Cubo
-
Numero contenuti
1.128 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

Sono tirchio (e probabilmente scemo)
Cubo ha risposto a scuotter nella discussione Nuove idee e progetti
Nel github della btt ci sono le immagini pronte da flashare nei btt pi. Hanno debian con klipper e mainsail pronti. Ps. E hanno pure i firmware da mettere nell'mcu delle loro schede, però sono di versioni vecchie quindi appena aggiorni klipper serve ricompilarli, si fa prima ad aggiornare klipper e fare il firmware nuovo però se è la prima volta, anche solo per vedere se si accende tutto, può essere comodo avere i files già pronti. -
Sono tirchio (e probabilmente scemo)
Cubo ha risposto a scuotter nella discussione Nuove idee e progetti
Secondo me non ha senso. La vzbot se mi ricordo bene ha un motore che comanda le due viti con una cinghia, complicazione inutile imho. Meglio avere due motori separati, più semplice da implementare e puoi fare anche regolare lo ztilt in automatico lungo X. I miei piatti pesano un bel po (5-6 Kg credo) e con tre viti non scende nulla anche lubrificandole bene. Se temi la discesa fai prima a diminuire il passo delle viti (le mie sono da 2mm e ho i "dadi" di plastica). -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Con la mesh si stampa bene su tutto il piatto, senza problemi. Ho anche calibrato PA, retraction e ho attivato la funzione che abbassa il flusso al diminuire della velocità per evitare quelle sovraestrusioni tipiche di quando il nozzle finisce una linea a torna indietro sulle superfici superiori. Devo dire che stampa molto bene anche a 12K di accelerazione sulle pareti e superfici. L'unico "problema" è che anche se ho una stampate coi motori 48v potenzialmente velocissima, resto limitato dal flow. Ho un volcano, un po' ottimisticamente potrebbe fare 25mm^3/s ma con linee 0,6x0,25 questo si traduce in 165mm/s. Forse varrebbe la pena a metterci un volcano cht, ma non so se ci sono "controindicazioni" o se è come un volcano con più flowrate 🤔 -
Sono tirchio (e probabilmente scemo)
Cubo ha risposto a scuotter nella discussione Nuove idee e progetti
Imho, per z molto meglio delle aste filettate (e guide lineari o al limite boccole). Vero che possono produrre z wobble, ma è un difetto solo estetico e comunque spesso trascurabile anche da quel punto di vista. Le cinghe su Z le vedo come la flyng gantry, figo, forse meglio in alcuni aspetti, ma il gioco non vale la candela anche se uno vuole fare il pignolo sugli aspetti positivi di quelle soluzioni. Poi chiaramente, se uno vuole sperimentare e gli piace di più quella soluzione ben venga. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ok guarderò meglio la documentazione avevo visto solo il video. Comunque sono sicuro che siano le cinghie che vibrano perché: - la tensione è equilibrata altrimenti l'asse x non sarebbe perpendicolare alle guide lineari y (verificato con squadra) - in corrispondenza dei picchi le cinghie vibrano molto e fanno persino rumore battendo tra di loro o sulle staffe - limitando la vibrazione delle cinghie si sposta il secondo picco, quindi direi che dipende da quello - viti molli o simili dovrebbero avere un effetto simile anche su y essendo una core xy Il sensore è sul nozzle, ho pensato fosse la posizione che contava di più. Ps. Ho provato anche a deformare il cavo usb che va al sensore in diverse posizioni (dritto, fisarmonica, L) ma non cambia nulla nel grafico -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
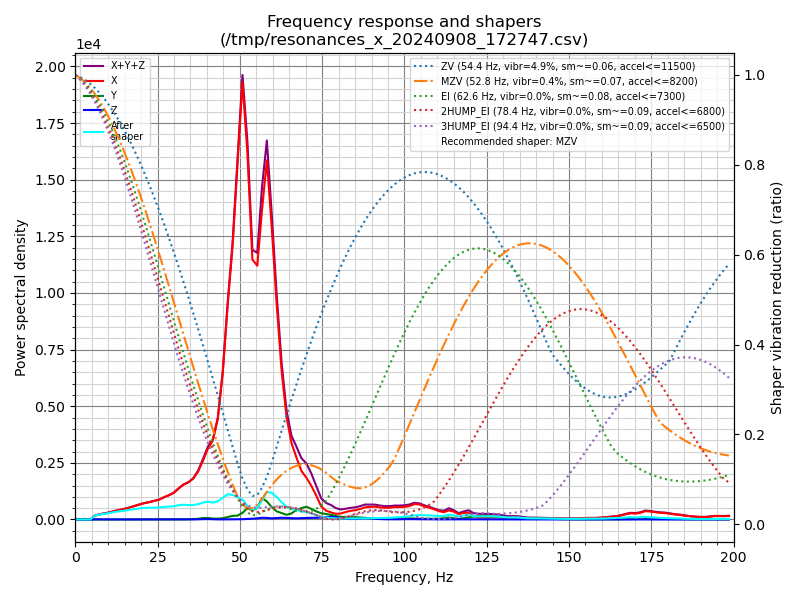
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ho visto dove è il "problema": le cinghie ad una certa frequenza iniziano a vibrare trasversalmente (solo testando X). Essendo lunghe vibrano parecchio, oscileranno 1-2cm di picco. Infatti se non le faccio vibrare appoggiandoci leggermente un dito a fianco, l'input shaper cambia: Questo sopra è l'inputhaper impedendo alle cinghie di vibrare nelle zone rosse dell'immagine sotto (ho usato mani e pancia). Purtroppo le gambe mi servivano per stare in piedi, quindi mi sono mancati arti acessori per tenere le cinghe anche nelle zone verdi. Sono abbastanza sicuro che se le tenevo anche li, non cera il secondo picco. (la testa di stampa nel test è più avanti, a metà dei piatti) Detto questo, dietro posso mettere sicuramente una guida con due cuscinetti folli leggemrente appoggiati, nelle altre parti no. Però pensandoci, nel test vibrano le cinghie perché entrano in risonanza... Ma durante la stampa non accade. Quindi il test è falsato (imho) da un fenomeno che durante la stampa non si verifica. Quindi sarei tentato di ignorare il secondo picco ed usare lo shaper ZV in corrispondenza solo del primo picco... 🤔
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
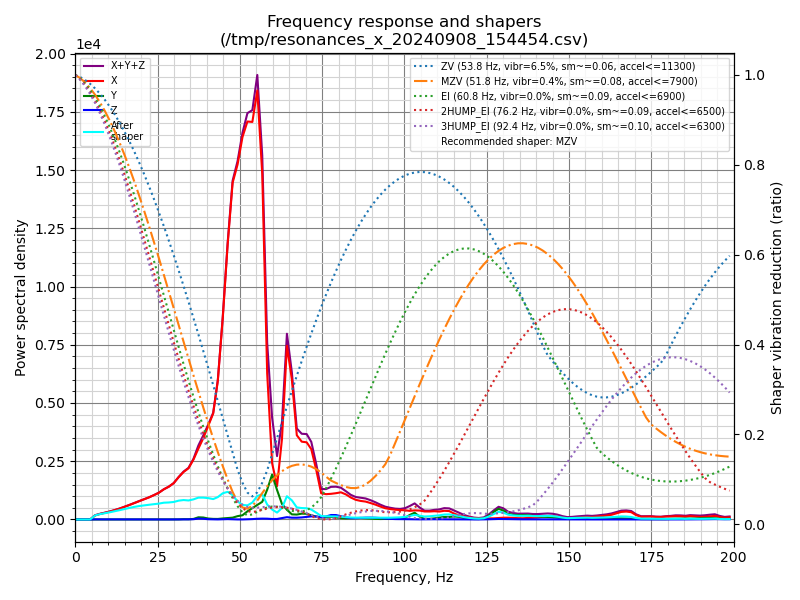
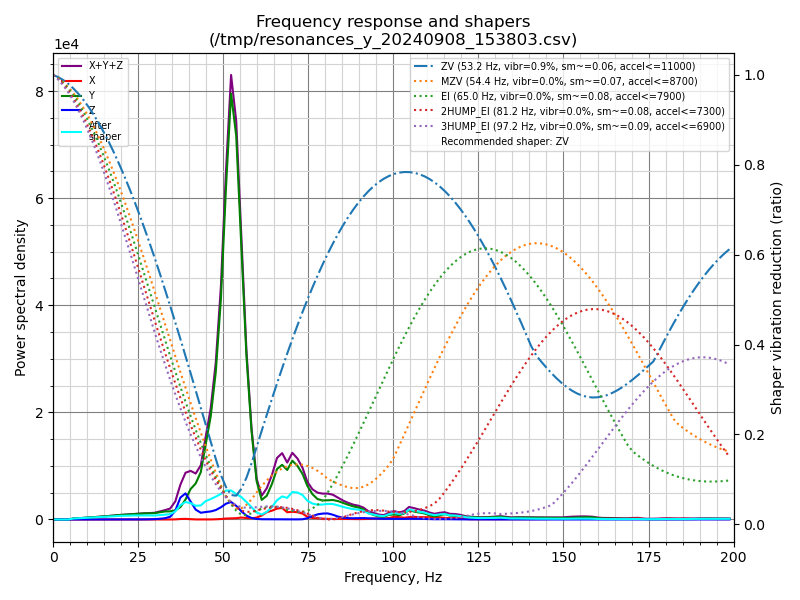
(commento prima stampante ANCORATA) E qui i grafici con la stampante DISANCORATA: Sembra che non cambi nulla, ma io se non la attacco al muro vedo che si muove tutto sulle grandi accelerazioni 😅 Mi da pure maggiore accelerazioen su X 😆 Durante la calibrazione la testina vibrava, ma non mi sembrava avesse una accelerazione importante quindi è normale che non si accorga di nulla. Cioè, far vibrare la testina lo