

Alessandro Tassinari
-
Numero contenuti
1.548 -
Iscritto
-
Ultima visita
-
Giorni Vinti
39
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alessandro Tassinari
-
Versione 1.0.2
28 download
Leggi questa discussione prima di stampare: Queste sono le caratteristiche del modello e del gcode: diametro modello: 150 mm altezza modello: 100 mm pattern: 0001 costamento della curva devormata: 4 mm numero di waves: 40 altezza layer: 0.3 mm flusso di estrusione (E): 1/10 velocità di stampa: 20 mm/s velocità ventole: massima temperatura di stampa: NON DEFINITA -> devi impostarla tu PRIMA di avvia la stampa del gcode. Impostala in base al materiale di stampa che usi e alle caratteristiche della tua stampante 3D. ATTENZIONE - DISCLAIMER Questo progetto è sperimentale. Il gcode potrebbe in qualche modo non essere compatibile con la tua stampante. Alcuni parametri impostati potrebbero non essere indicati per l'hardware che monta la tua stampante. La tua stampante potrebbe eseguire procedure inaspettate. Se scarichi e provi a stampare questo gcode, ti assumi la responsabilità di correre rischi e causare danni alla tua stampante 3D. Sia chiaro, i rischi sono limitati... si tratta di un gcode semplice e i parametri di stampa sono quelli che tutti conosciamo. Però mi sento di consigliare la stampa di questo modello solo a utenti esperti.Gratuito -

delta wasp 2040 per argilla
Alessandro Tassinari ha risposto a annalisa nella discussione Software di slicing, firmware e GCode
I profili sono ottimizzati in base al modello di stampante 3D. Quelli per 4070 non funzionano bene su 2040. Allo stesso modo, i profili per Clay non funzionano con materiali plastici. WASP fornisce i profili tramite il proprio sito web. Forse sono stati pubblicati solo in lingua inglese. Questo è strano, verifichiamo come mai risulta non raggiungibile. In compenso possiamo farci due risate con questa video recensione di ben 7 anni fa, ma sempre attuale 🤣 -
Filamento gomma e flessibile stampa 3D: le migliori marche - Guida all'acquisto
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo-
- 1
-

-
- gomma
- flessibile
- (and 1 più)
-
Filamento gomma e flessibile stampa 3D: le migliori marche - Guida all'acquisto
Alessandro Tassinari ha pubblicato un articolo in Guide
 I filamenti in gomma e flessibili sono materiali comuni nella stampa 3D e permettono di realizzare modelli con caratteristiche molto particolari. In base al filamento che usi puoi ottenere modelli flessibili, elastici o morbidi al tatto. L'ampia categoria di filamenti in gomma e flessibili offre caratteristiche di elasticità, durata, resistenza, oltre ad altre molto tecniche come il ritardo di fiamma, la sicurezza alimentare e persino proprietà antibatteriche. Esistono filamenti flessibili per la stampa 3D che possono eliminare le scariche elettrostatiche, resistere allo sbiadimento dovuto alla luce UV e resistere ai solventi chimici, il che li rende adatti per applicazioni automobilistiche e industriali. Oggi puoi trovare anche filamenti flessibili approvati per il contatto con la pelle, ideali per realizzare protesi e dispositivi indossabili. Esistono anche filamenti flessibili realizzati con materiale riciclato al 100%. Allora, ti è salita la curiosità di saperne di più? In questa guida puoi scoprire interessanti dettagli sui filamenti in gomma e flessibili per la stampa 3D: quali sono, come si stampano e infine, quali sono i filamenti migliori - e i più economici - da usare per le tue stampe. Riscaldiamo gli estrusori e via! In questa guida: > Introduzione ai materiali flessibili nella stampa 3D > eSUN filamento TPU flessibile > AmazonBasics TPU > GEEETECH TPU filamento flessibile > ZIRO 3D filamento flessibile TPU > Overture filamento TPU > 3DFILS TPU > SUNLU TPU > Tipi di filamento flessibile > Caratteristiche dei filamenti flessibili > Suggerimenti per la stampa con filamento flessibile > Impostazioni dell'estrusore Introduzione ai materiali flessibili nella stampa 3D Il filamento flessibile è realizzato con vari materiali, tra cui TPU, TPE, TPC, PEBA e miscele proprietarie che offrono combinazioni uniche di caratteristiche di stampa. Sul mercato sono disponibili tantissimi filamenti flessibili molto economici, proprio perché la richiesta nei confronti di questi materiali è aumentata tanto nel tempo. Devi però fare attenzione: a meno che il tuo filamento non provenga da un marchio o da un rivenditore di cui ti fidi e sia accompagnato da una scheda tecnica completa, se acquisti un filamento molto economico rischierai ore di frustrazione e tante stampe fallite. Inutile dirlo... come su tutti i materiali un po' più tecnici, risparmio non sempre è sinonimo di convenienza. In questa guida ho selezionato esclusivamente materiali di buona qualità, facendo attenzione a variare tra i più economici e i più costosi. Anche se alcuni risulteranno un po' più costosi rispetto ad altri, fidati, noterai la differenza nelle tue stampe! In fondo a questa guida trovi un'intera sezione dedicata alle info tecniche sui materiali flessibili per la stampa 3D. Ti spiego quali sono, le loro caratteristiche e come stamparli. Di seguito invece, la lista dei migliori filamenti in gomma e flessibili. Torna all'Indice eSUN filamento TPU flessibile Uno dei marchi più conosciuti per uno dei filamenti speciali più richeisti: eSUN è un marchio amato dal grande pubblico e spesso è sinonimo di buona qualità e risparmio. eSUN offre un filamento flessibile con diametro 1.75 mm in TPU 95A. Il filamento è prodotto con una precisione dimensionale di +/- 0.05mm ed è firnito in bobine da 1 kg. Disponibile in diverse colorazioni tra cui bianco, trasparente, rosso, arancio, giallo, arcobaleno, si tratta di un materiale molto apprezzato e recensito. Il TPU flessibile 95A offre una durezza Shore 95A caratterizzata da forte flessibilità, alta resilienza, alta trasparenza e buone resistenze meccaniche. Resiste allo strappo e alla flessione, oltre che tenere bene graffi o il contatto con olio e solventi. Il filamento è fornito in un imballaggio sottovuoto sigillato con un sacchetto essiccante, come dai migliori standard di fornitura ormai consolidati nei produttori di materiali per la stampa 3D. Il TPU 95A di eSUN ha un costo di € 37.99 per la bobina da 1 kg e lo trovi spesso in offerta su Amazon. Vedi offerta su Amazon Torna all'Indice AmazonBasics TPU Se mi segui da un po' di tempo saprai che sono un grande fan dei materiali forniti dal marchio AmazonBasics, e ho delle ottime ragioni per esserlo. Come prima cosa, se hai l'abbonamento ad AmazonPrime, hai le spedizioni veloci con consegna in 1 giorno assicurate. Ma oltre a questo bisogna parlare di qualità. Il marchio AmazonBasics offre filamenti per la stampa 3D molto vari con qualità ottime e a prezzi accettabili. Sono sempre disponibili in varie colorazioni e dimensioni di bobina. Grazie a questo