bld
-
Numero contenuti
4 -
Iscritto
-
Ultima visita
Obiettivi di bld
")




-
Riesumare una FabTotum
bld ha risposto a bld nella discussione Problemi generici o di qualità di stampa
Allego il cubo di calibrazione, l'altro file è di poco troppo grande. dimmi che parti del codice vuoi vedere e te le posto. FPF_xyzCalibration_cube.gcode -
Riesumare una FabTotum
bld ha risposto a bld nella discussione Problemi generici o di qualità di stampa
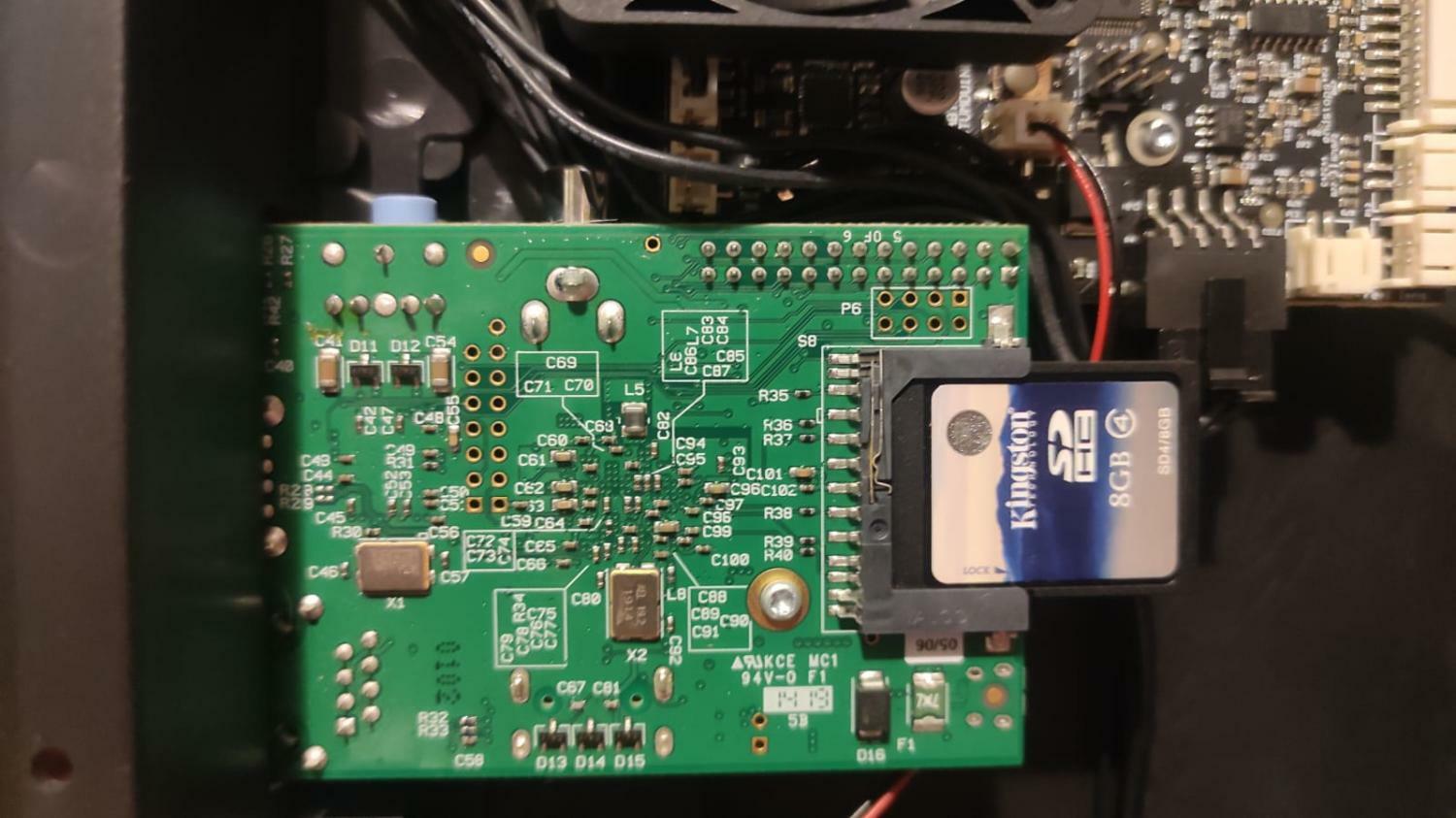
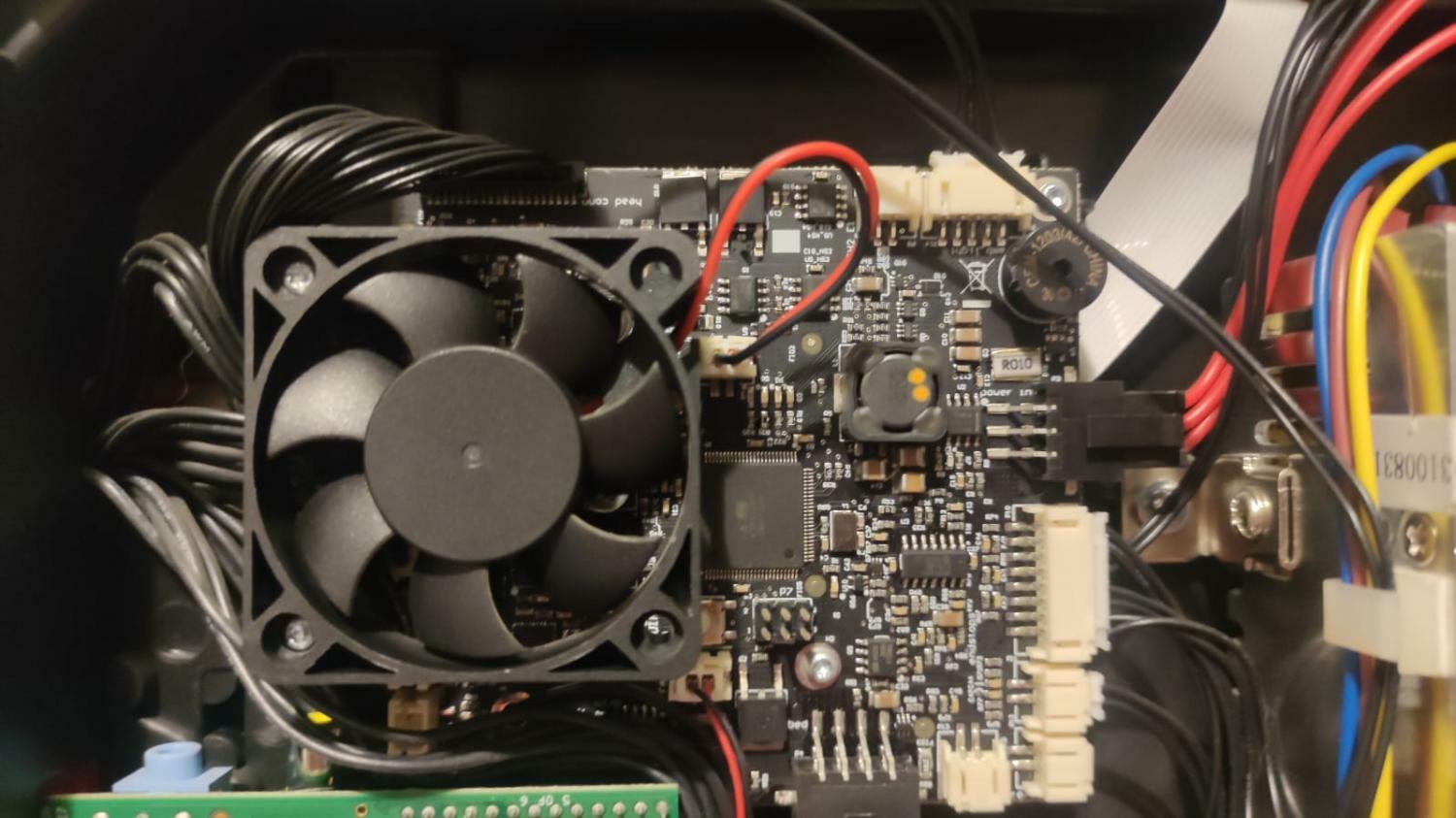
Ho aperto il pannello laterale e ho scoperto che monta una Raspberry e un'altra scheda che non conosco e immagino gestisca gli assi:
-
Riesumare una FabTotum
bld ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti. Mi è stata regalata una FabTotum, per chi non lo sapesse è una CoreXY di una startup milanese poi fallita e assorbita da Buffetti. https://opentotum.github.io/fabtotum.com-backup/it/index.html La stampante in sè mi sembra solida e ha grandi potenzialità ma è ferma da un po' e il server per gli aggiornamenti è irraggiungibile. Ho provato a stampare il cubetto di calibrazione facendo lo slicing con Cura ma la macchina fa il movimento a assi zero e poi si riavvia. Stampando un vecchio file gcode di un oggetto che ha in memoria invece