dziobu
-
Numero contenuti
357 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dziobu
-
Infine, c'è qualcosa di innovativo e interessante: https://www.bondtech.se/indx-by-bondtech/
-
L'annuncio di un'altra stampante, questa volta piuttosto diversa dalle altre 😄 https://artillery3d.com/products/m1-carbon
-
Diteci con quale materiale state stampando, quali sono i parametri di stampa (temperatura dell'hotend e del tavolo), magari mostrate qualche foto dei dettagli perché forse il problema è altrove.
-

quale ottimizzazione posso fare su file ctm?
dziobu ha risposto a lordbye nella discussione Problemi generici o di qualità di stampa
Per me funziona sempre 😉 Uso molto i file condivisi in questo modo e non ho problemi. Magari prova con https. https://www.thingiverse.com/thing:4359813 -
quale ottimizzazione posso fare su file ctm?
dziobu ha risposto a lordbye nella discussione Problemi generici o di qualità di stampa
hmm funziona normale... btw "Dimensione max totale: 1000 kB" - tuttavia, è un po' troppo poco al giorno d'oggi -
qualità di stampa flsun T1
dziobu ha risposto a stefanoart1975 nella discussione Problemi generici o di qualità di stampa
Non si vede molto (e non ho familiarità con il filamento), ma sembra che la temperatura di stampa sia troppo bassa. Inoltre - ci sono sporgenze qui? Non state stampando con una pendenza troppo elevata? Con questo ugello e questo strato per questo hotend, la velocità massima di stampa è di circa 270 mm/s. -
quale ottimizzazione posso fare su file ctm?
dziobu ha risposto a lordbye nella discussione Problemi generici o di qualità di stampa