fornitore non potria più restare senza materiali per stampare. Il filamento in poliuretano termoplastico TPU AmazonBasics funziona con una vasta gamma di comuni stampanti 3D. Il filamento presenta un diametro di 1,75 mm (+/-0,05 mm) ed è stato specificamente ideato per ridurre gli inceppamenti. Per una maggiore praticità, nella bobina è integrata una barra di stato che indica sia la percentuale di materiale sia la lunghezza approssimativa residue. Un filamento resistente e allo stesso tempo flessibile, il poliuretano termoplastico (TPU) è di facile impiego per il processo di stampa e offre un’eccellente unione degli strati, evitando problemi di stampa come delaminazione e warping. La plastica appositamente progettata, con durezza shore di 95A, è resistente a olio, grasso, solventi e graffi, per cui è la scelta ideale per articoli che richiedono una maggiore resistenza all’usura. Il filamento AmazonBasics viene consegnato in una confezione sottovuoto, all’interno di busta essiccante, per mantenere il prodotto fresco, asciutto e privo di polvere e garantire risultati di stampa 3D ottimali. Lo trovi a € 34 sullo store Amazon, disponibile in numerose colorazioni. Vedi offerta su Amazon Torna all'Indice GEEETECH TPU filamento flessibile GEEETECH è un altro dei marchi economici più conosciuti nella stampa 3D desktop. Fornitore di numerosi materiali, il TPU che propone a mercato è molto apprezzato e recensito. Fornito in diametro da 1.75 mm e bobine da 500 gr o da 1 kg, il TPU GEEETECH è caratterizzato da una buona elasticità. Si stampa facilmente non qualsiasi stampante 3D. Estusione a 200-220 °C, piatto riscaldato consigliato ma non necessario, velocità di stampa 40 mm/s. Il filamento ha tolleranza di 0,02 mm e risulta facile da stampare con le giuste impostazioni. Lo trovi su a € 24.99 per la bobina da 500 gr. Vedi offerta su Amazon Torna all'Indice ZIRO 3D filamento flessibile TPU Tra i marchi a buon mercato troviamo senza dubbio ZIRO 3D. Fornitore di diversi materiali per stampa 3D, il TPU ZIRO risulta facilmente stampabile e davvero economico. La tolleranza del diametro di +/-0,03 mm sicuramente incide sul rendere questo materiale meno preciso sulla dimensione del filo, ma se la tua stampante riesce a gestirlo... ottima scelta! Temperatura consigliata di estrusione 200-230 ℃, piatto di stampa a 50-60 ℃, velocità di stampa 30-50 mm/s. Se stampato con i parametri consigliati, il materiale non presenta bolle nell'estrusione e viene stampato senza problemi. Il filamento in TPU ZIRO è in vendita in bobine da 800 gr al costo di € 24.99. Vedi offerta su Amazon Torna all'Indice Overture TPU Il filamento flessibile TPU Overture è un filamento a base di poliuretano termoplastico (TPU) progettato per funzionare sulla maggior parte delle stampanti 3D desktop. Ha una durezza shore di 95A e presenta una buona adesione al piattodi stampa, bassa deformazione, non emette odori. Il filo è prodotto tramite una misurazione avanzata del diametro CCD e un sistema di controllo autoadattativo nella produzione, il che garantisce che questi filamenti in TPU morbido abbiano tolleranze rigorose. Diametro 1,75 mm, precisione dimensionale +/- 0,05 mm. Il filo è fornito in confezioni sottovuoto sigillate con sacchetti essiccanti in busta richiudibile in foglio di alluminio. L'avvolgimento del filo è meccanico e dovrebbe evitare qualsiasi tipo di nodo dovuto a una sovrapposizione non controllata del filamento nella bobina. La bobina da 1 kg costa € 27.99. Sicuramente uno dei TPU a miglior mercato. Vedi offerta su Amazon Torna all'Indice 3DFILS TPU Il filamento in TPU 3DFILS è disponibile in diverse tipologie e durezze. Si tratta probabilmente dell'unico produttore che fornisce una gamma così varia al grande pubblico, riuscendo a tenere i costi molto bassi. 3DFILS è senza dubbio una piacevole scoperta se sei alla ricerca di un materiale di qualità ad un costo contenuto. Disponibile in versioni Shore 90A, 85A e 60D, il TPU 3DFILS è apprezzato per la falicità con cui si stampa. Il filamento flessibile realizzato con durezza 90A si caratterizza dala grande flessibilità: può allungarsi fino al 470% senza rompersi. La tolleranza massima nella realizzazione del filo è di 0,05 mm. Non presenta warping e non necessita di piano riscaldato. Dettagli che denotano una grande attenzione nel realizzare la matrice del materiale. Confezionato sottovuoto in sacchetti da 120 micron con gel di silice all'interno per garantire la conservazione e l'assenza di umidità. DIsponibile in bobine da 1 kg, 500 gr o 250 gr. La bobina da 1 kg costa € 32.99. Provalo. Vedi offerta su Amazon Torna all'Indice SUNLU filamento flessibile TPU Sunlu non necessita di presentazioni, uno dei marchi più economici con filamenti di buona qualità, mette a disposizione un filamento flessibile in TPU molto recensito e apprezzato. Principalmente... per il prezzo. Filamento TPU flessibile è davvero facile da stampare. Eccellente nell'adesione tra gli strati, resistente a oli, grassi e abrasione. Può essere allungato fino a tre volte la sua lunghezza. Anche durante la stampa si deforma molto poco, emettendo poco odore nell'ambiente. I filamenti Sunlu TPU per stampanti 3D sono prodotti con una tolleranza di +/- 0.03 mm. Indipendentemente dalla stampante 3D utilizzata, i diametri circolari a bassa ovalità garantiscono un flusso ottimale attraverso l'ugello dell'estrusore. Quasi tutte le stampanti 3D con specifiche da 1,75 mm presenti sul mercato sono configurate per funzionare con i filamenti di stampa 3D TPU prodotti s Sunlu. Il filo arriva correttamente sigillato sottovuoto insieme a un pacchetto essiccante. Questo materiale è conforme alla direttiva sulla restrizione delle sostanze pericolose (RoHS) ed è privo di sostanze potenzialmente pericolose. € 23.99 la bobina da 0.5 kg. Disponibile in più colori tra cui rosso, blu, arancione, giallo, grigio, trasparente. Vedi offerta su Amazon Torna all'Indice Tipi di filamento flessibile Di seguito trovi una veloce descrizione delle varie tipologie di materiali flessibili utilizzati in generale nell'ambito dell'industria. Questi elastomeri vengono anche utilizzati nella stampa 3D e presentano caratteristiche diverse tra loro. TPE (elastomeri termoplastici) I TPE sono una classe di materiali che mescolano plastica e gomma. TPU è in questa classe insieme a TPC, ma ce ne sono altri. Queste plastiche sono molto morbide e simili alla gomma. Sono comuni nello stampaggio a iniezione e le parti realizzate con essi possono essere piegate o allungate senza alcuna deformazione. TPU Il TPU (poliuretano termoplastico) è un sottoinsieme del TPE ed è diventato il filamento più popolare nella stampa 3D perché la sua durezza può essere altamente modificata. I TPU possono essere morbidi come la gomma o duri come la plastica rigida. I TPU sono anche generalmente più durevoli e possono