Cubo
-
Numero contenuti
1.128 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-
Il clone è questo: https://www.amazon.it/gp/product/B09BC64R3K/ref=ox_sc_saved_image_1?smid=A10VBRF4ODUPOC&psc=1 Sembra davvero identico e costa 30 euro in meno dell'originale. Vorrei prenderlo per vedere se risolvo dei problemi di estrusione della mia ender 5 plus. Inoltre l'eccellente taglio termico dovrebbe aiutarmi in futuro qualora volessi stampare materiali più "difficili" tipo abs o tpu, credo. Grazie in anticipo !
-
Se qualcuno cerca le aste trapezie a 4 principi per la Ender 5 plus (o qualsiasi altra stampante che necessita di aste da mezzo metro) ho trovato questa da un metro ad un ottimo prezzo (due da 500 costano minimo il doppio): https://www.amazon.it/gp/product/B085VMKPWB/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1
-
Ho preso anche io i dadi anti backlash ma non si avvitano sulle mie barre. I dadi hanno 4 filetti e le mie barre 2 soltanto (ender 5 plus). Si trovano dadi anti backlash per le aste come le mie? Io ho solo trovato dadi "t8" che credo indichino viti trapezie. Oppure mi consigliate di cambiare le aste? Sono meglio quelle trapezie (o come si chiamano)? Si trovano in ferramenta per caso? (mi servirebbero da 50cm e su internet i prezzi sono proibitivi).
-

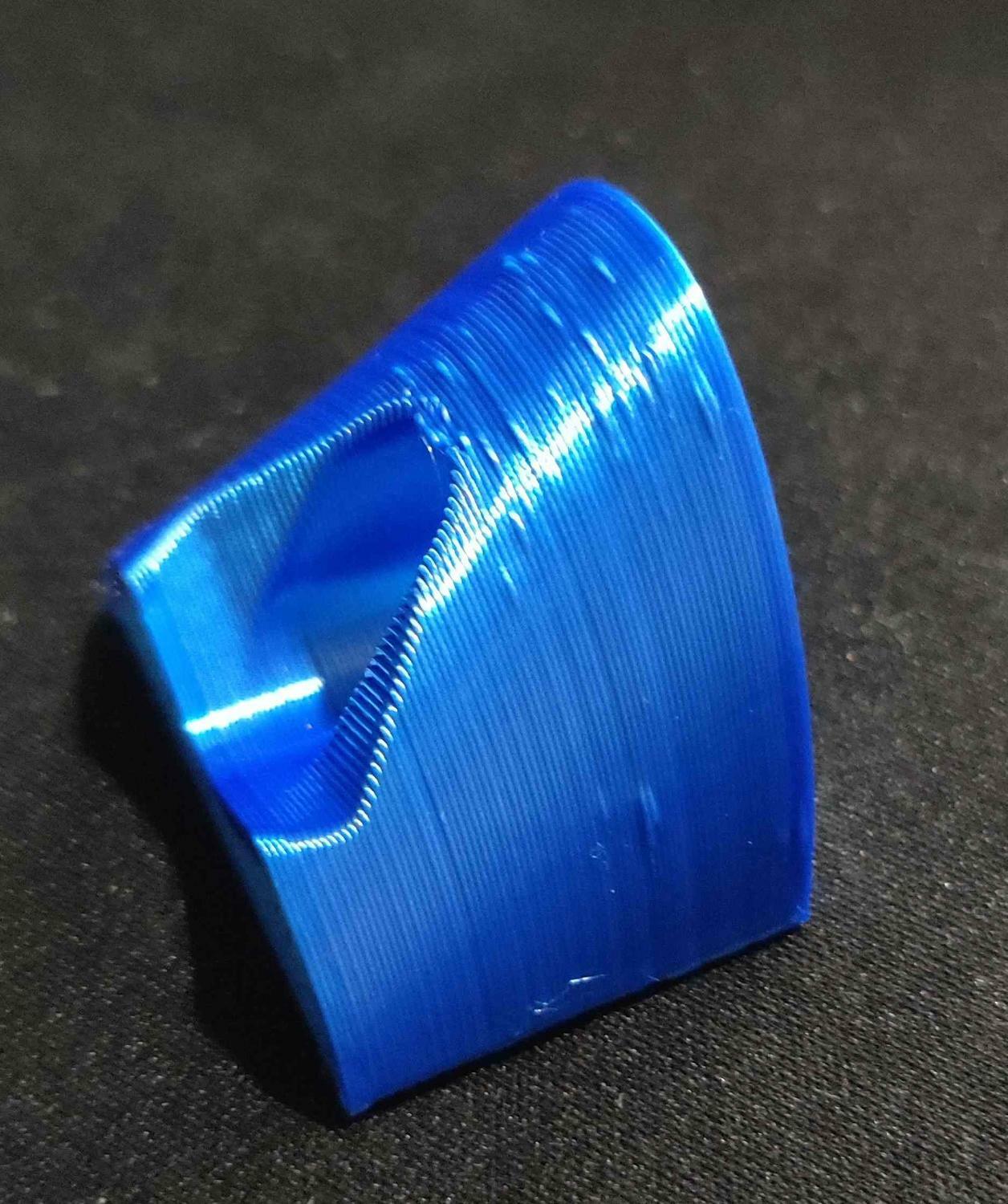
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
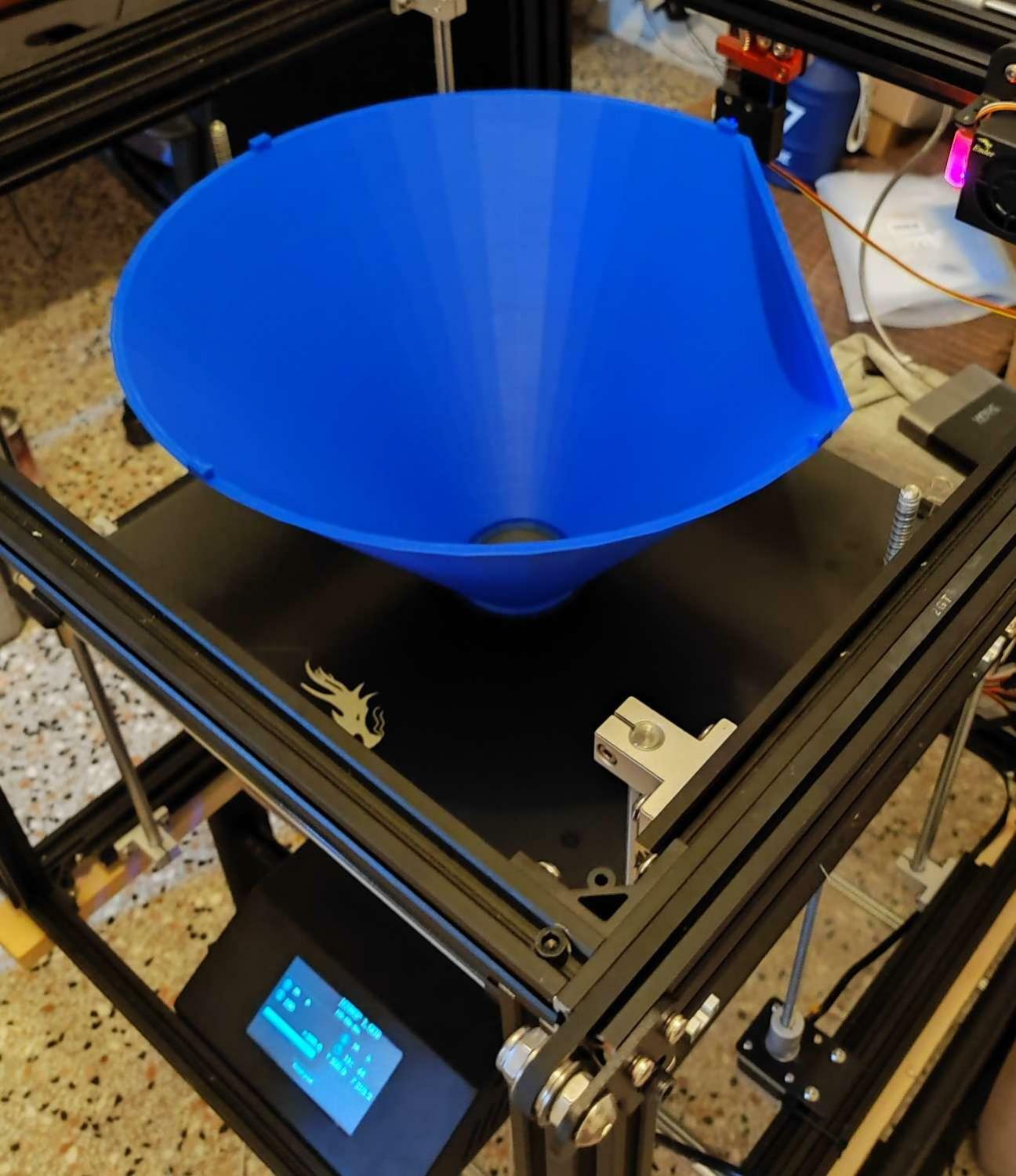
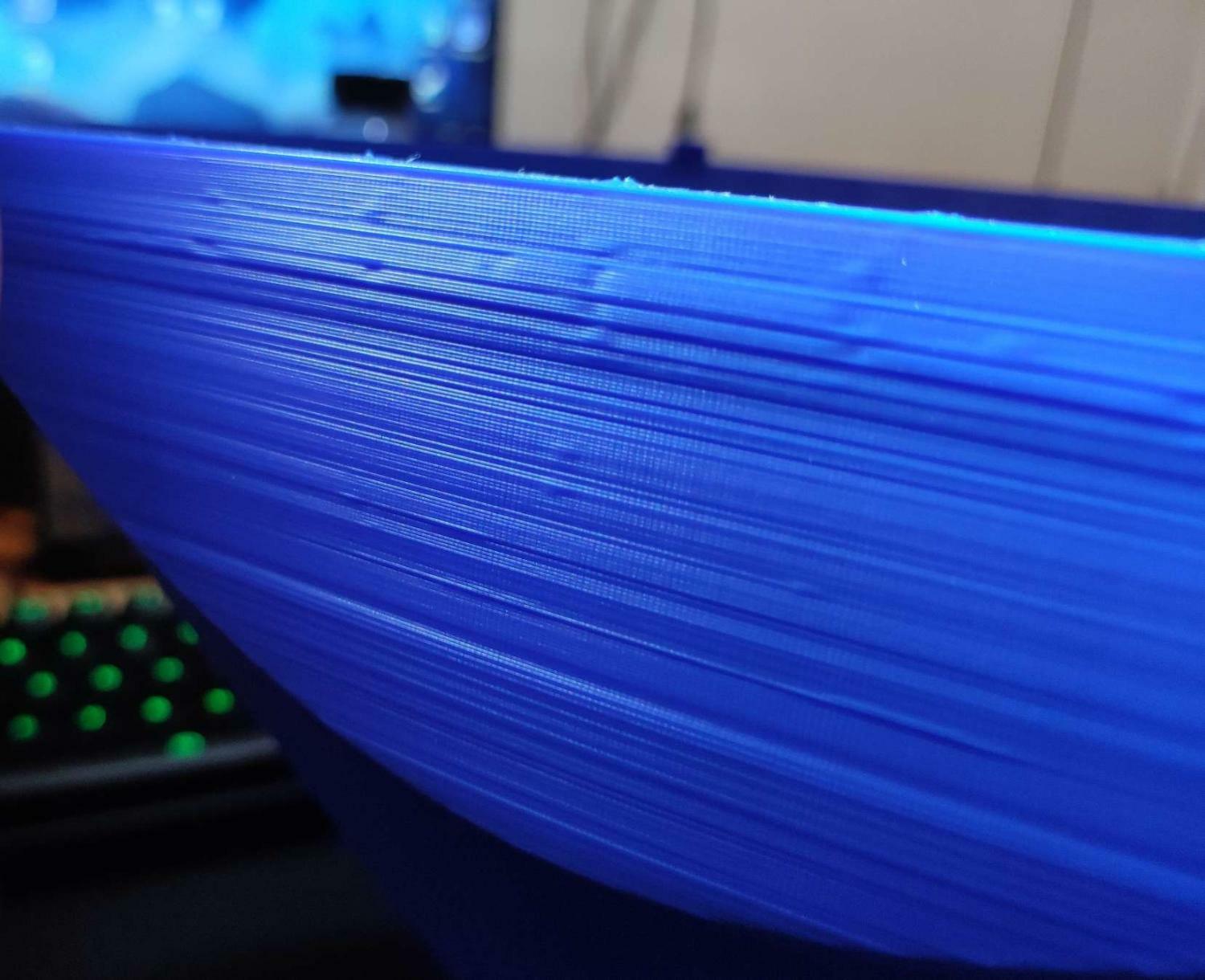
Altro aggiornamento: ho stampato un enorme cono (34cm diametro) a 80mm/s con le facce esterne a 50mm/s. Nessun difetto tranne che sulla parte dritta: Questa volta sono sia verso fuori che verso dentro e sembrano allineati su 4 colonne. Il passo delle colonne è 19-21mm mentre le ruote dei carrelli hanno passo 75mm (diametro 24mm). Il passo delle ruote dentate delle pulegge dovrebbe invece fare 40mm che sarebbe il doppio di quello delle colonne ma questo ha poco senso (sarebbe stato più logico il contrario semmai...).