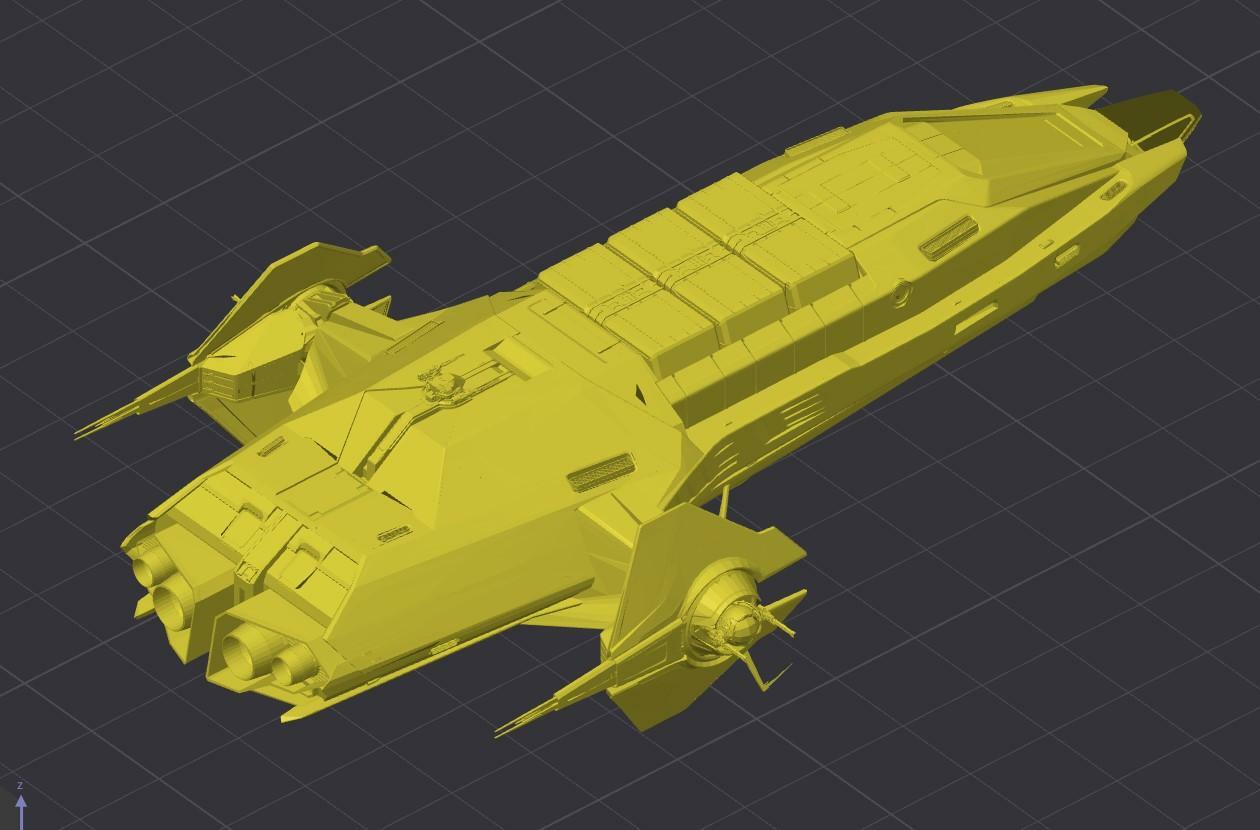
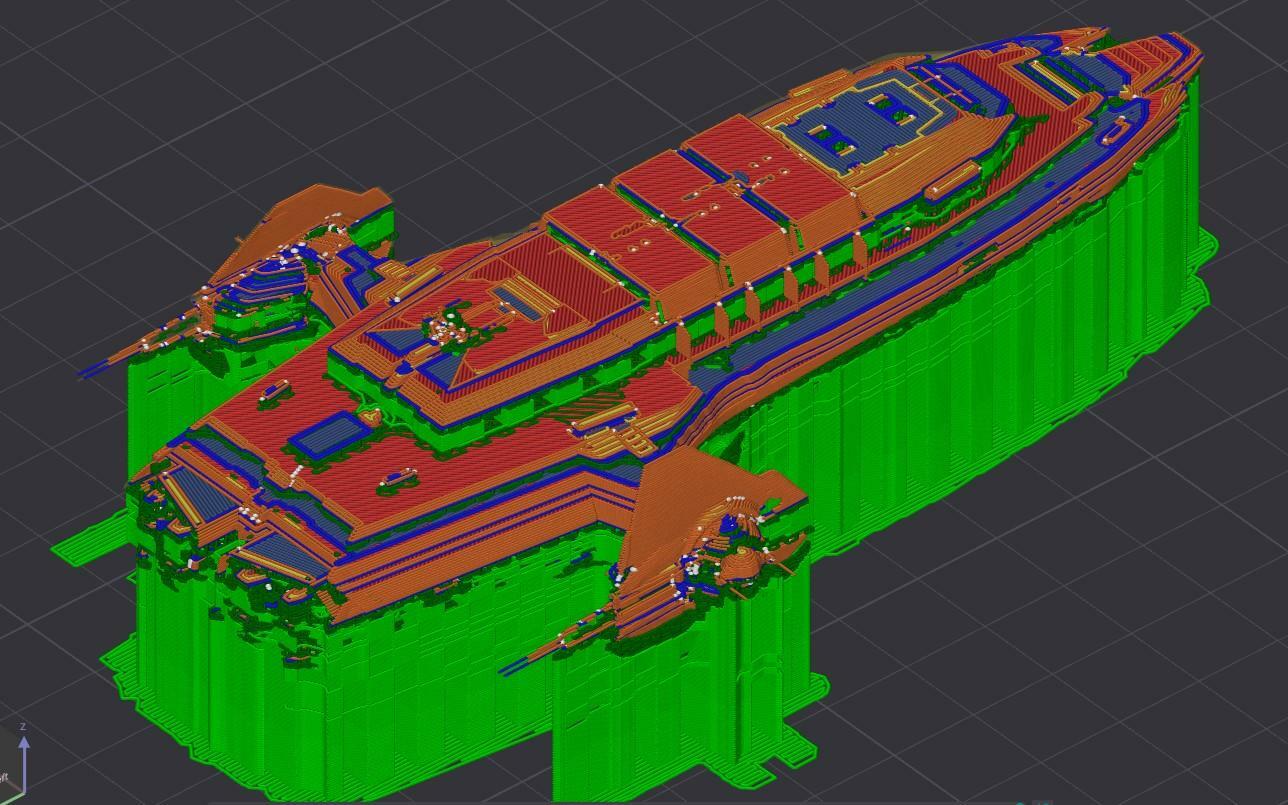
Questo è l'STL: http://xyzyk.ddns.net/inne/ANVL_carrack_holo_viewer_opt.stl.7z Come oggetto è più adatto a una stampante a resina. Tecnicamente il file non è buono. Non è adatto alla stampa. Nessuno dei riparatori che conosco ci è riuscito e a mano è molto impegnativo. (e questo non riguarda l'orientamento del modello, ma i fori in esso presenti)
-
Deformazione stampe a resina
dziobu ha risposto a Fabry_c87 nella discussione Problemi generici o di qualità di stampa
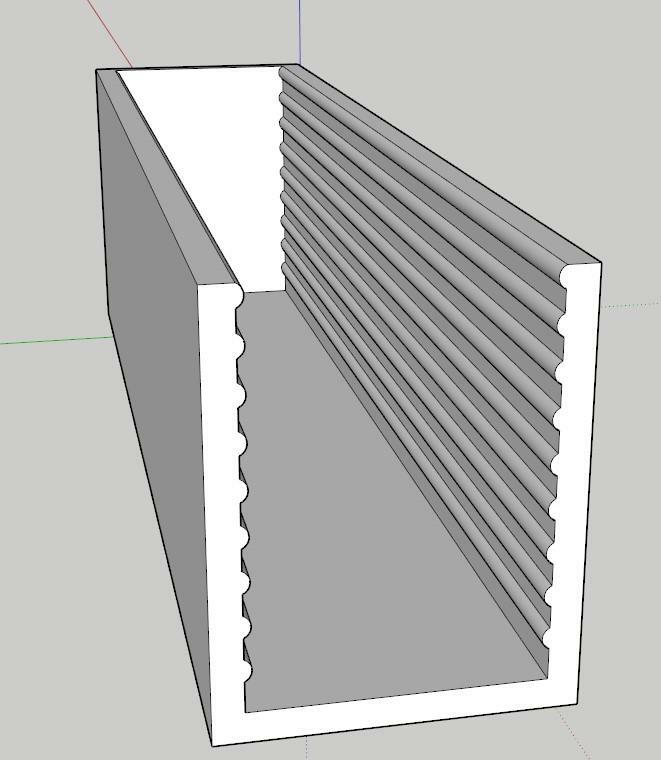
Se le pareti sono di 1,5 mm, riducetele a 1 mm e aggiungete le spline per 0,5 mm. Disegno esplicativo:
-
qualità di stampa flsun T1
dziobu ha risposto a stefanoart1975 nella discussione Problemi generici o di qualità di stampa
A me risulta che abbia cambiato l'ugello a 0,8 (lo standard della T1 è 0,4) perché se non si sposta nulla nei profili oltre all'ugello (larghezza del percorso e strato) i problemi con le stampe sono quelli descritti da lui. Ma forse io capito male. -
qualità di stampa flsun T1
dziobu ha risposto a stefanoart1975 nella discussione Problemi generici o di qualità di stampa
La stampa è troppo veloce. Temperatura dell'hotend troppo bassa per la velocità indicata. Questo è un derivato del punto 1. Senza foto si può solo tirare a indovinare, ma sembra un problema di calibrazione. Dopo aver cambiato l'ugello, la stampa deve comunque essere calibrata. Cambiano le velocità (qui il vantaggio della stampa volumetrica rispetto alla stampa normale) e le temperature, la retrazione sarà diversa, ecc. -
