

Alessandro Tassinari
-
Numero contenuti
1.548 -
Iscritto
-
Ultima visita
-
Giorni Vinti
39
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alessandro Tassinari
-

Regolazione step/mm - Guida operativa alla calibrazione assi X Y Z della stampante 3D
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
Visualizza tutto articolo -
Regolazione step/mm - Guida operativa alla calibrazione assi X Y Z della stampante 3D
Alessandro Tassinari ha pubblicato un articolo in Guide
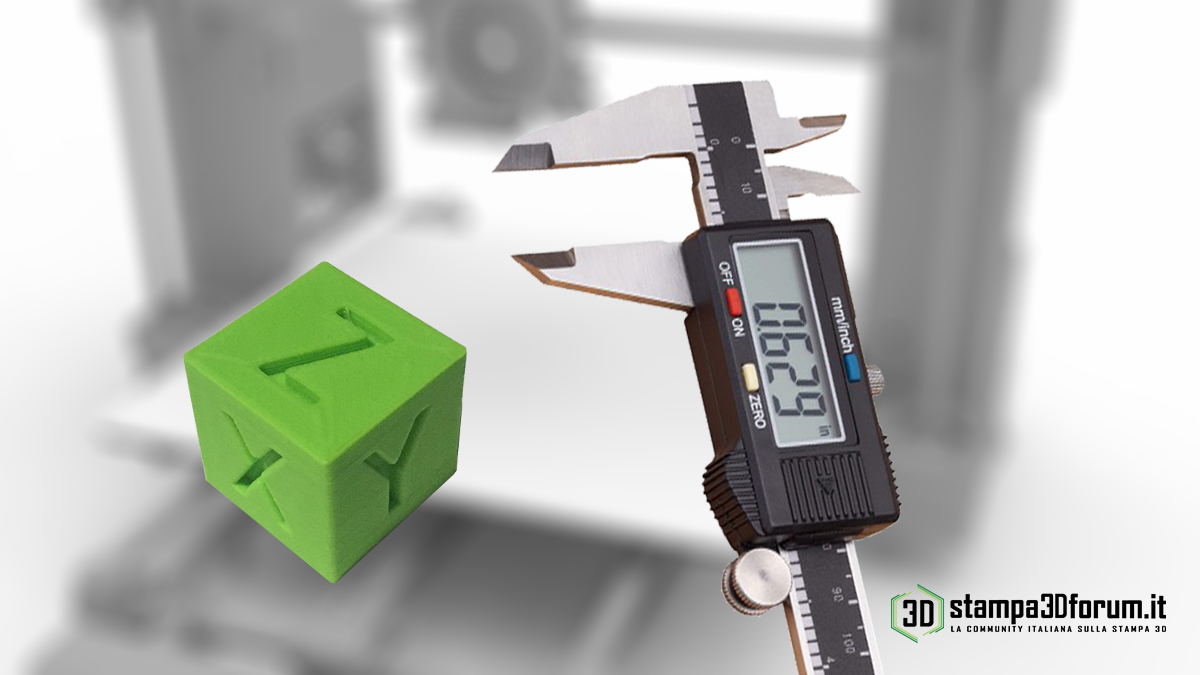 Questa guida di regolazione step/mm e calibrazione assi X Y Z è ideale per chi possiede una stampante 3D FDM cartesiana. Una calibrazione step/mm fatta male può causare diversi problemi: primo tra tutti, una mancanza di accuratezza dimensionale nei pezzi realizzati. In una precedente guida ti ho spiegato come calibrare perfettamente il flusso di estrusione della tua stampante, guidandoti in un setting che ti permette di estrudere esattamente la quantità di materiale impostata dallo slicer. Oggi invece vedremo un'altra regolazione altrettanto importante: la calibrazione degli assi X Y Z e la conseguente regolazione step/mm della tua stampante 3D. In questa guida: > Regolazione step/mm: brevemente, in cosa consiste > Passo 1: Controllare il valore step/mm nel firmware > Passo 2: Stampa del cubo di prova > Passo 3: Calcolo dei valori step/mm corretti > Passo 4: Correggere il valore E-step nel firmware > Regolazione step/mm - Conclusione Regolazione step/mm: brevemente, in cosa consiste Come probabilmente già saprai, la stampante 3D muove il blocco estrusore secondo coordinate espresse nel file gcode. I movimenti si articolano negli assi X, Y e Z attraverso la meccanica, grazie alla spinta dei motori stepper. In questa configurazione, è quindi necessario verificare che i movimenti richiesti dal software siano esattamente quelli eseguiti dai motori stepper della tua macchina. Come fare? Molto semplicemente, andremo a verificare insieme se un modello 3D che hai stampato ha le stesse dimensioni del modello digitale. Passo 1 – Controllare il valore step/mm nel firmware Prima di tutto dovrai verificare quali sono i valori di step/mm contenuti nel firmware, ossia i moltiplicatori che comunicano alla stampante quanti ‘step’ far fare ad un motore per uno spostamento di un millimetro. Per fare questo controllo abbiamo più possibilità: collegare la stampante 3D al pc e verificare con Repetier Host i valori alla stringa M92; direttamente dallo schermo LCD della stampante se supporta questa funzione. Fatto? Nel mio caso, i valori corrispondono a X80.00, Y80.00 e Z400.00. Passo 2 – Stampa del cubo di prova Ora che consoci i valori impostati nel comando M92, dobbiamo verificare cosa implicano nel mondo fisico. Per farlo dobbiamo stampare un cubo di prova con dimensioni di 20x20x20 millimetri. Questo ti servirà a capire di quanto le dimensioni fisiche dell’oggetto stampato si discostano dalle misure del modello digitale. Per comodità, puoi scaricare un cubetto che ho già preparato per te qui: Come puoi notare, il cubo che ti metto a disposizione riporta sulle sue facce le diciture dei tre assi cartesiani X, Y e Z. Questo può esserti di molto aiuto: se stampi il cubo allineando le facce con gli assi della tua stampante 3D, saprai esattamente quale faccia è stata stampata su quale asse. Potrà sembrarti banale, ma in tanti si sbagliano invertendo tra di loro gli assi... calibrano l'asse X nei parametri dell'asse Y e viceversa 😵 Di conseguenza, se usi il mio cubetto e fai attenzione, eviterai sicuramente di cadere in errori banali! Passo 3 – Calcolo dei valori step/mm corretti Una volta stampato il cubetto puoi procedere con le misurazioni: utilizza un calibro digitale con una precisione di almeno due decimali, iniziando da quella corrispondente all’asse X. Usare uno strumento di misura di qualità è un'accortezza fondamentale. Se usi un calibro di bassa qualità, le tue misurazioni non saranno mai precise a sufficienza per garantirti una buona regolazione step/mm. Se ancora non ce l'hai questa potrebbe essere una buona occasione per acquistare un calibro digitale. Non credo che te ne pentirai, è uno strumento versatile che torna utile anche nelle misurazioni delle parti cave. E' uno strumento fondamentale per noi che stampiamo in 3D! Vedi offerta su Amazon Nella misurazione è bene prendere come riferimento la parte centrale del cubo, rimanendo lontani dalla base e dagli spigoli. Infatti, non è raro che in questi punti ci siano imperfezioni, le quali potrebbero farti prendere misure poco corrette. A volte, capita che la base del modello sia leggermente più larga a causa dello schiacciamento dell’ugello sul piano, mentre negli spigoli, essendo soggetti al cambio di direzione durante la stampa, potrebbe esserci maggiore deposito di materiale. Hai eseguito la tua misura? Il valore di X nel mio caso è pari a 20.15 millimetri. A seguito della tua misurazione puoi procedere ad applicare la formula seguente: Sostanzialmente, quello che stai facendo è trovare il nuovo valore moltiplicatore da salvare nel firmware della tua stampante 3D. Allo stesso modo puoi calcolare i valori degli assi Y e Z, ovvero misurando il corrispondente lato del cubo e applicando la formula. Passo 4 – Correggere il valore E-step nel firmware Il mio valore di regolazione step/mm per l’asse X è pari a 79.40. Ottenuti i tre valori puoi finalmente sostituirli a quelli di default della macchina. Anche in questo caso hai due possibilità: inviare da Repetier Host il comando con i nuovi valori step/mm (es: ‘M92 X79.40 Y80.25 Z400.32’ poi ‘M500’ per salvare); cambiare i valori dallo schermo LCD della stampante 3D se il firmware te lo consente. Regolazione step/mm stampante 3D- Conclusione Complimenti, hai appena concluso la calibrazione degli assi X Y Z della tua stampante 3D, aggiornando la regolazione step/mm! Per fare un'ulteriore prova puoi stampare nuovamente il cubo 20x20x20 mm e verificare che, questa volta, le misure siano effettivamente corrette. Se così non fosse, forse la tua stampante 3D è soggetta a qualche altro problema. Di seguito ti lascio i link ad altre mie utili guide, spero davvero che ti siano utili!