-
Brim su cono rovesciato crea bug in cura
Cubo ha pubblicato una discussione in Software di slicing, firmware e GCode
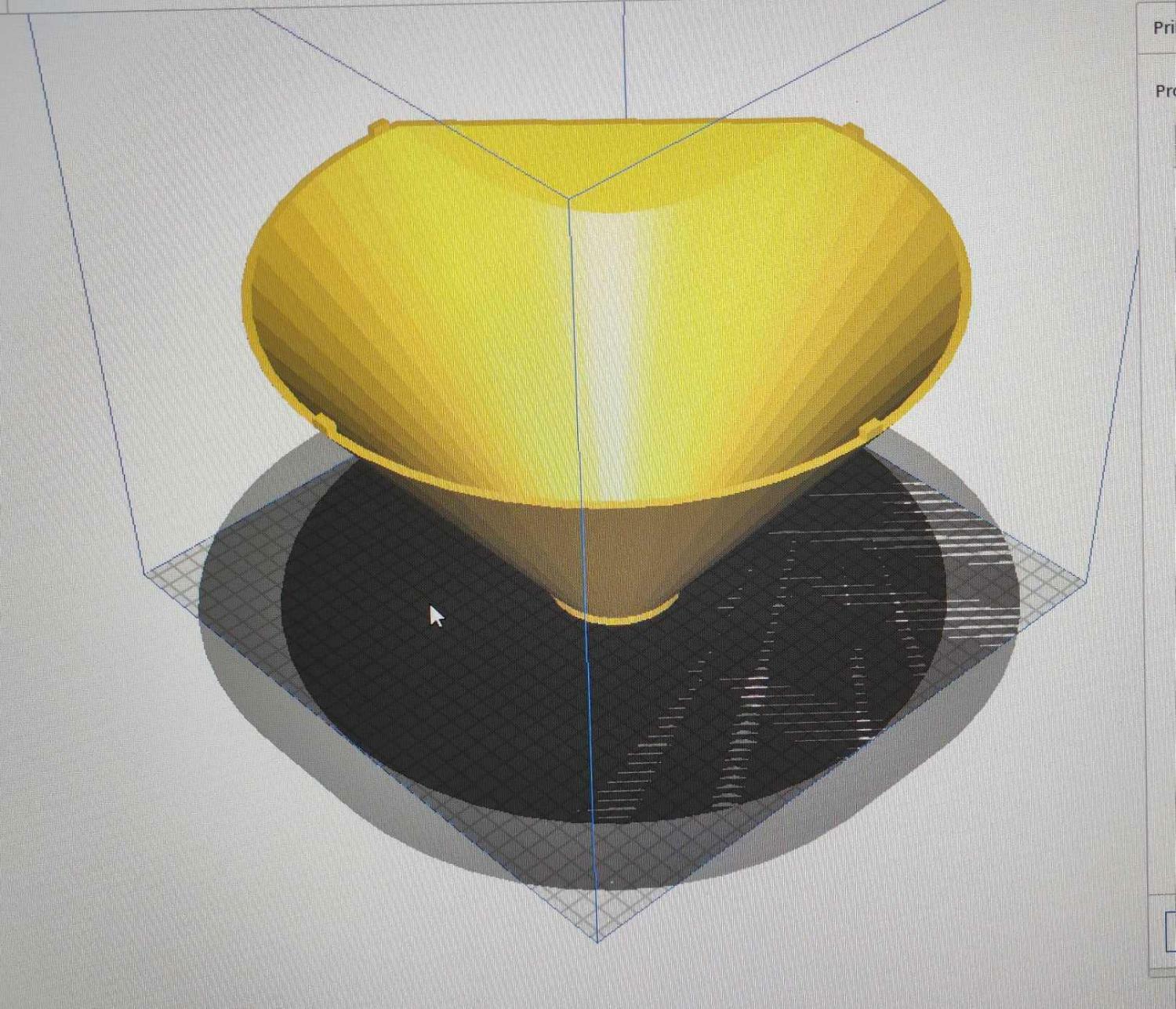
Salve a tutti, volevo stampare questo: Come si vede è molto vicino ai limiti del volume di stampa. Se provo a metterci un brim mi lascia farlo largo al massimo 5 righe, oltre mi da un errore (che sarei fuori dai limiti di stampa in sostenza). Il bello è che poi lo mette giusto, cioè soltanto attorno alla superficie in appoggio sotto però è come se calcolasse i limiti di stampa partendo dalla circonferenza più grande in alto ed aggiungendoci lo spessore del brim (che non ha senso). È un bug di cura immagino, giusto? Oppure magari ci sono impostazioni che non conosco? Vi è mai capitato? Se serve posso condividervi anche il file stl ovviamente.
