più 12 di spedizione. Il pad di silicone grande 30 euro. Pei 350x350 34euro. Se ti danno tutto quanto tagliato e finito a 130 euro non è neanche malissimo, se ti serve è sicuramente la scelta giusta (ed obbligata). Sulla mia ho un solo ssr per piatto. Credo sia più che sufficiente. Crimpare I connettori jst è qualcosa a cui nessun uomo dovrebbe mai costringersi. Io ho comprato i connettori, i fili e la pinza. Dopo averne crimpato uno (male) in 45 minuti ho ordinato i connettori già crimpati con 5cm di filo circa e li ho saldati ai cavi dove mi serviva. Mai più crimpare connettori. Mai più. 🤣
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
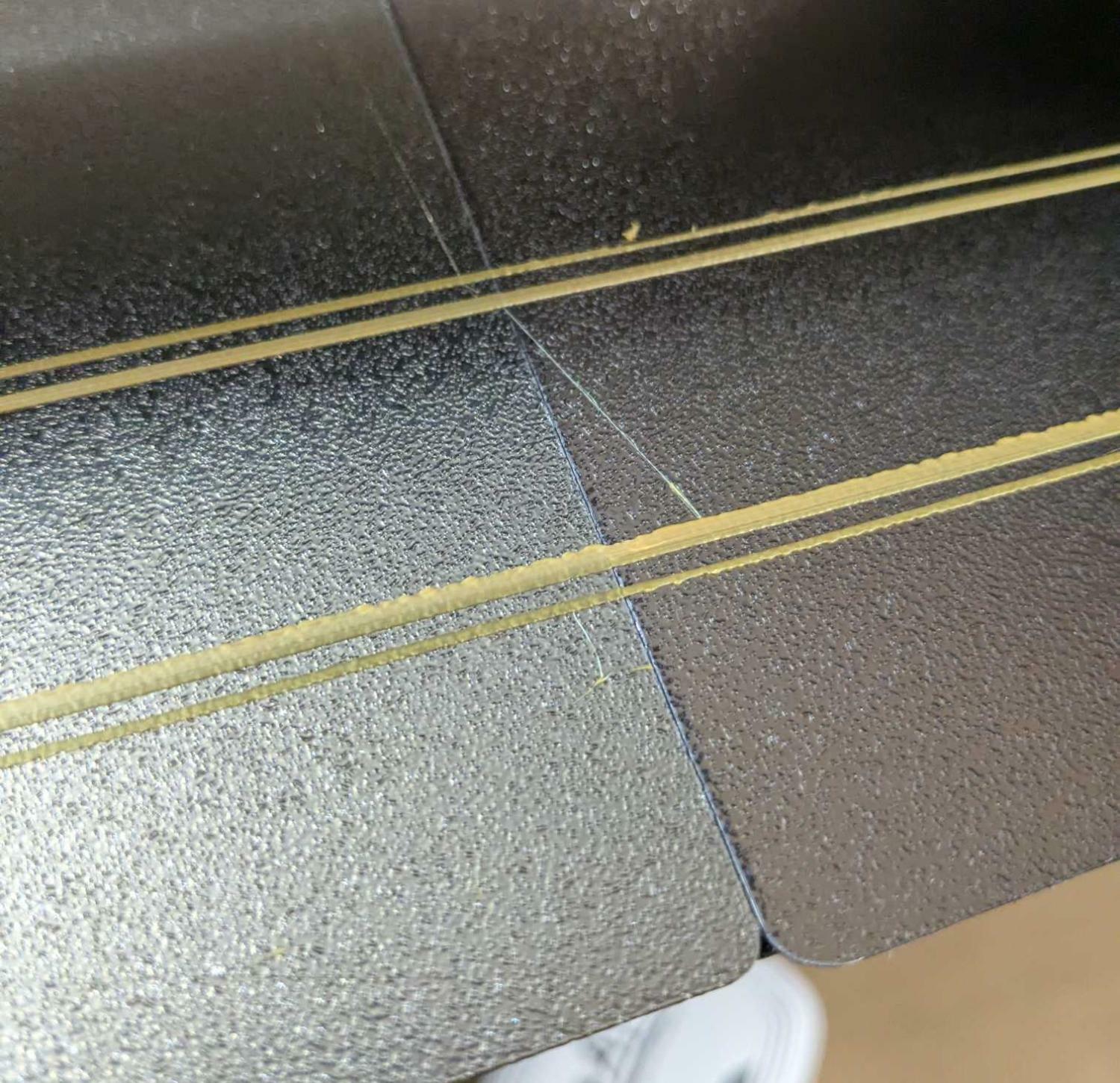
Ricordando qualche perplessità sui piani affiancati, vi lascio una immagine ancora più significativa di una parte stampata. Come si vede le linee passando da un piano all'altro non variano di larghezza. Significa che i piani sono perfettamente continui. Quindi se regolati bene i piani affiancati non causano problemi di stampa.
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Praticamente quando mettevo l IP del router Firefox dimm**da ci incolla a davanti un "https". Per quello non andava. Una volta cancellato a mano si è connesso al router. Per connettermi all IP della stampante da browser invece ho dovuto attaccare il pc al router con l ethernet altrimenti non c'era verso di togliere quel maledetto https. Pazzesco. Vabbè grazie comunque del supporto 👍 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Connettendo pc e stampante con l ethernet orca non vede niente. Ora sto bestemmiando da un ora e mezza per connettere il pc ad un rooter che mi sono portato dietro. Non avendo internet fa solo da rooter. Col cellulare riesco a connettermi al suo WiFi e vedere anche la pagina di configurazione del rooter 192.168.0.1 mentre col portatile niente, non carica la pagina, anche connettendo con l ethernet. Fino a poco fa il portatile non funzionava più neanche con l Hotspot del cellulare, si connetteva ma non prendeva internet... Ora va di nuovo Boooh! Il mio odio per le reti si conferma e cresce anche oggi 😡😠🤬 Vi farò sapere se ne vengo fuori 😵💫 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ah cavolo speravo fosse più immediato. Purtroppo non posso comunicare con la stampante perché non ho il wifi quindi non riuscirei a dargli alcun comando per configurare la rete se servisse. Vabbè al limite gli metto il gcode nella SD.. Sperando di trovare la cartella giusta -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Mi piacerebbe poter dire che ho capito tutto 😅 Ho un CB1 con klipper su linux debian e un portatile lenovo thinkpad 14s gen 5 amd. Domani vado nella casa dove ho portato la stampante e non avendo un rooter li, volevo collegarla con l'ethernet. Il mio dubbio è se devo prepararmi a fare altro o basta attaccare e... dire a windows che la rete è affidabile ? Dare ad orca un ip ?Cambiare qualcosa nei file della sd del cb1 ? 🤔 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Domanda stupida: per attaccare la stampante con l ethernet, basta attaccarla col cavo al portatile e poi da orca la vedo connessa in automatico? -
Orbiter Filament Sersor v2.0 e falsi positivi
Cubo ha risposto a dnasini nella discussione Hardware e componenti
Dovrebbero fare una macro che ferma la stampa dopo che ha consumato "X" cm di filamento 🤔