Cubo
-
Numero contenuti
1.128 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

SG20, antagonisti per guide lineari economiche
Cubo ha risposto a eaman nella discussione Hardware e componenti
Avevo letto proprio la stessa pagina del reprap firmware. Ancora non mi è chiaro perché non si riesca a coordinare due assi con inputshaper settati diversi. Cioè: - il "primo" asse con l' inputshaper descrive una traiettoria di avanzata lungo il suo asse nel tempo - questo, in pase alla curva da percorrere, si traduce nella traiettoria di avanzata nel tempo del secondo asse - perché il secondo asse non è in grado di seguire una qualsiasi traiettoria di avanzata nel tempo ? La traiettoria di "avanzata" non è altro che un grafico spazio tempo lungo l'asse considerato, quindi perché non dovrei essere in grado di accelerare e decelerare a piacimento per descrivere qualsiasi traiettoria voglio ? Capisco che ci siano limiti di accelerazione ma da come è posto sembra essrci proprio un problema di fondo, "geometrico" quasi... O forse è solo un limite computazionale ? Mah ! Comunque mi verrebbe da pensare che: - se uno shaper può lavorare su due assi diversi con masse ed elasticità "sufficientemente simili" (entro i rapporti sopracitati) - allora due shaper settati singolarmente sugli stessi assi dovranno a loro volta essere altrettanto "simili" Quindi tra un approccio e l'altro, forse cambia solo l'aspetto teorico forse (almeno io questo sospetterei). -
SG20, antagonisti per guide lineari economiche
Cubo ha risposto a eaman nella discussione Hardware e componenti
Personalmente mi ero informato prima di scegliere tra reprap firmware (che c'è sulle duet se non erro), marlin e klipper. Uno dei limiti del reprap è che i valori di input shaping vengono inseriti uguali sia per x che per y (non si può altrimenti). Ci sono dei motivi validi per questa scelta, uno ad esempio è che con valori diversi se ricordo bene si rischia che gli assi arrivino alla fine di un segmento in tempi diversi (quindi variandone la geometria). Il problema che avevo intravisto io è che con le bed slinger sembra impossibile poter trovare dei valori intermedi che vadano bene per x (che muove l'hotend, qualche etto) ed y (che muove il piatto intero qualche kg anche)... 🤔 -
SG20, antagonisti per guide lineari economiche
Cubo ha risposto a eaman nella discussione Hardware e componenti
Il dubbio che mi viene vedendo quelle rotelle è sul come si dovrebbero stringere non avendo eccentrici... Bisogna mettersi a spostare gli "antagonisti" ? Comunque per l'asse x della mia stampante ho preso questa guida lineare economica (pagata 20 euro all'epoca, spedita amazon, 450mm) e non ha inghippi o nulla di strano apparentemente (devo ancora stampare qualcosa però)... Anzi, essendo trattata non fa neanche la ruggine. Questo per dire che anche le guide lineari economiche non sono da sottovalutare, altrimenti, senza andare su hiwin, ci sono quelle della ratrig. Tra l'altro, vedo che hanno del "B stock" (roba probabilmente restituita e/o con graffi e difetti estetici) a dei prezzacci ! Il "problema" di quello shop è che paghi la spedizione mi pare... però può valerne la pena se fai su un ordine discreto.