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
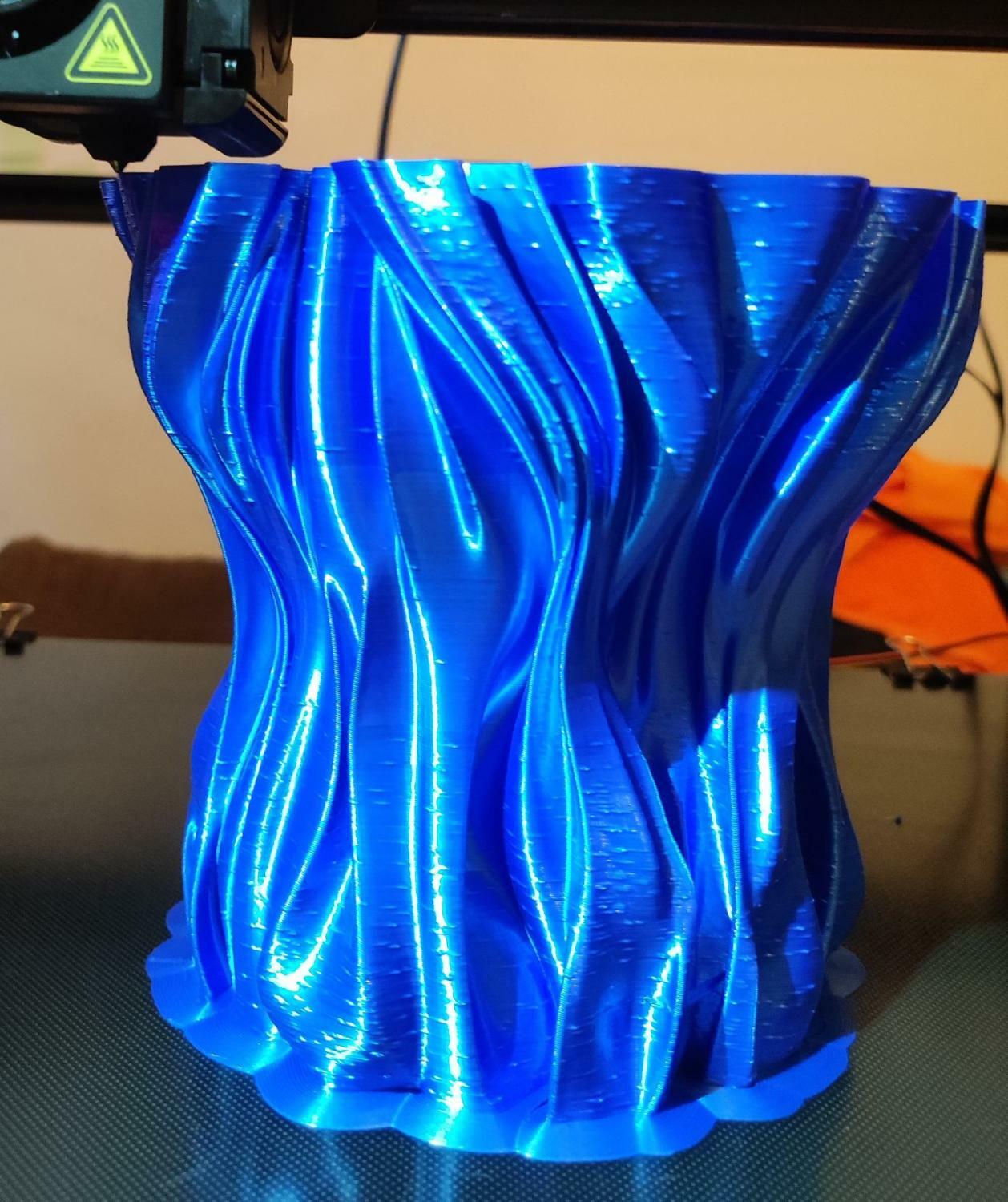
Piccolo aggiornamento, sto provando a stampare sempre lo stesso vaso con il nozzle del volcano come mostravano nel video. Il problema non si è risolto. Già a 45mm/s si vedevano difetti, a 60 sarebbe stato come prima. Quindi non credo sia un problema di flusso. Mi è venuto un dubbio: mentre stampava ho provato a premere verso il basso una delle due staffe che si attaccano sulle aste filettate di z, il piano è sceso un po' e l'estrusore ha fatto una pallina, proprio come quelle che mi tormentano. Preciso che era durante il primo layer con l'ugello forse troppo basso e un bel po' di pressione in camera di estrusione, però vorrei comunque provare a mettere le viti anti backlash. Per farla breve: sono meglio le viti anti backlash in plastica (teflon?) o in ottone ? Quelle in plastica costano paradossalmente di più 🤔 Avevo visto queste. -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Alla fine faceva più vento quella originale da 40x10 😅 quindi lho lasciata. A quanto pare quelle che ho preso hanno 1,44w mentre quella originale dovrebbe essere da 2,4w (c'è scritto 0,1A a 24v...). Non pensavo fosse già così potente. -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Si ho una 40x10. Ho preso queste 40 x 20 oeri: https://amzn.eu/d/1aLft1L Dovrebbero starci e muovere un bel po' di aria in più (se gli 1,44w sono veritieri). -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Allora seguo il tuo consiglio e prenderei questa. Un dubbio: la ventola è pwm, però se mi ricordo bene, collegandola con solo l'alimentazione, dovrebbe girare al 100%. Qualcuno può confermare ? EDIT: Ho visto un video dove mettono una ventola da 24v. Non credo la noctua ne faccia da 24v così piccole 🤔 -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Ok ho capito definitivamente da cosa dipendeva: Pensavo di stringere il nozzle in battuta sul tubo di teflon ed in realtà lo stringevo su quel pezzo di pla 😑 Ora ho messo davvero in battuta il teflon sul nozzle ed ho stretto quest'ultimo du un altro giro in modo che stesse bene pressato. La situazione è molto migliorata ma si vede ancora qualcosina Ho anche provato a togliere il tubo di teflon col nozzle a 200 gradi e filamento inserito (ventola ovviamente accesa). Il pla si è diviso proprio alla fine del tubo e la parte appena dentro il tubo sembrava fosse sciolta, cosa che credo non dovrebbe