si può fare anche a 500mm/s di accelerazione (semplicemente aumenta la distanza) e probabilmente per vedere le risonanze non cambia molto. Quando stampo a 10-15K però è un altra cosa. Cioè, le risonanze sono le stesse probabilmente ma le forze in gioco sono ben diverse. Non so se si può dirgli di testare le risonanze con una determinata accelerazione (non letto nulla in merito nella guida) 🤔 Però forse per le risonanze non cambia nulla. Il fatto che si muova a me non dipende dalle risonanze quindi l'input shaper è giusto che ignori la variabile accelerazione...
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
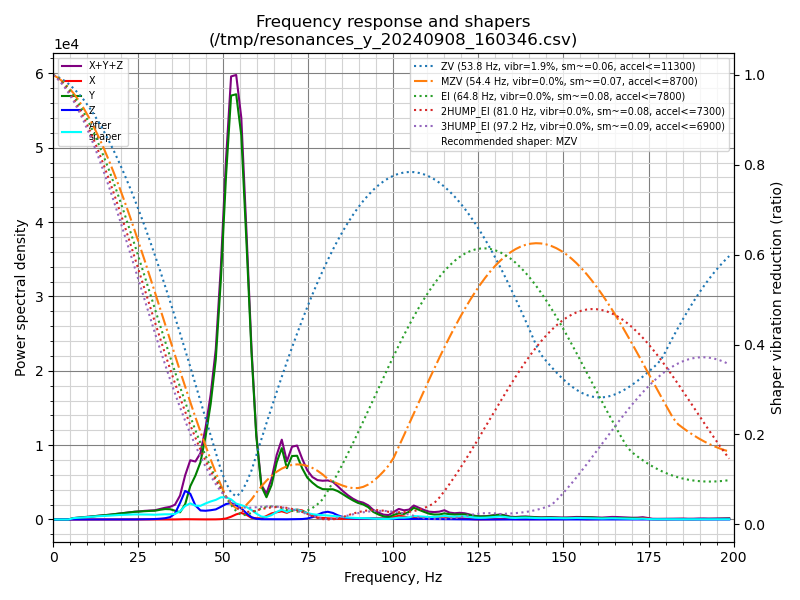
Grazie ora guardo il video, comunque ho i grafici. STAMPANTE ANCORATA AL MURO: Mi consiglia due shaper diversiper gli assi... E mi consiglia una accelerazione maggiore per Y (che è piu pesante, quindi avrei pensato il contrario) 😵
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Storia breve, non era la schedina rotta ma una impostazione errata nei file cfg 😩 Comunque ho calibrato e... [input_shaper] #*# shaper_type_x = mzv #*# shaper_freq_x = 51.2 #*# shaper_type_y = mzv #*# shaper_freq_y = 54.0 Non so se ha senso chiederlo, ma è un buon risultato ? Forse per dirlo bisognerevbbe avere il grafico ma devo ancora leggere come si ottengono. Prossimamente voglio fare i grafici della stampante attaccata al muro e staccata per vedere la differenza (che credo sarà entorme). -
Vernice da usare con l autografo "pistola"
Cubo ha pubblicato una discussione in Off-Topic in generale
Ho preso un anno fa e mai usato questa pistola per verniciare : Ora dovrei verniciare la parte sotto di un tagliaerba (che si sta arrugginendo) e pensavo di provare finalmente ad usare la pistola. Posso usare vernici bicomponenti? Mi consigliate qualche vernice in particolare? Meglio acqua o solvente? Grazie
-
Programma di slice
Cubo ha risposto a daniele.mazzocco nella discussione Software di slicing, firmware e GCode
Cosa significa? Ci sono programmi che aiutano a dividere solidi gradi e mettere degli incastri in automatico (prusa slicer mi pare e forse anche orca e bambu) -
Se prendi uno dei filamenti che si spezzano nel ptfe e provi a spezzarlo con le mano, cosa succede? In teoria dovrebbe piegarsi senza spezzarsi (se parliamo di pla plus petg o abs). Se si spezza significa che è umido probabilmente.
-
CoreXY: movimenti in travel molto rumorosi
Cubo ha risposto a dnasini nella discussione Hardware e componenti