Questa guida di regolazione step/mm e calibrazione assi X Y Z è ideale per chi possiede una stampante 3D FDM cartesiana. Una calibrazione step/mm fatta male può causare diversi problemi: primo tra tutti, una mancanza di accuratezza dimensionale nei pezzi realizzati. In una precedente guida ti ho spiegato come calibrare perfettamente il flusso di estrusione della tua stampante, guidandoti in un setting che ti permette di estrudere esattamente la quantità di materiale impostata dallo slicer. Oggi invece vedremo un'altra regolazione altrettanto importante: la calibrazione degli assi X Y Z e la conseguente regolazione step/mm della tua stampante 3D. In questa guida: > Regolazione step/mm: brevemente, in cosa consiste > Passo 1: Controllare il valore step/mm nel firmware > Passo 2: Stampa del cubo di prova > Passo 3: Calcolo dei valori step/mm corretti > Passo 4: Correggere il valore E-step nel firmware > Regolazione step/mm - Conclusione Regolazione step/mm: brevemente, in cosa consiste Come probabilmente già saprai, la stampante 3D muove il blocco estrusore secondo coordinate espresse nel file gcode. I movimenti si articolano negli assi X, Y e Z attraverso la meccanica, grazie alla spinta dei motori stepper. In questa configurazione, è quindi necessario verificare che i movimenti richiesti dal software siano esattamente quelli eseguiti dai motori stepper della tua macchina. Come fare? Molto semplicemente, andremo a verificare insieme se un modello 3D che hai stampato ha le stesse dimensioni del modello digitale. Passo 1 – Controllare il valore step/mm nel firmware Prima di tutto dovrai verificare quali sono i valori di step/mm contenuti nel firmware, ossia i moltiplicatori che comunicano alla stampante quanti ‘step’ far fare ad un motore per uno spostamento di un millimetro. Per fare questo controllo abbiamo più possibilità: collegare la stampante 3D al pc e verificare con Repetier Host i valori alla stringa M92; direttamente dallo schermo LCD della stampante se supporta questa funzione. Fatto? Nel mio caso, i valori corrispondono a X80.00, Y80.00 e Z400.00. Passo 2 – Stampa del cubo di prova Ora che consoci i valori impostati nel comando M92, dobbiamo verificare cosa implicano nel mondo fisico. Per farlo dobbiamo stampare un cubo di prova con dimensioni di 20x20x20 millimetri. Questo ti servirà a capire di quanto le dimensioni fisiche dell’oggetto stampato si discostano dalle misure del modello digitale. Per comodità, puoi scaricare un cubetto che ho già preparato per te qui: Come puoi notare, il cubo che ti metto a disposizione riporta sulle sue facce le diciture dei tre assi cartesiani X, Y e Z. Questo può esserti di molto aiuto: se stampi il cubo allineando le facce con gli assi della tua stampante 3D, saprai esattamente quale faccia è stata stampata su quale asse. Potrà sembrarti banale, ma in tanti si sbagliano invertendo tra di loro gli assi... calibrano l'asse X nei parametri dell'asse Y e viceversa 😵 Di conseguenza, se usi il mio cubetto e fai attenzione, eviterai sicuramente di cadere in errori banali! Passo 3 – Calcolo dei valori step/mm corretti Una volta stampato il cubetto puoi procedere con le misurazioni: utilizza un calibro digitale con una precisione di almeno due decimali, iniziando da quella corrispondente all’asse X. Usare uno strumento di misura di qualità è un'accortezza fondamentale. Se usi un calibro di bassa qualità, le tue misurazioni non saranno mai precise a sufficienza per garantirti una buona regolazione step/mm. Se ancora non ce l'hai questa potrebbe essere una buona occasione per acquistare un calibro digitale. Non credo che te ne pentirai, è uno strumento versatile che torna utile anche nelle misurazioni delle parti cave. E' uno strumento fondamentale per noi che stampiamo in 3D! Vedi offerta su Amazon Nella misurazione è bene prendere come riferimento la parte centrale del cubo, rimanendo lontani dalla base e dagli spigoli. Infatti, non è raro che in questi punti ci siano imperfezioni, le quali potrebbero farti prendere misure poco corrette. A volte, capita che la base del modello sia leggermente più larga a causa dello schiacciamento dell’ugello sul piano, mentre negli spigoli, essendo soggetti al cambio di direzione durante la stampa, potrebbe esserci maggiore deposito di materiale. Hai eseguito la tua misura? Il valore di X nel mio caso è pari a 20.15 millimetri. A seguito della tua misurazione puoi procedere ad applicare la formula seguente: Sostanzialmente, quello che stai facendo è trovare il nuovo valore moltiplicatore da salvare nel firmware della tua stampante 3D. Allo stesso modo puoi calcolare i valori degli assi Y e Z, ovvero misurando il corrispondente lato del cubo e applicando la formula. Passo 4 – Correggere il valore E-step nel firmware Il mio valore di regolazione step/mm per l’asse X è pari a 79.40. Ottenuti i tre valori puoi finalmente sostituirli a quelli di default della macchina. Anche in questo caso hai due possibilità: inviare da Repetier Host il comando con i nuovi valori step/mm (es: ‘M92 X79.40 Y80.25 Z400.32’ poi ‘M500’ per salvare); cambiare i valori dallo schermo LCD della stampante 3D se il firmware te lo consente. Regolazione step/mm stampante 3D- Conclusione Complimenti, hai appena concluso la calibrazione degli assi X Y Z della tua stampante 3D, aggiornando la regolazione step/mm! Per fare un'ulteriore prova puoi stampare nuovamente il cubo 20x20x20 mm e verificare che, questa volta, le misure siano effettivamente corrette. Se così non fosse, forse la tua stampante 3D è soggetta a qualche altro problema. Di seguito ti lascio i link ad altre mie utili guide, spero davvero che ti siano utili! -
neofita con con flashforge creator pro
Alessandro Tassinari ha risposto a ANNUNZIATO nella discussione Presentazioni
Ciao e benvenuto! Scrivi nell'apposita sezione del forum e saremo felici di aiutarti 😉 -
Test stampante 3D: come valutare in modo oggettivo le tue stampanti 3D
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
Visualizza tutto articolo -
Test stampante 3D: come valutare in modo oggettivo le tue stampanti 3D
Alessandro Tassinari ha pubblicato un articolo in Guide
 Se hai letto le mie precedenti guide, sicuramente avrai scoperto come migliorare le prestazioni della tua stampante 3D FDM. Attraverso piccoli controlli e accorgimenti avrai eliminato tutti quei difetti che fino a prima ti avevano fatto impazzire. Ora però è arrivato il momento di valutare i tuoi risultati... ma come possiamo valutare in modo oggettivo le tue stampanti 3D? Quali sono i parametri e gli aspetti di cui tenere conto per dare un voto alle tue stampe? Certamente puoi basarti su un controllo visivo, ma per avere un riscontro più affidabile è necessario adottare un approccio oggettivo. In questa guida: > Come valurate la tua stampante 3D: i test da fare > Prima di eseguire i test segui questi consigli > I test da eseguire > Sommiamo i risultati: che punteggio hai ottenuto? Ora avanti tutta, entriamo nel merito delle prove che la tua stampante 3D dovrà superare. Come valutare la tua stampante 3D: i test da fare Per valutare la tua stampante 3D è necessario fare dei test oggettivi che siano comparabili tra loro. Quello che ho fatto è stato raggruppare in questo articolo i test di stampa 3D più conosciuti, prendendo anche spunto dal noto sito Make:. Il test si basa sulla realizzazione di più oggetti, a cui va assegnato un punteggio in base ai risultati ottenuti. In questo modo, sommando i punti, potrai avere un risultato comparabile e avrai una base su cui lavorare per eventuali miglioramenti. Attenzione però, non farti fregare: in questo test anche la tua bravura sarà messa alla prova! Proprio così, le tue abilità di "stampatore" saranno fondamentali per ottenere i migliori risultati. Pensaci... meglio imposterai i parametri di stampa del tuo slicer, migliori saranno le tue stampe. Prima di eseguire i test segui questi consigli Premessa importante: è necessario utilizzare lo stesso filamento per tutti i test, magari uno che conosci già. Ti consiglio di usare un filamento di qualità e facile da stampare come il PLA, così eviterai di complicarti la vita con le difficoltà che sorgono nell'usare materiali più tecnici. Se ti serve qualche dritta sul materiale giusto da usare, ti segnalo la guida ai 5 materiali più economici per la stampa 3D. Al suo interno trovi una selezione che tiene conto del prezzo e della qualità del materiale stesso. Penso sia di grande aiuto se sei indeciso sul filamento da usare con la tua stampante 3D. Se non lo hai ancora fatto, dai un'occhiata ai miei 5 consigli su come ottenere una stampa 3D perfetta. Prima di iniziare coi test è bene che la tua stampate 3D sia pronta a essere messa sotto stress. Seguendo questi accorgimenti, non potrai sbagliare! 