accadere. Inoltre, sebbene non in modo così estremo, è dall'inizio che noto che il pla tende ad infilarsi tra nozzle e teflon e pure ad infilarsi nei filetti del nozzle, anche andando bene in battuta 🤔 Insomma credo che il mio hot end originale abbia un pessimo taglio termico (cosa prevedibile probabilmente) che mi crea problemi di estrusione. Cosa posso fare? Provo a stampare a 190? Mi sa che è freddo. Io sarei tentato di cambiarlo, per me ne varrebbe la pena se scomparissero del tutto quei difetti di estrusione irregolare. Voi che ne pensate? Grazie ancora a tutti per i consigli, scusate se vi ho fatto un po' perdere tempo dietro a questa cavolata 😅
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
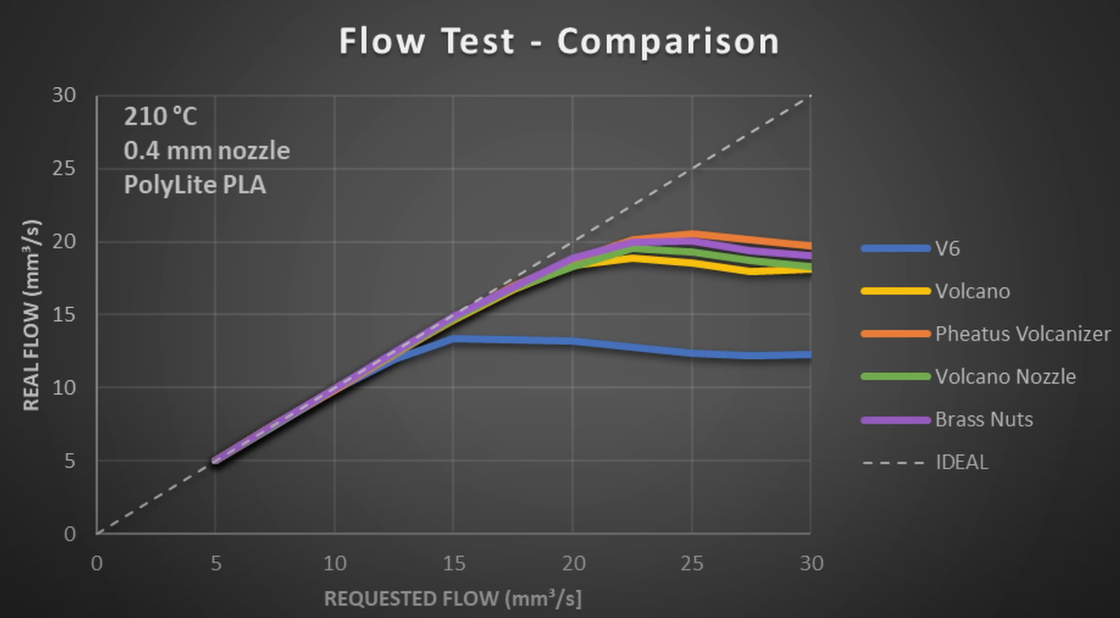
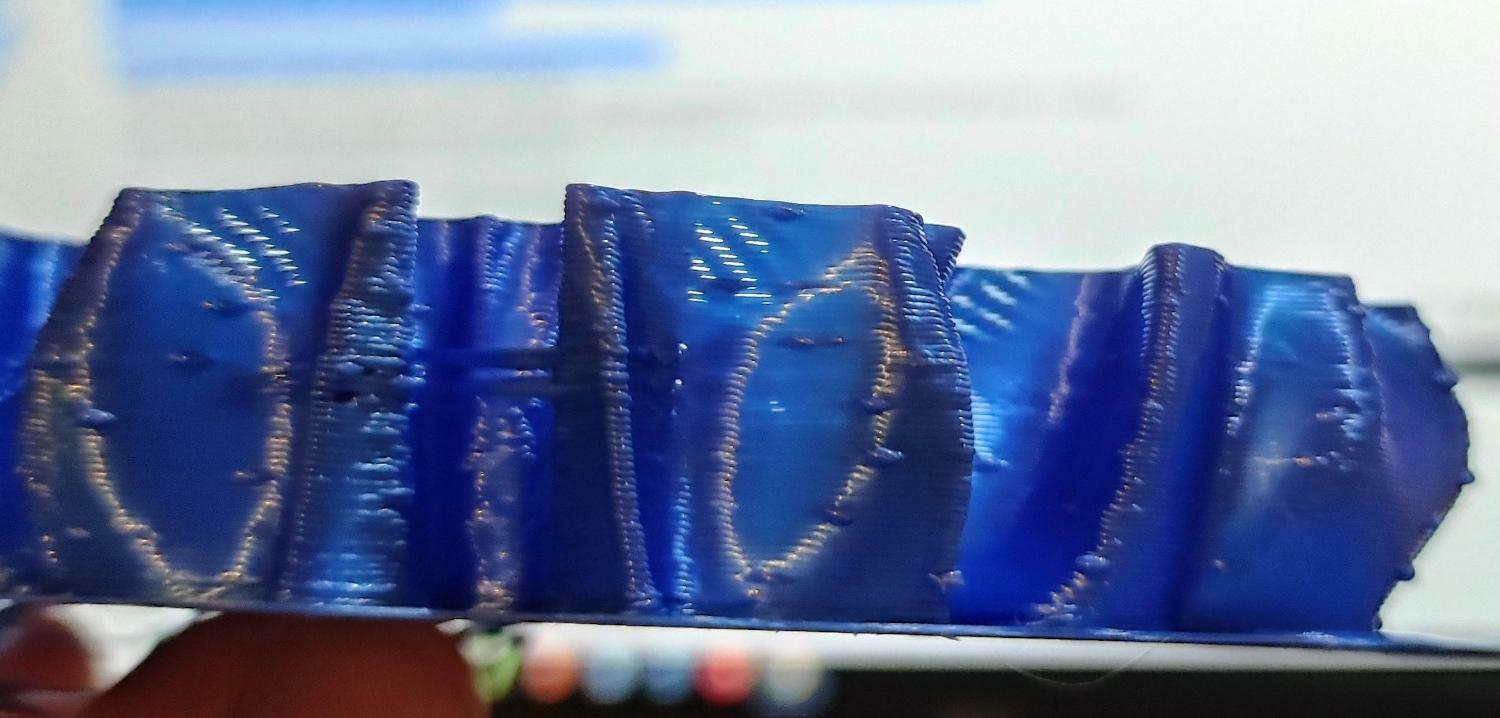
E non è cambiato niente ! 🎉🎉🎉 Anzi, pare forse peggio di prima (ed ero a 60mm/s, prima facevo anche 80) 😅 Gli "inceppamenti" sugli assi non si sentivano subito dopo la stampa. Dopo 10min invece erano tornati. Quindi non dovrebbero aver influito durante la stampa (se non nei primissimi layer). Rinuncio a giocare sui parametri di ritrazione/coastin perché tanto nel vaso che ho stampato in modalità spiralize c'era una unica estrusione continua senza mai ritrazioni, quindi non cambierebbe nulla. Ho provato a scendere da 100% a 93%, fino a 80% di flusso ma quei dannati cosi restavano nonostante la sotto-estrusione evidentissima: L'ultima cosa che mi resta da provare, pensando possa essere un problema di flusso eccessivo (dubito ma non ho altre idee), sarà installare un nozzle "volcano" sulla mia cartuccia riscaldante standard, con dei bulloni che coprono la parte filettata che sporgerà sotto. Dicono in questo video che praticamente si ottengono gli stessi miglioramenti sul flusso massimo di un volcano standard. In giallo il volcano originale, in verde solo il nozzle ed in viola il nozzle con due bulloni sotto (in blu il nozzle normale che ho ora). In teoria io ero a 60x0,6x0,3= 10,8mm^3/s e quindi ancora nei limiti di un v6, però non mi resta altro da tentare. Se neanche quello funziona non so proprio che altro provare, tranne cambiare il modello di prova in un mini confessionale, al posto del vaso 😅 Ps. Il filamento è "Amazon basics - silk blu". Proverò col volcano ad usare "Sunlu - pla grigio". Il difetto lo faceva anche col pla fornito assieme alla stampante quindi non penso sia il materiale, però proverò a cambiarlo lo stesso..