offrire una maggiore resistenza all'abrasione, agli oli, agli agenti chimici e alle alte e basse temperature rispetto ai filamenti in TPE. TPC TPC (copoliestere termoplastico) è un altro tipo comune di TPE che vanta resistenza alle alte temperature, elevata resistenza ed eccellente resistenza ai raggi UV. È particolarmente apprezzato nelle applicazioni biomediche e per i dispositivi medici e indossabili. Più comunemente usati nella stampa 3D con fusione a letto di polvere, questi polimeri hanno una memoria di flessione e creano parti molto resistenti ma simili alla gomma. TPS Il TPS (elastomero termoplastico a base di stirene) si caratterizza per il suo tocco morbido. Rispetto ad altri materiali flessibili, mostra migliori proprietà antiscivolo, ideali per le pinze. I TPS non assorbono tanta umidità quanto gli altri TPE, il che consente la stampa senza pre-asciugatura. PEBA PEBA (ammide a blocchi di polietere) è un TPE che può rimanere flessibile in condizioni molto fredde. Presenta una densità molto bassa, che gli conferisce eccellenti proprietà di smorzamento, ritorno di energia e flessibilità. È ampiamente utilizzato nelle attrezzature sportive e anche nei componenti elettrici. Torna all'Indice Caratteristiche dei filamenti flessibili Se hai bisogno che le tue parti finali abbiano un certo grado di flessibilità, ti consiglio di prestare attenzione alle caratteristiche che sono descritte nella scheda tecnica dei tuoi filamenti. Alcuni filamenti chiamati "flessibili" potrebbero non rivelare esattamente di cosa sono fatti, quindi per sapere come si comporteranno - molto flessibili o rigidi - dovrai comprendere i seguenti termini un po' tecnici. Durezza Shore La durezza Shore è un termine comune che sentirai quando si tratta di polimeri e identifica la flessibilità del materiale. Ad esempio, il filamento più flessibile ricade nella categoria Shore A e all'interno della categoria A ci sono valori individuali, come la durezza Shore 95A. Potresti anche vedere i valori Shore nella categoria C o D, che più spesso denotano gomme dure e plastiche semirigide. Il valore Shore più comune per i filamenti flessibili è 95A. Allungamento a rottura L'allungamento a rottura è quanto una parte può allungarsi prima di rompersi. Questa misura viene mostrata in percentuale e maggiore è il numero, migliore sarà la resistenza del materiale alla deformazione quando viene allungato. I filamenti flessibili hanno una media di circa il 600% di allungamento alla rottura. In confronto, il normale PLA ha una media di circa l'8%. Torna all'Indice Suggerimenti per la stampa con filamento flessibile Oggi esiste una gamma così ampia di tipi di filamenti flessibili che è quasi impossibile dare una direzione generale, ma ci sono sicuramente alcuni punti importanti da tenere a mente. Essicare il filamento prima della stampa Il filamento flessibile è spesso, ma non sempre, molto igroscopico, nel senso che assorbe l'umidità dall'aria. Se apri il filamento sigillato e lo esponi all'aria, avrà un effetto negativo sul comportamento di stampa e, naturalmente, sulla qualità della stampa finale. Anche se segui esattamente le impostazioni della stampante, puoi comunque ottenere stampe mediocri o non ottimali a causa del filamento umido. Se il tuo filamento è stato lasciato fuori, dovrai asciugarlo in un essiccatore per filamenti. Quanto tempo e a che temperatura? Bene, questa può essere la parte difficile perché spesso non c'è modo di sapere quanta umidità ha assorbito il filamento. Ricorda però: se vedi del vapore che sale dalla tua estremità calda, il tuo filamento è bagnato. Riscalda il piano di stampa Molti produttori di filamenti flessibili affermano che i loro prodotti non richiedono un letto riscaldato, ma la maggior parte dei filamenti funziona e aderisce meglio con una temperatura del letto di circa 40 ºC ma di solito non superiore a 60 ºC. Il tuo filamento verrà fornito con le temperature consigliate. I filamenti flessibili non richiedono quasi mai una camera chiusa, ma ancora una volta, mantenere il calore costante è sempre un aiuto. La necessità o meno di nastro adesivo, colla o adesivi sul letto dipende dal tipo e dalla marca del filamento. Temperatura dell'ugello Il tuo filamento viene fornito con temperature di stampa consigliate per un motivo. Sì, un ugello più caldo può rendere la stampa più veloce, ma la temperatura di stampa può influire sulla flessibilità della stampa finale. Idealmente, la tua stampante 3D avrà un profilo di stampa per la marca esatta di filamento flessibile che stai utilizzando; in caso contrario, preparati a sperimentare e raggiungere l'equilibrio ideale tra calore e velocità. Stampa lentamente Per ottenere quelle linee di strato quasi invisibili e una finitura uniforme e morbida al tatto, il tuo filamento flessibile avrà bisogno di tempo. Gli elastomeri termoplastici sono lenti da stampare e in genere si stampano meglio a velocità più basse e con altezze dello strato inferiori. Se il tuo filamento flessibile ostruisce l'estrusore, l'alta velocità è il probabile colpevole. Torna all'Indice Impostazioni dell'estrusore Molti filamenti flessibili funzionano bene con gli estrusori Bowden, ma la maggior parte funzionerà meglio con un estrusore Direct Drive. Il motivo è che la distanza tra l'ingranaggio conduttore e l'estremità calda dovrebbe essere la più breve possibile per alimentare in modo efficiente il filamento nell'ugello senza allungarlo. Come con qualsiasi materiale, segui i tuoi profili di stampa, ma se non ne hai o vuoi sperimentare, ci sono alcune cose da tenere a mente per quanto riguarda la velocità di retrazione dell'estrusore. Potresti imbatterti in consigli che dicono di disabilitare i ritiri quando si stampa con filamento flessibile, ma mi sembra una soluzione estrema. Gli estrusori più recenti e le stampanti FDM professionali non dovrebbero avere problemi con la retrazione. Anche nelle migliori stampanti FDM, potrebbe essere necessario sperimentare le impostazioni di retrazione. Mantieniti a 2 mm e 20 mm/s è un buon punto di partenza. Se noti che il filamento si accumula nell'estrusore, continua a regolare le impostazioni di retrazione finché non trovi il punto giusto. Torna all'Indice
