Elav_92
-
Numero contenuti
5 -
Iscritto
-
Ultima visita
Obiettivi di Elav_92
")





-
Imperfezioni generali, PETG quasi instampabile
Elav_92 ha risposto a Elav_92 nella discussione Problemi generici o di qualità di stampa
Alla fine mi hanno mandato un gcode loro da lanciare, sono riuscito a fare una prova al volo stasera e il problema degli step/mm sembra risolto, o almeno quello estruso è sostanzialmente quello che ci si aspetta, mm più/mm meno però i valori citati sono differenti da quelli che son stati modificati..se si può fare o può essere utile a qualcuno posso postarlo anche quello che mi è stato inviato. He, qua purtroppo ci si basa molto anche sulle recensioni amazon pensavo fosse pure affidabile questa marca, ma ora che ci penso, poco tempo fa acquistai dalla Jayo del PLA anche, non andava male ma a volte sembrava non estrudersi bene e sul finire della bobina ho trovato un sacco di nodi, roba da dover sempre tenere d'occhio la stampa Ora che intanto ho messo da parte il petg, fatto calibrazione Estep e una manutenzione generale, vediamo in questi giorni come va..tempo permettendo. Intanto grazie dell'aiuto -
Imperfezioni generali, PETG quasi instampabile
Elav_92 ha risposto a Elav_92 nella discussione Problemi generici o di qualità di stampa
Il chè è strano perchè è una bobina nuova questa, si tratta di PETG preso da nemmeno una settimana. Temperatura di estrusione al momento ho fatto una prova su qualche oggetto a 235°C, ma appunto avendolo da così poco e non avendo un riscontro decente a nessun livello della temp tower non ho una temperatura definitiva alla quale stampo ancora. ok, proverò anche con quello, l'unico problema forse non avendolo mai fatto pure, sarà capire come riassegnare questi valori che da quel che ho capito vengono cambiati direttamente nel firmware e dovrò attendere qualche info dai produttori, poichè l'hanno sviluppato in casa e non si tratterebbe del più comune e diffuso Marlin intanto grazie -
Imperfezioni generali, PETG quasi instampabile
Elav_92 ha risposto a Elav_92 nella discussione Problemi generici o di qualità di stampa
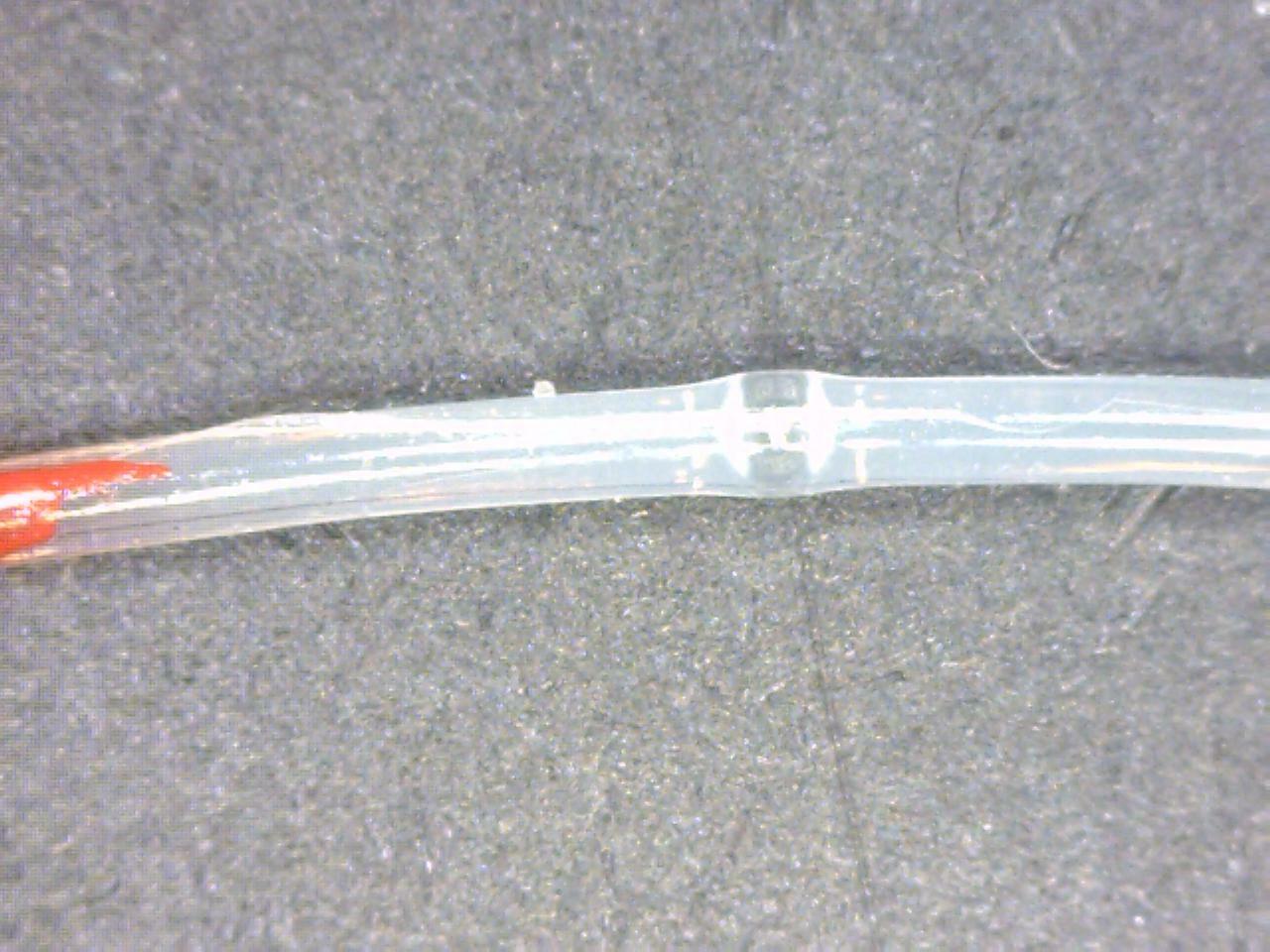
Effettivamente era forse il doppio quello che fra estrusore e piano intercorreva ora ho provato a ricalibrare e dovrebbe essere giusto Ho fatto una prova di stampa con Cura, effettivamente funziona anche se forse queste stamanti sono ottimizzate per il loro SW propietario, devo studiarmi un po' le funzioni ma alcune cose tipo il collegamento diretto alla stampante o wifi non è possibile, il gcode generato deve essere sempre salvato e poi inviato in un secondo momento tramite control panel Qidi o tramite chiavetta usb Per il resto mi sono fermato un attimo poichè sto aspettando alcune informazioni dalla Qidi ma pure soprattutto per i seguenti due fenomeni, che a mio avviso sono totalmente anomali: Durante la prova Step/mm, ho come suggerito in alcuni tutorial estruso un segmento di 150mm di filo tramite il seguente gcode: G21, G90, G92 E0, G1 E150 F200, M400 risultato invece che consumare 150mm ne percorre circa 139,5mm... Da quel che ho capito una differenza troppo estesa Altro fattore riguarda il filamento in se: non avendo molta esperienza non so quanto sia normale avere piccole bolle nell'estruso, ma trovo ve ne siano davvero parecchie, allego foto per sapere se devo prendere provvedimenti proprio col materiale anche.. Grazie
-
Imperfezioni generali, PETG quasi instampabile
Elav_92 ha risposto a Elav_92 nella discussione Problemi generici o di qualità di stampa
ciao grazie per la risposta, lo sportello lo lascio aperto, come la chiusura superiore e le 2 laterali, retrazione sulle torri non avevo toccato nulla e lasciato a 1,5 mm (dist.) 30 mm/s (vel.) in un altra prova su un oggetto avevo provato ad alzare leggermente credo 3 mm e 40mm/s, non penso ci siano stati cambiamenti. I piedini sono sostanzialmente dei distanziali in silicone da usare al posto sei sostegni originali, provati dato che le sue viti originali mi sembravano perdere leggermente la calibrazione dopo un poco di utilizzo. Oltre al classico foglietto sotto l'estrusore esistono altri metodi di verifica? Test step\mm e test del flusso, devo dire di non aver mai provato a farli, in questi giorni provo...se c'è qualche appunto/dritta a riguardo sempre ben accetto Riguardo Cura ci dovrebbe essere un modo di utilizzarlo aggiungendo in impostazioni macchina, farò una prova con quello anche nel caso e farò sapere. Questo e tutto per il momento lascio un paio di prove in PLA https://drive.google.com/file/d/1yUonLae_c3KHVDjCzEQZ_oiqsqqW3rtc/view?usp=sharing (temp tower) https://drive.google.com/file/d/15By8D1_iT4xFwJBP3lb1dpph-gearRhG/view?usp=sharing https://drive.google.com/file/d/1ABvwzzQkqyxluKeQaGqqrlBbc3bgHO7d/view?usp=sharing https://drive.google.com/file/d/1LL0EqoMuVLNc2c-HxaFTNOm_DQ5S5yE1/view?usp=sharing (cubo 20mm) per i box seguenti ho fatto varie stampe poichè non manteneva costanza negli