Raccordo benzina
dziobu ha risposto a PaoloB nella discussione Problemi generici o di qualità di stampa
Il PLA non è adatto all'uso automobilistico: si sbriciola a causa delle vibrazioni o si ammorbidisce in estate. Il TPU va bene. Ma se ne avete la possibilità, usate qualcosa di meglio: TPE, PPS, PA, PC o PP. -
Aiuto, spiegazione.
dziobu ha risposto a krios nella discussione Problemi generici o di qualità di stampa
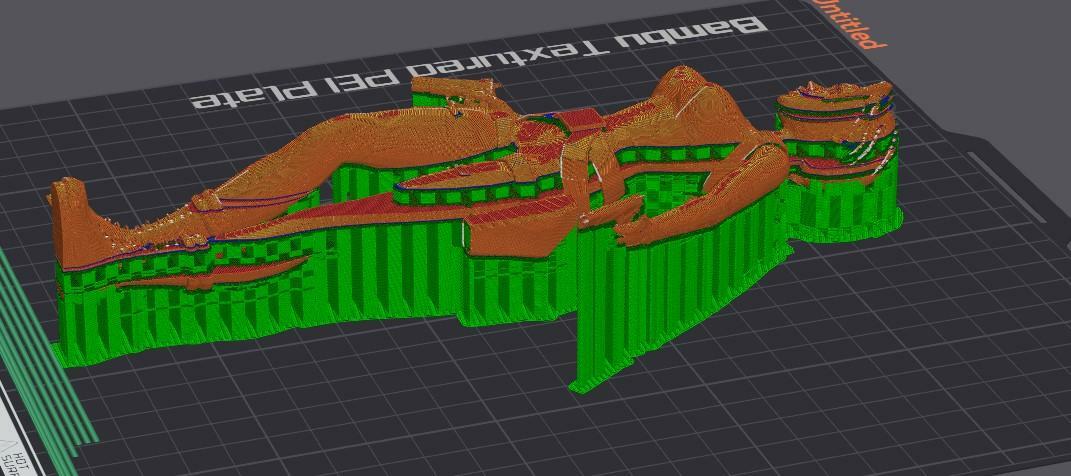
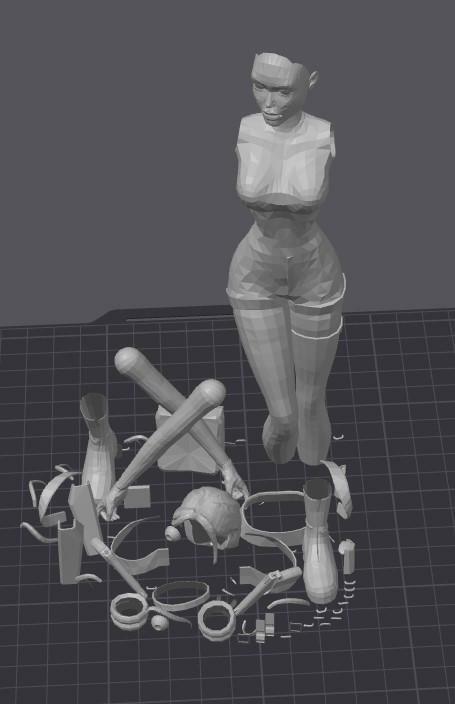
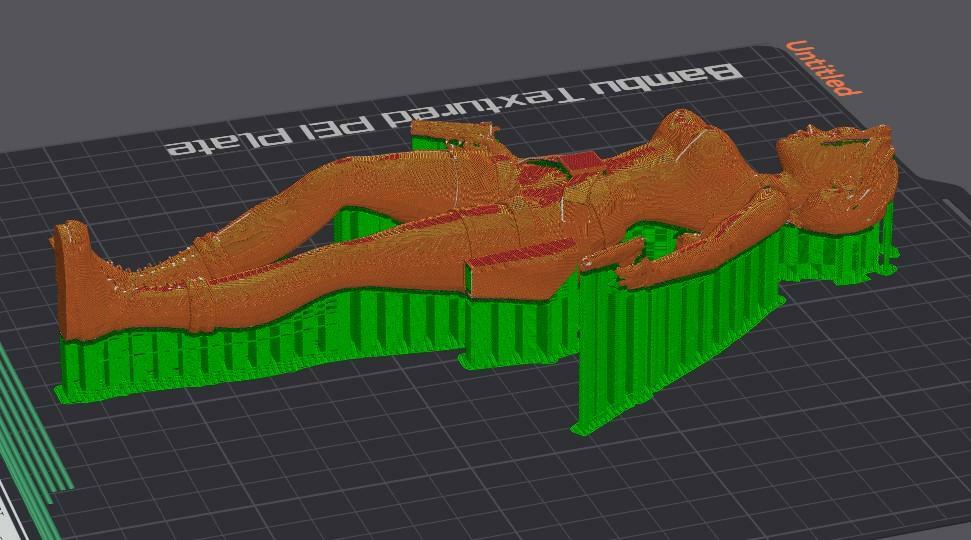
Avete visto come appare l'anteprima di stampa in slicer? È qualcosa di simile: Perché il modello, come molti altri modelli di questo tipo, non è tecnicamente un oggetto chiuso corretto, ma solo un insieme di pareti libere nello spazio. Quando è dispiegato, si presenta così: Nel frattempo, il modello corretto dovrebbe avere questo aspetto: Ecco il file riparato: TR1_Remastered_Lara_OK.stl.rar Considerate la possibilità di stampare la figura in verticale. Verrebbe fuori una figura molto più bella.
-
bambu lab a1 mini la fine o l inizio?
dziobu ha risposto a jagger75 nella discussione Notizie sulla stampa 3D
La soglia di ingresso è cambiata e questo è quanto. Non è più necessario un armadio di strumenti per accendere l'hardware e ore di forum per configurare e compilare il firmware. Lo si compra e lo si usa, proprio come un ferro da stiro. Ma non è che non ci siano problemi. Ci sono, solo che sono molto più lontani. -