I filamenti in gomma e flessibili sono materiali comuni nella stampa 3D e permettono di realizzare modelli con caratteristiche molto particolari. In base al filamento che usi puoi ottenere modelli flessibili, elastici o morbidi al tatto. L'ampia categoria di filamenti in gomma e flessibili offre caratteristiche di elasticità, durata, resistenza, oltre ad altre molto tecniche come il ritardo di fiamma, la sicurezza alimentare e persino proprietà antibatteriche. Esistono filamenti flessibili per la stampa 3D che possono eliminare le scariche elettrostatiche, resistere allo sbiadimento dovuto alla luce UV e resistere ai solventi chimici, il che li rende adatti per applicazioni automobilistiche e industriali. Oggi puoi trovare anche filamenti flessibili approvati per il contatto con la pelle, ideali per realizzare protesi e dispositivi indossabili. Esistono anche filamenti flessibili realizzati con materiale riciclato al 100%. Allora, ti è salita la curiosità di saperne di più? In questa guida puoi scoprire interessanti dettagli sui filamenti in gomma e flessibili per la stampa 3D: quali sono, come si stampano e infine, quali sono i filamenti migliori - e i più economici - da usare per le tue stampe. Riscaldiamo gli estrusori e via! In questa guida: > Introduzione ai materiali flessibili nella stampa 3D > eSUN filamento TPU flessibile > AmazonBasics TPU > GEEETECH TPU filamento flessibile > ZIRO 3D filamento flessibile TPU > Overture filamento TPU > 3DFILS TPU > SUNLU TPU > Tipi di filamento flessibile > Caratteristiche dei filamenti flessibili > Suggerimenti per la stampa con filamento flessibile > Impostazioni dell'estrusore Introduzione ai materiali flessibili nella stampa 3D Il filamento flessibile è realizzato con vari materiali, tra cui TPU, TPE, TPC, PEBA e miscele proprietarie che offrono combinazioni uniche di caratteristiche di stampa. Sul mercato sono disponibili tantissimi filamenti flessibili molto economici, proprio perché la richiesta nei confronti di questi materiali è aumentata tanto nel tempo. Devi però fare attenzione: a meno che il tuo filamento non provenga da un marchio o da un rivenditore di cui ti fidi e sia accompagnato da una scheda tecnica completa, se acquisti un filamento molto economico rischierai ore di frustrazione e tante stampe fallite. Inutile dirlo... come su tutti i materiali un po' più tecnici, risparmio non sempre è sinonimo di convenienza. In questa guida ho selezionato esclusivamente materiali di buona qualità, facendo attenzione a variare tra i più economici e i più costosi. Anche se alcuni risulteranno un po' più costosi rispetto ad altri, fidati, noterai la differenza nelle tue stampe! In fondo a questa guida trovi un'intera sezione dedicata alle info tecniche sui materiali flessibili per la stampa 3D. Ti spiego quali sono, le loro caratteristiche e come stamparli. Di seguito invece, la lista dei migliori filamenti in gomma e flessibili. Torna all'Indice eSUN filamento TPU flessibile Uno dei marchi più conosciuti per uno dei filamenti speciali più richeisti: eSUN è un marchio amato dal grande pubblico e spesso è sinonimo di buona qualità e risparmio. eSUN offre un filamento flessibile con diametro 1.75 mm in TPU 95A. Il filamento è prodotto con una precisione dimensionale di +/- 0.05mm ed è firnito in bobine da 1 kg. Disponibile in diverse colorazioni tra cui bianco, trasparente, rosso, arancio, giallo, arcobaleno, si tratta di un materiale molto apprezzato e recensito. Il TPU flessibile 95A offre una durezza Shore 95A caratterizzata da forte flessibilità, alta resilienza, alta trasparenza e buone resistenze meccaniche. Resiste allo strappo e alla flessione, oltre che tenere bene graffi o il contatto con olio e solventi. Il filamento è fornito in un imballaggio sottovuoto sigillato con un sacchetto essiccante, come dai migliori standard di fornitura ormai consolidati nei produttori di materiali per la stampa 3D. Il TPU 95A di eSUN ha un costo di € 37.99 per la bobina da 1 kg e lo trovi spesso in offerta su Amazon. Vedi offerta su Amazon Torna all'Indice AmazonBasics TPU Se mi segui da un po' di tempo saprai che sono un grande fan dei materiali forniti dal marchio AmazonBasics, e ho delle ottime ragioni per esserlo. Come prima cosa, se hai l'abbonamento ad AmazonPrime, hai le spedizioni veloci con consegna in 1 giorno assicurate. Ma oltre a questo bisogna parlare di qualità. Il marchio AmazonBasics offre filamenti per la stampa 3D molto vari con qualità ottime e a prezzi accettabili. Sono sempre disponibili in varie colorazioni e dimensioni di bobina. Grazie a questo fornitore non potria più restare senza materiali per stampare. Il filamento in poliuretano termoplastico TPU AmazonBasics funziona con una vasta gamma di comuni stampanti 3D. Il filamento presenta un diametro di 1,75 mm (+/-0,05 mm) ed è stato specificamente ideato per ridurre gli inceppamenti. Per una maggiore praticità, nella bobina è integrata una barra di stato che indica sia la percentuale di materiale sia la lunghezza approssimativa residue. Un filamento resistente e allo stesso tempo flessibile, il poliuretano termoplastico (TPU) è di facile impiego per il processo di stampa e offre un’eccellente unione degli strati, evitando problemi di stampa come delaminazione e warping. La plastica appositamente progettata, con durezza shore di 95A, è resistente a olio, grasso, solventi e graffi, per cui è la scelta ideale per articoli che richiedono una maggiore resistenza all’usura. Il filamento AmazonBasics viene consegnato in una confezione sottovuoto, all’interno di busta essiccante, per mantenere il prodotto fresco, asciutto e privo di polvere e garantire risultati di stampa 3D ottimali. Lo trovi a € 34 sullo store Amazon, disponibile in numerose colorazioni. Vedi offerta su Amazon Torna all'Indice GEEETECH TPU filamento flessibile GEEETECH è un altro dei marchi economici più conosciuti nella stampa 3D desktop. Fornitore di numerosi materiali, il TPU che propone a mercato è molto apprezzato e recensito. Fornito in diametro da 1.75 mm e bobine da 500 gr o da 1 kg, il TPU GEEETECH è caratterizzato da una buona elasticità. Si stampa facilmente non qualsiasi stampante 3D. Estusione a 200-220 °C, piatto riscaldato consigliato ma non necessario, velocità di stampa 40 mm/s. Il filamento ha tolleranza di 0,02 mm e risulta facile da stampare con le giuste impostazioni. Lo trovi su a € 24.99 per la bobina da 500 gr. Vedi offerta su Amazon Torna all'Indice ZIRO 3D filamento flessibile TPU Tra i marchi a buon mercato troviamo senza dubbio ZIRO 3D. Fornitore di diversi materiali per stampa 3D, il TPU ZIRO risulta facilmente stampabile e davvero economico. La tolleranza del diametro di +/-0,03 mm sicuramente incide sul rendere questo materiale meno preciso sulla dimensione del filo, ma se la tua stampante riesce a gestirlo... ottima scelta! Temperatura consigliata di estrusione 200-230 ℃, piatto di stampa a 50-60 ℃, velocità di stampa 30-50 mm/s. Se stampato con i parametri consigliati, il materiale non presenta bolle nell'estrusione e viene stampato senza problemi. Il filamento in TPU ZIRO è in vendita in bobine da 800 gr al costo di € 24.99. Vedi offerta su Amazon Torna all'Indice Overture TPU Il filamento flessibile TPU Overture è un filamento a base di poliuretano termoplastico (TPU) progettato per funzionare sulla maggior parte delle stampanti 3D desktop. Ha una durezza shore di 95A e presenta una buona adesione al piattodi stampa, bassa deformazione, non emette odori. Il filo è prodotto tramite una misurazione avanzata del diametro CCD e un sistema di controllo autoadattativo nella produzione, il che garantisce che questi filamenti in TPU morbido abbiano tolleranze rigorose. Diametro 1,75 mm, precisione dimensionale +/- 0,05 mm. Il filo è fornito in confezioni sottovuoto sigillate con sacchetti essiccanti in busta richiudibile in foglio di alluminio. L'avvolgimento del filo è meccanico e dovrebbe evitare qualsiasi tipo di nodo dovuto a una sovrapposizione non controllata del filamento nella bobina. La bobina da 1 kg costa € 27.99. Sicuramente uno dei TPU a miglior mercato. Vedi offerta su Amazon Torna all'Indice 3DFILS TPU Il filamento in TPU 3DFILS è disponibile in diverse tipologie e durezze. Si tratta probabilmente dell'unico produttore che fornisce una gamma così varia al grande pubblico, riuscendo a tenere i costi molto bassi. 