Alessandro Tassinari
-
Numero contenuti
1.540 -
Iscritto
-
Ultima visita
-
Giorni Vinti
37
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alessandro Tassinari
-
Grande @giovannire , ci siamo incontrati ma abbiamo saltato la foto. Sarà per la prossima, intanto pensiamo a portare avanti i nostri progetti!
-

Le cose più utili da stampare in 3d
Alessandro Tassinari ha risposto a Lavinia nella discussione Nuove idee e progetti
Quoto @giovannire ! Lo spremi dentifricio è diventato fondamentale nella mia vita -
Wasp Big Delta alla Maker Faire Roma
una discussione ha risposto a Alessandro Tassinari in Notizie sulla stampa 3D
Io credo che riesca senza problemi a chiudere una casetta a forma di cupola In fiera non ha mai superato i 40 centimetri di altezza, ma l'ho vista andare con molta scioltezza -
Ciao Domenico, benvenuto!
-
Ciao Marco, benvenuto tra di noi!
-
Stampanti GIMAX 3D
Alessandro Tassinari ha risposto a Ociz nella discussione Problemi generici o di qualità di stampa
Direttamente dalla Maker Faire Rome, ecco la nuova arrivata in casa Gimax 3D: la piccola Maty! L'abbiamo descritta velocemente in questo articolo. Vi ricordo inoltre che @gimax3d è ufficialmente iscritta sul nostro forum. Se avete domande, potrete farle direttamente all'azienda! -
Stampante 3D di Arduino: Materia 101
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Notizie sulla stampa 3D
Ecco le caratteristiche tecniche (copio e incollo dal comunicato stampa di Sharebot) I prezzi, ancora in fase di definizione, vedono la stampante da assemblare sotto i 600 €, quella assemblata sotto i 700 €. Caratteristiche tecniche Tecnologia di stampa: Fused Filament Fabrication Volume di stampante mono estrusore: 140 x 100 x 100 mm +/- 5mm Risoluzione di posizionamento teorica X e Y: 0,06 mm Risoluzione di posizionamento Z: 0,0025 mm Diametro foro di estrusione: 0, 35 mm Diametro filamento da estrudere: 1,75 mm Temperature ottimali di estrusione PLA: 200-230° Filamenti di stampa testati e supportati: PLA Filamenti di stampa sperimentali: Cristal Flex, PLA Termosense, Poliuretano Termoplastico (TPU), PET, PLA Sand, PLA Flex Dimensioni esterne: 310 x 330 x 350 mm Peso: 10 kg Consumo: 65 watt Scheda elettronica compatibile Arduino Mega 2560 con Firmware Open Source Marlin https://github.com/Arduino3D/Marlin Schermo LCD da 20 x 4 con navigazione menù a encoder Presetting valori di stampa per PLA Blocco estrusore con regolazione pressione su filamento Potete trovare tutte le informazioni a questo link! -
Ciao Carlo, benvenuto!
-
Stampante 3D di Arduino: Materia 101
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Notizie sulla stampa 3D