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Pare che l'avanzato stealthchop in realtà sia ben poco più evoluto di spreadcycle (che c'era già prima) 🤦♂️ Lascio giudicare a voi i seguenti test, andata f20000 ritorno f21000: spreadcycle (interpolate off): https://drive.google.com/file/d/1_zuu7v4_052UMC9RgGCnT3mKMWpyfLMj/view?usp=sharing spreadcycle (interpolate on): https://drive.google.com/file/d/1a2cR7Y66QQiRgvfyUM9RNHjLAoL1Gk-x/view?usp=sharing stealthchop (interpolate on): https://drive.google.com/file/d/1a7nBQYE4Z4Tds0dNJcG5I5NJs0ZW07OK/view?usp=sharing Dal vivo (ma mi pare si capisca anche nei video) il migliore è senza dubbio spreadcycle. Interpolate on è leggermente meglio di off (senza confronto diretto è impossibile notarlo). Preciso che stealthcop, da me, fino a 100mm/s (forse 150 anche, non ricordo) andava anche benino, anzi forse sotto i 50mm/s èanche più silenzioso di spreadcycle, il problema è che con l'aumentare della velocità aumenta esponenzialmente il rumore fino a raggiungere un picco sugli f20000 (poco più di 300mm/s) per poi riabbassarsi leggermente restando comunque sempre più rumoroso di spreadcycle. Ora, 300mm/s sono velocità molto elevate di stampa "con estrusione" ma per gli spostamenti direi che sono assolutamente raggiungibili, quindi lo stealthchop per me non ha molto senso (se non sulle stampante "lente" che fanno anche gli spostamenti sotto i 100mm/s). Ci sarebbe da dire che si può impostare lo stealtchop solo sotto ad una certa velocità (stealtchop_treshold) ma da quanto ho visto non funziona benissmo il passaggio tra uno e l'altro (dal rumore sembra perda quasi un paio di passi) e pure nella documentazione ufficiale di klipper consigliano di attivarlo sempre (99999) o disattivarlo sempre (io lo terrò disattivato). Ultima cosa, il sibilo dei motori fermi l'ho risolto abbassando la hold_current. In quel modo credo cambi il segnale pwm dei drivers che è quello che crea il rumore. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ho fatto una prova di "stampa" senza filo (per vedere i movimenti). Con 1,8A sui motori sono arrivato a 20K mm/s2 mentre a 30k la stampante è andata in stallo (il tutto con picchi di velocità a 300mm/s). Posso provare a salire fino a 2.5A da specifiche dei motori (gli stepper arrivano a 3A) ma aspetto di mettergli il raffreddamento attivo (ventolina con dissipatore e pad termico). Però i motori fanno un bel po' di casino... Ho abilitato stealthchop ed interpolate... I microstep stanno a 16... Cosa ho dimenticato ? Perché nel video sono silenziosissimi i motori ? 🤔 La "VZbot" monta motori da 1,8° come i miei (per non dire gli stessi). Il file di configurazione di quella stampante prevede questo per i drivers: [stepper_x] ## in M6 position step_pin: PE0 dir_pin: PG3 enable_pin: !PG4 rotation_distance: 40 microsteps: 16 full_steps_per_rotation: 200 endstop_pin: PF10 #make sure to set the correct pin here. position_endstop: 0 position_min: 0 position_max: 330 homing_speed: 50 homing_retract_dist: 0 [tmc5160 stepper_x] #spi_bus: spi3 cs_pin: PG2 #diag_pin: PA8 interpolate: false run_current: 1.9 sense_resistor: 0.033 spi_software_mosi_pin: PB5 spi_software_miso_pin: PB4 spi_software_sclk_pin: PB3 #driver_SGT: -64 # -64 is most sensitive value, 63 is least sensitive driver_TBL: 1 driver_TOFF: 3 driver_DISS2G: 1 driver_DISS2VS: 1 Praticamente a differenza mia loro mettono interpolate su false e non attivano lo stealthchop (usano quindi spreadcycle di default credo) ma dovrebbero essere entrambe cose che fanno fare più rumore 🤔 -
Sarò pessimista ma il livello di sperimentazione-innovazione della community che c'è sulla FDM non lo vedo e penso non lo vedremomai sulle altre tecnologie; troppo poco approcciabili e/o customizzabili. Secondo me non esisterà mai una "voron" delle SLS / MSLA 🙄 ma sarebbe bello se mi sbagliassi.
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ho scoperto una cosa che nessuno sa sul sensorless homing ! Praticamente si può impostare la sensibilità (da -63 a 63 ad esempio) ma a volte ho visto che non c'è un valore corretto: ad esempio con 2 non parte neanche (troppo sensibile) e a 3 sbatte contro il finecorsa troppo violentemente. Quindi uno si troverebbe fregato se non fosse che... anche la velocità di homing influisce, seppur meno ! Ergo si può usare quest'ultima come affinamento finale ed ottenere un arresto contro il finecorsa estremamente morbido. In particolare velocità più basse "alzano la sensibilità" mentre velocità più altre la "abbassano". Nell'esempio di prima ho rimesso 2, che non partiva neanche a 15m/s, ed ho aumentato la homing speed a 25m/s. Homing perfetto ora. Ps. Anche aumentare gli ampere dei motori varica questa cosa (più ampere = più sensibilità) ed infatti mi si era sballato tutto proprio perché avevo cambiato quelli, però è un paramentro che va impostato secondo altri fattori e non ha senso usare quello per gestire l'homing. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