🚀 Infine, dovrai assicurarti di avere a disposizione uno strumento fondamentale: un calibro digitale. Potrà sembrarti banale, ma misurare in modo preciso i pezzi che realizzerai sarà importantissimo per valutarli correttamente. Questo è il calibro che uso io, è disponibile su Amazon e solitamente si trova in offerta. Vedi offerta su Amazon Bene, penso che sia il momento di iniziare. I test da eseguire per valutare la tua stampante 3D Usa l'indice che trovi di seguito per saltare velocemente alle sezioni dei vari test. All'interno di ogni sezione troverai anche il relativo modello 3D da scaricare direttamente dalla sezione Download della community. Non ti resta che proseguire nella lettura e, mi raccomando, non dimenticare di mostrarci i tuoi risultati nella galleria immagini! I test da eseguire: > Test stampante 3D n.1: Accuratezza dimensionale > Test stampante 3D n.2: Bridging (ponti e sbalzi) > Test stampante 3D n.3: Massimo angolo di sbalzo > Test stampante 3D n.4: Ritrazione > Test stampante 3D n.5: Tolleranza negativa > Test stampante 3D n.6: Vibrazioni sugli assi X e Y > Test stampante 3D n.7: Wobble Ready? Go! Test stampante 3D n.1 - Accuratezza dimensionale Come primo oggetto abbiamo un solido di rotazione che aiuterà a verificare se la tua stampante è ben calibrata. Una volta stampato l’oggetto, puoi utilizzare il tuo calibro digitale e controllare se e quanto le misure dell'oggetto stampato si discostano dal modello digitale. Per darti un riferimento: la base circolare del modello 3D ha diametro che misura esattamente 20 mm. Segna con un pennarello sul modello gli assi X e Y per essere sicuro di non invertirli anche quando lo avrai staccato dal piatto di stampa. Assegna poi un punteggio a seconda di quanto differiscono le misure di X e Y: 1 punto se la differenza della misura tra X e Y è maggiore di 0,4 mm; 2 punti se la differenza della misura tra X e Y è tra 0,3 e 0,4 mm; 3 punti se la differenza della misura tra X e Y è tra 0,2 e 0,3 mm; 4 punti se la differenza della misura tra X e Y è tra 0,1 e 0,2 mm; 5 punti se la differenza della misura tra X e Y è minore di 0,1 mm. Scarica qui il modello 3D per eseguire il test: Per questo test puoi anche usare il modello del cubo XYZ, che puoi trovare al a seguente link. Solitamente questo modello è usato per fare la calibrazione step/mm delle stampanti 3D. Se nella misurazione scopri che ci sono degli scostamenti dimensionali, puoi correggere queste imperfezioni seguendo la mia guida alla regolazione step/mm. Test stampante 3D n.2: Bridging (ponti e sbalzi) In questo test entrano in gioco due fattori: stampante e, soprattutto, impostazioni di slicing. Assicurati quindi di settare al meglio lo slicer: ogni stampante si comporta in modo diverso ma, in generale, posso dirti che è bene diminuire la quantità di estrusione, tenere leggermente più bassa la temperatura dell’ugello e andare molto piano con la velocità di stampa. Una volta finita la produzione dell'oggetto potrai verificare il punteggio: 1 punto se tutti i ponti risultano collassati; 2 punti se solo i 2 più lunghi risultano collassati; 3 punti se tutti i ponti sono stabili ma hanno dei dei fili cadenti; 4 punti se nessun ponte risulta collassato e i 2 più piccoli non hanno fili cadenti; 5 punti se nessun ponte risulta collassato e tutti e 5 i ponti non hanno fili cadenti.(lo spanciamento di un filo fino a 2 mm è accettabile). Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.3: Massimo angolo di sbalzo Nel caso della prova degli sbalzi, più l’angolo aumenta e meno superficie di appoggio sarà disponibile per il filamento del layer superiore. Perciò solitamente i difetti crescono con l’alzarsi della stampa. Le valutazioni vanno date in questo modo: 1 punto se la stampante non è riuscita a terminare nessuna sporgenza; 2 punti se la stampante è riuscita a terminare le sporgenze 30 e 45 gradi ma non i 60 e 70; 3 punti se la stampante ha lasciato cadere alcuni fili sulla sporgenza da 70 gradi; 4 punti se la stampante non ha lasciato cadere i perimetri sottostanti e la superficie del 60 e 70 gradi è solo leggermente diversa dalla superficie degli sbalzi di 30 e 45 gradi; 5 punti se c’è poca o nulla differenza nella struttura superficiale tra i quattro angoli di sbalzo. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.4: Ritrazione Sarai in grado di gestire al meglio la ritrazione su un modello come questo? Qui la storia si fa dura! 🤯 Anche qua entrano in gioco le impostazioni dello slicer. Una volta stampato il tuo file verifica ancora una volta quanti punti merita il tuo risultato: 1 punto se le punte non sono finite a causa di un inceppamento dell’estrusore o mancanza di flusso di materiale; 2 punti se le punte sono stampate ma sono piene di fili che le collegano l’un l’altra; 3 punti se le punte sono stampate e ci sono alcuni fili di collegamento. Ma gli errori sulla geometria sono dovuti a problemi di flusso (sotto o sovraestrusione); 4 punti se le punte sono presenti, non ci sono fili di collegamento, ma ci sono problemi di flusso, per cui le stesse non risultano quadrate ma hanno mancanze o abbondanza di materiale e sembrano di forma conica; 5 punti se le punte sono state stampate, non ci sono fili di collegamento e non vi sono scalini o rigature a causa di problemi di flusso del volume. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.5: Tolleranza negativa Nel file corrispondente a questo test i cilindri aumentano di diametro, diminuendo quindi la distanza dalle pareti. Sarà quindi mano a mano più possibile che il cilindro faccia aderenza al resto del pezzo. Non dovrai preoccuparti se la tua estrusione è settata in modo super preciso. Questi sono i punteggi: 0 punti se non è possibile rimuovere alcun cilindro; 1 punto se è possibile rimuovere il cilindro di tolleranza radiale da 0.6 mm; 2 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6 mm e 0.5 mm; 3 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6, 0.5 e 0.4 mm; 4 punti se è possibile rimuovere i cilindri 0.6, 0.5, 0.4 e 0.3mm; 5 punti se tutti i cilindri possono essere rimossi. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.6: Vibrazioni sugli assi X e Y Questo test valuta sia la risonanza meccanica degli assi X e Y, che il controllo della deposizione durante le estrusioni lineari. Infatti, le pareti formate da un solo guscio ti permettono di verificare se lo spessore dell’estrusione sia uguale a quella impostata nello slicer. Poiché la risonanza è difficile da misurare quantitativamente, il risultato sarà solamente di tipo fallito/superato. Se c’è qualche increspatura agli angoli o nel punto medio della parete di stampa con l’inserto, il test è fallito. Assegna quindi alla stampa un valore di 0 punti. Se non ci sono increspature invece il test è superato e puoi assegnare alla stampa un valore di 2 punti. Per quanto riguarda il controllo della deposizione invece, se misurando lo spessore della parete, trovi che la misura si discosta di massimo 0,1 millimetri dal valore di "extrusion width" dello slicer allora assegna 1 punto. Con ogni altro valore il test non è passato, e quindi vale 0 punti. In questo caso ti metto a disposizione due modelli 3D. Questi si differenziano per lo spessore delle pareti verticali: nel primo hanno spessore 0.5mm, nel secondo hanno spessore 1mm. In base all'ugello che monta la tua stampante 3D dovrai scegliere il modello che più ha senso! Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.7: Wobble Con il modello della torre sarai in grado anche di valutare il cosiddetto "wobble". Questo difetto riguarda l’asse Z. Per la valutazione si deve illuminare dall’alto la stampa e valutare, se c’è una notevole perdita degli strati nella metà superiore della stampa. Se vedi più di 6/7 ombre molto marcate, sintomo che hai spessori più grandi o più piccoli, allora la stampa è fallita e dovrai assegnare 0 punti. Se non c’è differenza tra i layer, oppure si presenta in pochi punti, il test è passato e puoi assegnare alla stampa un valore di “2”. Scarica qui il modello 3D per eseguire il test: Se riscontri problemi di wobble, puoi correggerli seguendo le indicazioni di questa guida: Sommiamo i risultati: che punteggio hai ottenuto? Terminati tutti i test potrai ottenere un punteggio complessivo della tua stampante e saprai anche quali sono i punti più carenti su cui mettere mano. Che punteggio hai ottenuto? Faccelo sapere commentando questo post e non dimenticare di caricare le foto dei tuoi risultati nella galleria immagini!