comincia a stampare, male perchè ci sono le cinghie da tirare ma almeno stampa. La qualità sarà un problema successivo. Ho aperto i due Gcode e mi sono accorti che differiscono in qualcosa: Gcode del cubo di calibrazione con Cura: ;FLAVOR:Marlin ;TIME:1751 ;Filament used: 1.50103m ;Layer height: 0.1 ;MINX:89.2 ;MINY:99.2 ;MINZ:0.3 ;MAXX:124.8 ;MAXY:134.8 ;MAXZ:20 ;Generated with Cura_SteamEngine 5.2.1 M140 S40 M105 M190 S40 M105 M109 S200 M82 ;absolute extrusion mode ;Layer height: 0.1 ;Walls: 0.8 ;Fill: 24 ;Top\Bottom Thickness: 0.6 G90 ;absolute positioning M82 ;set extruder to absolute mode G4 S1 ;1 millisecond pause to buffer the bep bep M300 S2 ;FAB bep bep (start the print, go check the oozing and skirt lines adesion) G4 S1 ;1 second pause to reach the printer (run fast) G92 E0 ;zero the extruded length G1 F200 E35 ;slowly extrude 35mm of filament to clean the nozzle and build up extrusion pressure G92 E0 ;zero the extruded length again ;print G92 E0 G92 E0 G1 F1380 E-2.5 ;LAYER_COUNT:198 ;LAYER:0 M107 G0 F8400 X91.623 Y101.349 Z0.3 ;TYPE:SKIRT Gcode dell'oggetto trovato in memoria: M190 S35.000000 M109 S190.000000 G4 S1 ;1 millisecond pause to buffer the bep bep M728 ;FAB bep bep (start the print, go check the oozing and skirt lines adesion) G4 S1 ;1 second