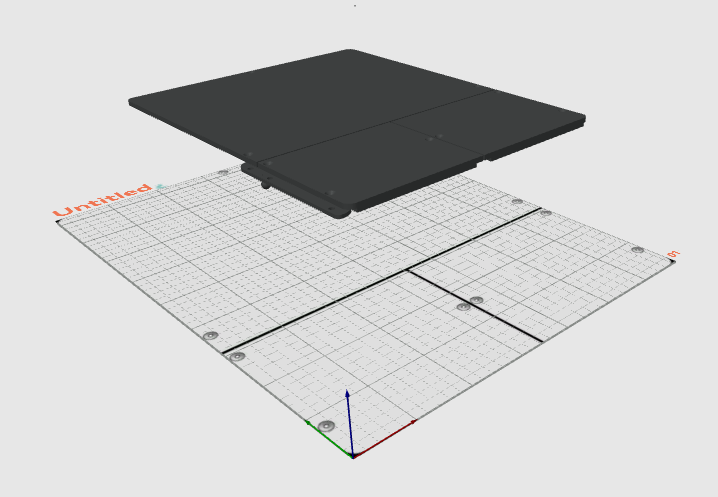
Due domande per chi conosce orca...slicer ! Ho provato a creare la mia stampante, ho caricato il png del letto senza problemi, quando però carico l'stl della forma del letto della stampante (non di modelli da stampare) me lo mette tutto in angolo come si vede qui sotto... Come faccio a metterlo giusto ? Seconda domanda: posso rimuovere la griglia di default dalla visualizzazione del letto ? (come si vede sopra, si sovrappone con l'immagine del letto e "sfarfalla")
-
La mia Ender 3 a metà stampa smette di estrudere
Cubo ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
Non credo sia quello il problema allora. Il nozzle meglio se ha un po di spazio dalla cartuccia piuttosto che stia in battuta (rischiando di non farla sull heat break). Però se si blocca il problema deve essere da quelle parti 🤔 -
La mia Ender 3 a metà stampa smette di estrudere
Cubo ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
Nella foto che hai postato sopra non mi convince tanto la parte tra il dissipatore ed il blocchetto riscaldante. La parte che si vede di rame li in mezzo dovrebbe essere interrotta e dovrebbe vedersi solo il tubicino sottile di acciaio. Forse è solo l inclinazione della foto ma sembra strano... Non è che hai avvitato troppo l heat break nella cartuccia? -
problemi precisione dimensione
Cubo ha risposto a cla68 nella discussione Problemi generici o di qualità di stampa
La compensazione fori non agisce sulle finestrelle, solo sui fori, e solo su fori "completi" quindi se ad esempio hai un tubo con un foro laterale, in quelle sezioni che intersecano il foro (dove quindi lo slicer non vede un cerchio completo) la compensazione non agisce... ed è un po' una rottura a volte perché ti trovi i fori che si aprono e chiudono. Stampare prima le pareti esterne è la cosa migliore (l'unico aspetto negativo è che peggiorano gli hoverhang). Puoi anche impostare (c'era su cura, non so da altre parti) la slicing tollerance su "exclusive", altrimenti le pareti esterne te le mette centrate sulla linea di confine tra "vuoto" e "modello" (con nozzle 0,4 il modello sporgerà 0,2 per lato, quindi le finestrelle vengono di default 0,4 più piccole). Con "exclusive" le linee esterne stanno tutte dentro la zona di confine. -
Se guardi in questo post ci sono i miei tre pad magnetici tutti "forati" col taglierino dopo averli incollati Avrei voluto provare con "l'affare che fa i buchi sulle cinture" (prima di incollarli) ma non lo trovavo. Comunque tagliare o forare i pad magnetici è una cosa molto usuale ho visto, per non dire obbligata (a meno che uno non tocchi mai le viti...). Forandoli eviti anche che le viti sporgendo creino collinette e non serve svasare troppo per far stare la testa delle viti completamente sotto il livello dell'aluminio (basta che non sporgano oltre il pad magnetico). Ps. Aspetta un attimo, lo avevi anche commentato quel post 😆
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
I 2209 ce li ho anch'io su Z e pure lui non fa il sibilo da fermo e ingaggiato. Proverò ad abbassare la hold current dei 5160... -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Si esatto, quando sono attivi e fermi. Il sibilo da me è bello forte, penso sia "colpa" dei 5160 perché con i 2209 il motore dell orbiter non fa nulla (vero che è anche più piccolo) -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Dubbio: quando i motori X e Y stanno fermi emettono un sibili, abbastanza intenso. Cosa posso cambiare nella configurazione dei drivers per ridurlo/evitarlo ? Mi verrebbe da pensare che dipenda dalla frequenza con il quale il driver modula la corrente... ma non so se si può modificare 🙄 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Funziona !! 🎉🥳 Purtroppo i 5160T vecchi avevano un pin in corto di troppo rispetto ai nuovi, quindi mi sa che li ho fritti (sto usando direttamente i nuovi). Asse X ed Y funzionano perfettamente, anche col sensorless homing. Anche letto ed estrusore si scaldano correttamente. Prima di provare a stampare mi resta solo da regolare gli assi Z... Qualcuno ha gia configurato una stampante con tre assi Z per caso ? -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Incredibile, appena una settimana è mi è arrivata la scheda di controllo! A quanto pare quelli di biqu usano la logistica Amazon ora. Mi è anche arrivato un altro tft da 7 pollici che non avevo ordinato 😆 Infine, le paperelle che arrivano adesso sono più morbide e sembrano di migliore qualità 😃
-
Sottoestrusione? materiale non apposito?
