maxmod
-
Numero contenuti
10 -
Iscritto
-
Ultima visita
Obiettivi di maxmod
")





-
Confusione sulle ventole, forse cablate al contrario
maxmod ha risposto a maxmod nella discussione Problemi generici o di qualità di stampa
Grazie a tutti i vostri consigli avete salvato la stampante da una caduta libera tra la finestra e il cortile. A parte gli scherzi messo da parte un certo sconforto e soprattutto evitando di incaponirmi che il problema fosse dovuto unicamente all'estrusore (che potesse aver avuto qualche danno dal funzionamento a ventole invertite) e/o settaggi non corretti dello slicer, ieri sera ho disassemblato completamente la stampante e l'ho rimontata in quadro, il più possibile, i montanti deviano (rispetto a quelli di base) di circa 1.5 mm su 250 di altezza, ma spessorandoli con la carta o il più sottile (5 centesimi) foglio di carta di spagna peggioravo l'ortogonalità. Ho rifatto tutti gli allineamenti con gli eccentrici dei cuscinetti sia per l'asse y (estrusore) sia z, registrato perfettamente la madrevite sulle viti, ora quando alzo l'estrusore e spengo i motori, la traversa "cade" da sola verso il basso (non l'aveva mai fatto neppure da nuova). In sostanza ha ricominciato a stampare come deve: La prima prova (giocando con le temperature), settata a +5°C rispetto al valore scritto sul PLA ho stampato una superficie piatta di 20x8cm spessore 5mm perfettamente riuscita. Ho solamente notato una non perfetta (ma più che accettabile) distruzione del materiale sul primo layer della prima superficie, come se il piano fosse leggermente ondulato perché ha creato piccole zone in cui sul primo layer si intravvedono le righe, ma appunto zone quasi casuali, la prossima abbasso di qualche centesimo l'altezza dell'estrusore. Mi sono fatto coraggio e ho stampato una turbina (profili non semplicissimi per la stampa) usando il SPLA, materiale per me un poco rognosetto, soprattutto per quanto riguarda l'adesione tra un layer e il successivo e la formazione di un po' di ragnatela. Risultato: soddisfatto praticamente al 100%, cosa ne pensate? Vi inserisco il link del video girante della turbina (richiesto dal committente). Grazie ancora a tutti!!!!! -
Confusione sulle ventole, forse cablate al contrario
maxmod ha risposto a maxmod nella discussione Problemi generici o di qualità di stampa
Hai ragione @dnasini. Ricomincio da capo, vi terrò aggiornati. Grazie 1000 a tutti. -
Confusione sulle ventole, forse cablate al contrario
maxmod ha risposto a maxmod nella discussione Problemi generici o di qualità di stampa
Grazie 1000 @Heda La guida è "come eliminare il wobble". Asse x-y ho un errore di 2 decimi su 5 cm, posso provare a migliorarlo, ma non mi da problema. l'altezza ha un errore di 5 centesimi su 23 mm. La velocità è 40mm, leggendo mi pare che sia corretta. La prova su 100 mm di filo è risultata un pelo abbondante, ne ha "srotolato" 103 Proverò ancora a guardare il fissaggio delle guide. La cosa strana (per me perlomeno) che stampa molto peggio mano a mano che aumento lo spessore della parete. ho stampato 2 mm e a parte un po' di scalini è venuta decisamente meglio del pezzo da 3.5 mm (in foto) questa è la struttura. Le guide sono dei profilati avvitati e appoggiati su altri di base. Tutto ben serrato.
-
Confusione sulle ventole, forse cablate al contrario
maxmod ha risposto a maxmod nella discussione Problemi generici o di qualità di stampa
Non molto tempo fa avevo eseguito tutte le calibrazioni proposte dalle guide sul forum, erano risultate a posto. Proverò a rifarle, perché così non è possibile. Fino a poco tempo fa, usando solo il pla o pla+ non ho mai avuto problemi simili. da quando ho iniziato a usare il petg, un disastro, non stampa più bene come prima neppure il pla. E' sconfortante, veramente. Il problema più grosso è la grande deformazione che ho in altezza, visibile dalla prima foto del post precedente. Non oso pensare cosa succede se metto in stampa una struttura alta 18 cm -
Confusione sulle ventole, forse cablate al contrario
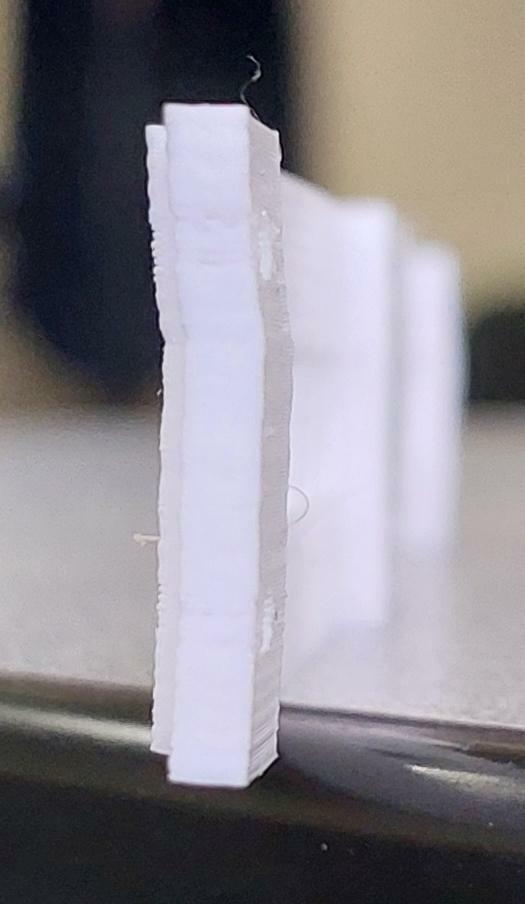
maxmod ha risposto a maxmod nella discussione Problemi generici o di qualità di stampa
Fatto alcune prove, l'estrusore non si è più intasato, però la stampa non è ancora di buona qualità. Ho stampato il PETG seguendo le temperature del produttore (verbatim), 235°C e 90°C. Spessore layer 0.15, Velocità 40mm sia stampa, sia retroazione senza hopup con 2 mm si spostamento minimo Non capisco perché la parete è venuta con evidenti segni e addirittura sulla parte superiore anche storta. I pezzi sono lunghi circa 150mm e alti 35. Vi mostro due foto, se qualcuno ha un'idea di cosa sta accadendo.
-
Confusione sulle ventole, forse cablate al contrario
maxmod ha risposto a maxmod nella discussione Problemi generici o di qualità di stampa
Grazie mille!!! Quindi da ho sempre usato la stampante con le ventole cablate al contrario. Molto bene 😒. Con il PLA non avevo riscontrato problemi, perché usavo la ventola comandata da slicer (nel mio caso la laterale) al 100%. con il SPLA o il PETG, aumentando la temperatura e diminuendo la velocità evidentemente raffreddavo poco e si intasava il tutto. Inverto gli spinotti e vi dico. Grazie mille delle risposte, è da una settimana che non ne venivo a capo. -
Confusione sulle ventole, forse cablate al contrario
maxmod ha risposto a maxmod nella discussione Problemi generici o di qualità di stampa
Grazie Heda, spiego meglio la mia situazione. La ventola montata sul retro, con l'aria convogliata sull'ugello si accende in automatico al riscaldo dell'estrusore. Quella laterale posso scegliere con lo slicer se e quando farla accendere. Ad esempio sul PLA la tengo al 100%, sul PETG al 50%, ma potrei stampare anche senza accenderla. Mi chiedevo, se il collegamento sulla scheda di queste ventole è corretto oppure il cinesino che ha assemblato l'estrusore sulla scheda di comanda ha invertito le ventole. Non sarebbe più corretto (come è il caso tuo) che la laterale che mi raffredda il corpo dell'estrusore fosse sempre accesa (o comandata dalla scheda in base alla temperatura) e comando io quella che convoglia l'aria sull'ugello? -
Confusione sulle ventole, forse cablate al contrario
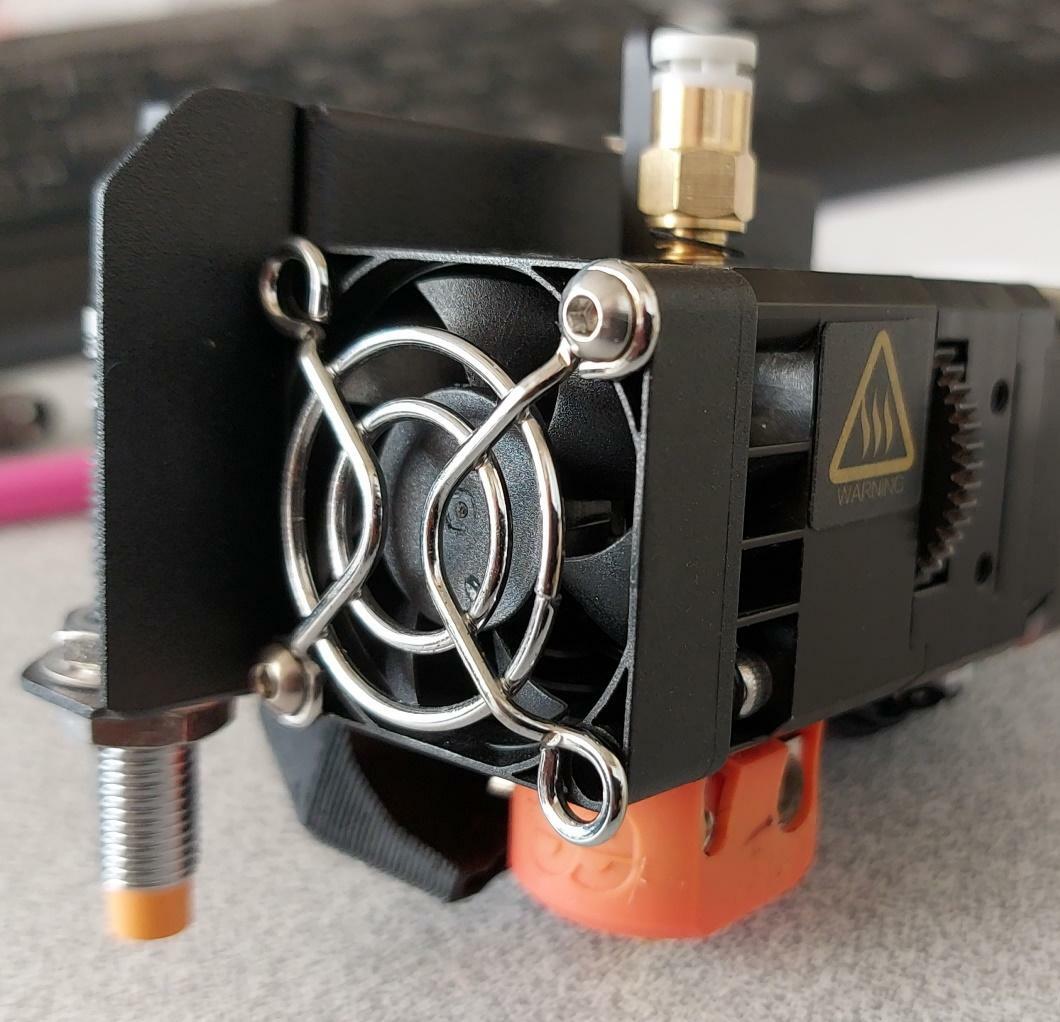
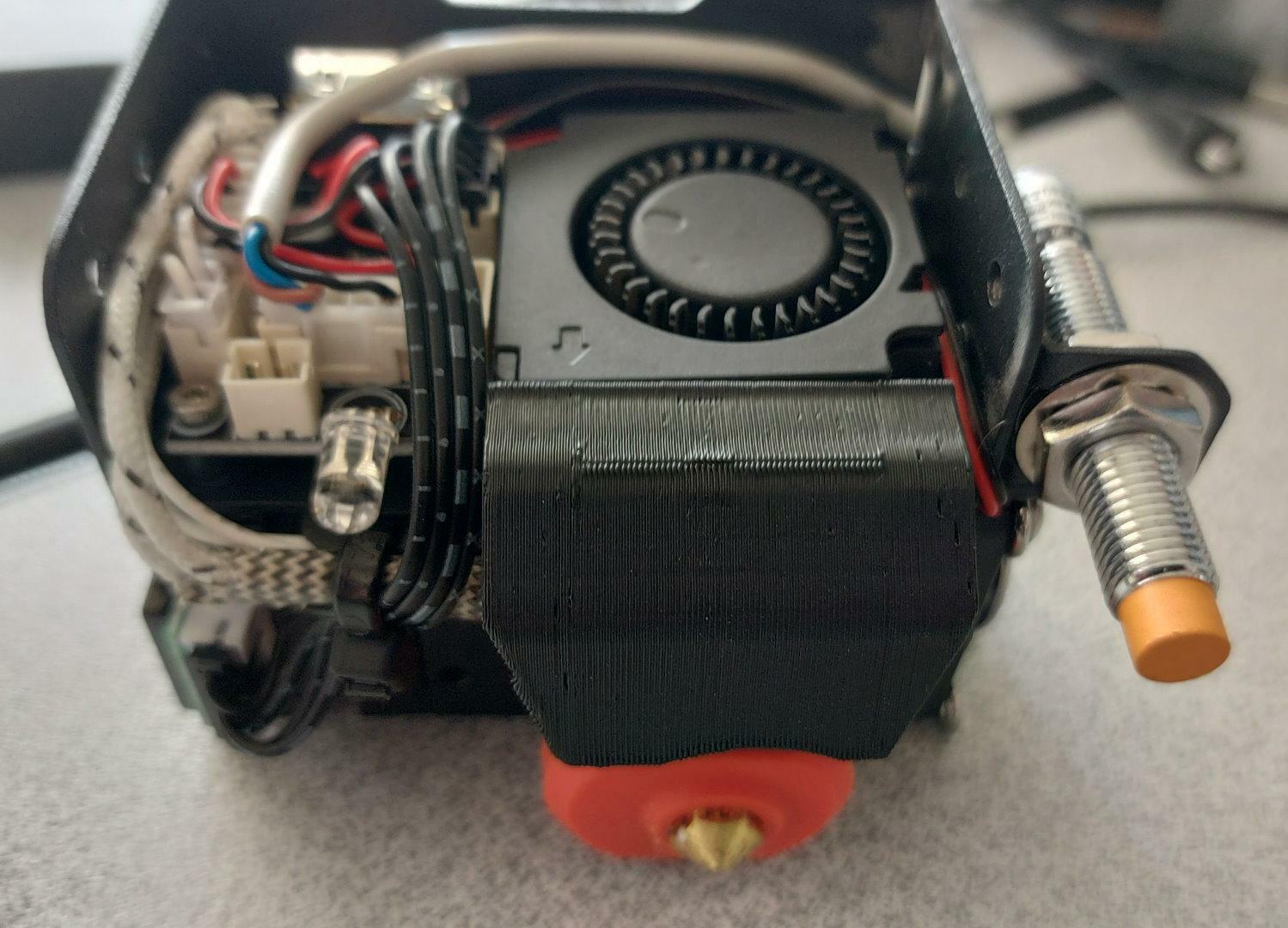
maxmod ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, scusate la domanda che potrà sembrare ovvia, vi chiedo di illuminarmi che forse ho trovato il problema per le stampe che non riesco a fare. Ho nuovamente smontato l'estrusore e qui il dubbio: ho la ventola laterale la comando da slicer, mentre quella dietro con il convogliatore stampato in 3d che flussa sotto l'ugello è sempre in funzione. E' corretto così oppure il collegamento sulla scheda è invertito (è possibile invertire le due ventole perché hanno il medesimo connettore) e dovrebbe essere sempre accesa la ventola laterale mentre controllo quella sul filamento? Ho povato a cercare alcune risposte sul hardware, ma non mi è chiaro, vi chiedo gentilmente, anche se è una domanda stupida, di aiutarmi. Grazie 1000.
-
Problemi stampe ampia superficie
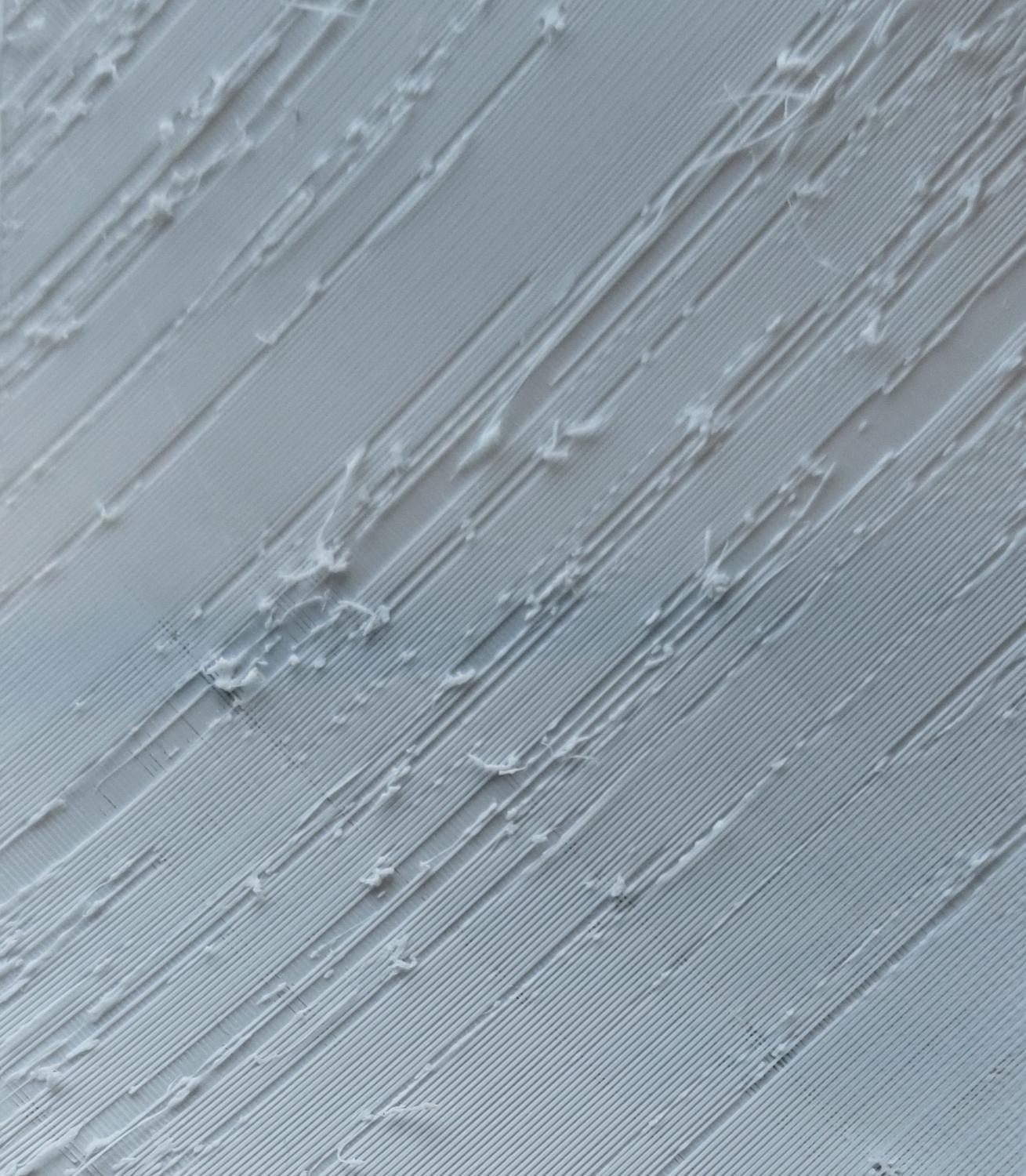
maxmod ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, ultimamente non sono più capace di stampare grandi superfici. Il primo layer mi viene bene, su quelli successivi il filo non attacca. Uso una biqu mx, stampo petg della Verbatim usando 240° dixestrusore e 90° di piatto, come indicato sul filo. Estrusore direct Anche diminuendo la velocità a 40mm non cambia nulla. Nonostante abbia stampato solo 3kg di materiale, è possibile che si sia consumato il trascinatore del filo? Tenendo in modo leggero il filo teso non carica. Di contro quando tolgo il filo per una sostituzione l'estremità del filo presenta le piccole incisioni del trascinatore. Potrebbe essere il filo umido? Ci credo poco. Ora sto stampando tutto in verticale mettendoci ovviamente mto più tempo
-
Buongiorno a tutti, è da circa un anno che uso una biqu mx, un stampante di fascia economica. Sono soddisfatto, realizzo in particolare oggetti per il modellismo rc.
-
- 1
-