Se hai letto le mie precedenti guide, sicuramente avrai scoperto come migliorare le prestazioni della tua stampante 3D FDM. Attraverso piccoli controlli e accorgimenti avrai eliminato tutti quei difetti che fino a prima ti avevano fatto impazzire. Ora però è arrivato il momento di valutare i tuoi risultati... ma come possiamo valutare in modo oggettivo le tue stampanti 3D? Quali sono i parametri e gli aspetti di cui tenere conto per dare un voto alle tue stampe? Certamente puoi basarti su un controllo visivo, ma per avere un riscontro più affidabile è necessario adottare un approccio oggettivo. In questa guida: > Come valurate la tua stampante 3D: i test da fare > Prima di eseguire i test segui questi consigli > I test da eseguire > Sommiamo i risultati: che punteggio hai ottenuto? Ora avanti tutta, entriamo nel merito delle prove che la tua stampante 3D dovrà superare. Come valutare la tua stampante 3D: i test da fare Per valutare la tua stampante 3D è necessario fare dei test oggettivi che siano comparabili tra loro. Quello che ho fatto è stato raggruppare in questo articolo i test di stampa 3D più conosciuti, prendendo anche spunto dal noto sito Make:. Il test si basa sulla realizzazione di più oggetti, a cui va assegnato un punteggio in base ai risultati ottenuti. In questo modo, sommando i punti, potrai avere un risultato comparabile e avrai una base su cui lavorare per eventuali miglioramenti. Attenzione però, non farti fregare: in questo test anche la tua bravura sarà messa alla prova! Proprio così, le tue abilità di "stampatore" saranno fondamentali per ottenere i migliori risultati. Pensaci... meglio imposterai i parametri di stampa del tuo slicer, migliori saranno le tue stampe. Prima di eseguire i test segui questi consigli Premessa importante: è necessario utilizzare lo stesso filamento per tutti i test, magari uno che conosci già. Ti consiglio di usare un filamento di qualità e facile da stampare come il PLA, così eviterai di complicarti la vita con le difficoltà che sorgono nell'usare materiali più tecnici. Se ti serve qualche dritta sul materiale giusto da usare, ti segnalo la guida ai 5 materiali più economici per la stampa 3D. Al suo interno trovi una selezione che tiene conto del prezzo e della qualità del materiale stesso. Penso sia di grande aiuto se sei indeciso sul filamento da usare con la tua stampante 3D. Se non lo hai ancora fatto, dai un'occhiata ai miei 5 consigli su come ottenere una stampa 3D perfetta. Prima di iniziare coi test è bene che la tua stampate 3D sia pronta a essere messa sotto stress. Seguendo questi accorgimenti, non potrai sbagliare! 🚀 Infine, dovrai assicurarti di avere a disposizione uno strumento fondamentale: un calibro digitale. Potrà sembrarti banale, ma misurare in modo preciso i pezzi che realizzerai sarà importantissimo per valutarli correttamente. Questo è il calibro che uso io, è disponibile su Amazon e solitamente si trova in offerta. Vedi offerta su Amazon Bene, penso che sia il momento di iniziare. I test da eseguire per valutare la tua stampante 3D Usa l'indice che trovi di seguito per saltare velocemente alle sezioni dei vari test. All'interno di ogni sezione troverai anche il relativo modello 3D da scaricare direttamente dalla sezione Download della community. Non ti resta che proseguire nella lettura e, mi raccomando, non dimenticare di mostrarci i tuoi risultati nella galleria immagini! I test da eseguire: > Test stampante 3D n.1: Accuratezza dimensionale > Test stampante 3D n.2: Bridging (ponti e sbalzi) > Test stampante 3D n.3: Massimo angolo di sbalzo > Test stampante 3D n.4: Ritrazione > Test stampante 3D n.5: Tolleranza negativa > Test stampante 3D n.6: Vibrazioni sugli assi X e Y > Test stampante 3D n.7: Wobble Ready? Go! Test stampante 3D n.1 - Accuratezza dimensionale Come primo oggetto abbiamo un solido di rotazione che aiuterà a verificare se la tua stampante è ben calibrata. Una volta stampato l’oggetto, puoi utilizzare il tuo calibro digitale e controllare se e quanto le misure dell'oggetto stampato si discostano dal modello digitale. Per darti un riferimento: la base circolare del modello 3D ha diametro che misura esattamente 20 mm. Segna con un pennarello sul modello gli assi X e Y per essere sicuro di non invertirli anche quando lo avrai staccato dal piatto di stampa. Assegna poi un punteggio a seconda di quanto differiscono le misure di X e Y: 1 punto se la differenza della misura tra X e Y è maggiore di 0,4 mm; 2 punti se la differenza della misura tra X e Y è tra 0,3 e 0,4 mm; 3 punti se la differenza della misura tra X e Y è tra 0,2 e 0,3 mm; 4 punti se la differenza della misura tra X e Y è tra 0,1 e 0,2 mm; 5 punti se la differenza della misura tra X e Y è minore di 0,1 mm. Scarica qui il modello 3D per eseguire il test: Per questo test puoi anche usare il modello del cubo XYZ, che puoi trovare al a seguente link. Solitamente questo modello è usato per fare la calibrazione step/mm delle stampanti 3D. Se nella misurazione scopri che ci sono degli scostamenti dimensionali, puoi correggere queste imperfezioni seguendo la mia guida alla regolazione step/mm. Test stampante 3D n.2: Bridging (ponti e sbalzi) In questo test entrano in gioco due fattori: stampante e, soprattutto, impostazioni di slicing. Assicurati quindi di settare al meglio lo slicer: ogni stampante si comporta in modo diverso ma, in generale, posso dirti che è bene diminuire la quantità di estrusione, tenere leggermente più bassa la temperatura dell’ugello e andare molto piano con la velocità di stampa. Una volta finita la produzione dell'oggetto potrai verificare il punteggio: 1 punto se tutti i ponti risultano collassati; 2 punti se solo i 2 più lunghi risultano collassati; 3 punti se tutti i ponti sono stabili ma hanno dei dei fili cadenti; 4 punti se nessun ponte risulta collassato e i 2 più piccoli non hanno fili cadenti; 5 punti se nessun ponte risulta collassato e tutti e 5 i ponti non hanno fili cadenti.(lo spanciamento di un filo fino a 2 mm è accettabile). Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.3: Massimo angolo di sbalzo Nel caso della prova degli sbalzi, più l’angolo aumenta e meno superficie di appoggio sarà disponibile per il filamento del layer superiore. Perciò solitamente i difetti crescono con l’alzarsi della stampa. Le valutazioni vanno date in questo modo: 1 punto se la stampante non è riuscita a terminare nessuna sporgenza; 2 punti se la stampante è riuscita a terminare le sporgenze 30 e 45 gradi ma non i 60 e 70; 3 punti se la stampante ha lasciato cadere alcuni fili sulla sporgenza da 70 gradi; 4 punti se la stampante non ha lasciato cadere i perimetri sottostanti e la superficie del 60 e 70 gradi è solo leggermente diversa dalla superficie degli sbalzi di 30 e 45 gradi; 5 punti se c’è poca o nulla differenza nella struttura superficiale tra i quattro angoli di sbalzo. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.4: Ritrazione Sarai in grado di gestire al meglio la ritrazione su un modello come questo? Qui la storia si fa dura! 