Anch'io ho quel tipo di motori e qui avevo raccolto le mie considerazioni e prove sul rumore: Riassumento, meglio tenere stealthchop disattivato (9999) ed interpolate su false, nel mio caso almeno. Con stealthchop attivo sopra i 150mm/s pare che si stia spostando un mobile di casa con le gambe che strisciano e vibrano sul pavimento 😅 Una cosa che potresti fare senza fatica è muovere la testina "a 200mm/s" circa con la mano, da stampante ferma. Se c'è qualche impedimento o vibrazione meccanica la senti subito col tatto (ma anche con l'udito se è quello il problema). Dovrebbe essere il contrario su una corXY, nei travel diagonali gira 1 motore. Forse proprio perché è un solo motore fa più fatica e vibra prima che lungo gli assi dove si muovono due motori assieme. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
In attesa della schedina per calibrare input shaper, ho stampato questo: (altezza 410mm diametro 320-340)
-
Warping da sollevare il piatto magnetico...
Cubo ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Il modello era già separato o lo hai diviso tu? In questo caso, cosa hai usato? -
Sono tirchio (e probabilmente scemo)
Cubo ha risposto a scuotter nella discussione Nuove idee e progetti
Io sempre fatto da SD per la scheda "della stampante" mentre tutte le altre schede (ebb36 e quella per l input shaper) le ho flashato da USB (non hanno neanche la SD) Se ricordo bene da SD basta mettergli dentro il firmware.bin creato con klipper, la scheda lo flash in automatico e lo rinomina firmware.cur (per evitare di flasharlo in loop) -
Sono tirchio (e probabilmente scemo)
Cubo ha risposto a scuotter nella discussione Nuove idee e progetti
Non la prendi per il risparmio ma per la comodità di avere tutto in uno. Comunque la manta m8p la trovi a 87€ ma con 8driver inclusi oltre che al cb1, senza contare che ha anche la scheda per il can us integrata (che sono altri 10€ risparmiati se ti serve). Se prendi scheda separata + pi + 5 o 6driver + scheda canbus secondo me vai ben oltre i 100€ 🤔 Da sola la m8p viene 55€ (ma ha poco senso) https://biqu.equipment/products/manta-m4p-m8p?variant=40447029379170 -
Sono tirchio (e probabilmente scemo)
Cubo ha risposto a scuotter nella discussione Nuove idee e progetti
Si, quelle della bigtreetech. Praticente sono schede "come quelle della tua stampante" con il microcontroller e le prese per driver ecc... Ed in più hanno lo spazio per montarci il cb1 (che è dove installi klipper). Io ho la manta m8p che ha 8 driver, c'è ne sono anche da 4, 5 e forse 10. Secondo me sono molto comode perché hai tutti in uno e la documentazione non è male, io devo dire che alla fine ho trovato tutto quello che serviva per configurarle. Come dice anche Eaman se bruci qualcosa probabilmente butti tutto, infatti io ne ho buttata una (scheda drivers e cb1) per mia stupidità... Se non era tutto integrato forse il cb1 si salvava 🤔 comunque stando attenti non succede nulla (io sono andato a cercarmela lavorando sulla scheda accesa, facendo ponte per sbaglio con la pinza tra due pin con tensioni diverse 💀) -