La questione di fondo - stampa con due materiali a temperature significativamente diverse + stampa molto più veloce ed economica con due materiali (classico - principale + supporti).
-
Peoblemi di colorazione con Bambù Studio
dziobu ha risposto a Gabriele Maseroli nella discussione Software di slicing, firmware e GCode
Non si tratta di un oggetto corretto, ma piuttosto di un composto di molti. (Fine della lista:) Non è una struttura perfettamente riparata, ma tecnicamente è coerente. L'ho fatto perché non volevo colorare a mano. Normalmente queste cose si fanno creando modificatori dedicati insieme al progetto. edit. Per essere chiari: in questo caso particolare, riparare il modello non è servito a molto 😛 Si trattava principalmente delle impostazioni.
-
Per questo motivo, il laser dovrebbe essere inserito in un involucro sigillato, come tutti i laser di buona qualità. E naturalmente deve essere presente un estrattore. Una caratteristica interessante che finora è stata data solo nelle pubblicità è la collaborazione con uno scanner per il posizionamento del materiale da tagliare. Non si tratta più di uno stupido cambio di testa, ma di una sorta di sistema globale. Almeno in teoria, perché non so come funziona. E l'idea stessa di utilizzare una stampante come laser (o plotter, cnc, estrusore di cioccolato/porcellana... io ce l'ho :P) non è nuova. Questo ha alcuni vantaggi minori, ma per me ha più svantaggi. In questo caso è interessante perché è possibile acquistare una stampante anche senza. Ma potrebbe valere la pena di aspettare a dare un giudizio finché la stampante non sarà nelle mani degli utenti comuni.