🤯 Anche qua entrano in gioco le impostazioni dello slicer. Una volta stampato il tuo file verifica ancora una volta quanti punti merita il tuo risultato: 1 punto se le punte non sono finite a causa di un inceppamento dell’estrusore o mancanza di flusso di materiale; 2 punti se le punte sono stampate ma sono piene di fili che le collegano l’un l’altra; 3 punti se le punte sono stampate e ci sono alcuni fili di collegamento. Ma gli errori sulla geometria sono dovuti a problemi di flusso (sotto o sovraestrusione); 4 punti se le punte sono presenti, non ci sono fili di collegamento, ma ci sono problemi di flusso, per cui le stesse non risultano quadrate ma hanno mancanze o abbondanza di materiale e sembrano di forma conica; 5 punti se le punte sono state stampate, non ci sono fili di collegamento e non vi sono scalini o rigature a causa di problemi di flusso del volume. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.5: Tolleranza negativa Nel file corrispondente a questo test i cilindri aumentano di diametro, diminuendo quindi la distanza dalle pareti. Sarà quindi mano a mano più possibile che il cilindro faccia aderenza al resto del pezzo. Non dovrai preoccuparti se la tua estrusione è settata in modo super preciso. Questi sono i punteggi: 0 punti se non è possibile rimuovere alcun cilindro; 1 punto se è possibile rimuovere il cilindro di tolleranza radiale da 0.6 mm; 2 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6 mm e 0.5 mm; 3 punti se è possibile rimuovere i cilindri di tolleranza radiale da 0.6, 0.5 e 0.4 mm; 4 punti se è possibile rimuovere i cilindri 0.6, 0.5, 0.4 e 0.3mm; 5 punti se tutti i cilindri possono essere rimossi. Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.6: Vibrazioni sugli assi X e Y Questo test valuta sia la risonanza meccanica degli assi X e Y, che il controllo della deposizione durante le estrusioni lineari. Infatti, le pareti formate da un solo guscio ti permettono di verificare se lo spessore dell’estrusione sia uguale a quella impostata nello slicer. Poiché la risonanza è difficile da misurare quantitativamente, il risultato sarà solamente di tipo fallito/superato. Se c’è qualche increspatura agli angoli o nel punto medio della parete di stampa con l’inserto, il test è fallito. Assegna quindi alla stampa un valore di 0 punti. Se non ci sono increspature invece il test è superato e puoi assegnare alla stampa un valore di 2 punti. Per quanto riguarda il controllo della deposizione invece, se misurando lo spessore della parete, trovi che la misura si discosta di massimo 0,1 millimetri dal valore di "extrusion width" dello slicer allora assegna 1 punto. Con ogni altro valore il test non è passato, e quindi vale 0 punti. In questo caso ti metto a disposizione due modelli 3D. Questi si differenziano per lo spessore delle pareti verticali: nel primo hanno spessore 0.5mm, nel secondo hanno spessore 1mm. In base all'ugello che monta la tua stampante 3D dovrai scegliere il modello che più ha senso! Scarica qui il modello 3D per eseguire il test: Test stampante 3D n.7: Wobble Con il modello della torre sarai in grado anche di valutare il cosiddetto "wobble". Questo difetto riguarda l’asse Z. Per la valutazione si deve illuminare dall’alto la stampa e valutare, se c’è una notevole perdita degli strati nella metà superiore della stampa. Se vedi più di 6/7 ombre molto marcate, sintomo che hai spessori più grandi o più piccoli, allora la stampa è fallita e dovrai assegnare 0 punti. Se non c’è differenza tra i layer, oppure si presenta in pochi punti, il test è passato e puoi assegnare alla stampa un valore di “2”. Scarica qui il modello 3D per eseguire il test: Se riscontri problemi di wobble, puoi correggerli seguendo le indicazioni di questa guida: Sommiamo i risultati: che punteggio hai ottenuto? Terminati tutti i test potrai ottenere un punteggio complessivo della tua stampante e saprai anche quali sono i punti più carenti su cui mettere mano. Che punteggio hai ottenuto? Faccelo sapere commentando questo post e non dimenticare di caricare le foto dei tuoi risultati nella galleria immagini! -
Test stampanti 3D FDM - Download file
Alessandro Tassinari ha pubblicato una discussione in Problemi generici o di qualità di stampa
Allego in questo post i modelli 3D da scaricare per poter fare un test oggettivo delle vostre stampanti 3D FDM. A questo link trovate la guida passo passo per capire come valutare le macchine FDM, con tanto di descrizione e indicazioni di punteggio. Test stampante 3D.rar 20mm_XYZ_Calibration_Cube.zip-
- 1
-

-
- test
- stampanti 3d
- (and 1 più)
-
Per questo tipo di domande dovresti aprire un post nell'apposita sezione "la mia prima stampante 3D". Ti consiglio di usare come titolo il nome della stamapnte che vuoi acquistare. Comunque, non credo ti convenga stampare sul cartoncino, perchè dovresti farlo? (Rispondimi nella nuova discussione 😉 )
-
@Lello sei benvenuto!
-
TPE: non riesco ad attaccarlo al piatto
Alessandro Tassinari ha risposto a CPaolo nella discussione Materiali di stampa
Ciao @CPaolo, anche a me la temperatura sembra un po' alta. Proverei a diminuirla per piccoli step: parti da 240° e scendi man mano di 5 gradi finché non noti che il filamento fa fatica a estrudersi. Magari scopriamo che per la tua configurazione stampante-filamenti riusciamo a estruderlo intorno ai 220-230° senza problemi (l'importante è non sforzare niente). Il piano riscaldato a 80-90° dovrebbe aiutare. Sul bluetape dovrebbe attaccare bene, altrimenti puoi provare con un tappetino magnetico. Eventualmente, scendi ancora di velocità. Facci sapere! -
Che bei lavori, grazie per la condivisione! Non ricordo, che stampante usi e con che parametri?
-
Stampanti 3D: il volume di stampa
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
Visualizza articolo -
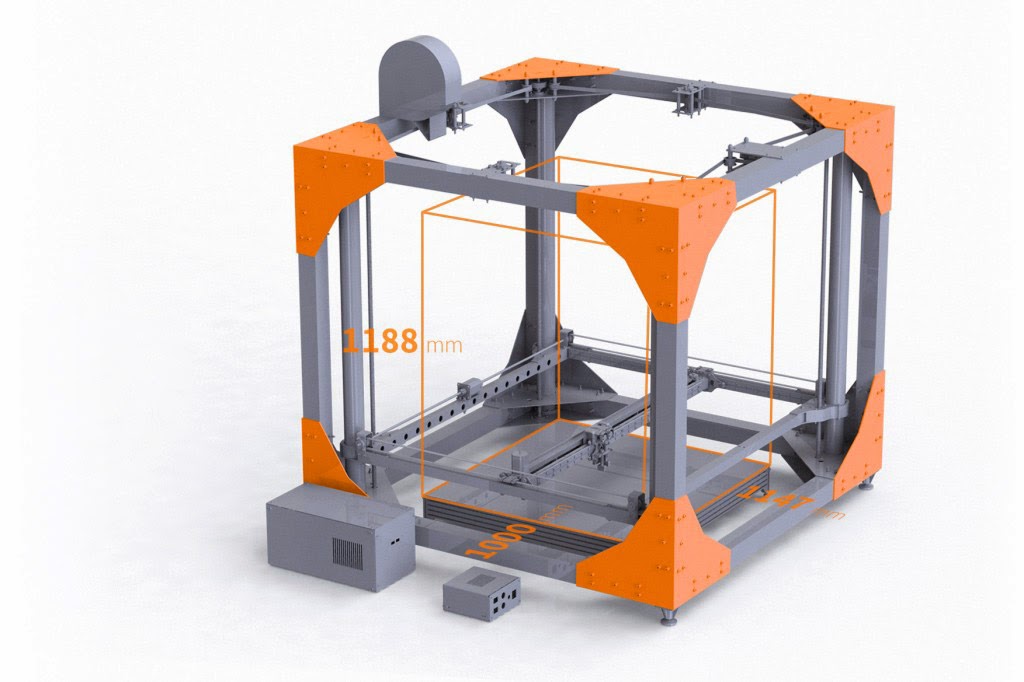 Il volume di stampa è spesso considerato una caratteristica fondamentale nella scelta della stampante 3D. In effetti, da questa dipendono tantissimi aspetti: la dimensione dei modelli realizzabili in un solo pezzo, la quantità di pezzi realizzabili in un solo processo di stampa, il costo stesso della stampante. Spesso, inoltre, un volume di stampa generoso viene presentato come un grande vanto da parte dei produttori di stampanti 3D, i quali cercano di attirare in questo modo i meno esperti. Una domanda, quindi, nasce spontanea: è necessario avere un volume di stampa di grandi dimensioni? E ancora: quanto incide il volume di stampa di una stampante 3D sul suo valore complessivo? Se ti stai ponendo questo tipo di domande, ti consiglio di continuare a leggere questa guida! In questa guida: > Volume di stampa - Lo spazio vitale della stampante 3D > Volume di stampa nelle stampanti 3D FDM > Volume di stampa nelle stampanti 3D SLA e DLP > Volume di stampa nelle stampandi SLS e similari > Volume di stampa: è davvero una caratteristica fondamentale? > Stampanti 3D a grande formato - Le più economiche Volume di stampa - Lo spazio vitale della stampante 3D Con "volume di stampa" si intende quello spazio che si sviluppa sugli assi X, Y, Z ed entro il quale la stampante 3D può produrre oggetti. Questo volume è quindi da intendersi interno alla