Se ho capito bene vengono proprio da quel mondo i motori lineari. Sarei curioso di capire come funzionano (rumore, efficienza, calore) in quell'ambito comandati "direttamente" senza doverli mascherare da stepper come accade ora per farli funzionare su una stampante 3d 🤔
-
Perché non reggerebbero il peso o per altro ? Tra i vantaggi metterei anche la maggiore rigidità vista l'assenza delle cinghie. Tra gli svantaggi metterei il peso (che annulla tutto il resto): 4Kg per asse da quello che leggo. Una core XY con 4Kg sull'asse X la vedo un po' appesantita (anche se una stampante così loro l'hanno fatta ma vorrei proprio vedere come di comporta quando si accelera lungo Y a 10K magari...). Se proprio volessi provarle (e non mi passa minimamente per la testa, neanche se costassero 50 euro ciascuna) proverei una configurazione con due motori lineari su Y ed in qualche modo X con la cinghia (in qualche modo da studiare)
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Nella documentazione dicono: "It should be noted that each time a BED_MESH_CALIBRATE occurs, the current state is automatically saved to the default profile." "Previous versions of bed_mesh always loaded the profile named default on startup if it was present. This behavior has been removed in favor of allowing the user to determine when a profile is loaded. If a user wishes to load the default profile it is recommended to add BED_MESH_PROFILE LOAD=default" 🤷♂️ Nella sezione Adaptive poi non dicono altro sul fatto che si carichi in automatico. Invece pare, come mi dite giustamente anche voi, che si carichi in automatico usando adaptive. Questa è una mesh parziale che si è caricata da sola prima della stampa anche se avevo rimosso il "load default". (quando finisce devo tirare una vite 🙂 )
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Avevo letto che klipper non carica più in automatico le mesh dopo averle fatte e bisogna dargli il comando load. Forse però non vale per le adattive? Domani riprovo togliendo il LOAD e vado a vedere se e cosa mostra il grafico del letto durante la stampa dopo la mesh adattiva. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
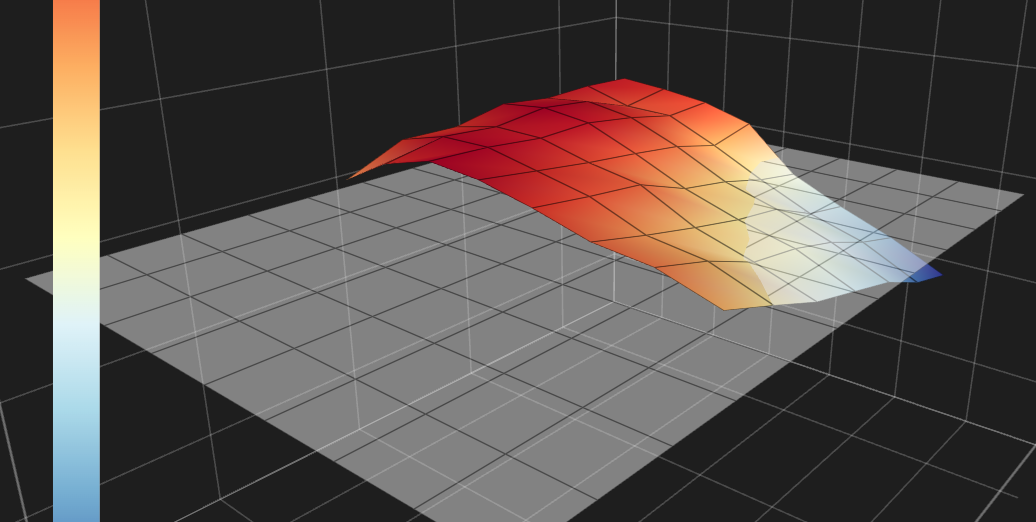
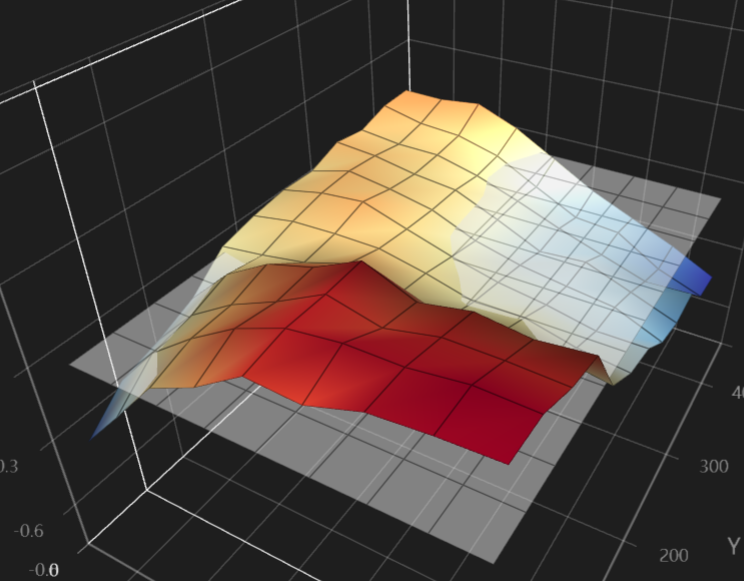