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Lo avevo scartato per via di come si presente: a passo con la ruota partendo da dove la ruota era stata lasciata ferma. Se fosse un difetto della barra si ripresenterebbe sempre alla stessa posizione penso. Ho anche provato col dito a passare sui "binari" ma sembrano liscissimi. Comunque forse ho capito dove sta davvero il problema: il processore 8 bit di **** della mia scheda. Quel poveretto non riesce a stare dietro a tutte le istruzioni per secondo del gcode che diventano particolarmente "dense" nei profili con mesh estremamente dettagliate come quella del vaso (che ne aveva qualcosa come 100k mi pare). In cura c'è l'opzione per regolare la massima risoluzione, o meglio la minima distanza tra i percorsi. Ce la avevo a 0,25mm e l'ho portata ad 1mm. Quindi ora dovrebbe unire tutti quei micro spostamenti che prima appesantivano (inutilmente?) il gcode. Anche la deviazione massima (oltre cui annulla l'unione di spostamenti più piccoli) l'ho portata da 0.025mm a 0.2mm. Il risultato per il momento è che lo stesso gcode del vaso che prima mi pesava 19.7Mb ora pesa 7.3Mb. Ora mando in stampa e vedo se si risolve qualcosa. Ok ora sta stampando, se non sparisce con le impostazioni sopra, provo a mettergli il flusso a 93% direttamente dal pannello della stampante. -
estrusore per ender v2 e filamento con carbonio
Cubo ha risposto a sveviano nella discussione Hardware e componenti
Aggiungo che alcuni filamenti economici "in fibra di carbonio" in realtà sono solo "effetto carbonio" o "colore carbonio" ma non hanno fibre quindi in quel caso si dovrebbero poter stampare senza cambiare ugello (credo). Forse tranciandolo, se è davvero caricato carbonio, si dovrebbero vedere le fibre ma non sono sicuro 🤔 -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Post lunghetto, se volete saltate pure in basso alla parte in grassetto con le domande che mi servono 😅 Signori, torno sconfitto ma non del tutto. Cambiati tutti e tre (in realtà sei perché su ogni ruota ce ne vanno due, che non sapevo) i cuscinetti delle ruote che muovono il carrello lungo X. Dopo 10minuti è ricomparso l'inceppamento, sempre a passo con le ruote, sempre che si attenua allentando gli eccentrici. A questo punto giungo alla conclusione che sia una cosa fisiologica delle ruote... Non so proprio che altro pensare, cioè non possono essere difettati due set di ruote (originali e sostitutive) e pure un set di cuscinetti (tali "fushitzu bearings", 15 euro di 10, neanche male). Mi pare impossibile che nessuno lo abbia notato sulla sua stampante, forse perché col movimento dopo un po' scompare, boh! Comunque ho visto questo dove video al minuto 2:51 parlano proprio del problema che ho io. E se ho capito bene il problema sarebbe la pressione troppo grande nel nozzle (o comunque una certa "elasticità" nel dissiparla) che quindi continua ad estrudere in eccesso anche dopo che la stampante ha fermato gli ingranaggi dell'estrusione. Questo è più o meno quello che aveva già detto @dnasini che ho colpevolmente tralasciato perché teoricamente nella modalità che usavo, cioè modalità "vasi" o, per me che uso cura, modalità "spiralize", dovrebbe esserci una unica costante estrusione che sale a spirale senza variazioni di flusso... In teoria. Comunque pensavo di provare ad impostare in modo aggressivo i parametri che dovrebbero risolvere il problema. Non mi importa ora se la prossima stampa di prova viene uno schifo, l'importante sarebbe eliminare quei punti di sovraestrusione e quindi provare che il problema sia quello descritto sopra. Poi abbassare un po' alla volta i parametri non è un problema. Vorrei quindi: - abilitare il "coastin". Dnasini diceva 3mm ma io ho i mm cubici su cura. Per me (nozzle da 0,6 e altezza 0,3) dovrebbero essere quindi 3x0,3x0,6=0,54mm^3. Già di default però mi metterebbe 0,64... potrei mettere anche uno 0,8mm^3 volendo esagerare un po' ? 🤔 - il "pressure advance" citato nel video su cura non ce l'ho, ma dovrebbe comunque somigliare molto al coastin. - aumentare la velocità di ritrazione. Sono a 20mm/s - 5mm, quanto potrei mettere come valore importante ? - mettere tutte le velocità (infill, wall, ecc...) uguali come dice nel video - altro? Scusate il post lungo e grazie mille dell'assistenza nella risoluzione di questo puzzle.😄 -
Ah ok apposto, grazie mille come sempre. Allora la lascio dove sta e ci ripensero sicuramente più avanti, adesso era solo questione di prendere al volo una (pareva) super offerta ma se non è così tanto meglio 👍
-
Scusate in anticipo se non è la sezione giusta ma non l'ho trovata. Ho visto questa offerta: https://store.creality.com/de/products/cr-laser-falcon-engraver-10w?spm=..index.slick_image_2.1&spm_prev=..product_2e598a87-9c71-431f-a596-daa800dac8e8.header_1.1 Se riuscissi a prenderlo a 320euro (i primi 30 pezzi quindi..) sarebbe un buon affare? O, altrimenti, potreste dirmi le principali cose da guardare in un incisore? Grazie mille. Non me ne intendo di incisori, 10w dovrebbero essere parecchi ma ho letto che a volte la potenza "ottica" è diversa da quella dochiarata o cose simili 🤔 e probabilmente non è l'unica cosa di cui tenere conto.