-
Peoblemi di colorazione con Bambù Studio
dziobu ha risposto a Gabriele Maseroli nella discussione Software di slicing, firmware e GCode
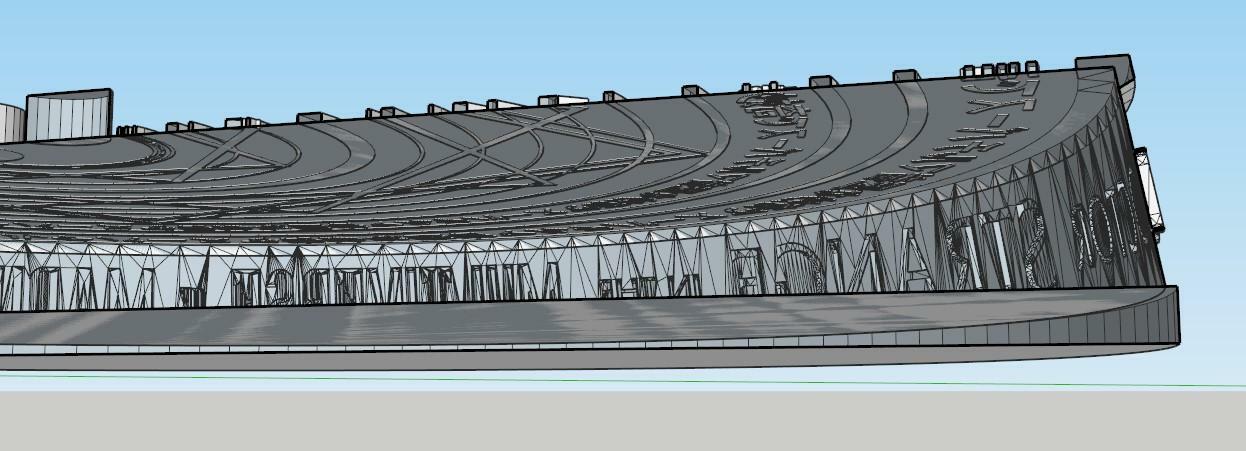
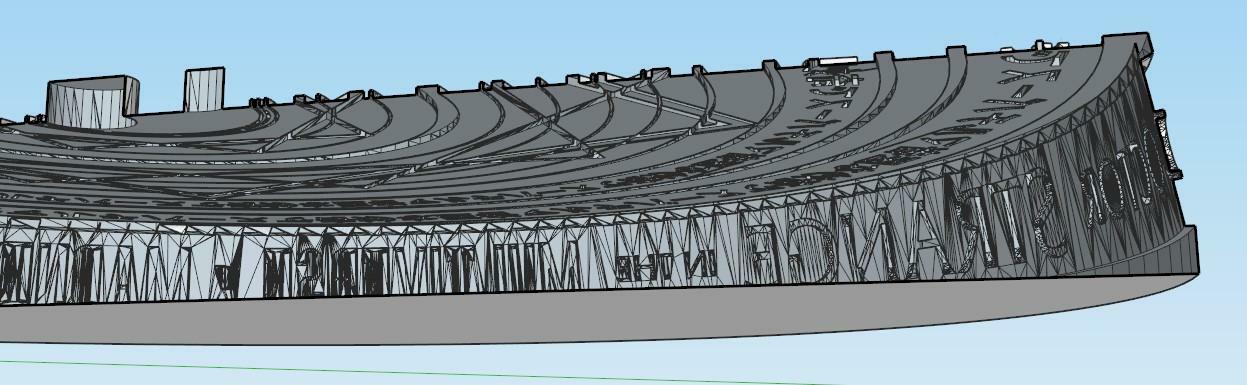
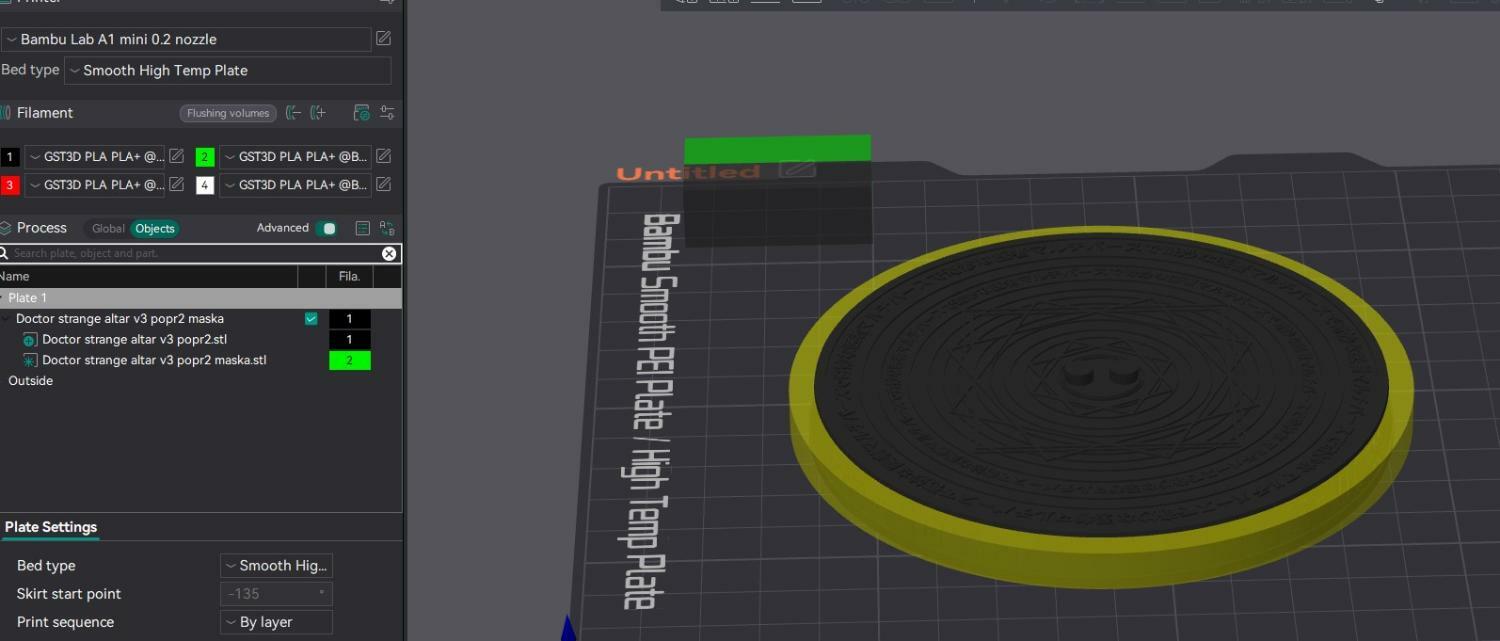
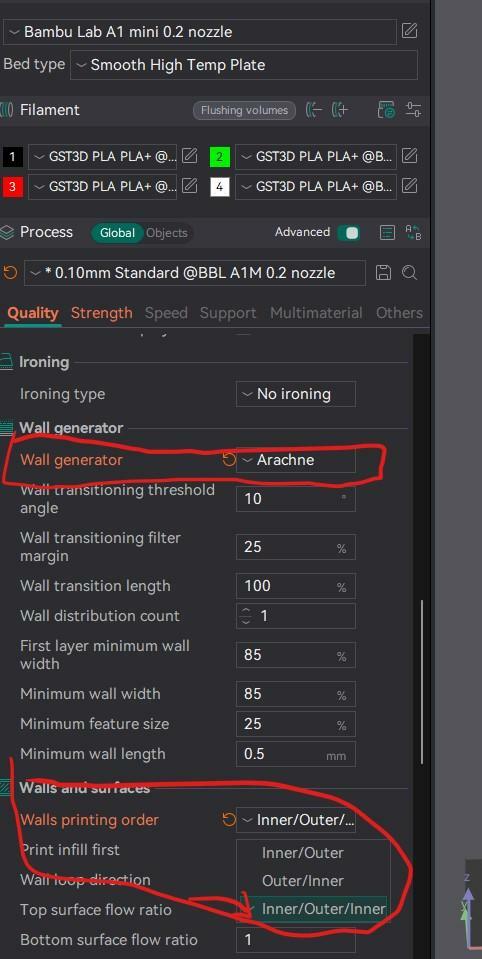
Il design è tragico. L'ho migliorato un po'; non è ancora perfetto, ma credo sia molto meglio. (Non posso allegare file più grandi) Bambu/Orca Studio nei è in grado di gestire la colorazione; la maschera funziona meglio. Disegno e maschera per il colore dell'iscrizione: http://xyzyk.ddns.net/inne/stl_and_mask.rar Include anche Arachne e l'ordine corretto di stampa dei contorni: Ecco come appare il vostro profilo: Progettare con il proprio profilo: http://xyzyk.ddns.net/inne/Doctor_strange_altar_v3_popr.3mf.rar
-
https://eu.store.bambulab.com/products/h2d Ammetto che è più economico di quanto pensassi.