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Sto avendo risultati altalenanti con il bed_mesh. Nello START gcode ho messo: BED_MESH_CALIBRATE METHOD=automatic ADAPTIVE=1 BED_MESH_PROFILE LOAD=default Su alcune stampe funziona bene (cioè su due stampe ha funzionato bene, stampando solo sul piatto grande) ma ho appena provato a stampare un "foglio" su tutta la superficie e ho dovuto interrompere perché stampava troppo in aria da un lato e troppo schiacciato dall'altro. I miei letti appaiono così: Interessantemente stampava in aria sull aparte che si vede in rosso... quindi l'algoritmo credeva che fosse più in alto di quanto in realtà era... Cosa potrei fare per migliorare l'affidabilità ? Il range della mesh era di 0,7mm... è troppo o dovrebbe essere gestibile ? I punti della mia mesh distano circa 3,7cm... converrebbe farla più fitta ? Voi quanto fitta la fate ?
-
Sono tirchio (e probabilmente scemo)
Cubo ha risposto a scuotter nella discussione Nuove idee e progetti
Volevo scriverlo all'inizio, io prenderei un HW dedicato, per quello che costa: https://biqu.equipment/products/bigtreetech-btt-pi-v1-2?variant=40326121980002 - Ti scarichi dal github della btt l'immagine da mettere per la sd - Flashi una sd con raspberry pi imager da pc - Metti la sd, accendi ed hai klipper "pronto" che funziona (da configurare) -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ho provato a scrivere una macro, sicuramente ci saranno degli errori, c'è un modo per testarla ? Non dico nell'ambiente klipper proprio ma magari poter testare anche solo il ciclo che dalle coordinate definisce i letti attivi... Io ho Pycharm ma vedo che per usare come interprete Jinja serve la versione pro... Per caso conoscete qualche programma che lo ha gratis ? Altra cosa, banale ma non riesco a trovarla, quale è la sintassi per assegnare nello start gcode delle variabili con dei nomi ? Ad esempio dire a klipper che la variabile A vale 10. Ultima domanda, la regione di stampa "totale" (dove fa la mesh adattiva) è sempre rettangolare o può capitare che venga fuori anche "ad L" per esempio se gli oggetti sono messi in quel modo? Grazie [gcode_macro SCALDA_QUALI_LETTI] #definisce quali letti vanno scaldati gcode: # VANNO DEFINITE DA GCODE (SLICER): Xmin, Ymin, Xmax, Ymax della regione di stampa (sempre rettangolare, vero?) #imposta coordinate min/max x/y della regione di stampa {% set ANGOLI_STAMPA = {"Xmin" = Xmin, "Xmax" = Xmax, "Ymin" = Ymin, "Ymax" = Ymax} %} #crea dizionario delle coordinate min/max x/y dei tre letti (RT=retro DX=destra SX=sinistra) {% set LETTO_RT = {"Xmin": 0 - 10, "Xmax": 345 + 10, "Ymin": 150, "Ymax": 450 + 10, "nome": "RT" %} {% set LETTO_DX = {"Xmin": 0 - 