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Piccolo aggiornamento: per sicurezza ho provato a svincolare le cinghie e il problema rimane anche col carrello non vincolato. Ho ordinato i cuscinetti nuovi (fushibearings abec5) vi farò sapere 😬 -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Comincio a non capirci più nulla 🤯 Ho cambiato tre ruote e pareva fosse tutto apposto. Torno 5 minuti dopo e c'è di nuovo lo "scalino"/impuntamento muovendo a mano z ed y. Allento gli eccentrici, muovo un po' l'asse e sembra sparito. Torno 5 minuti dopo, di nuovo lo scalino !!! 🤨 Insomma, se lascio la stampante ferma 5-10 minuti mi compare un impuntamento sugli assi x ed y che si ripropone con passo pari a quello delle ruote (ogni giro di ruota un impuntamento). Che diavolo può essere secondo voi ? Le sfere dei cuscinetti che si spostano da una parte (sembra impossibile) ? Le ruote che si deformano ? Vado avanti a cambiare tutte le ruote ? Cambio i cuscinetti ? Ps. Allentando gli eccentrici diminuisce il problema, però sono già al limite, un altro spostamento sugli eccentrici e le ruote non fanno neanche più presa... -
Scusate l'intromissione, quindi è il grasso al rame il migliore da mettere sulle aste filettate? (ci ho messo lo spray ptfe ma è troppo fino e cigolerebbero con spostamenti importanti)
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Fatto, costavano più I cuscinetti singoli rispetto alle ruote complete... spero questo non si rifletta sulla qualità delle ruote che ho preso 😅 Ps. Le ho prese nere, ho visto che c'erano anche trasparenti, ditemi pure se cambia qualcosa oltre al colore 🤔 -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Niente da fare e mi sento pure beffato 😅 In breve, ho sostituito tubo di teflon (seguendo la guida, ed ora non ha il minimo gioco a differenza di prima), estrusore all metal e molle piatto rigide (c'erano nel kit...). Ho purtroppo scoperto che lo scoppiettio che sentivo non erano bolle di vapore nel filamento ma le frange del tubo a rete guida cavi che strisciavano sul carrello 😑😑😑 sembra esattamente il suono dei video che mostrano i filamenti umidi estrudere e "scoppietfare". Prevedibilmente quindi i difetti sopracitati sono rimasti anche dopo aver essiccato il filamento nella dry box ed averlo estruso direttamente da lì. Guardate questa foto: Stampato tutto a 65mm/s tranne la parte centrale fatta a 29mm/s (che quasi non ha imperfezioni). Durante la stampa a 65, i movimenti veloci lungo y facevano talvolta cigolare/vibrare la stampante. Alla fine della stampa ho verificato che l asse