-
Peoblemi di colorazione con Bambù Studio
dziobu ha risposto a Gabriele Maseroli nella discussione Software di slicing, firmware e GCode
Il testo è un oggetto o un modificatore? Puoi caricare qui il file 3mf con il progetto? -
errore slicing tinkercad/prusaslicer
dziobu ha risposto a traffick nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Non so quali problemi abbiate con i vostri ponti, ma Arachne è semplicemente un modello di taglio diverso. Offre larghezze di percorso variabili, gestisce meglio le forme difficili, le costrizioni, ecc. Ma non è nemmeno la soluzione a tutti i problemi. Ecco perché è possibile avere un'anteprima nello slicer per determinare se è tutto a posto. Non ho né una stampante di questo tipo né un ugello di questo tipo. Non posso dire "magic" numeri che lavora bene. Tutte queste cose si impostano facendo delle stampe di prova. -
errore slicing tinkercad/prusaslicer
dziobu ha risposto a traffick nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Quindi gli strati non si attaccano tra loro? Beh, è una questione di calibrazione del materiale e del profilo: temperatura, flusso, velocità.... -
errore slicing tinkercad/prusaslicer
dziobu ha risposto a traffick nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
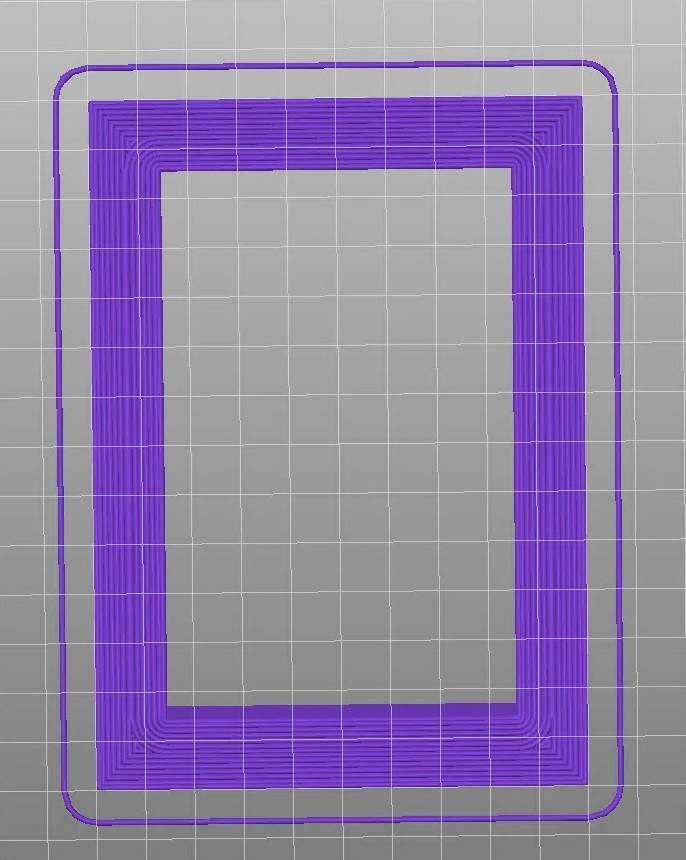
È possibile activare Arachne, quindi sarà così: Non capisco bene. Si tratta ancora di tagliare o si tratta gia di stampare?
-
errore slicing tinkercad/prusaslicer
dziobu ha risposto a traffick nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Questo è bene?
-
errore slicing tinkercad/prusaslicer
dziobu ha risposto a traffick nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
E si tratta di qualcosa nel profilo di stampa impostato. Salvare il progetto e caricare qui il file “3mf”. -
errore slicing tinkercad/prusaslicer
dziobu ha risposto a traffick nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
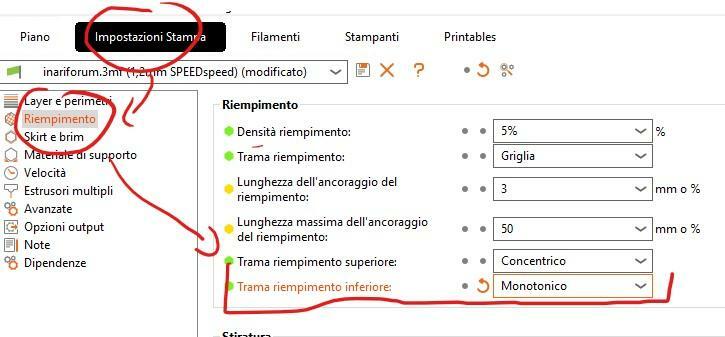
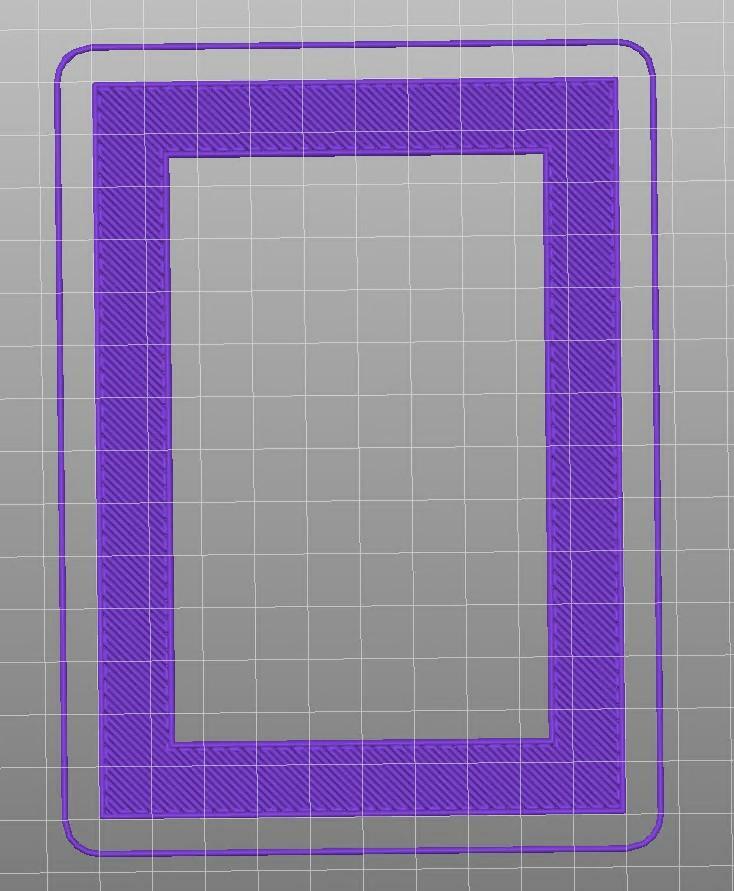
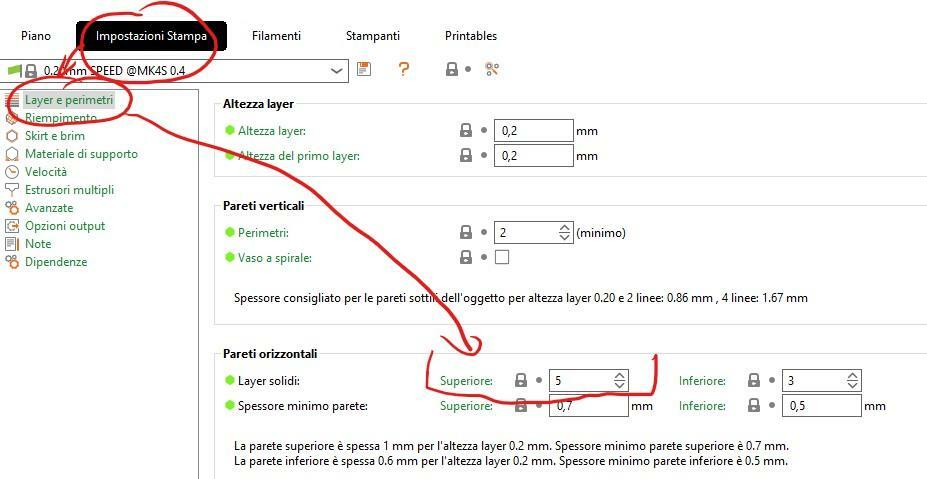
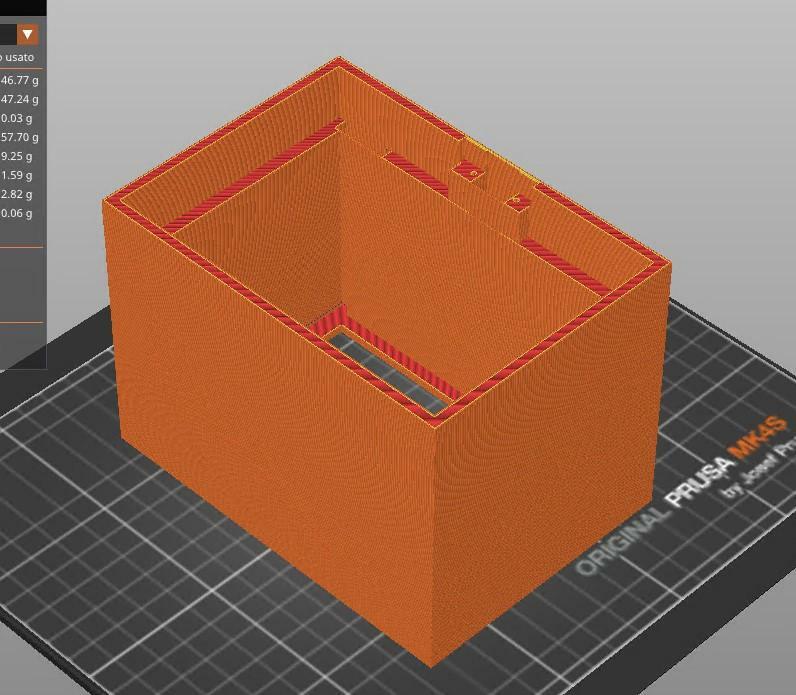
In questo caso, mancano tutti gli strati superiori. Impostazioni stampa -> Layer e perimetri -> Pareti orizzontali -> Layer solidi -> Superiore Con alcune impostazioni predefinite: