DomenicoBecchio
-
Numero contenuti
44 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di DomenicoBecchio
-
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Ho iniziato, ma poi ho dovuto interrompere per cattiva adesione -
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
La temperatura è quella indicata dal costruttore del filamento 215°C ho solo alzato la temperatura del piatto da 55 a 60°C il flusso è 100% -
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
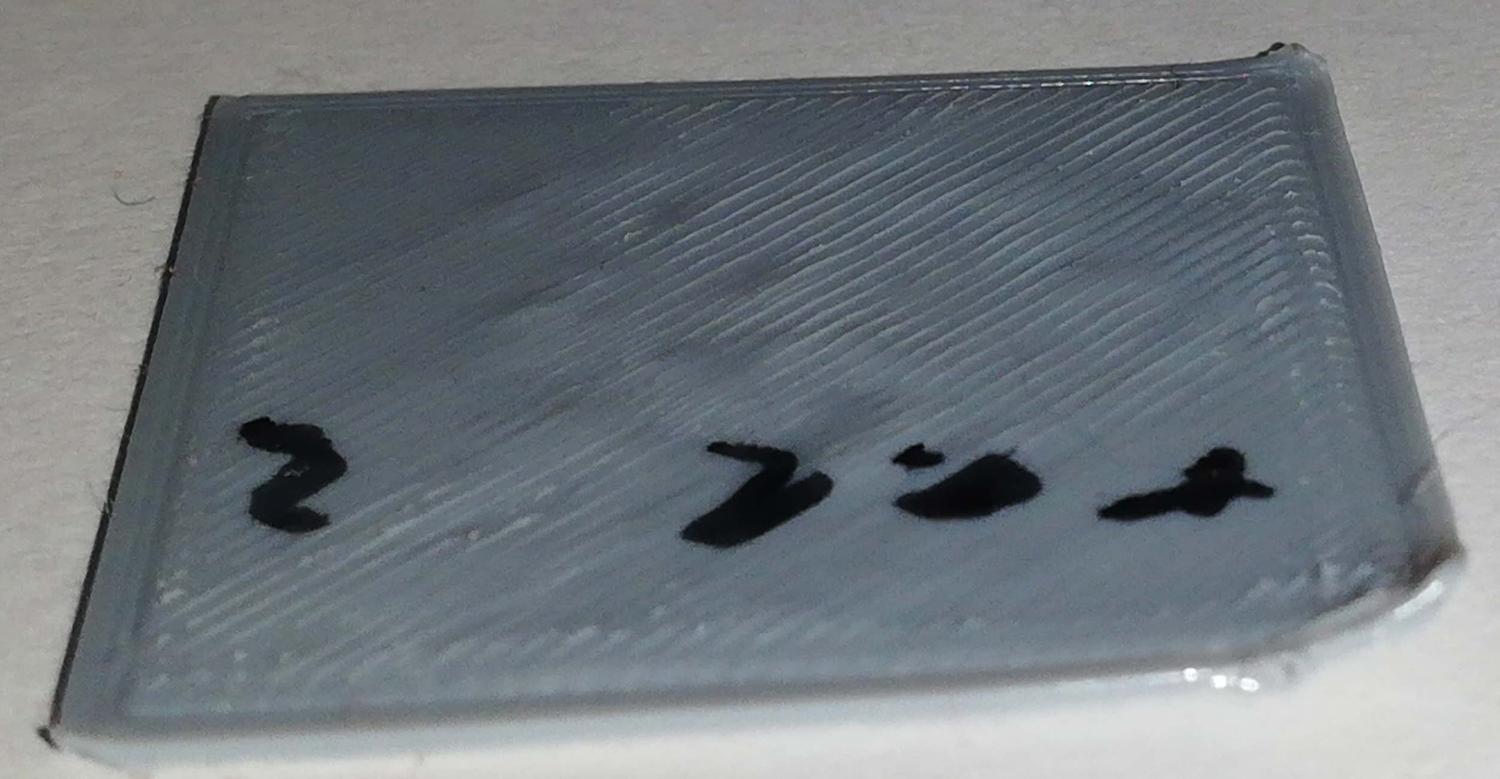
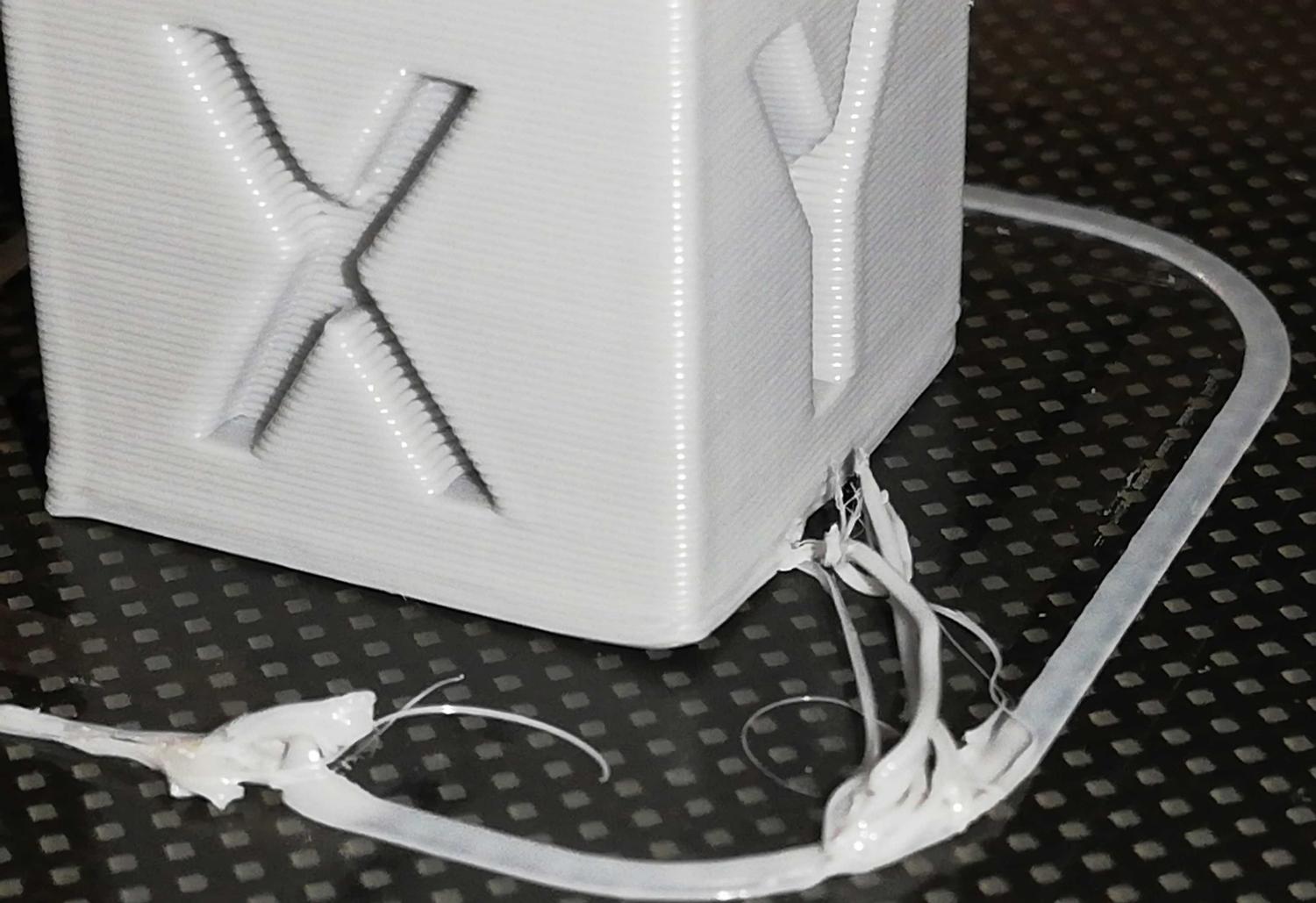
Ho fatto prima di iniziare un rilievo della temperatura del piatto impostata a 55 °C come raggiunta la temperatura la parte centrale segnava 57.9-58°C agli angoli la temperatura scende anche 44-45°C dopo qualche minuto la temperatura del piatto sui uniforma ci sono 1-2 °C di differenza. Fatto lo slicer con Cura 5.2.2 ho visto che nel gcode inserisce già le due linee laterale per la pulizia del noozle, cosa che la versione precedente non faceva Come si vede dalle immagini lo skirt comunque presenta sempre quello sbuffo di filamento iniziale, durante un test lo sbuffo e finito sul corpo principale facendo fallire l'adesione del quadrato, io non posso sempre controllare ed allontanare lo sbuffo per evitare che vada a fare danni. Quando stampa il primo strato sembra che si formino all'interno delle catene montuose, simili a quelle carte geografiche tridimensionali. -
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
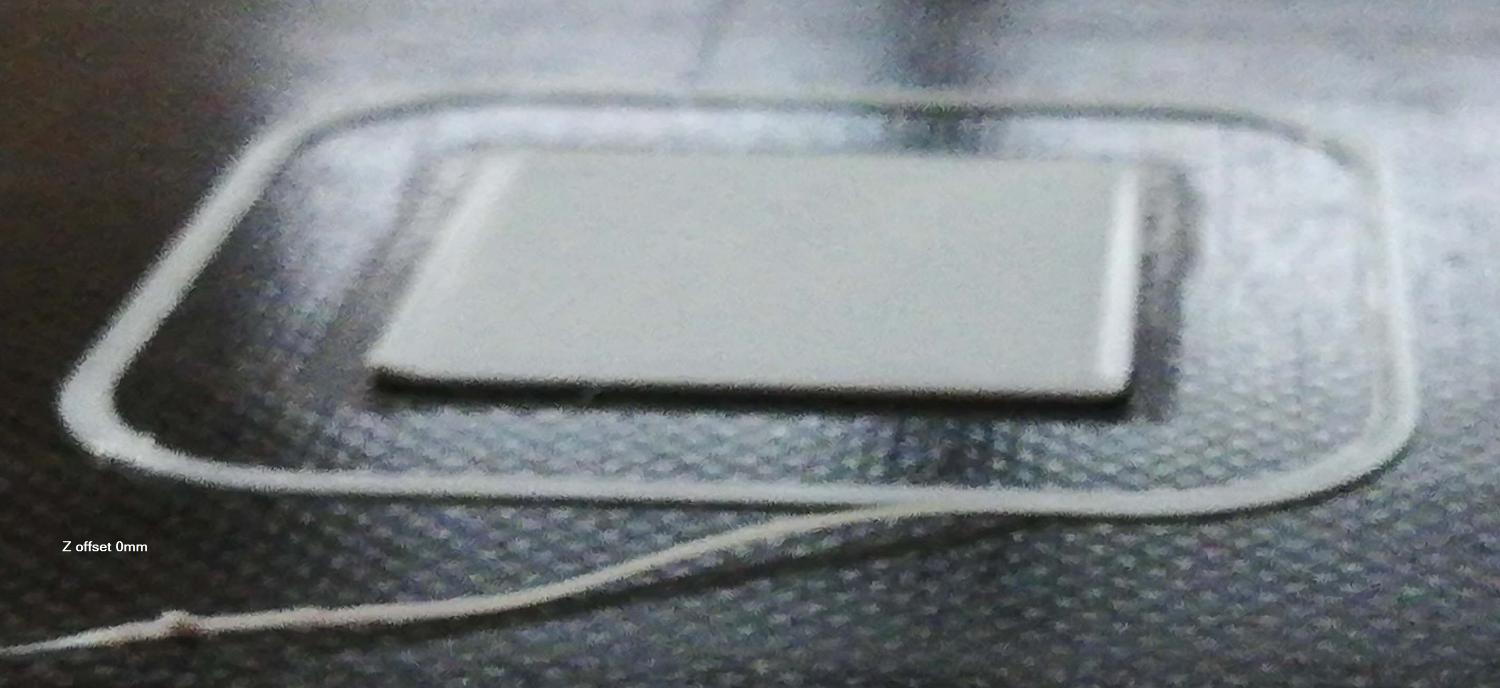
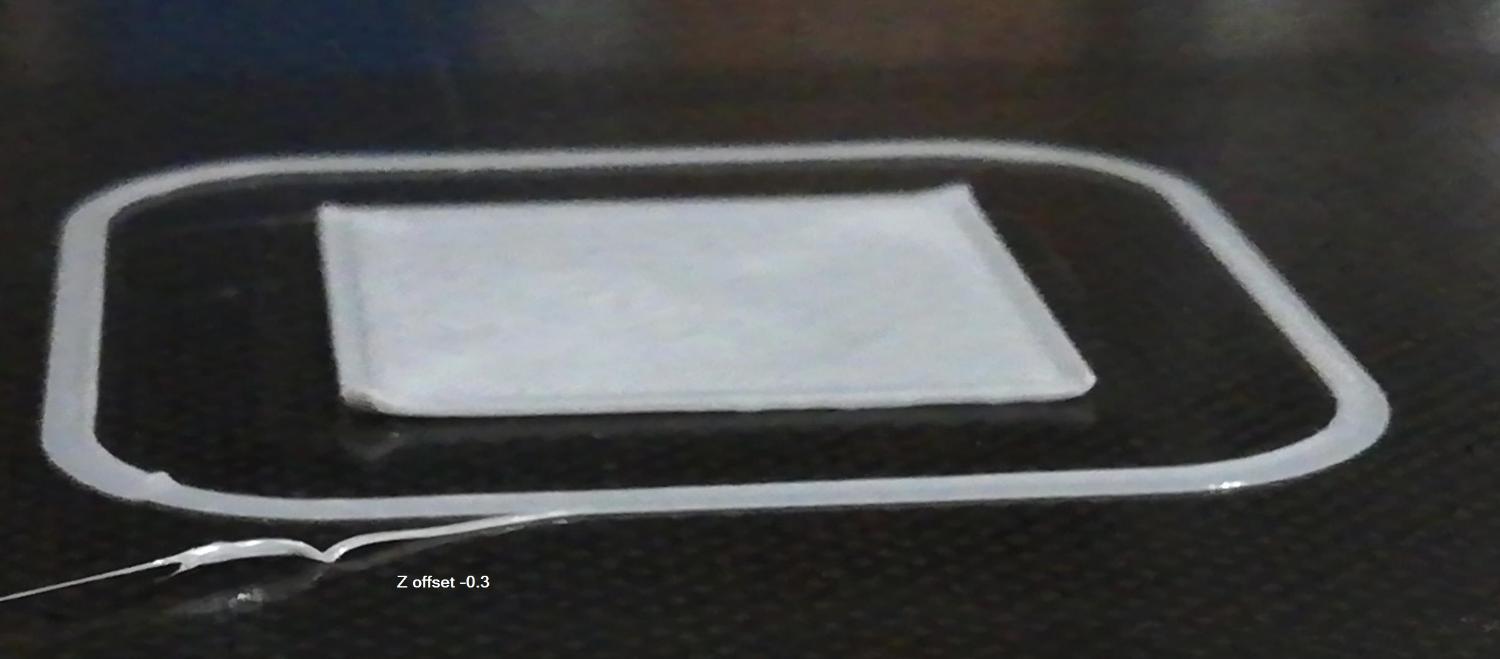
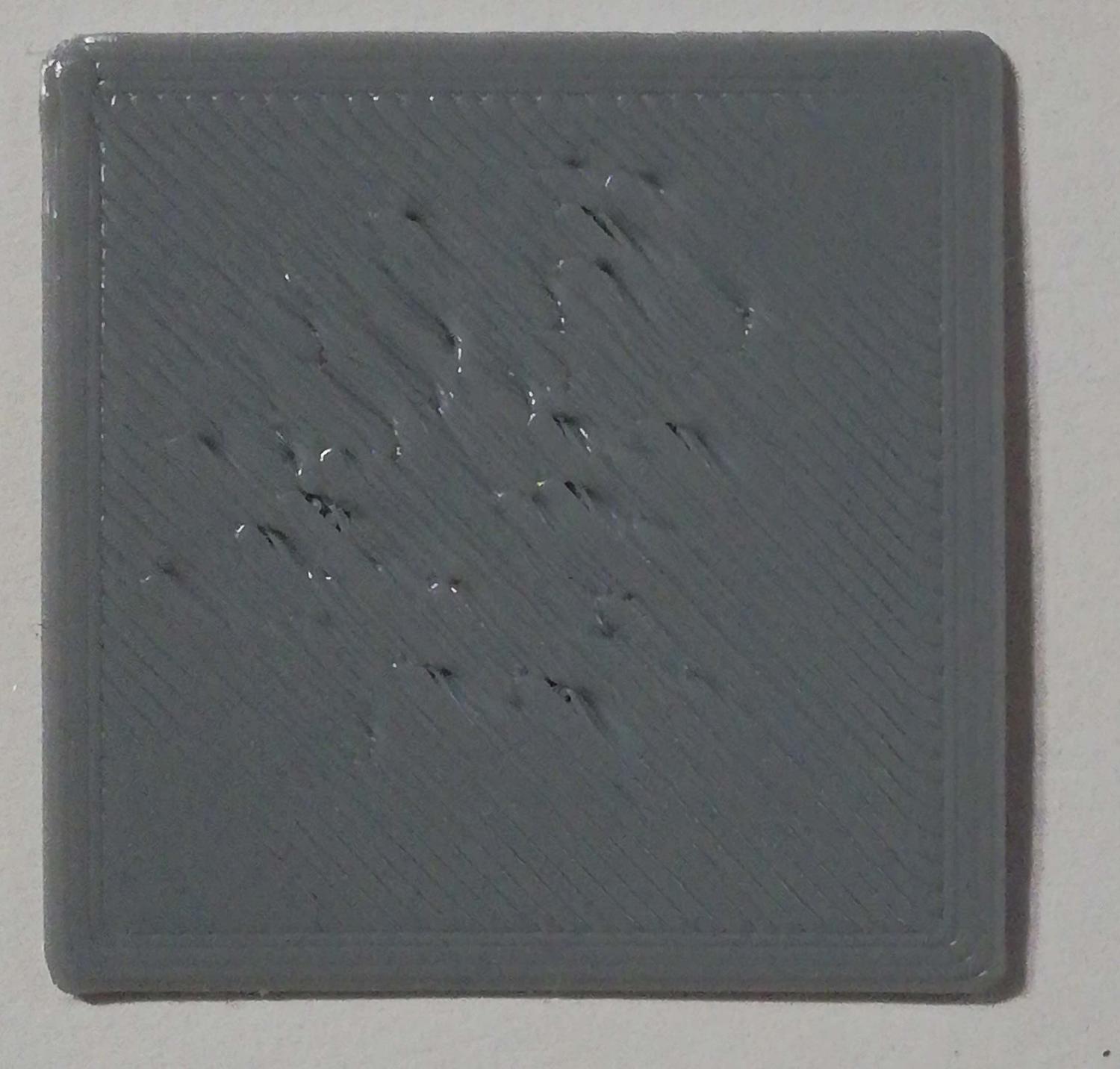
Ciao mattina a fare stampe del quadrato spessore 0,6 Z-offset= 0 come da auto livellamento Faccia Superiore Faccia Inferiore Z-offset -0.3 Faccia Inferiore Faccia Superiore Z-offset +0.1 Faccia Superiore Faccia inferiore z-offset -0.1 Faccia Superiore Faccia Inferiore
-
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
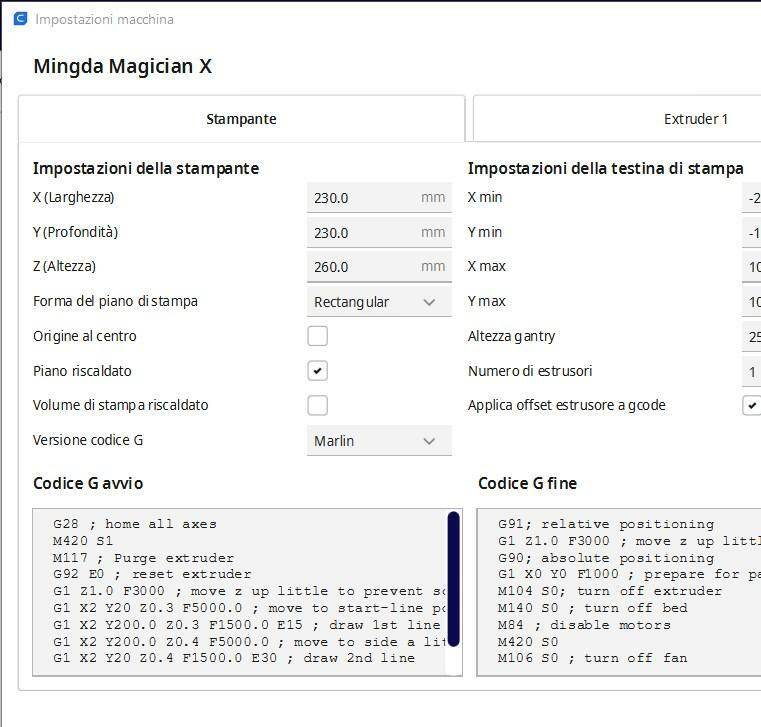
Ciao, volevo chiederti una cosa, ho provato ad installare Cura 5.2.2, ho scoperto che tra l'altro è presente anche la stampante che uso io la Mingda Magician X, ho selezionato la stampante e viene visualizzata questa finestra: Francamente erano presenti anche nella versione più vecchia, cosa sono i codice G avvio e Fine, devo tenerne conto?
-
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Penso anche io che non dipenda dall'unica regolazione fatta. Purtoppo oggi niente prove , le farò domattina il quadrato e gia presente nel mio archivio. -
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Mi sono cadute le braccia ho provato 2 stampe...........
-
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Questa mattina ho fatto la prova utilizzando Pronterface, dopo comado M503 ho trovato : echo:; Steps per unit: echo: M92 X80.00 Y80.00 Z800.00 E400.00 Ho provato ad estrudere 200mm con hotend a 200°C alla fine ha estruso 192mm dovrebbe essere un errore del 5%. Ho utilizzato quanto trovato in rete (Valore teorico/Valore Misurato)*(E stepOriginale) (200mm/192mm)*400 ---> 416,66 valore da inserire in eeprom Se ti sembra corretto provvedo ad inserirli -
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
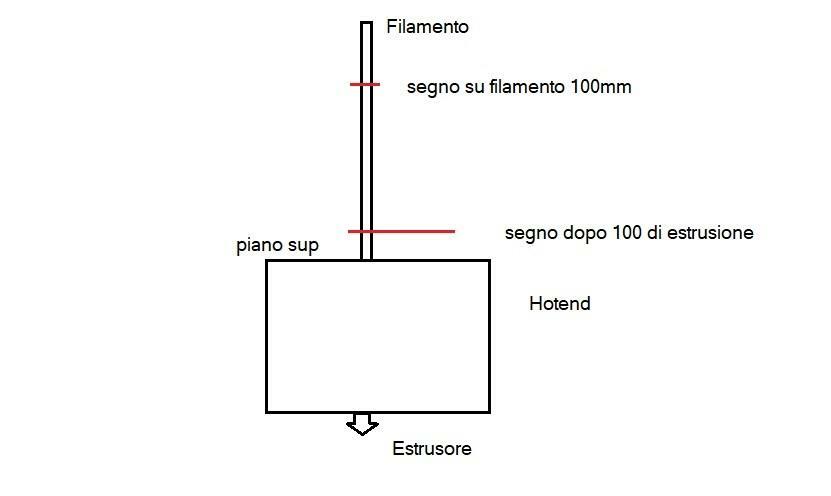
Sono contento che ho capito il principio, io ho un direct-Drive, va bene per la misura di 200mm, è giusto se io segno la quota a 250mm e faccio estrudere di 200mm e quindi verifico la differenza? Questo per evitare che segnando quota 200 ed estrudendo 200 il segno mi finisca all'interno dell'hotend -
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Per capire la regolazione step/mm dell'estrusore, ho guardato alcuni video su youtube se ho capito bene: se io faccio un segno sul filamento a 100 mm dal piano superiore quindi faccio estrudere 100mm se il segno lo ritrovo a filo piano superiore la velocità di estrusione è corretta, se risulta più in alto estrude poco se più in basso (non si vede il segno) estrude troppo. Come ragionamento è corretto? E poi corretto quello che ho visto che devo modificare dei parametri del fw con programmi tipo pronterface modificando la linea #define DEFAULT_AXIS_STEPS_PER_UNIT {stepX , StepY , StepZ , Step Estrusore} in particolare la voce stepEstrusore
-
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
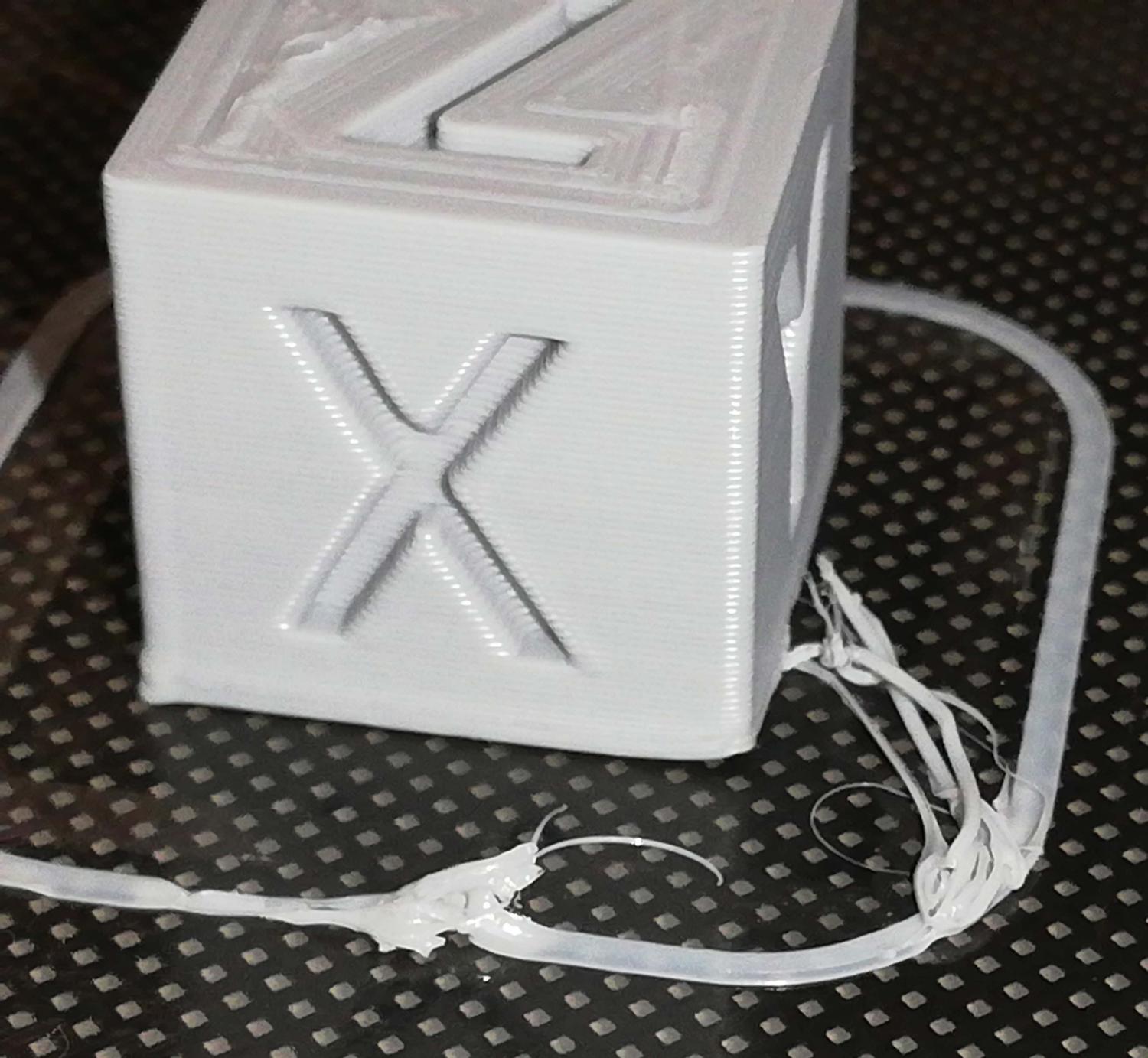
Ciao e buona Domanica questa mattina mi sono messo di buona lena, ho provato a stampare un cubo di test, dimensioni fisiche sembrano ok i 3 lati danno valori intorno a 20,1 mm. Iniziamo con le note dolenti, colature iniziali, sono sempre state presenti ma penso che questo sia un problema di tutti. Ho provato ad aggiungere delle istruzioni al Gcode per fargli stampare (trovato su internet) delle linee per pulire il noozle su un lato del piatto, il problema che fatte le due linee con all'inizio il deposito iniziale della colatura al il noozle si avvicina al piatto fa uscire un mucchietto di PLA quindi va al punto iniziale di stampa trascinandosi parte di questo mucchietto. Ho provato a sopperire a questo mettendo uno skirt a 15 mm dall'oggetto da stampare, usando lo skirt per pulire l'ugello,ma vedi i risultati. Si vede un leggero sollevamento del pezzo sul lato dx ed un piccolo rigonfiamento sul lato sinistro, si nota anche sull'altro lato. Il lato che si ritrae dal lato opposto il lato che si gonfia idem. Devo inviarti altro msg per inserire altre foto visto la limitazione a 1Mb Lato inferiore forse ora preme troppo l'ugello? Parte superiore
-
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Per oggi mi stoppo non so cosa sia successo, ha iniziato a non uscire più il pla dal noozle, ho provveduto a puirlo, il pla esce, ma da come ho provato a ristampare ora succede che il brim da un angolo si solleva. I parametri temperatura pla 205 e piatto 55 non sono stati cambiati. Domani se riesco invio delle immagini di cosa succede, provero anche a ristampare il quadrato di prova. Ti ringrazio ancora buona Domenica -
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Ciao, ho cercato di resettare quello fatto in precedenza. Rifatto autolivellamento piatto (livella a 16 punti) dopo il livellamento posto il noozle z a centro piatto sceso a 0,0mm con foglio A4 sotto il foglio viene tenuto, non risulta libero e bisogna trascinarlo per toglierlo, comunque un po di resistenza la fa. Ho fatto stampa l' immagine subito sotto, quelle piccole imperfezioni rimaste sul lato esterno sono resti del brim. Rifatto il posizionamento a centro stampa, inserito zoffset -0.02mm il foglio sembra pressato leggermente di più, il fg comunque si sfila si sente anche il trascinamento sotto il noozle. Ho poi fatto altra stampa con zoffset di -0.02 immagine sotto, non sono esperto ma sembra che le linee di contorno sono deposita in modo più uniforme
-
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
OK, lo avevo gia posto a - 0.1mm perche dopo l'auto livellamento lo zoffset era 0mm ma ho visto che il filamento non attaccava bene. Posso allora provare metterlo a - 0.2mm -
Prove di stampa
DomenicoBecchio ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Grazie per la rapida risposta, cosa intendi che sono alto sul primo layer? Fai riferimento allo strato iniziale presente su Cura, io ho impostato lo strato iniziale a 0.3, da quanto ho letto non potrei superare come valore 0,32 ossia l'80% del diametro del nozzle. Posso portarlo a 0,32. Domani stampo il cubo con le caratteristiche descritte e provo una stampa -
Prove di stampa
DomenicoBecchio ha pubblicato una discussione in Problemi generici o di qualità di stampa
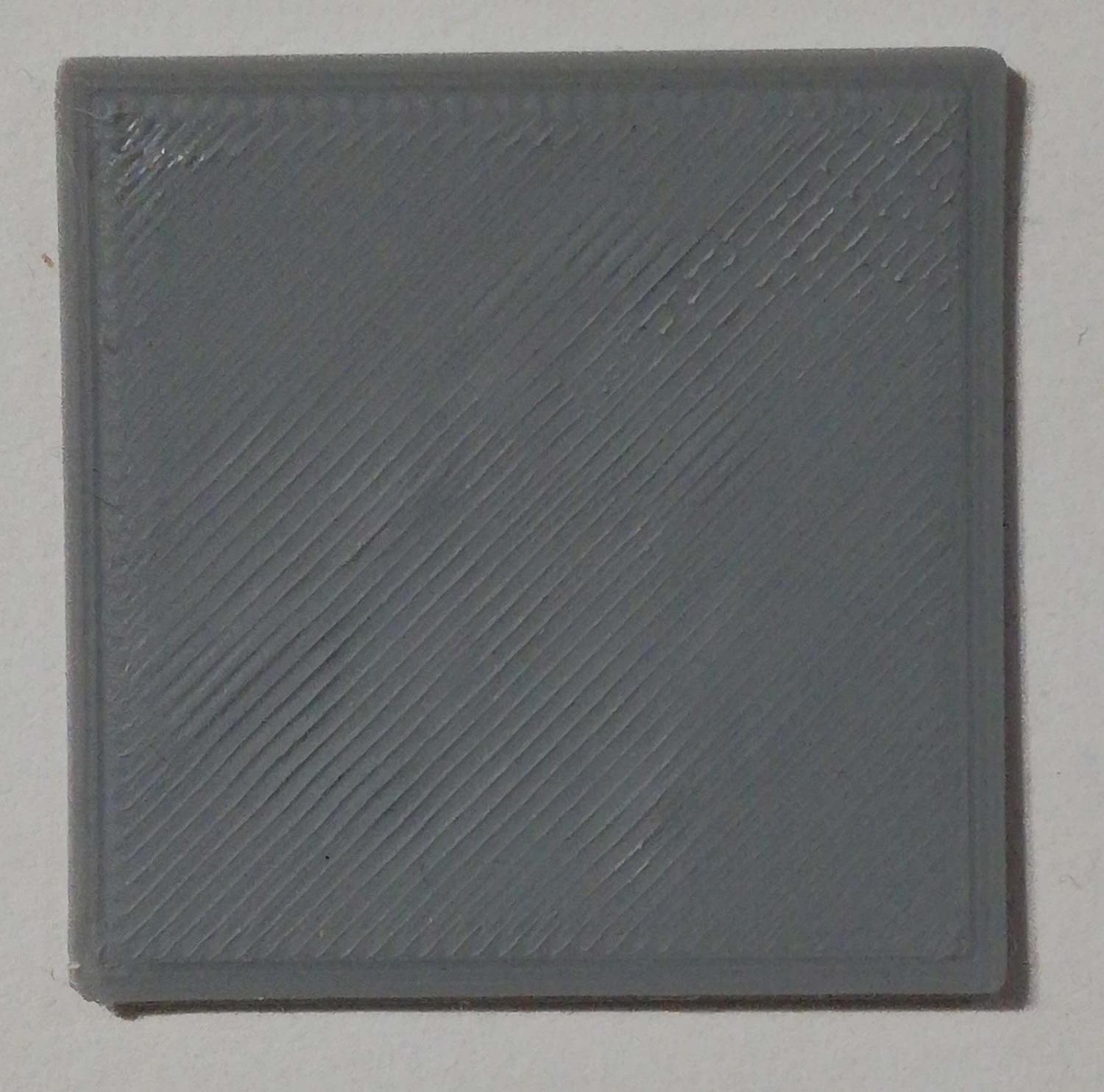
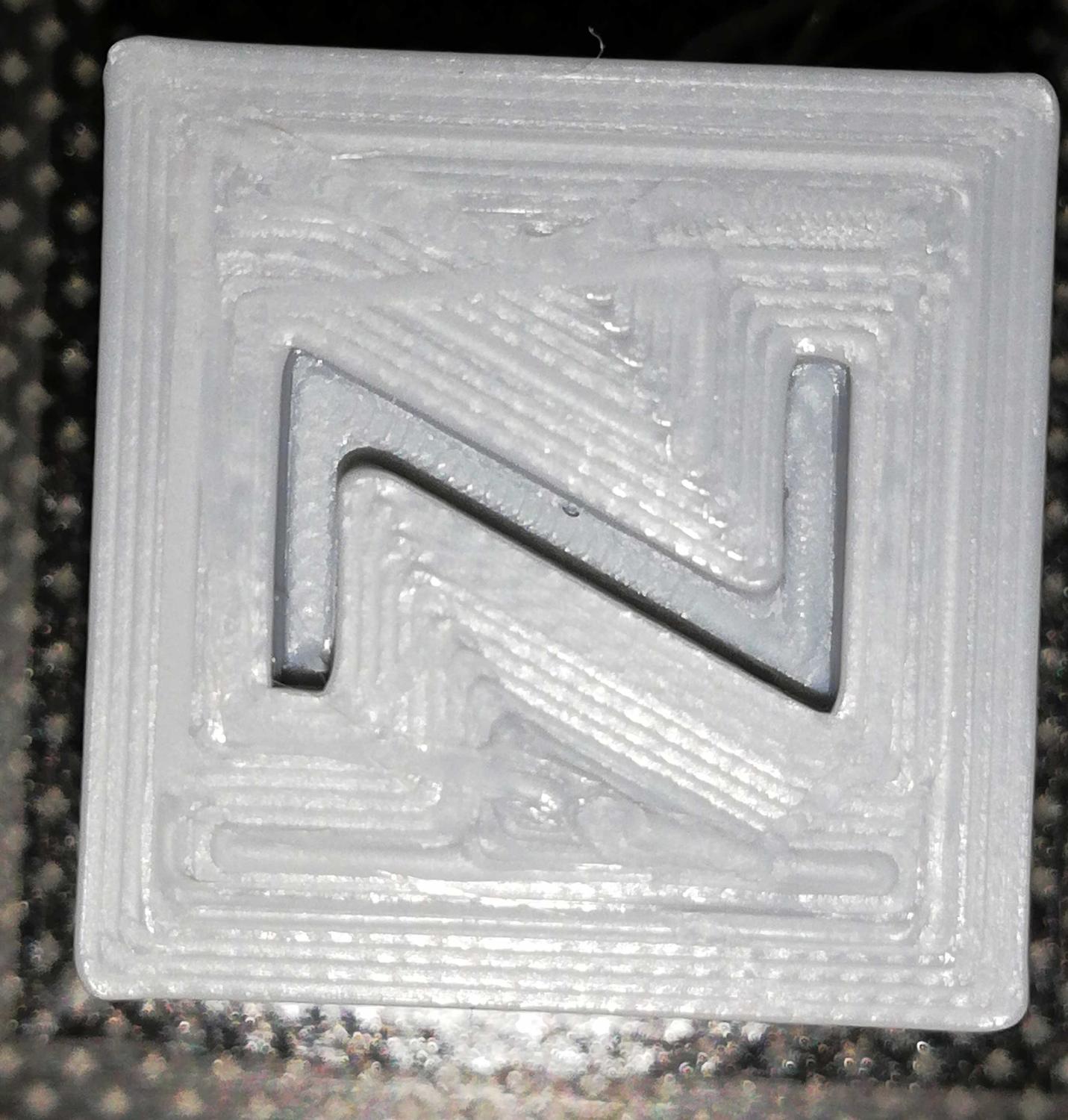
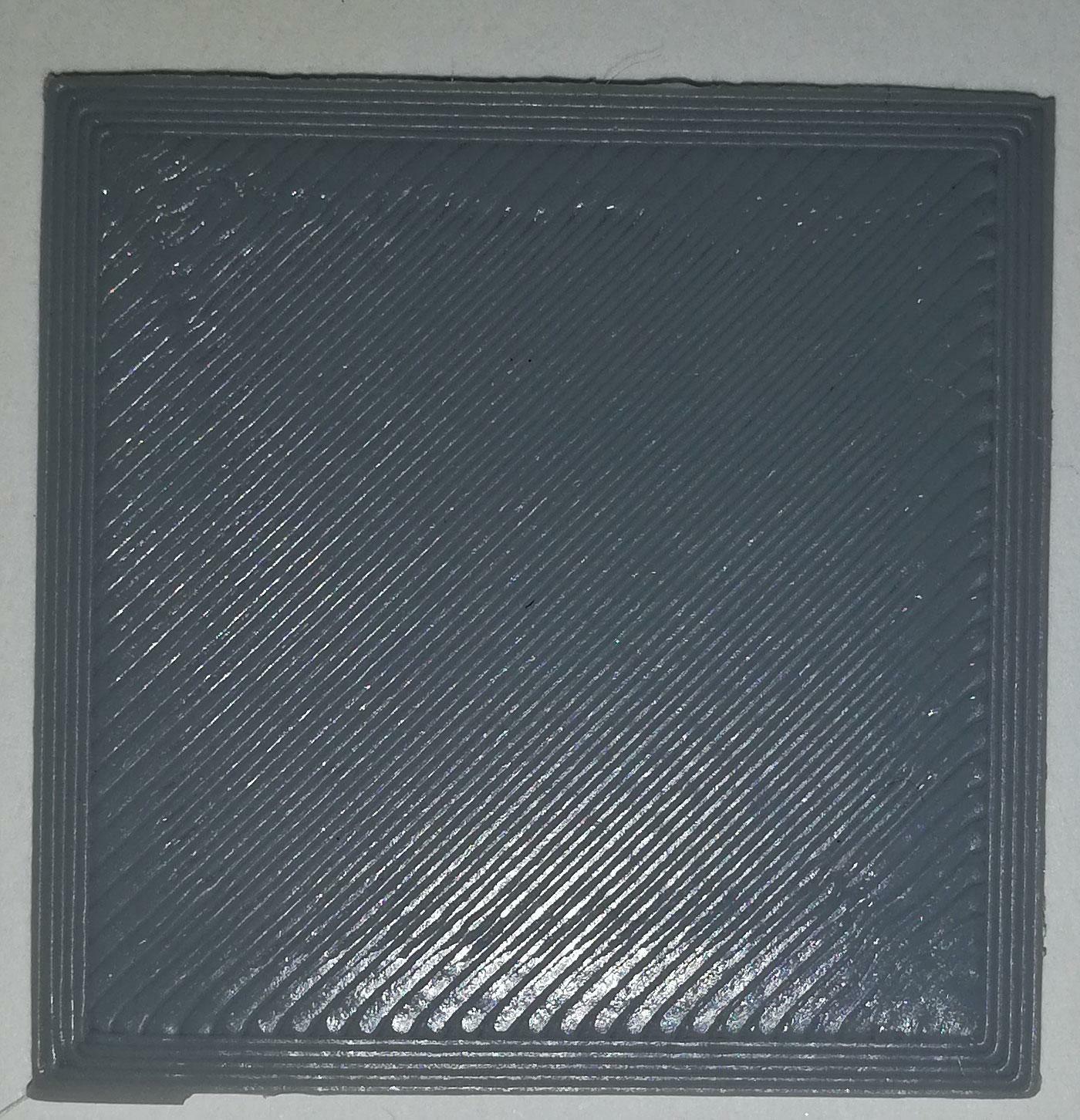
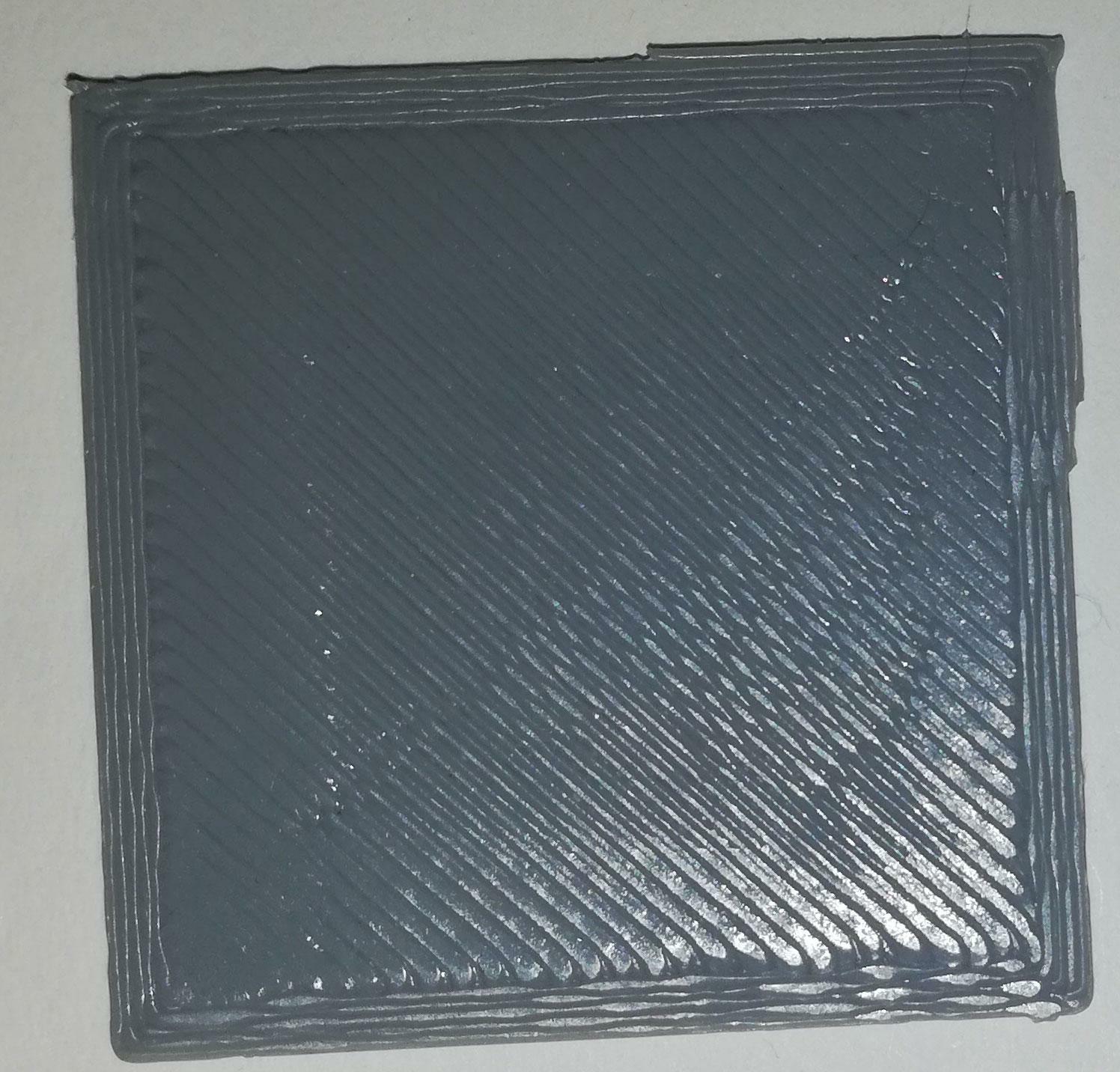
Ciao A tutti, possiedo da pochi giorni una stampante Mingda Magician X, sto realizzando un contenitore dove verrà alloggiato un display Nextion da 2.8" ho realizzato una semplice cornice solo per verificare le misure del progetto 3d. Il display si inserisce correttamente. Quello che mi lascia perplesso è il fatto che il lato appoggiato al piatto (in vetro), mostra addirittura il riempimento a zigzag (sulla parte centrale), mentre io mi aspettavo di trovarlo liscio visto che tra l'altro e la parte frontale dove si vedrà il display. Il Sw di slicing è Cura versione 4.13.1 uso un PLA di Azurefilm da 1.75, la stampante tipo direct drive ha ugello da 0.4mm. CURA: Altezza strato 0.2mm, 6 strati superiori e 6 stati inferiori Ringrazio Domenico
-
Sono possessore da pochi giorni della mia prima stampante 3d una Mingda Magician X , come molti alle prime armi sono un po' in sbattimento, spero eventualmente di trovare qui un eventuale supporto. Ciao Domenico
-
- 2
-