Devo dirlo, per ora sono d'accordo con voi. Penso però che non sia finita qua e che qualche novità sia in vista, o almeno lo spero! Sicuramente la mossa è stata fatta nel modo giusto al momento giusto, ed è bastato poco per far parlare di sè: vedere un prodototto brandizzato Arduino fa strano (anche se in realtà molte nostre stampanti ne hanno uno dentro). Lo sanno anche loro che non basta inserire il logo di Arduino su un prodotto per rivoluzionare qualcosa, ma sicuramente le leggi del marketing dicono che questo può essere sufficiente per creare un "nuovo" prodotto. Certo è che se si tratterà di una cosa di questo tipo, l'azienda mi cadrà molto. Vedremo cosa ci tengono nascosto, basta aspettare ancora qualche giorno! -
Prove di stampa Sharebot NG
Alessandro Tassinari ha risposto a alessino nella discussione Nuove idee e progetti
Epperò, niente male I modelli dei Pokémon hanno sempre il loro fascino! -
FormLabs Form +1 - Modello campione
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Nuove idee e progetti
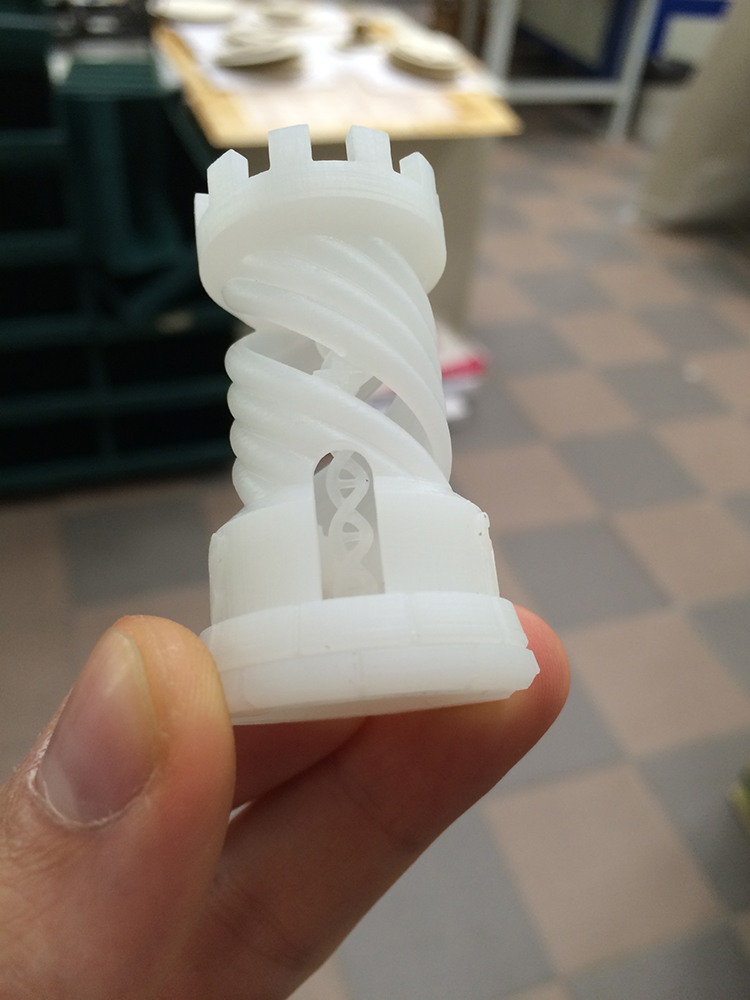
@alessino wow, mi sembra strano che ci siano problemi. Quei modelli sono piccoli e sono abbastanza dettagliati, però non penso che ci dovrebbero essere problemi, soprattutto se li confronto col modello della torre che ho visto. C'è da dire che il modello della torre è super ottimizzato per la stampa 3D e che è un classico, quindi è normale che venga molto bene. Sappici dire cosa gli rispondono! -
Stampante 3D di Arduino: Materia 101
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
Arduino, la famosa scheda programmabile che dà vita alle cose, è vicina a lanciare la propria stampante 3D. Si chiamerà Materia 101 ed è stato proprio Massimo Banzi, ospite a Fuori Che Tempo Che Fa, a mostrarne un’immagine in anteprima. Il tutto è stato coronato con un tweet attraverso l’account Twitter di Arduino, dove è stato specificato che la stampante sarà presentata alla Maker Faire di Roma. -----> http://www.stampa3d-forum.it/materia-101-stampante-3d-arduino/ -
FormLabs Form +1 - Modello campione
Alessandro Tassinari ha pubblicato una discussione in Nuove idee e progetti
Nei giorni scorsi è arrivato in laboratorio questo modello: Si tratta di un campione che FormLabs manda su richiesta a chi potrebbe essere interessato all'acquisto di una loro stampante. Il modello è quello che ormai si vede da un po' di tempo online, la famosa torre con scala a chiocciola all'interno. La sensazione è che il modello sia veramente ben fatto e dettagliato. Al tatto, il materiale da una sensazione di robustezza (tutta da verificare). Vi allego anche una foto della scatolina con cui è arrivata
-
MakerBot Replicator 2... fail!
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Nuove idee e progetti
Probabilmente un bug nello slicing. Sul momento si è solamente pensato a rifare lo slicing e a rimandare in stampa il modello. Il secondo tentativo è andato a buon fine. Insomma, abbiamo visto che anche MakerBot non è infallibile (avevamo dubbi?) Se tornerà a capitare vi farò avere le foto!- 4 risposte
-
- 1
-

-
- fail
- replicator 2
- (and 1 più)
-
Modelli per plastici di architettura
Alessandro Tassinari ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
Buongiorno amici, sto cercando dei modelli 3D raffiguranti persone, alberi e oggetti da inserire all'interno di una serie di plastici di architettura. L'idea sarebbe quella di preparare qualche modello riutilizzabile in più plastici, in modo da risparmiare tempo. Sapreste segnalarmi qualche modello? Qualcuno di voi ne aveva già preparati? -
Sharebot Kiwi - Pulizia approfondita estrusore
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Problemi generici o di qualità di stampa
Chiarissimo! Beh, il consiglio mi piace (mi eviterebbe un po' di lavoro) però mi sa che per sicurezza lo farò. Tra poco farò stampe importanti e non vorrei rischi di nessun tipo. Grazie! -
MakerBot Replicator 2... fail!
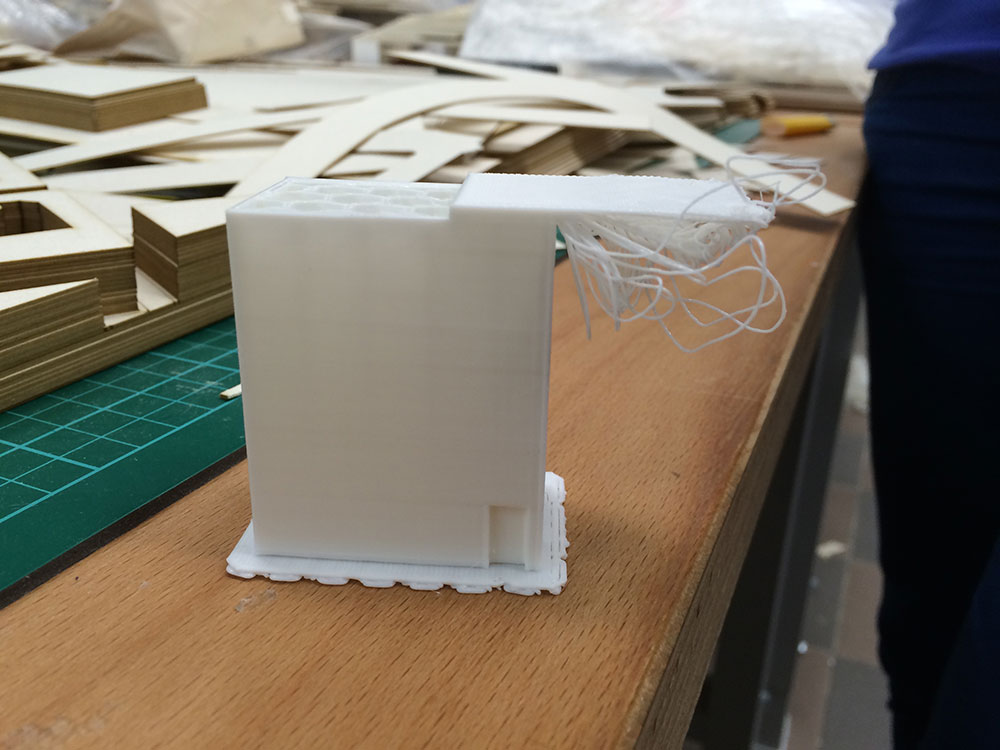
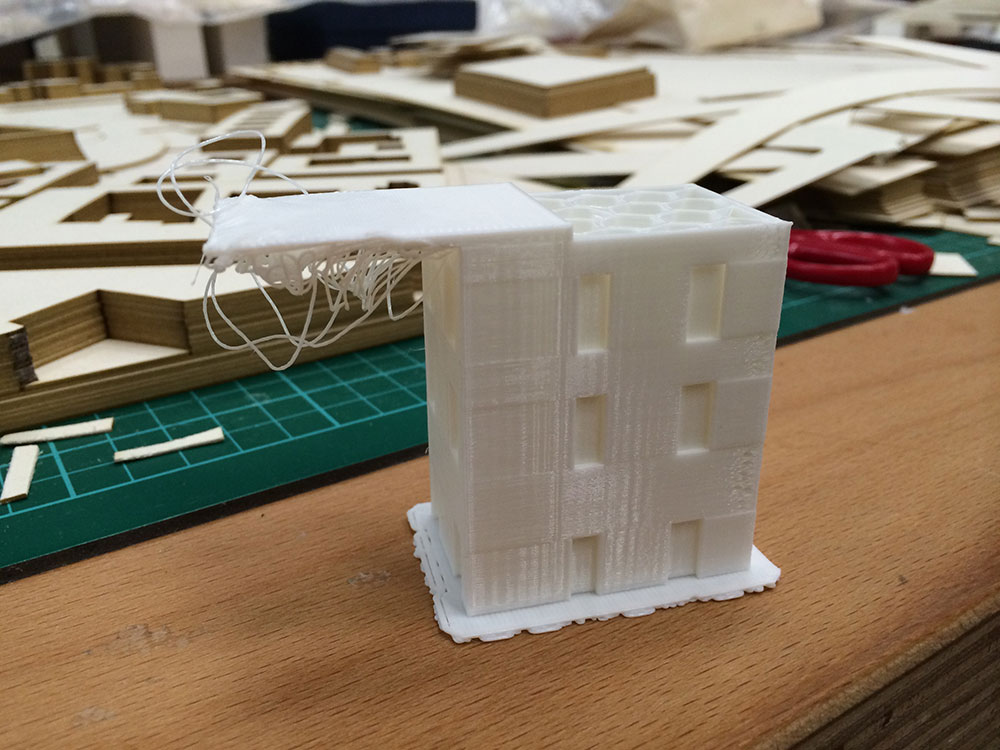
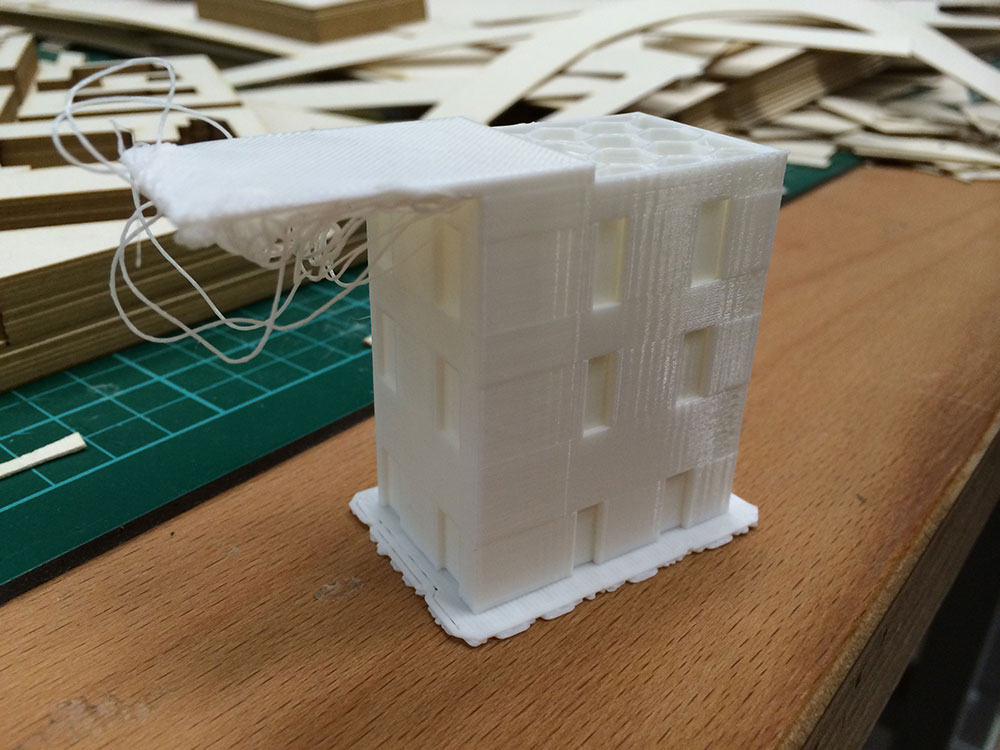
Alessandro Tassinari ha pubblicato una discussione in Nuove idee e progetti
Ebbene sì, succede. In questo caso questa Replicator 2 non ha capito bene che l'edificio deve essere verticale, inventandosi un'improbabile opera d'arte...
-
Diretta Live - Grazie Stampa 3d Forum
Alessandro Tassinari ha risposto a Help3d nella discussione Notizie sulla stampa 3D
Bravi ragazzi, il seminario è stato molto interessante. Complimenti! -
 Thomas Sanladerer è un YouTuber molto famoso per video di vario tipo sul mondo della stampa 3D. Nel suo video “3D printing guides – Plastic destruction” effettua uno Stress Test, ossia testa la resistenza di quattro provini di diversi materiali comunemente utilizzati per la stampa 3D. Caratteristiche dei provini Campione Formlabs SLA: Formlabs Form1+, Formlabs di resina bianca e strati di 100 µm. Campione ABS: stampato con una Mendel90 w/E3Dv6, 250°C, 60 mm/s, far-est nero, Slic3r e strati di 200 µm. Campione PLA Printrbot: Simple Metal w/UBIS hot-end, 208°C, 40 mm/s, color porpora, Printrbot Simple PLA Cura e strati di 200 µm. Campione Taulman Bridge: Nylon, Mendel90 w/E3Dv&, 250°C, 50 mm/s, Slic3r e strati di 200 µm. Con un piacevole dialogo e un certo livello di divertimento, Sanladerer esamina, durante il suo “semi-esperimento scientifico” (lui stesso lo definisce così), la qualità dei campioni per ogni prova alla quale li sottopone. Il suo metodo è sostanzialmente quello di “torturare” i provini per testare come e quanto reggono. Qualità dei materiali Sanladerer si prende un momento preliminare per esaminare le qualità estetiche prodotte da ciascuno dei processi utilizzati nella stampa dei provini: Cominciando con quello di Formlabs, puntualizza che il provino al contatto risulta molto forte. Nota che presenta un buon dettaglio e una buona riproduzione, che le sporgenze si delineano piuttosto bene e che nel complesso è dotato di una grande qualità. Il campione ABS, dice, assomiglia a un pezzo a buon mercato made in China, è piuttosto scadente. Il font non è molto leggibile sul campione e il logo non è facilmente comprensibile. Complessivamente sembra piuttosto dozzinale e anche le sporgenze sul fondo sono davvero di bassa qualità. Sanladerer ne dona una presentazione povera in generale. Sul campione di PLA stampato con una Printrbot Simple Metal e Slicing effettuato con Cura, i font sono poco leggibili, ma la qualità di stampa complessiva è buona. Il taglio si è rivelato piacevole e nel complesso il provino è “buono”. Il campione semi-lucido da Taulman Bridge è gradevole, con una facile stampa di Nylon co-polimero, che è un po’ filante a causa delle sue proprietà intrinseche (è più morbido). La qualità della produzione e il dettaglio sono taglienti e Sanladerer sottolinea quanto bene il Nylon gestisca le sporgenze senza presentare stringhe visibili e quanto sia il materiale più vicino alla perfezione possibile tra tutti i provini. La sua opinione su questo campione pare essere molto buona. Prova di rottura manuale E ora la parte divertente! Sanladerer inizia il primo test di “tortura”, puntualizzando che si tratta di una prova soggettiva. Tenta di rompere il campione con le mani e afferma che non è un’esperienza così gradevole (ne mostra l’arrossamento). Il suo commento finale a questo test è che i provini erano abbastanza resistenti, ad eccezione dell’ABS e del Taulman Bridge. Vediamo la descrizione completa di ciascun campione: Nel testare la resina prodotta con la Formlabs semplicemente, nonostante gli sforzi, non è in grado di romperlo con la punta delle sue dita. Con il campione ABS, Sanladerer è in grado di romperne facilmente alcuni pezzi dalla sporgenza con la punta delle sue dita, usando nessuna forza significativa. Questo risultato non è per nulla una sorpresa, poiché il campione ABS è prodotto economicamente. Il campione PLA con la “stessa procedura, stesse dita utilizzate”, ha prodotto gli stessi risultati del primo campione (non riesce a rompere nulla). Testando il campione Taulman Bridge, nota che pezzi della sporgenza vengono via facilmente, ma non si rompono subito, prima si piegano. Il materiale viene via molto facilmente e gli sembra quasi come strappare del tessuto, questo a causa delle proprietà intrinseche del Nylon. Prova di tensione Nel successivo Stress Test, Sanladerer usa dei morsetti, una morsa e un sistema di carico (un secchio d’acqua) per cercare di strappare i campioni. Incastra i provini tra due morsetti e a essi (appoggiati alla morsa) lega due fili, che sono collegati al secchio d’acqua, che carica man mano. Vediamo le diverse reazioni dei provini: Il campione di Formlabs non si è rotto fino a che il secchio d’acqua non è stato riempito completamente fino in cima, con Sanladerer che lo alzava e lo lasciava andare. Il secchio era arrivato a pesare 17.4 chili. Dal momento che c’è voluto un po’ di tempo perché si rompesse, alla fine sicuramente il campione non ha ceduto facilmente. Il campione ABS ha fallito miseramente e rapidamente. Come ci tiene a sottolineare Sanladerer questo campione è l’unico che non ha “superato il round”. Il campione PLA Printrbot è molto simile al provino di Formlabs, ma gli è occorsa una forza leggermente maggiore per spezzarsi. Il campione Talman Bridge è molto forte e gli c’è voluto un po’ di tempo per rompersi. Risulta infatti abbastanza impressionante il fatto che ha sostenuto quasi completamente il peso di Sanladerer, insieme al secchio pieno d’acqua. Non ha ceduto per niente facilmente e quando si è spezzato, lo ha fatto con la consistenza della stoffa. Prova di compressione La prova successiva è quella di comprimere i provini con la morsa con la quale prima erano incastrati per la prova di tensione. Ecco i risultati: Il campione Formlabs esplode rapidamente, creando una grande sorpresa in Sanladerer (con anche alcune imprecazioni nel sottofondo). Il campione ABS cede gradualmente alla compressione, senza esplodere come quello precedente. Il campione di PLA agisce come l’ABS, ma necessita un po’ di vigore in più alla fine. Il campione di Nylon - impressionante di nuovo – è difficile da distruggere, presenta infatti la performance migliore in questo campo. Conclusioni La resina di Formlabs è molto dettagliata e piuttosto resistente, però a trazione mostra evidenti limiti strutturali, quindi se si stanno progettando parti che devono sostenere forze di tensione o carico, è opportuno usare qualche materiale diverso. ABS ha fallito in un paio di discipline, ma si può tranquillamente utilizzare per le parti base, dove non sia essenziale una grande resistenza (oggetti più a buon mercato). Il più sorprendente è stato il classico PLA stampato con una Printrbot, che è un materiale abbastanza forte e quello più rigido di tutti e quattro i provini. Presenta una rispettabile forza d’incollaggio tra gli strati. Il campione di Nylon Taulman ha avuto una solida performance. Non è rigido come gli altri, però presenta complessivamente strati d’incollaggio molto forti e il materiale stesso ha ceduto in maniera moderata, nel senso che la sua spaccatura è più simile allo strappo di una stoffa che alla rottura della plastica. Ecco il video completo:
Thomas Sanladerer è un YouTuber molto famoso per video di vario tipo sul mondo della stampa 3D. Nel suo video “3D printing guides – Plastic destruction” effettua uno Stress Test, ossia testa la resistenza di quattro provini di diversi materiali comunemente utilizzati per la stampa 3D. Caratteristiche dei provini Campione Formlabs SLA: Formlabs Form1+, Formlabs di resina bianca e strati di 100 µm. Campione ABS: stampato con una Mendel90 w/E3Dv6, 250°C, 60 mm/s, far-est nero, Slic3r e strati di 200 µm. Campione PLA Printrbot: Simple Metal w/UBIS hot-end, 208°C, 40 mm/s, color porpora, Printrbot Simple PLA Cura e strati di 200 µm. Campione Taulman Bridge: Nylon, Mendel90 w/E3Dv&, 250°C, 50 mm/s, Slic3r e strati di 200 µm. Con un piacevole dialogo e un certo livello di divertimento, Sanladerer esamina, durante il suo “semi-esperimento scientifico” (lui stesso lo definisce così), la qualità dei campioni per ogni prova alla quale li sottopone. Il suo metodo è sostanzialmente quello di “torturare” i provini per testare come e quanto reggono. Qualità dei materiali Sanladerer si prende un momento preliminare per esaminare le qualità estetiche prodotte da ciascuno dei processi utilizzati nella stampa dei provini: Cominciando con quello di Formlabs, puntualizza che il provino al contatto risulta molto forte. Nota che presenta un buon dettaglio e una buona riproduzione, che le sporgenze si delineano piuttosto bene e che nel complesso è dotato di una grande qualità. Il campione ABS, dice, assomiglia a un pezzo a buon mercato made in China, è piuttosto scadente. Il font non è molto leggibile sul campione e il logo non è facilmente comprensibile. Complessivamente sembra piuttosto dozzinale e anche le sporgenze sul fondo sono davvero di bassa qualità. Sanladerer ne dona una presentazione povera in generale. Sul campione di PLA stampato con una Printrbot Simple Metal e Slicing effettuato con Cura, i font sono poco leggibili, ma la qualità di stampa complessiva è buona. Il taglio si è rivelato piacevole e nel complesso il provino è “buono”. Il campione semi-lucido da Taulman Bridge è gradevole, con una facile stampa di Nylon co-polimero, che è un po’ filante a causa delle sue proprietà intrinseche (è più morbido). La qualità della produzione e il dettaglio sono taglienti e Sanladerer sottolinea quanto bene il Nylon gestisca le sporgenze senza presentare stringhe visibili e quanto sia il materiale più vicino alla perfezione possibile tra tutti i provini. La sua opinione su questo campione pare essere molto buona. Prova di rottura manuale E ora la parte divertente! Sanladerer inizia il primo test di “tortura”, puntualizzando che si tratta di una prova soggettiva. Tenta di rompere il campione con le mani e afferma che non è un’esperienza così gradevole (ne mostra l’arrossamento). Il suo commento finale a questo test è che i provini erano abbastanza resistenti, ad eccezione dell’ABS e del Taulman Bridge. Vediamo la descrizione completa di ciascun campione: Nel testare la resina prodotta con la Formlabs semplicemente, nonostante gli sforzi, non è in grado di romperlo con la punta delle sue dita. Con il campione ABS, Sanladerer è in grado di romperne facilmente alcuni pezzi dalla sporgenza con la punta delle sue dita, usando nessuna forza significativa. Questo risultato non è per nulla una sorpresa, poiché il campione ABS è prodotto economicamente. Il campione PLA con la “stessa procedura, stesse dita utilizzate”, ha prodotto gli stessi risultati del primo campione (non riesce a rompere nulla). Testando il campione Taulman Bridge, nota che pezzi della sporgenza vengono via facilmente, ma non si rompono subito, prima si piegano. Il materiale viene via molto facilmente e gli sembra quasi come strappare del tessuto, questo a causa delle proprietà intrinseche del Nylon. Prova di tensione Nel successivo Stress Test, Sanladerer usa dei morsetti, una morsa e un sistema di carico (un secchio d’acqua) per cercare di strappare i campioni. Incastra i provini tra due morsetti e a essi (appoggiati alla morsa) lega due fili, che sono collegati al secchio d’acqua, che carica man mano. Vediamo le diverse reazioni dei provini: Il campione di Formlabs non si è rotto fino a che il secchio d’acqua non è stato riempito completamente fino in cima, con Sanladerer che lo alzava e lo lasciava andare. Il secchio era arrivato a pesare 17.4 chili. Dal momento che c’è voluto un po’ di tempo perché si rompesse, alla fine sicuramente il campione non ha ceduto facilmente. Il campione ABS ha fallito miseramente e rapidamente. Come ci tiene a sottolineare Sanladerer questo campione è l’unico che non ha “superato il round”. Il campione PLA Printrbot è molto simile al provino di Formlabs, ma gli è occorsa una forza leggermente maggiore per spezzarsi. Il campione Talman Bridge è molto forte e gli c’è voluto un po’ di tempo per rompersi. Risulta infatti abbastanza impressionante il fatto che ha sostenuto quasi completamente il peso di Sanladerer, insieme al secchio pieno d’acqua. Non ha ceduto per niente facilmente e quando si è spezzato, lo ha fatto con la consistenza della stoffa. Prova di compressione La prova successiva è quella di comprimere i provini con la morsa con la quale prima erano incastrati per la prova di tensione. Ecco i risultati: Il campione Formlabs esplode rapidamente, creando una grande sorpresa in Sanladerer (con anche alcune imprecazioni nel sottofondo). Il campione ABS cede gradualmente alla compressione, senza esplodere come quello precedente. Il campione di PLA agisce come l’ABS, ma necessita un po’ di vigore in più alla fine. Il campione di Nylon - impressionante di nuovo – è difficile da distruggere, presenta infatti la performance migliore in questo campo. Conclusioni La resina di Formlabs è molto dettagliata e piuttosto resistente, però a trazione mostra evidenti limiti strutturali, quindi se si stanno progettando parti che devono sostenere forze di tensione o carico, è opportuno usare qualche materiale diverso. ABS ha fallito in un paio di discipline, ma si può tranquillamente utilizzare per le parti base, dove non sia essenziale una grande resistenza (oggetti più a buon mercato). Il più sorprendente è stato il classico PLA stampato con una Printrbot, che è un materiale abbastanza forte e quello più rigido di tutti e quattro i provini. Presenta una rispettabile forza d’incollaggio tra gli strati. Il campione di Nylon Taulman ha avuto una solida performance. Non è rigido come gli altri, però presenta complessivamente strati d’incollaggio molto forti e il materiale stesso ha ceduto in maniera moderata, nel senso che la sua spaccatura è più simile allo strappo di una stoffa che alla rottura della plastica. Ecco il video completo: -
Stress Test materiali per la stampa 3D
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
View full post -
Trasparenza PLA a diverse temperature di estrusione
Alessandro Tassinari ha risposto a Ago88 nella discussione Materiali di stampa
Mmm purtroppo non so risponderti. Per esperienza personale ho notato anche io questa leggera differenza, ma è una cosa veramente minima. Piuttosto credo sia importante il materiale usato, soprattutto la sua opacità. Io ho qua davanti due PLA, una chiaro chiaro e lucido, l'altro rosso fuoco e opaco. Come potrai immaginare, le stampe vengono completamente diverse: il primo trasparente, il secondo per niente ( a parità di parametri) -
123D Catch by Autodesk
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Scanner 3D
@Davide bello! Complimenti anche all'artista Ovviamente non si arriverà mai ai livelli di scanner 3D più professionali, però come primo approccio o per fare rilevamenti veloci la reputo molto utile. Appena posso vi faccio vedere cosa salta fuori -
LIVE STREAMING - Seminario CNC&LASER by TalentLab
Alessandro Tassinari ha pubblicato una discussione in Corsi, concorsi, workshop
Volete conoscere meglio le macchine CNC e Laser? Potrete farlo questa sera seguendo in diretta streaming il Seminario CNC&LASER di @ ! A partire dalle 19, su questa pagina troverete il collegamento streaming. Posto nuovamente i link per i meno tecnologici: http://www.stampa3d-forum.it/live-seminario-cnc-laser/ -
Sharebot Kiwi - Pulizia approfondita estrusore
Alessandro Tassinari ha pubblicato una discussione in Problemi generici o di qualità di stampa
Da un po' di tempo sto facendo lavorare senza sosta una Kiwi e non mi sono mai posto il problema di fare una bella pulizia approfondita a tutta la stampante. Soprattutto per la pulizia dell'estrusore, potete elencarmi le fasi per fare tutto nel modo migliore possibile? Se documentate tutto con delle fotografie sarebbe il top! -
Superfici superiori
Alessandro Tassinari ha risposto a busetti.giovanni nella discussione Problemi generici o di qualità di stampa
Strano, se me la top thickness non è a zero dovrebbe chiudertelo. Io con la Kiwi uso Slic3r, principalmente perché avendo i presets già pronti posso fare le cose più facilmente avendo comunque tutto sott'occhio. Il consiglio sull'usare uno o l'altro dipende solo dalla tua esperienza. Le prime stampe falle con con Cura, è più semplice. Se hai già un po' d'esperienza, inizia a smanettare con Slic3r. Attenzione però, dovrai avere tutto sotto controllo