Cubo ha risposto a Fabio891 nella discussione Problemi generici o di qualità di stampa
Sembra sottoestruso, a che velocità stampi il primo layer ? Ma in pla stampi bene ? Sembra impossibile che solo il petg ti stampa così -
Sottoestrusione? materiale non apposito?
Cubo ha risposto a Fabio891 nella discussione Problemi generici o di qualità di stampa
Io il petg su pei lo stampo a 235°C di estrusore e 65°C di letto. Sul vetro sapevo che il petg può attaccarsi anche troppo fino a staccare via delle scheggie, infatti in quel caso la colla servirebbe ma per fare da mediatore tra vetro e petg e agevolare il distacco. -
Sottoestrusione? materiale non apposito?
Cubo ha risposto a Fabio891 nella discussione Problemi generici o di qualità di stampa
215 per PETG è basso. Il piatto è in pei ? Potresti anche essere troppo basso con lo zoffset (o troppo alto). -
Discussione su Klipper ufficiale
Cubo ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Eh ma con Windows ho il mouse e basta trascinare. Con Linux connesso col WiFi ho solo il prompt dei comandi (o come si chiama). Poi non avendolo mai usato, tutti quei ls sudo copy mount ecc... Sono tutti nuovi per me. Pensavo, a logica, bastasse fare "copy" e mettere due indirizzi, cosa altro potrà mai servire per copiare un file? Invece bisogna prima montare la usb non so neanche dove è poi fare copia... Boooh vabbè, son cose che se le sai sono facili, se non le sai ti tocca sbattere la testa... Io non le sapevo (e non so neanche quanto mi ricordo ora 😅) -
Discussione su Klipper ufficiale
Cubo ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Dovrei trovare qualcuno che ha la mia stessa versione di klipper e la mia stessa scheda (o stesso solo processore forse). E comunque se poi aggiorno è da rifare mi pare di capire... Faccio prima a perdere mezzora e tentare comandi a caso finché nonr iesco a metterlo su una usb come l'ultima volta 😅 La cosa migliore sarebbe aprire la sd da windows, proverò col filesystem check quando mi arriva la scheda nuova. -
Inoltre se stampi con la camera a 45-50°C il pla potrebbe sciogliersi nell'heat breack e bloccare l'estrusione. Altra cosa, se anche riesci a stamparlo, un supporto di pla che poggia sul letto a 100°C non starà mai in piedi temo (a 100° il pla è molto mollo).
-
Discussione su Klipper ufficiale
Cubo ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Domanda da niubbissimo di linux/klipper. Ma per creare il firmware.bin da flashare bisogna farlo per forza dal CB1 / Pi ? Non c'è un modo (più semplice) di farlo da pc (senza dover installare linux però) ? Altra cosa, appena creo l'immagine sulla sd del CB1 posso aprire la sd dal pc come una comune usb. Dopo aver fatto gli aggiornamenti automatici in klipper, non me la apriva più dal pc e mi diceva che bisognava formattare. Per questo sono poi diventato matto ad estrare il firmware.bin che crea klipper. E' normale che non posso più aprire la sd dal pc per vedere i file che ci sono ? Tra l'altro è una cosa necessaria all'inizio per mettere la password del wifi... -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Si, come vedi in foto sopra sono un piatto da 300x340 e due piatti da 170x150. L'idea è di usare il minor numero di piatti possibile quando stampo, se servono tutti e tre, li userò tutti e tre assieme. Sono abbastanza ottimista sul fatto che, regolando bene i piatti in altezza, il passaggio da un piatto all'altro diventi ininfluente (già adesso col dito si sente pochissimo e posso regolare meglio). Sicuramente sul fondo delle stampe si vedrà una minima linea ma non lo considero un problema. Il "vero" problema di questa disposizione è che sono misure fuori standard. Ero partito col voler fare 300x300 + due da 150x150 ma poi i pad termici non mi lasciavano spazio per attaccare le viti. Ps. Volendo potrei anche prendere un pei da 500x500 e tagliarmelo grande come l'intera superficie di stampa.