x scorre lungo y con degli inceppamenti periodici che hanno esattamente il passo delle ruote che lo guidano ai lati. Stessa cosa per il carrello lungo x, impuntamenti più leggeri di quelli di x lungo y ma sempre con lo stesso passo delle ruote. Cosa mi consigliate di fare? Io sospetterei i cuscinetti ma non so quale sia la strategia d'intervento migliore (anche perché sono 11 ruote in tutto..) Grazie mille dell'aiuto.
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Ok allora essicco il filamento e provo a rimettere meglio il bowden. Tra l altro ho preso estrusore all metal e bowden capricorn quindi monto anche quelli. @Killrob ho visto che su un altra discussione se ho capito bene consigli di svitare leggermente l ugello, mettere il bowden e poi riavviare l ugello in modo che vada bene in battuta. Provo a fare anche io così perché l altra volta avevo spinto giù del tutto il bowden ma a quanto pare non basta -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Ps. Dopo aver fallito un cold pull ho tolto il filamento rimasto nel nozzle ed era fatto cosi Quindi c'era dello spessore vuoto, poi riempito dal pla sciolto tra il nozzle e il tubo di teflon. Forse anche questo non aiuta ad avere una estrusione regolare 🤔
-
Scusate se torno su questa discussione, @Whitedavil @dnasini, avete per caso il link alla guida/tabella dei tempi ed essicazione ? L'ho cercata invano Trovata non serve !
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
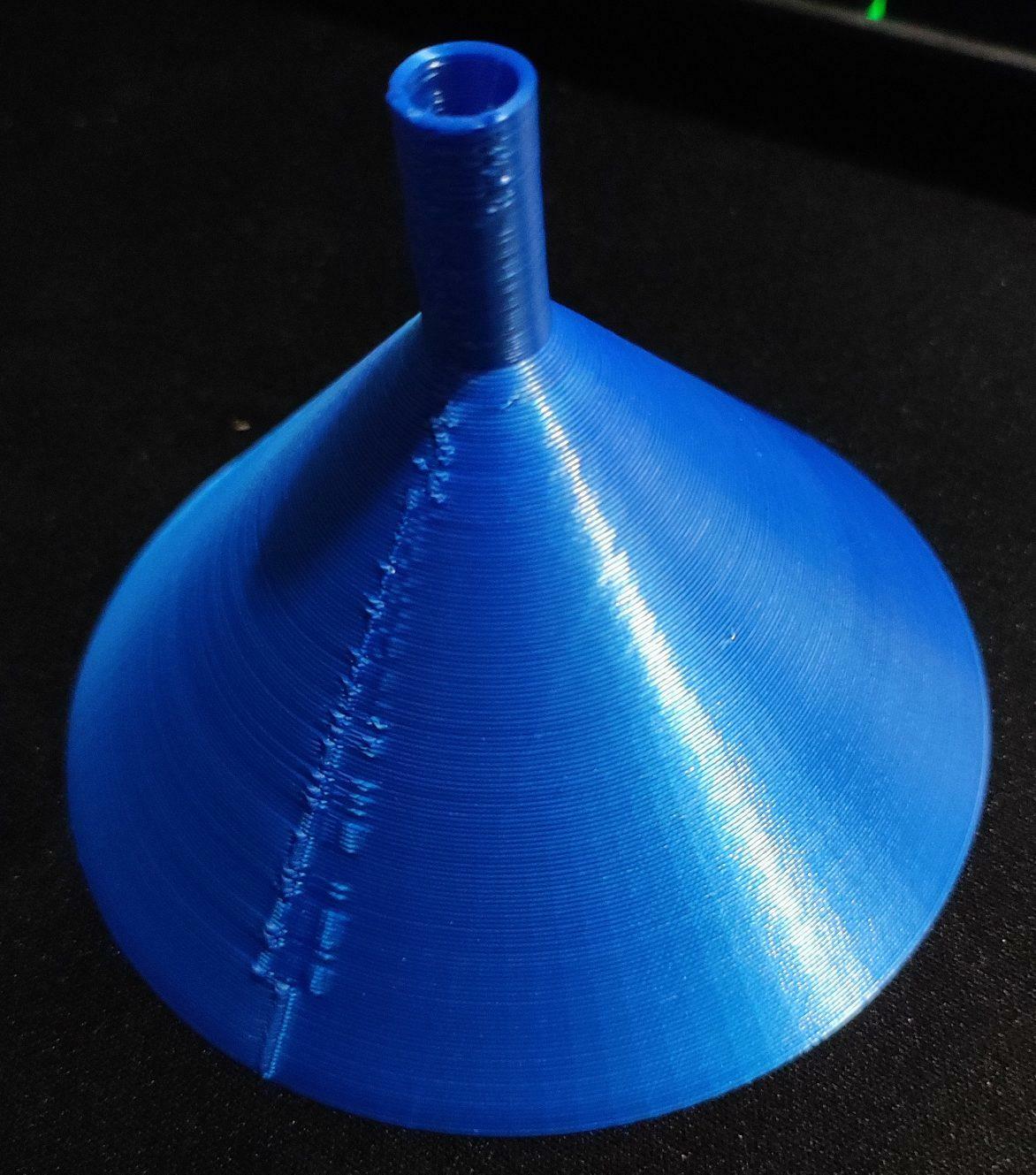
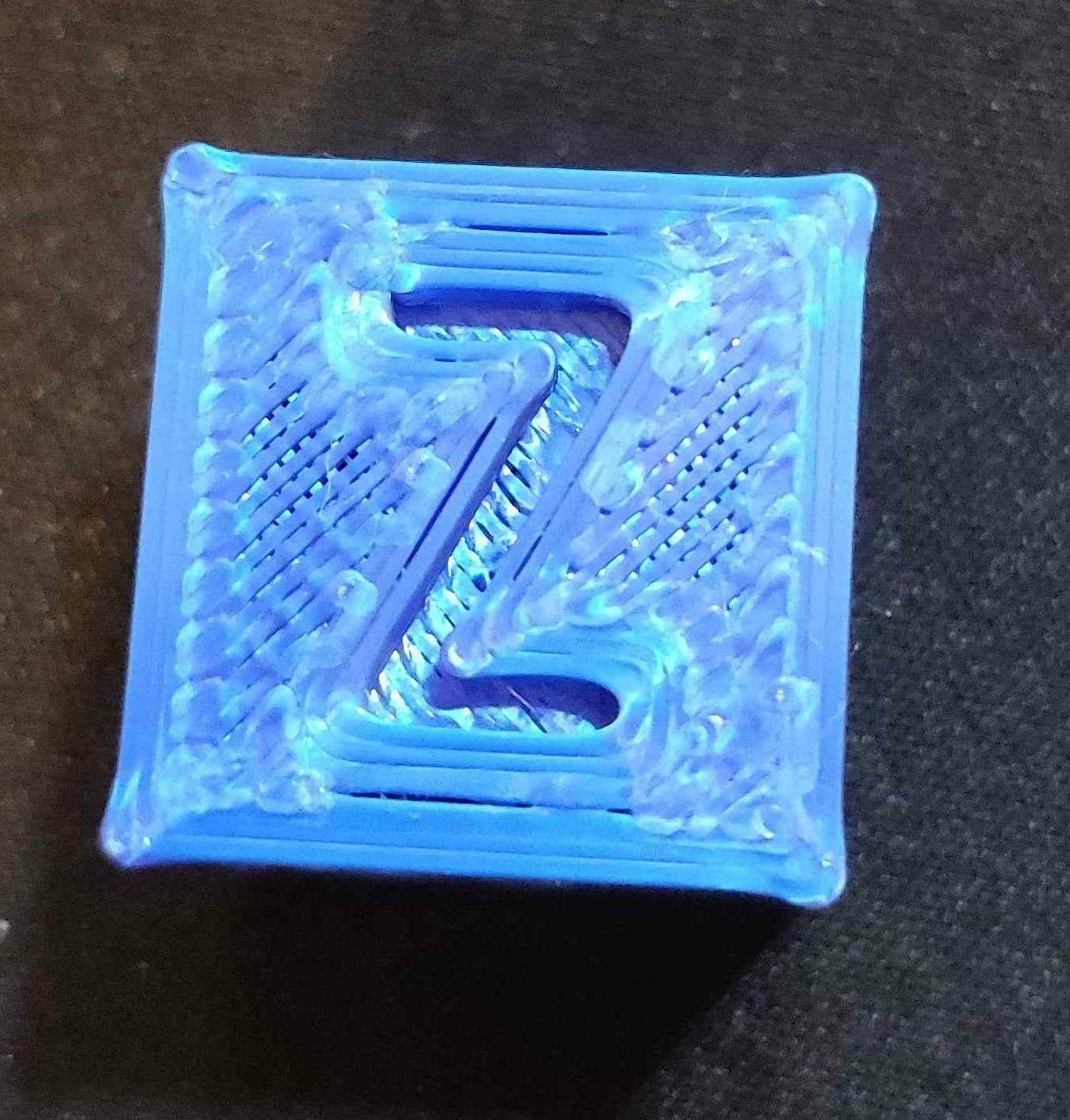
Ho fatto un po' di test seguendo i suggerimenti. La retroazione c'è l ho a 5mm, però non credo intervenga nei cambi di direzione La testina sembra piuttosto rigida. Ho provato, con la stessa velocità (55mm/s) con cui avevo fatto la stampa coi difetti di prima, a fare un imbuto che è venuto bene (appare le cuciture): Poi ho fatto anche un cubetto dove le misure sono venute perfette al decimo di mm (misurato con calibro): (forse ero un po' freddo qui, non ricordo la temperatura) Ed infine ho stampato questo: Con un indizio importante e penso inequivocabile: il filamento ogni tanto scoppiettava (tipo pluriball piccolissimo)! Solo all'inizio però, poi verso la fine ha smesso, ed infatti sembra non aver fatto difetti alla fine (la fine della stampa è la parte a sx in foto). Dovrebbe essere umidità nel filamento giusto? Se è così domani metto la bobina nellessicatore che mi è arrivato giusto oggi. Mi sembra strano perché quando aveva fatto quei difetti iniziali, il filamento blu lo avevo spacchettato da massimo 2-3 ore 🤔