strati o comunque la resa finale non era soddisfacente, dovevano comparire delle scritte ad incasso sopra ma non venivano leggibili https://drive.google.com/file/d/1uhpbNiMTJcpHAzt60GRQpCHK0CpfH-FD/view?usp=sharing https://drive.google.com/file/d/12e5vO2_p1YwSeajIn_SgvmUL-F9wq6YN/view?usp=sharing https://drive.google.com/file/d/1RZXxK02DD5qPJiJVPIPW-QDjcPolJb3M/view?usp=sharing -
Imperfezioni generali, PETG quasi instampabile
Elav_92 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti, sono possessore da diverso tempo di una Qidi X-Plus, stampante che per vari motivi non sono ancora riuscito ad utilizzare in maniera abbastanza esaustiva da superare la fase neofita, anche se un paio kg di PLA sono riuscito a farli fuori..tralasciando premesse più lunghe questa stampante mi ha sempre dato l'impressione di non stampare come dovrebbe; inizialmente mi sono rivolto alla loro assistenza che sinceramente devo dire non abbia risolto molto, i problemi presentati riguardavano tolleranze forse un po' troppo abbondanti, mancanza di uniformità delle stampe, sbavature random in certi punti e un piatto che pareva non volersi mai livellare (qualcosa forse ho migliorato con piedini in gomma), mi è stato inviato anche un firmware recente per provare.. Ora, avendo raggiunto una qualità forse accettabile con pla (farò magari un post dedicato), ho voluto provare anche con del PETG, risultato: stampe granulose, piccole sbavature qua e là e molte ragnatele, pure a qualsiasi livello della temp tower che ho fatto di test, come se non ci fosse un settaggio ideale, a parte un leggero miglioramento nella seconda dove credo di aver cambiato solamente temperatura piatto e altezza dello strato da 0.12 a 0.14, gli scaglioni di temperatura partivano sempre da 220 a 260 max...nella torre in pla nonostante le imperfezioni il risultato era migliore decisamente Allego qualche foto esplicativa, sperando che qualcuno riesca ad aiutarmi ad indirizzarmi sui paramentri da sistemare per questo petg e magari ad aumentare la qualità generale su questa macchina. Scusate il post un po' lungo ed eventuali dettagli mancanti Slicer: sw propietario Qidi (cura sostanzialmente) Filamento: petg Jayo Grazie https://drive.google.com/file/d/12avGiNF8mf7gS5MUw60KuXN5zXbTHztv/view?usp=sharing (seconda prova) https://drive.google.com/file/d/1BVbv8D24tYRbz5zbyBaMUZXNG9EzYt9F/view?usp=sharing (prima prova) https://drive.google.com/file/d/1x0n7zkWtMoNGgSj5x4r9SIicNt31WQ1L/view?usp=sharing