10, "Xmax": 172.5, "Ymin": 0 - 10, "Ymax": 150, "nome": "DX" %} {% set LETTO_SX = {"Xmin": 172.5, "Xmax": 345 + 10, "Ymin": 0 - 10, "Ymax": 150, "nome": "SX" %} #inizializza set (vuoto) dei letti attivi {% LETTI_ATTIVI = {} %} #crea lista dei dizionari delle coordinate dei letti {% set LETTI = [LETTO_RT, LETTO_DX, LETTO_SX] %} #controlla in quali letti cadono gli angoli della regione di stampa e ne inserisce i nomi nel set LETTI_ATTIVI {% for LETTO in LETTI %} #considera un letto per volta #controlla se la X dei lati più a sinistra dell'area di stampa si allinea dento al letto (se accade allora gli spigoli di quel lato potrebbero stare nel letto) {% if ANGOLI_STAMPA.Xmin >= LETTO.Xmin and ANGOLI_STAMPA.Xmix <= LETTO.Xmax %} #controlla se la Y dei lati più "vicini" si allinea dentro al letto (se accade allora il punto davanti a dx è nel letto considerato) {% if ANGOLI_STAMPA.Ymin >= LETTO.Ymin and ANGOLI_STAMPA.Ymix <= LETTO.Ymax %} LETTI_ATTIVI.add(LETTO[nome]) #aggiunge il nome del letto al set #controlla se la Y dei lati più "lontani" si allinea dentro al letto (se accade allora il punto dietro a dx è nel letto considerato) {% elif ANGOLI_STAMPA.Ymax >= LETTO.Ymin and ANGOLI_STAMPA.Ymax <= LETTO.Ymax %} LETTI_ATTIVI.add(LETTO[nome]) #aggiunge il nome del letto al set {% endif %} {% endif %} #controlla se la X dei lati più a destra dell'area di stampa si allinea dento al letto (se accade allora gli spigoli di quel lato potrebbero stare nel letto) {% if ANGOLI_STAMPA.Xmax >= LETTO.Xmin and ANGOLI_STAMPA.Xmax <= LETTO.Xmax %} #controlla se la Y dei lati più "vicini" si allinea dentro al letto (se accade allora il punto davanti a sx è nel letto considerato) {% if ANGOLI_STAMPA.Ymin >= LETTO.Ymin and ANGOLI_STAMPA.Ymix <= LETTO.Ymax %} LETTI_ATTIVI.add(LETTO[nome]) #aggiunge il nome del letto al set #controlla se la Y dei lati più "lontani" si allinea dentro al letto (se accade allora il punto dietro a sx è nel letto considerato) {% elif ANGOLI_STAMPA.Ymax >= LETTO.Ymin and ANGOLI_STAMPA.Ymax <= LETTO.Ymax %} LETTI_ATTIVI.add(LETTO[nome]) #aggiunge il nome del letto al set {% endif %} {% endif %} {% endfor %} [gcode_macro M190] #assegna la temperatura dei comandi M190 ai letti attivi rename_existing: M190.1 gcode: {% for LETTO_ATTIVO in LETTI_ATTIVI %} {% if LETTO_ATTIVO == "RT" %} M190 S{params.BED_TEMP|default(60)|float %} {% elif LETTO_ATTIVO == "DX" %} SET_HEATER_TEMPERATURE HEATER=<letto_DX> [TARGET = params.BED_TEMP|default(60)|float %] {% elif LETTO_ATTIVO == "DX" %} SET_HEATER_TEMPERATURE HEATER=<letto_SX> [TARGET = params.BED_TEMP|default(60)|float %] {% endif %} {% endfor %}