3DFILS è senza dubbio una piacevole scoperta se sei alla ricerca di un materiale di qualità ad un costo contenuto. Disponibile in versioni Shore 90A, 85A e 60D, il TPU 3DFILS è apprezzato per la falicità con cui si stampa. Il filamento flessibile realizzato con durezza 90A si caratterizza dala grande flessibilità: può allungarsi fino al 470% senza rompersi. La tolleranza massima nella realizzazione del filo è di 0,05 mm. Non presenta warping e non necessita di piano riscaldato. Dettagli che denotano una grande attenzione nel realizzare la matrice del materiale. Confezionato sottovuoto in sacchetti da 120 micron con gel di silice all'interno per garantire la conservazione e l'assenza di umidità. DIsponibile in bobine da 1 kg, 500 gr o 250 gr. La bobina da 1 kg costa € 32.99. Provalo. Vedi offerta su Amazon Torna all'Indice SUNLU filamento flessibile TPU Sunlu non necessita di presentazioni, uno dei marchi più economici con filamenti di buona qualità, mette a disposizione un filamento flessibile in TPU molto recensito e apprezzato. Principalmente... per il prezzo. Filamento TPU flessibile è davvero facile da stampare. Eccellente nell'adesione tra gli strati, resistente a oli, grassi e abrasione. Può essere allungato fino a tre volte la sua lunghezza. Anche durante la stampa si deforma molto poco, emettendo poco odore nell'ambiente. I filamenti Sunlu TPU per stampanti 3D sono prodotti con una tolleranza di +/- 0.03 mm. Indipendentemente dalla stampante 3D utilizzata, i diametri circolari a bassa ovalità garantiscono un flusso ottimale attraverso l'ugello dell'estrusore. Quasi tutte le stampanti 3D con specifiche da 1,75 mm presenti sul mercato sono configurate per funzionare con i filamenti di stampa 3D TPU prodotti s Sunlu. Il filo arriva correttamente sigillato sottovuoto insieme a un pacchetto essiccante. Questo materiale è conforme alla direttiva sulla restrizione delle sostanze pericolose (RoHS) ed è privo di sostanze potenzialmente pericolose. € 23.99 la bobina da 0.5 kg. Disponibile in più colori tra cui rosso, blu, arancione, giallo, grigio, trasparente. Vedi offerta su Amazon Torna all'Indice Tipi di filamento flessibile Di seguito trovi una veloce descrizione delle varie tipologie di materiali flessibili utilizzati in generale nell'ambito dell'industria. Questi elastomeri vengono anche utilizzati nella stampa 3D e presentano caratteristiche diverse tra loro. TPE (elastomeri termoplastici) I TPE sono una classe di materiali che mescolano plastica e gomma. TPU è in questa classe insieme a TPC, ma ce ne sono altri. Queste plastiche sono molto morbide e simili alla gomma. Sono comuni nello stampaggio a iniezione e le parti realizzate con essi possono essere piegate o allungate senza alcuna deformazione. TPU Il TPU (poliuretano termoplastico) è un sottoinsieme del TPE ed è diventato il filamento più popolare nella stampa 3D perché la sua durezza può essere altamente modificata. I TPU possono essere morbidi come la gomma o duri come la plastica rigida. I TPU sono anche generalmente più durevoli e possono offrire una maggiore resistenza all'abrasione, agli oli, agli agenti chimici e alle alte e basse temperature rispetto ai filamenti in TPE. TPC TPC (copoliestere termoplastico) è un altro tipo comune di TPE che vanta resistenza alle alte temperature, elevata resistenza ed eccellente resistenza ai raggi UV. È particolarmente apprezzato nelle applicazioni biomediche e per i dispositivi medici e indossabili. Più comunemente usati nella stampa 3D con fusione a letto di polvere, questi polimeri hanno una memoria di flessione e creano parti molto resistenti ma simili alla gomma. TPS Il TPS (elastomero termoplastico a base di stirene) si caratterizza per il suo tocco morbido. Rispetto ad altri materiali flessibili, mostra migliori proprietà antiscivolo, ideali per le pinze. I TPS non assorbono tanta umidità quanto gli altri TPE, il che consente la stampa senza pre-asciugatura. PEBA PEBA (ammide a blocchi di polietere) è un TPE che può rimanere flessibile in condizioni molto fredde. Presenta una densità molto bassa, che gli conferisce eccellenti proprietà di smorzamento, ritorno di energia e flessibilità. È ampiamente utilizzato nelle attrezzature sportive e anche nei componenti elettrici. Torna all'Indice Caratteristiche dei filamenti flessibili Se hai bisogno che le tue parti finali abbiano un certo grado di flessibilità, ti consiglio di prestare attenzione alle caratteristiche che sono descritte nella scheda tecnica dei tuoi filamenti. Alcuni filamenti chiamati "flessibili" potrebbero non rivelare esattamente di cosa sono fatti, quindi per sapere come si comporteranno - molto flessibili o rigidi - dovrai comprendere i seguenti termini un po' tecnici. Durezza Shore La durezza Shore è un termine comune che sentirai quando si tratta di polimeri e identifica la flessibilità del materiale. Ad esempio, il filamento più flessibile ricade nella categoria Shore A e all'interno della categoria A ci sono valori individuali, come la durezza Shore 95A. Potresti anche vedere i valori Shore nella categoria C o D, che più spesso denotano gomme dure e plastiche semirigide. Il valore Shore più comune per i filamenti flessibili è 95A. Allungamento a rottura L'allungamento a rottura è quanto una parte può allungarsi prima di rompersi. Questa misura viene mostrata in percentuale e maggiore è il numero, migliore sarà la resistenza del materiale alla deformazione quando viene allungato. I filamenti flessibili hanno una media di circa il 600% di allungamento alla rottura. In confronto, il normale PLA ha una media di circa l'8%. Torna all'Indice Suggerimenti per la stampa con filamento flessibile Oggi esiste una gamma così ampia di tipi di filamenti flessibili che è quasi impossibile dare una direzione generale, ma ci sono sicuramente alcuni punti importanti da tenere a mente. Essicare il filamento prima della stampa Il filamento flessibile è spesso, ma non sempre, molto igroscopico, nel senso che assorbe l'umidità dall'aria. Se apri il filamento sigillato e lo esponi all'aria, avrà un effetto negativo sul comportamento di stampa e, naturalmente, sulla qualità della stampa finale. Anche se segui esattamente le impostazioni della stampante, puoi comunque ottenere stampe mediocri o non ottimali a causa del filamento umido. Se il tuo filamento è stato lasciato fuori, dovrai asciugarlo in un essiccatore per filamenti. Quanto tempo e a che temperatura? Bene, questa può essere la parte difficile perché spesso non c'è modo di sapere quanta umidità ha assorbito il filamento. Ricorda però: se vedi del vapore che sale dalla tua estremità calda, il tuo filamento è bagnato. Riscalda il piano di stampa Molti produttori di filamenti flessibili affermano che i loro prodotti non richiedono un letto riscaldato, ma la maggior parte dei filamenti funziona e aderisce meglio con una temperatura del letto di circa 40 ºC ma di solito non superiore a 60 ºC. Il tuo filamento verrà fornito con le temperature consigliate. I filamenti flessibili non richiedono quasi mai una camera chiusa, ma ancora una volta, mantenere il calore costante è sempre un aiuto. La necessità o meno di nastro adesivo, colla o adesivi sul letto dipende dal tipo e dalla marca del filamento. Temperatura dell'ugello Il tuo filamento viene fornito con temperature di stampa consigliate per un motivo. Sì, un ugello più caldo può rendere la stampa più veloce, ma la temperatura di stampa può influire sulla flessibilità della stampa finale. Idealmente, la tua stampante 3D avrà un profilo di stampa per la marca esatta di filamento flessibile che stai utilizzando; in caso contrario, preparati a sperimentare e raggiungere l'equilibrio ideale tra calore e velocità. Stampa lentamente Per ottenere quelle linee di strato quasi invisibili e una finitura uniforme e morbida al tatto, il tuo filamento flessibile avrà bisogno di tempo. Gli elastomeri termoplastici sono lenti da stampare e in genere si stampano meglio a velocità più basse e con altezze dello strato inferiori. Se il tuo filamento flessibile ostruisce l'estrusore, l'alta velocità è il probabile colpevole. Torna all'Indice Impostazioni dell'estrusore Molti filamenti flessibili funzionano bene con gli estrusori Bowden, ma la maggior parte funzionerà meglio con un estrusore Direct Drive. Il motivo è che la distanza tra l'ingranaggio conduttore e l'estremità calda dovrebbe essere la più breve possibile per alimentare in modo efficiente il filamento nell'ugello senza allungarlo. Come con qualsiasi materiale, segui i tuoi profili di stampa, ma se non ne hai o vuoi sperimentare, ci sono alcune cose da tenere a mente per quanto riguarda la velocità di retrazione dell'estrusore. Potresti imbatterti in consigli che dicono di disabilitare i ritiri quando si stampa con filamento flessibile, ma mi sembra una soluzione estrema. Gli estrusori più recenti e le stampanti FDM professionali non dovrebbero avere problemi con la retrazione. Anche nelle migliori stampanti FDM, potrebbe essere necessario sperimentare le impostazioni di retrazione. Mantieniti a 2 mm e 20 mm/s è un buon punto di partenza. Se noti che il filamento si accumula nell'estrusore, continua a regolare le impostazioni di retrazione finché non trovi il punto giusto. Torna all'Indice -
La stampante 3D non estrude all'avvio
Alessandro Tassinari ha risposto a Andico nella discussione Problemi generici o di qualità di stampa
Su Cura puoi controllare il parametro di Flow o comunque provare a gestire uno dei parametri che regolano la quantità di materiale estrusa per lunghezza di percorso. Vedi se aumentando il Flow esce più materiale. Attenzione non otturare l'estrusore! -
Filamento idrosolubile PVA: le marche migliori - Guida all'acquisto
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo-
- 1
-
-
Filamento idrosolubile PVA: le marche migliori - Guida all'acquisto
Alessandro Tassinari ha pubblicato un articolo in Guide
 Il PVA è un filamento idrosolubile, utilizzato nella stampa 3D FDM per la realizzazione dei supporti. L'alcool polivinilico, o PVA, è un polimero idrosolubile da non confondere con il PVAc, o polivinilacetato, che è una colla bianca idrosolubile. Il PVA è un polimero sintetico incolore e inodore con notevoli proprietà di biocompatibilità. Nella stampa 3D, il PVA è popolare come materiale di supporto perché è solubile in acqua. Detto questo, non è il materiale più semplice da usare. In questo articolo ti spiego cos'è che rende il PVA così speciale e come usarlo. Di seguito invece trovi una lista di materiali che potrai acquistare, accuratamente selezionati. In questa guida: > Perché usare il materiale idrosolubile PVA > Come si stampa il PVA > PrimaSelect PVA+ > eSun PVA > Polymaker PolyDissolve S1 > Formfutura AquaSolve > Smartfil PVA > Come usare il filamento PVA Perché usare il materiale idrosolubile PVA Per la stampa 3D, il PVA è meglio conosciuto come materiale di supporto utilizzato con stampanti 3D con doppio estrusore. Normalmente le macchine FDM realizzano sia il modello in stampa che le eventuali strutture di supporto utilizzando lo stesso materiale, in quanto dotate di un solo estrusore. La rimozione dei supporti può essere un lavoro complicato a seconda della loro posizione, per non parlare dei brutti segni che possono essere lasciati sul modello. Le stampanti FDM a doppia estrusione, invece, consentono l'utilizzo di materiali diversi per la parte e i supporti, ed è qui che torna utile il PVA. Il più grande vantaggio del filamento PVA è che è solubile in acqua, quindi le strutture di supporto stampate con questo materiale possono essere rimosse senza sforzo immergendo il modello in acqua per alcune ore. Questo metodo impedisce inoltre che vengano lasciati segni sul pezzo stampato e riduce la necessità di post produzione. Tuttavia, non è così semplice come sembra: la stampa 3D con due estrusori può essere un po' difficoltosa, soprattutto per un principiante, e richiede diverse calibrazioni per ottenere stampe 3D di qualità. Come materiale di supporto, il PVA generalmente funziona bene con i filamenti PLA poiché richiede condizioni di stampa simili. Il PLA è un materiale che non reagisce se resta immerso in acqua, quindi se una parte in PLA viene stampata con supporti in PVA, solo i supporti si dissolveranno in acqua lasciando la parte in perfette condizioni. Torna all'Indice Come si stampa il PVA I requisiti di temperatura dell'ugello del filamento PVA possono variare notevolmente, ma generalmente rientrano tra 180 e 200 °C. Fai sempre riferimento alle impostazioni del produttore per i valori ottimali, ma tieni presente che è noto che le alte temperature degradano rapidamente il PVA, il che può causare l'ostruzione degli ugelli. Per quanto riguarda l'adesione al piano di stampa, una temperatura del piatto compresa tra 45 e 60 °C dovrebbe essere più che sufficiente per il PVA. Anche se usi il piano riscaldato, ti segnalo utili suggerimenti per migliorare l'adesione ed evitare problemi di warping. Nella stampa dovresti tenere accesa una ventola di raffreddamento, ma fai attenzione a non raffreddare eccessivamente: se raffreddato troppo velocemente il PVA può diventare piuttosto fragile. La corretta conservazione del filamento è fondamentale. Il PVA è un materiale che assorbe l'umidità molto più velocemente di qualsiasi altro filamento. Assicurarti di conservare la tua bobina in un contenitore ermetico quando non stampi, preferibilmente conservarla anche con materiale essiccante. Inoltre, potresti trovare beneficio nell'uso di un essiccatore per filamenti. Si tratta di un piccolo contenitore che riscalda la bobina prima o durante la stampa, rimuovendo l'umidità che il filamento ha assorbito restando all'aria aperta. L'uso di un essiccatore per filamento è consigliatissimo nella stampa 3D in PVA, ma ti permette di stampare meglio anche tutti gli altri filamenti. Ecco un riepilogo dei parametri di stampa per il PVA: Temperatura dell'ugello: 180-200 °C Temperatura letto: 45-60 °C Raffreddamento parziale della ventola, velocità indicativa al 50% Solubile: in acqua Ora che conosci le caratteristiche dell'alocol polivinilico, vediamo alcune delle migliori marche di filamenti PVA sul mercato. Torna all'Indice PrimaSelect PVA+ Il PVA+ PrimaSelect è molto apprezzato per le sue caratteristiche costanti. Venduto nel diametro da 1.75 mm in confezioni da 500 gr, il filamento non ha colorazione ed è fornito nella versione "naturale". Si tratta di un materiale prodotto in Europa, più stabile rispetto ai PVA economici che puoi trovare sul web. Si lega molto bene al PLA, ABS e PETG, il che agevola la stampa pur restando facile da rimuovere in acqua. Il piatto riscaldato è consigliabile, ad una temperatura di 80-90 °C. PVA+ aderisce perfettamente al piano BuildTak o a lastre in vetro ricoperte di colla stick o spray. Si tratta del PVA migliore che ho usato. Il costo è di 99 €/kg, la bobina da 500 gr è venduta a € 49. Vedi offerta su Amazon Torna all'Indice eSun PVA eSun è uno dei produttori di filamenti più popolari in circolazione. Produttore cinese dotato di un vastissimo catalogo un vasto portafoglio. eSun PVA è disponibile in bobine da 500 g e solo in 1,75 mm. Il PVA è uno dei filamenti più costosi offerti da eSun, ma rientra ancora nella fascia di prezzo entry level. La temperatura di stampa ideale è tra i 190 e i 220 °C. Il piatto riscaldato fortemente consigliato per evitare distacchi, a 60-80 °C. Il colore del materiale è natural (no colore). Il costo è di 35 € per la bobina da 500 gr. Vedi offerta su Amazon Torna all'Indice Polymaker PolyDissolve S1 Polymaker è un produttore di filamenti di buona qualità e uno dei pochi che offre a mercato numerose miscele particolari. Il PVA di Polymaker PolyDissolve S1 è stato progettato per funzionare come materiale di supporto per i filamenti più comuni, come PLA, ABS e PETG. Come la maggior parte dei filamenti Polymaker, il PVA è disponibile in bobine da 750 g con contrassegni della scala di peso in modo da poter tenere traccia della quantità di filamento rimasta sulla bobina. La bobina da 750 grammi ha un costo di € 77. Si stampa a 215-225 °C con il piatto riscaldato a 25-60 °C. Disponibile in doppio diametro 1,75 mm, 2,85 mm. Vedi offerta su Amazon Torna all'Indice Formfutura AquaSolve Formfutura è uno dei produttori europei più noti, anche in questo caso grazie alla qualità dei prodotti e alla vasta gamma a catalogo. Formfutura Aquasolve è un PVA di alta qualità composto da alcool polivinile (>75%), poliolo alifatico (<20%) e distearato di calcio (<5%). È disponibile in 1,75 mm e 2,85 mm di diametro ed è comodamente avvolto su una bobina contenente 300 grammi di filamento. Il filamento PVA avvolto a bobina è confezionato in plastica sottovuoto con un sacchetto di gel di silice all'interno, così da farlo arrivare a casa tua integro e performante. Si tratta di un materiale ben fatto: il costo è di 140 €/kg. La bobina da 300g è venduta a 42 €. Costa, ma è il migliore che abbia mai usato. Vedi offerta su Amazon Torna all'Indice Smartfil PVA Il filamento in PVA prodotto da Smartfil è disponibile in due diametri, 2.85 mm e 1.75 mm. Viene venduto in bobine da 750 grammi, il che solitamente è uno standard quando si tratta di materiali meno convenzionali rispetto ai soliti PLA, ABS o PETG. Stampabile ad una temepratura più elevata, circa 220°C, questo PVA ha un costo di circa 58 €/kg. La bobina da 750 gr è disponibile a € 43 su Amazon. Fai attenzione: è un materiale abbastanza economico ma se non stampato correttamente può causare fastidiosi blocchi all'estrusore. Vedi offerta su Amazon Torna all'Indice Come usare il filamento PVA Stampare il filamento di PVA non è semplicissimo, essenzialmente per due motivi: bisogna saper gestire una stampante 3D a doppio estrusore; bisogna che la stampante sia dotata di alcune accortezze. Usare una stampante 3D con doppio estrusore è un po' più complicato rispetto a usare una normale stampante 3D. Ci sono più parametri da impostare e, solitamente, i processi di stampa da gestire sono più complessi. Questo però non significa che la stampa 3D con doppio estrusore sia una prerogativa dei più esperti! Se hai già esperienza con la stampa 3D FDM, sicuramente ti risulterà abbastanza semplice passare all'uso di due ugelli in contemporanea. Se sei un principiante, potresti comunque valutare l'acquisto di una stampante 3D con doppio estrusore... tutto dipende da cosa devi stampare. Se sei alle prime armi con la stampa 3D, ma sai per certo che dovrai stampare stampare modelli composti da più materiali, allora il mio consiglio è quello di non aspettare: puoi acquistare subito una stampante 3D di media fascia dotata di una serie di componenti che non ti deluderanno. Con un budget di € 500 puoi portarti a casa delle ottime stampanti 3D dotate di doppio estrusore, piatto riscaldato, sensore di presenza filamento, autolivellamento e struttura rigida. Magari anche preassemblata, così in appena una decina di minuti potrai subito stampare. Qui di seguito ti lascia la mia guida a una selezione delle migliori stampanti 3D sotto i € 500. Dacci una guardata, probabilmente troverai quello che fa al caso tuo! Torna all'Indice