struttura della stampante e definito esclusivamente dalle possibilità di movimento del blocco estrusore. Generalmente, le dimensioni su X, Y e Z vengono definite in millimetri o, al massimo in centimetri. Al momento dell'acquisto, questa caratteristica fisica della stampante 3D è considerata, soprattutto dai neofiti, una delle più importanti. Dopotutto, non è difficile capirne le motivazioni: produrre modelli di grandi dimensioni senza dover ricorrere a sezionamenti o la possibilità di riempire superficie/volume in modo da ottimizzare i tempi di produzione, sono sicuramente buone motivazioni per andare alla ricerca di stampanti 3D con dimensioni generose. All'aumentare del volume di stampa e mantenendo invariate le altre caratteristiche tecniche, però, bisogna tenere in considerazione la questione dei costi. In generale, le stampanti 3D che riportano un volume di stampa maggiore riportano costi più elevati. Inoltre, è necessario fare attenzione a una serie di complicazioni tecniche. Torna all'Indice Volume di stampa nelle stampanti 3D FDM Le stampanti 3D FDM sono le più economiche presenti sul mercato e, per assurdo, sono anche quelle che si sono sviluppate su volumi di lavoro più grandi. Questo processo di ingrandimento è stato possibile grazie al forte abbattimento dei costi di costruzione avvenuto negli ultimi anni. Nel caso specifico delle stampanti 3D FDM, confrontarsi con un volume di stampa maggiore significa anche scontrarsi con un piano di adesione più grande. Se pensiamo di acquistare una macchina che monta un piano riscaldato, dovremo assicurarci che questo riesca a scaldarsi nel modo più uniforme possibile. In caso questo non accada, ci ritroveremo a dover combattere contro ritiri di materiale non uniformi, distaccamenti e mancate adesioni. Inoltre, mettere in piano un piatto di grandi dimensioni risulterà più complesso rispetto a quelli più piccoli. Un sistema di auto-livellamento potrebbe essere una soluzione che permette di automatizzare questa fase di set-up. Tra le stampanti 3D FDM penso sia doveroso fare un appunto sulle differenze tra i modelli cartesiani e i modelli delta. Tra le macchine desktop, ci accorgeremo facilmente di come, a partirà di costi, i modelli di tipo delta permettono di avere volumi di stampa maggiori, soprattutto sviluppati sull'asse Z. Al contrario, invece, aumentando le dimensioni delle macchine, potremo constatare che le stampanti di tipo delta lasciano spazio alle cartesiane. Questa transizione è dovuta più che altro a questioni meccaniche e di semplicità costruttive. Torna all'Indice Volume di stampa nelle stampanti 3D SLA e DLP Nel caso delle stampanti con tecnologia SLA e DLP il tema segue altri lati tecnici. In generale, le stampanti DLP presentano limiti dimensionali dovuti alla fonte luminosa che montano e che non permette di sviluppare molto gli assi X, Y. Diversamente, la tecnologia SLA garantisce maggiori flessibilità, presentandosi però più costosa. In ogni caso, le stampanti 3D a resina faticano a superare dimensioni che vadano oltre i 50-60 cm di lato su assi X, Y. Effettivamente, però, vorrei fare un'altra considerazione: sulle macchine a resina è veramente necessario passare a dimensioni maggiorate? Obiettivamente, la risposta è un sicuro "no". A livello di business, il mercato della stampa 3D professionale non richiede di produrre pezzi di grandissime dimensioni con questa tecnologia. I motivi sono molteplici: tecnici, tecnologici e di mercato. Torna all'Indice Volume di stampa nelle stampanti 3D SLS e similari In questo caso parliamo di una tecnologia che segue un metodo di sviluppo tutto suo. La stampa 3D a polveri è molto utilizzata a livello industriale per produrre modelli in polimeri e metalli, spesso con l'obiettivo di fabbricare piccole serie di oggetti. Anche grazie a questioni tecniche - come la non necessità di produrre supporti nella produzione dei pezzi o la possibilità di riempire il più possibile il volume di lavoro - la tecnologia granulare è riuscita maggiormente a svilupparsi su spazi produttivi più voluminosi, assecondando quelle che sono state le richieste di mercato degli ultimi anni. Parlando di dimensioni, le macchine SLS vanno dai 20 cm ai 100 cm di lato. Torna all'Indice Volume di stampa - è davvero una caratteristica fondamentale? Personalmente, ritengo che la risposta sia un secco "no". Da mia esperienza come progettista e stampatore 3D posso dire che nell'80% dei casi i modelli 3D possono essere prodotti in due o più pezzi, senza rovinare quello che sarà il risultato finale. Spesso però si fa fatica a entrare in quest'ottica lavorativa: quando si produce un modello 3D, si pensa sempre di produrlo tutto d'un pezzo. A meno che non sia necessario assicurare determinate resistenze meccaniche o qualità estetiche, sezionare i modelli 3D è un'ottima soluzione per risparmiare denaro nell'acquisto o nell'affitto di una stampante 3D di grandi dimensioni. Sarà sufficiente avere un minimo di sicurezza nelle operazioni da effettuare per riuscire a ottenere risultati soddisfacenti. Inoltre, è bene ricordare che esistono metodi semplici ed efficaci per rifinire esteticamente tutti i modelli 3D fabbricati. A tal proposito, a questo link puoi leggere la nostra Guida alla Post-Produzione. Sarà più semplice di quanto possa sembrare! Torna all'Indice Stampanti 3D a grande formato - Le più economiche Nella guida che segue ho selezionato per te una serie di stampanti 3D a grandi dimensioni ma davvero economiche e accessibili a chiunque. Se davvero vuoi stampare su un grande volume di stampa e magari risparmiare due soldi, beh il mio consiglio è di darci un'occhio 😇 Torna all'Indice
Il volume di stampa è spesso considerato una caratteristica fondamentale nella scelta della stampante 3D. In effetti, da questa dipendono tantissimi aspetti: la dimensione dei modelli realizzabili in un solo pezzo, la quantità di pezzi realizzabili in un solo processo di stampa, il costo stesso della stampante. Spesso, inoltre, un volume di stampa generoso viene presentato come un grande vanto da parte dei produttori di stampanti 3D, i quali cercano di attirare in questo modo i meno esperti. Una domanda, quindi, nasce spontanea: è necessario avere un volume di stampa di grandi dimensioni? E ancora: quanto incide il volume di stampa di una stampante 3D sul suo valore complessivo? Se ti stai ponendo questo tipo di domande, ti consiglio di continuare a leggere questa guida! In questa guida: > Volume di stampa - Lo spazio vitale della stampante 3D > Volume di stampa nelle stampanti 3D FDM > Volume di stampa nelle stampanti 3D SLA e DLP > Volume di stampa nelle stampandi SLS e similari > Volume di stampa: è davvero una caratteristica fondamentale? > Stampanti 3D a grande formato - Le più economiche Volume di stampa - Lo spazio vitale della stampante 3D Con "volume di stampa" si intende quello spazio che si sviluppa sugli assi X, Y, Z ed entro il quale la stampante 3D può produrre oggetti. Questo volume è quindi da intendersi interno alla struttura della stampante e definito esclusivamente dalle possibilità di movimento del blocco estrusore. Generalmente, le