pause to reach the printer (run fast) G1 X10 Y10 Z70.0 F10200 ;move to oozing point G92 E0 ;zero the extruded length G1 F150 E30 ;slowly extrude 30mm of filament to clean the nozzle and build up extrusion pressure G92 E0 ;zero the extruded length again G1 F10200 ;Set travel speed ;print ;Layer count: 259 ;LAYER:0 M106 S255 G0 F10200 X81.461 Y80.422 Z0.230 G0 X82.123 Y80.574 ;TYPE:SKIRT Ora, partiamo da un presupposto: io non ne so nulla di stampanti 3d, ho solo un'infarinatura di gcode utilizzandolo al lavoro. Vedendo i commenti iniziali del primo codice, quello che non funziona, leggo che Cura si aspetta che ci sia Marlin come FW ma questo io non lo so, potrebbe essere una delle prime versioni della stampante e non ho nemmeno idea di che scheda monti. Una delle ipotesi malsane che mi è venuta in mente è quella di piallare tutto il firmware e installarci Marlin da zero, visto che aggiornamenti ufficiali non ne posso ottenere. Ma questa è l'opzione che voglio tenere come ultima spiaggia. Se qualcuno conosce la stampante e ha soluzioni più aggraziate mi darebbe un aiuto enorme. Grazie. -
Ciao a tutti. Mi chiamo Baldo. Tempo fa mi ero imbarcatro in un progetto di una Delta che è poi naufragato, ora mi è stata regalata una FabTotum che sto cercando di far funzionare...