dimensioni su X, Y e Z vengono definite in millimetri o, al massimo in centimetri. Al momento dell'acquisto, questa caratteristica fisica della stampante 3D è considerata, soprattutto dai neofiti, una delle più importanti. Dopotutto, non è difficile capirne le motivazioni: produrre modelli di grandi dimensioni senza dover ricorrere a sezionamenti o la possibilità di riempire superficie/volume in modo da ottimizzare i tempi di produzione, sono sicuramente buone motivazioni per andare alla ricerca di stampanti 3D con dimensioni generose. All'aumentare del volume di stampa e mantenendo invariate le altre caratteristiche tecniche, però, bisogna tenere in considerazione la questione dei costi. In generale, le stampanti 3D che riportano un volume di stampa maggiore riportano costi più elevati. Inoltre, è necessario fare attenzione a una serie di complicazioni tecniche. Torna all'Indice Volume di stampa nelle stampanti 3D FDM Le stampanti 3D FDM sono le più economiche presenti sul mercato e, per assurdo, sono anche quelle che si sono sviluppate su volumi di lavoro più grandi. Questo processo di ingrandimento è stato possibile grazie al forte abbattimento dei costi di costruzione avvenuto negli ultimi anni. Nel caso specifico delle stampanti 3D FDM, confrontarsi con un volume di stampa maggiore significa anche scontrarsi con un piano di adesione più grande. Se pensiamo di acquistare una macchina che monta un piano riscaldato, dovremo assicurarci che questo riesca a scaldarsi nel modo più uniforme possibile. In caso questo non accada, ci ritroveremo a dover combattere contro ritiri di materiale non uniformi, distaccamenti e mancate adesioni. Inoltre, mettere in piano un piatto di grandi dimensioni risulterà più complesso rispetto a quelli più piccoli. Un sistema di auto-livellamento potrebbe essere una soluzione che permette di automatizzare questa fase di set-up. Tra le stampanti 3D FDM penso sia doveroso fare un appunto sulle differenze tra i modelli cartesiani e i modelli delta. Tra le macchine desktop, ci accorgeremo facilmente di come, a partirà di costi, i modelli di tipo delta permettono di avere volumi di stampa maggiori, soprattutto sviluppati sull'asse Z. Al contrario, invece, aumentando le dimensioni delle macchine, potremo constatare che le stampanti di tipo delta lasciano spazio alle cartesiane. Questa transizione è dovuta più che altro a questioni meccaniche e di semplicità costruttive. Torna all'Indice Volume di stampa nelle stampanti 3D SLA e DLP Nel caso delle stampanti con tecnologia SLA e DLP il tema segue altri lati tecnici. In generale, le stampanti DLP presentano limiti dimensionali dovuti alla fonte luminosa che montano e che non permette di sviluppare molto gli assi X, Y. Diversamente, la tecnologia SLA garantisce maggiori flessibilità, presentandosi però più costosa. In ogni caso, le stampanti 3D a resina faticano a superare dimensioni che vadano oltre i 50-60 cm di lato su assi X, Y. Effettivamente, però, vorrei fare un'altra considerazione: sulle macchine a resina è veramente necessario passare a dimensioni maggiorate? Obiettivamente, la risposta è un sicuro "no". A livello di business, il mercato della stampa 3D professionale non richiede di produrre pezzi di grandissime dimensioni con questa tecnologia. I motivi sono molteplici: tecnici, tecnologici e di mercato. Torna all'Indice Volume di stampa nelle stampanti 3D SLS e similari In questo caso parliamo di una tecnologia che segue un metodo di sviluppo tutto suo. La stampa 3D a polveri è molto utilizzata a livello industriale per produrre modelli in polimeri e metalli, spesso con l'obiettivo di fabbricare piccole serie di oggetti. Anche grazie a questioni tecniche - come la non necessità di produrre supporti nella produzione dei pezzi o la possibilità di riempire il più possibile il volume di lavoro - la tecnologia granulare è riuscita maggiormente a svilupparsi su spazi produttivi più voluminosi, assecondando quelle che sono state le richieste di mercato degli ultimi anni. Parlando di dimensioni, le macchine SLS vanno dai 20 cm ai 100 cm di lato. Torna all'Indice Volume di stampa - è davvero una caratteristica fondamentale? Personalmente, ritengo che la risposta sia un secco "no". Da mia esperienza come progettista e stampatore 3D posso dire che nell'80% dei casi i modelli 3D possono essere prodotti in due o più pezzi, senza rovinare quello che sarà il risultato finale. Spesso però si fa fatica a entrare in quest'ottica lavorativa: quando si produce un modello 3D, si pensa sempre di produrlo tutto d'un pezzo. A meno che non sia necessario assicurare determinate resistenze meccaniche o qualità estetiche, sezionare i modelli 3D è un'ottima soluzione per risparmiare denaro nell'acquisto o nell'affitto di una stampante 3D di grandi dimensioni. Sarà sufficiente avere un minimo di sicurezza nelle operazioni da effettuare per riuscire a ottenere risultati soddisfacenti. Inoltre, è bene ricordare che esistono metodi semplici ed efficaci per rifinire esteticamente tutti i modelli 3D fabbricati. A tal proposito, a questo link puoi leggere la nostra Guida alla Post-Produzione. Sarà più semplice di quanto possa sembrare! Torna all'Indice Stampanti 3D a grande formato - Le più economiche Nella guida che segue ho selezionato per te una serie di stampanti 3D a grandi dimensioni ma davvero economiche e accessibili a chiunque. Se davvero vuoi stampare su un grande volume di stampa e magari risparmiare due soldi, beh il mio consiglio è di darci un'occhio 😇 Torna all'Indice -
Ciao @deiv! Se hai domande specifiche scrivi nelle apposite sezioni del forum, così saranno facilmente trovabili e otterrai più risposte. Hai foto delle miniature che hai stamapato con la Photon? Vorrei capire che risultati si ottengono. Se ti va, puoi aprire una discussione nella categoria Off Topic mettendo le foto e qualche info!
-
Problemi di stampa - Prusa I3
Alessandro Tassinari ha risposto a tommasone nella discussione La mia prima stampante 3D
A che altezza di layer stampi? L'infill come ti viene? Sent from my Redmi 5 using Tapatalk -
alfawise U20
Alessandro Tassinari ha risposto a Claudio72 nella discussione La mia prima stampante 3D
E noi aspettiamo info da parte tua! Sarebbe bello se tu riuscissi a mandarci foto dell'unboxing e delle componenti, personalmente sono molto curioso! -
alfawise U20
Alessandro Tassinari ha risposto a Claudio72 nella discussione La mia prima stampante 3D
Ho capito di che macchina parli, allora ne ho già sentito parlare! Sembra stia diventando abbastanza conosciuta, probabilmente anche per il costo. Sottolineo due punti che, personalmente, non mi convincono: - temperatura massima raggiungibile un po' bassina; - firmware chiuso, che non fa molto comodo se ti piace divertirti col codice Sent from my Redmi 5 using Tapatalk -
Ben trovato! 😉
-
alfawise U20
Alessandro Tassinari ha risposto a Claudio72 nella discussione La mia prima stampante 3D
Ciao @Claudio72, mai sentita questa stampante. Puoi caricare un'immagine in questa discussione e darci le principali caratteristiche tecniche? Magari così riusciamo a darti un feedback. -
Ciao!
-
Problemi di stampa - Prusa I3
Alessandro Tassinari ha risposto a tommasone nella discussione La mia prima stampante 3D
Bene! Hai fatto alcune operazioni particolari? -
Flusso di stampa: guida alla calibrazione ottimale
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
View full post -
Flusso di stampa: guida alla calibrazione ottimale
Alessandro Tassinari ha pubblicato un articolo in Guide
 In una delle nostre guide più lette - 5 accorgimenti per una stampa 3D perfetta - abbiamo visto come ottenere la massima qualità dalle nostre stampe 3D seguendo dei consigli base. Abbiamo cercato la messa a punto ottimale dando soluzioni per risolvere i problemi più frequenti in tutto il processo di stampa, a partire dalla scelta del filamento. In questa guida, invece, ti aiuteremo ad analizzare un problema più tecnico, ma non per questo difficile da risolvere. Vediamo come calibrare in modo preciso il flusso di stampa del tuo blocco estrusore. Calibrare il flusso di stampa: procedimento per ottenere una calibrazione perfetta Come probabilmente saprai, blocco estrusore è dotato di una ruota dentata agganciata a un motore stepper. Questa ruota, girando, tira il filamento spingendolo verso l'ugello. In questo processo di movimentazione meccanica, il problema potrebbe sorgere nel momento in cui l’estrusore non riesce a spingere la giusta quantità di materiale necessaria da estrudere. Il risultato? Una stampa deformata, con fessurazioni, zigrinata o in difetto di materiale. Per verificare se la tua stampante ha problemi di flusso di stampa, possiamo fare una semplice prova di misurazione e correggere un semplice parametro nel firmware. Step 1 - Controllare il valore E-step impostato nel firmware Prima di procedere con le operazioni manuali, è necessario entrare nel firmware della stampante 3D e verificare su che valore è impostata la quantità di estrusione della nostra stampante. Ciò che devi trovare è il valore di E-step alla stringa M92. Da qui devi leggere il valore che segue la ‘E’, nel nostro caso pari a 96.6. Per fare ciò abbiamo due possibilità: connettere la stampante al pc e verificare il valore da Repetier Host;verificare il valore dallo schermo LCD della stampante 3D, se il firmware lo permette. Non conosci Repetier Host? Clicca qui per leggere la nostra guida Step 2 - Fare un prova di estrusione Ora dovrai, in breve, fornire alla stampante il comando per estrudere una certa quantità di materiale e controllare se ciò si verifica correttamente. Per prepararti alla procedura, dovrai segnare sul filamento il punto corrispondente a 100 millimetri di distanza dall’imbocco dell’estrusore, come in figura. Invia quindi alla macchina un gcode per farle estrudere 100 millimetri di filamento, ricordandoti prima di riscaldare l’ugello. Puoi avviare questa operazione in due modi: inviando il comando ‘G1 E100 F200’ da Repetier Host;caricando un gcode apposito su scheda SD ed avviandolo dalla stampante 3D come una qualsiasi stampa (se scegli quest’ultima opzione, puoi scaricare il gcode dal nostro forum a questo link). Step 3 - Verificare la quantità di estrusione A questo punto puoi misurare la lunghezza del filamento non estruso, ovvero la distanza tra il segno fatto a penna e l’imbocco dell’estrusore, così da ottenere per differenza la lunghezza di filamento effettivamente estrusa. Nel nostro caso l’estrusione era minore dei 100 millimetri effettivi, quindi la misurazione del filamento rimanente risultava facilitata. Per misurare il filamento nel caso in cui l’estrusione risulti maggiore, basta fare precedentemente un altro segno ad una data distanza oltre quello dei 100 millimetri, ottenendo il valore cercato per differenza. Step 4 - Calcolare il valore E-step corretto Nel nostro esempio otteniamo un valore di 91.88 millimetri estrusi (ottenuti con 100 mm – 8.12 mm). Procediamo quindi applicando la formula per ottenere il valore corretto di E-step da sostituire nel firmware. Step 5 - Correggere il valore E-step nel firmware Per concludere, ora puoi sostituire il valore di E-step nel firmware. Anche in questo caso puoi agire in due modi. Nell’LCD, se il firmware della stampante te lo consente, ti basterà cambiare il valore E0 steps/mm e poi selezionare l’opzione ‘salva in EEPROM’ per rendere definitive le modifiche. Altrimenti, da Repetier Host, dovrai inviare il comando M92 seguito dal valore E-steps (es: ‘M92 E105.13’), seguito dal comando ‘M500’ per salvare la modifica. Complimenti, hai appena finito la calibrazione del flusso di stampa per la tua stampante 3D! Per verificare se l'intera procedura è andata a buon fine, puoi ripetere gli Step 1, 2 e 3, estrudendo nuovamente 100 millimetri di filamento e controllando che ne siano estrusi effettivamente altrettanti. Se ti restano domande che vorresti porci o stai riscontrando altri problemi, clicca qui per iscriverti al nostro forum: la community sarà felice di aiutarti! Se ti è piaciuta questa guida, seguici su Facebook e Twitter per non perdere gli ultimi aggiornamenti. Di seguito ti lasciamo una serie di guide che potrebbero interessarti: Guida per il neofita: guida introduttiva alla stampa 3D PLA vs ABS: qual è il migliore? Velocità o qualità? I parametri di stampa corretti per ottenere risultati migliori.
In una delle nostre guide più lette - 5 accorgimenti per una stampa 3D perfetta - abbiamo visto come ottenere la massima qualità dalle nostre stampe 3D seguendo dei consigli base. Abbiamo cercato la messa a punto ottimale dando soluzioni per risolvere i problemi più frequenti in tutto il processo di stampa, a partire dalla scelta del filamento. In questa guida, invece, ti aiuteremo ad analizzare un problema più tecnico, ma non per questo difficile da risolvere. Vediamo come calibrare in modo preciso il flusso di stampa del tuo blocco estrusore. Calibrare il flusso di stampa: procedimento per ottenere una calibrazione perfetta Come probabilmente saprai, blocco estrusore è dotato di una ruota dentata agganciata a un motore stepper. Questa ruota, girando, tira il filamento spingendolo verso l'ugello. In questo processo di movimentazione meccanica, il problema potrebbe sorgere nel momento in cui l’estrusore non riesce a spingere la giusta quantità di materiale necessaria da estrudere. Il risultato? Una stampa deformata, con fessurazioni, zigrinata o in difetto di materiale. Per verificare se la tua stampante ha problemi di flusso di stampa, possiamo fare una semplice prova di misurazione e correggere un semplice parametro nel firmware. Step 1 - Controllare il valore E-step impostato nel firmware Prima di procedere con le operazioni manuali, è necessario entrare nel firmware della stampante 3D e verificare su che valore è impostata la quantità di estrusione della nostra stampante. Ciò che devi trovare è il valore di E-step alla stringa M92. Da qui devi leggere il valore che segue la ‘E’, nel nostro caso pari a 96.6. Per fare ciò abbiamo due possibilità: connettere la stampante al pc e verificare il valore da Repetier Host;verificare il valore dallo schermo LCD della stampante 3D, se il firmware lo permette. Non conosci Repetier Host? Clicca qui per leggere la nostra guida Step 2 - Fare un prova di estrusione Ora dovrai, in breve, fornire alla stampante il comando per estrudere una certa quantità di materiale e controllare se ciò si verifica correttamente. Per prepararti alla procedura, dovrai segnare sul filamento il punto corrispondente a 100 millimetri di distanza dall’imbocco dell’estrusore, come in figura. Invia quindi alla macchina un gcode per farle estrudere 100 millimetri di filamento, ricordandoti prima di riscaldare l’ugello. Puoi avviare questa operazione in due modi: inviando il comando ‘G1 E100 F200’ da Repetier Host;caricando un gcode apposito su scheda SD ed avviandolo dalla stampante 3D come una qualsiasi stampa (se scegli quest’ultima opzione, puoi scaricare il gcode dal nostro forum a questo link). Step 3 - Verificare la quantità di estrusione A questo punto puoi misurare la lunghezza del filamento non estruso, ovvero la distanza tra il segno fatto a penna e l’imbocco dell’estrusore, così da ottenere per differenza la lunghezza di filamento effettivamente estrusa. Nel nostro caso l’estrusione era minore dei 100 millimetri effettivi, quindi la misurazione del filamento rimanente risultava facilitata. Per misurare il filamento nel caso in cui l’estrusione risulti maggiore, basta fare precedentemente un altro segno ad una data distanza oltre quello dei 100 millimetri, ottenendo il valore cercato per differenza. Step 4 - Calcolare il valore E-step corretto Nel nostro esempio otteniamo un valore di 91.88 millimetri estrusi (ottenuti con 100 mm – 8.12 mm). Procediamo quindi applicando la formula per ottenere il valore corretto di E-step da sostituire nel firmware. Step 5 - Correggere il valore E-step nel firmware Per concludere, ora puoi sostituire il valore di E-step nel firmware. Anche in questo caso puoi agire in due modi. Nell’LCD, se il firmware della stampante te lo consente, ti basterà cambiare il valore E0 steps/mm e poi selezionare l’opzione ‘salva in EEPROM’ per rendere definitive le modifiche. Altrimenti, da Repetier Host, dovrai inviare il comando M92 seguito dal valore E-steps (es: ‘M92 E105.13’), seguito dal comando ‘M500’ per salvare la modifica. Complimenti, hai appena finito la calibrazione del flusso di stampa per la tua stampante 3D! Per verificare se l'intera procedura è andata a buon fine, puoi ripetere gli Step 1, 2 e 3, estrudendo nuovamente 100 millimetri di filamento e controllando che ne siano estrusi effettivamente altrettanti. Se ti restano domande che vorresti porci o stai riscontrando altri problemi, clicca qui per iscriverti al nostro forum: la community sarà felice di aiutarti! Se ti è piaciuta questa guida, seguici su Facebook e Twitter per non perdere gli ultimi aggiornamenti. Di seguito ti lasciamo una serie di guide che potrebbero interessarti: Guida per il neofita: guida introduttiva alla stampa 3D PLA vs ABS: qual è il migliore? Velocità o qualità? I parametri di stampa corretti per ottenere risultati migliori.-
- 2
-
-

-
- guida
- calibrazione
- (and 1 più)
-
Problemi di stampa - Prusa I3
Alessandro Tassinari ha risposto a tommasone nella discussione La mia prima stampante 3D
Dalle foto potrebbe anche essere un problema di estrusione, come se ti uscisse poco materiale. Prova e facci sapere. -
Problemi di stampa - Prusa I3
Alessandro Tassinari ha risposto a tommasone nella discussione La mia prima stampante 3D
Ciao @tommasone, ho modificato il titolo della discussione perché era troppo generico. In futuro, ricorda sempre di inserire qualche informazione di base in più nel titolo, così che la conversazione possa essere facilmente ritrovabile e d'aiuto anche per altri 😉 Riguardo il tuo problema, visto come viene depositato il materiale, mi verrebbe da pensare a due cose: a che temperatura stampi e con che materiale? sicuro che il piano di stampa sia ben livellato e che la distanza piano-ugello sia corretta? Facci sapere! -
Benvenuto!