Il PVA è un filamento idrosolubile, utilizzato nella stampa 3D FDM per la realizzazione dei supporti. L'alcool polivinilico, o PVA, è un polimero idrosolubile da non confondere con il PVAc, o polivinilacetato, che è una colla bianca idrosolubile. Il PVA è un polimero sintetico incolore e inodore con notevoli proprietà di biocompatibilità. Nella stampa 3D, il PVA è popolare come materiale di supporto perché è solubile in acqua. Detto questo, non è il materiale più semplice da usare. In questo articolo ti spiego cos'è che rende il PVA così speciale e come usarlo. Di seguito invece trovi una lista di materiali che potrai acquistare, accuratamente selezionati. In questa guida: > Perché usare il materiale idrosolubile PVA > Come si stampa il PVA > PrimaSelect PVA+ > eSun PVA > Polymaker PolyDissolve S1 > Formfutura AquaSolve > Smartfil PVA > Come usare il filamento PVA Perché usare il materiale idrosolubile PVA Per la stampa 3D, il PVA è meglio conosciuto come materiale di supporto utilizzato con stampanti 3D con doppio estrusore. Normalmente le macchine FDM realizzano sia il modello in stampa che le eventuali strutture di supporto utilizzando lo stesso materiale, in quanto dotate di un solo estrusore. La rimozione dei supporti può essere un lavoro complicato a seconda della loro posizione, per non parlare dei brutti segni che possono essere lasciati sul modello. Le stampanti FDM a doppia estrusione, invece, consentono l'utilizzo di materiali diversi per la parte e i supporti, ed è qui che torna utile il PVA. Il più grande vantaggio del filamento PVA è che è solubile in acqua, quindi le strutture di supporto stampate con questo materiale possono essere rimosse senza sforzo immergendo il modello in acqua per alcune ore. Questo metodo impedisce inoltre che vengano lasciati segni sul pezzo stampato e riduce la necessità di post produzione. Tuttavia, non è così semplice come sembra: la stampa 3D con due estrusori può essere un po' difficoltosa, soprattutto per un principiante, e richiede diverse calibrazioni per ottenere stampe 3D di qualità. Come materiale di supporto, il PVA generalmente funziona bene con i filamenti PLA poiché richiede condizioni di stampa simili. Il PLA è un materiale che non reagisce se resta immerso in acqua, quindi se una parte in PLA viene stampata con supporti in PVA, solo i supporti si dissolveranno in acqua lasciando la parte in perfette condizioni. Torna all'Indice Come si stampa il PVA I requisiti di temperatura dell'ugello del filamento PVA possono variare notevolmente, ma generalmente rientrano tra 180 e 200 °C. Fai sempre riferimento alle impostazioni del produttore per i valori ottimali, ma tieni presente che è noto che le alte temperature degradano rapidamente il PVA, il che può causare l'ostruzione degli ugelli. Per quanto riguarda l'adesione al piano di stampa, una temperatura del piatto compresa tra 45 e 60 °C dovrebbe essere più che sufficiente per il PVA. Anche se usi il piano riscaldato, ti segnalo utili suggerimenti per migliorare l'adesione ed evitare problemi di warping. Nella stampa dovresti tenere accesa una ventola di raffreddamento, ma fai attenzione a non raffreddare eccessivamente: se raffreddato troppo velocemente il PVA può diventare piuttosto fragile. La corretta conservazione del filamento è fondamentale. Il PVA è un materiale che assorbe l'umidità molto più velocemente di qualsiasi altro filamento. Assicurarti di conservare la tua bobina in un contenitore ermetico quando non stampi, preferibilmente conservarla anche con materiale essiccante. Inoltre, potresti trovare beneficio nell'uso di un essiccatore per filamenti. Si tratta di un piccolo contenitore che riscalda la bobina prima o durante la stampa, rimuovendo l'umidità che il filamento ha assorbito restando all'aria aperta. L'uso di un essiccatore per filamento è consigliatissimo nella stampa 3D in PVA, ma ti permette di stampare meglio anche tutti gli altri filamenti. Ecco un riepilogo dei parametri di stampa per il PVA: Temperatura dell'ugello: 180-200 °C Temperatura letto: 45-60 °C Raffreddamento parziale della ventola, velocità indicativa al 50% Solubile: in acqua Ora che conosci le caratteristiche dell'alocol polivinilico, vediamo alcune delle migliori marche di filamenti PVA sul mercato. Torna all'Indice PrimaSelect PVA+ Il PVA+ PrimaSelect è molto apprezzato per le sue caratteristiche costanti. Venduto nel diametro da 1.75 mm in confezioni da 500 gr, il filamento non ha colorazione ed è fornito nella versione "naturale". Si tratta di un materiale prodotto in Europa, più stabile rispetto ai PVA economici che puoi trovare sul web. Si lega molto bene al PLA, ABS e PETG, il che agevola la stampa pur restando facile da rimuovere in acqua. Il piatto riscaldato è consigliabile, ad una temperatura di 80-90 °C. PVA+ aderisce perfettamente al piano BuildTak o a lastre in vetro ricoperte di colla stick o spray. Si tratta del PVA migliore che ho usato. Il costo è di 99 €/kg, la bobina da 500 gr è venduta a € 49. Vedi offerta su Amazon Torna all'Indice eSun PVA eSun è uno dei produttori di filamenti più popolari in circolazione. Produttore cinese dotato di un vastissimo catalogo un vasto portafoglio. eSun PVA è disponibile in bobine da 500 g e solo in 1,75 mm. Il PVA è uno dei filamenti più costosi offerti da eSun, ma rientra ancora nella fascia di prezzo entry level. La temperatura di stampa ideale è tra i 190 e i 220 °C. Il piatto riscaldato fortemente consigliato per evitare distacchi, a 60-80 °C. Il colore del materiale è natural (no colore). Il costo è di 35 € per la bobina da 500 gr. Vedi offerta su Amazon Torna all'Indice Polymaker PolyDissolve S1 Polymaker è un produttore di filamenti di buona qualità e uno dei pochi che offre a mercato numerose miscele particolari. Il PVA di Polymaker PolyDissolve S1 è stato progettato per funzionare come materiale di supporto per i filamenti più comuni, come PLA, ABS e PETG. Come la maggior parte dei filamenti Polymaker, il PVA è disponibile in bobine da 750 g con contrassegni della scala di peso in modo da poter tenere traccia della quantità di filamento rimasta sulla bobina. La bobina da 750 grammi ha un costo di € 77. Si stampa a 215-225 °C con il piatto riscaldato a 25-60 °C. Disponibile in doppio diametro 1,75 mm, 2,85 mm. Vedi offerta su Amazon Torna all'Indice Formfutura AquaSolve Formfutura è uno dei produttori europei più noti, anche in questo caso grazie alla qualità dei prodotti e alla vasta gamma a catalogo. Formfutura Aquasolve è un PVA di alta qualità composto da alcool polivinile (>75%), poliolo alifatico (<20%) e distearato di calcio (<5%). È disponibile in 1,75 mm e 2,85 mm di diametro ed è comodamente avvolto su una bobina contenente 300 grammi di filamento. Il filamento PVA avvolto a bobina è confezionato in plastica sottovuoto con un sacchetto di gel di silice all'interno, così da farlo arrivare a casa tua integro e performante. Si tratta di un materiale ben fatto: il costo è di 140 €/kg. La bobina da 300g è venduta a 42 €. Costa, ma è il migliore che abbia mai usato. Vedi offerta su Amazon Torna all'Indice Smartfil PVA Il filamento in PVA prodotto da Smartfil è disponibile in due diametri, 2.85 mm e 1.75 mm. Viene venduto in bobine da 750 grammi, il che solitamente è uno standard quando si tratta di materiali meno convenzionali rispetto ai soliti PLA, ABS o PETG. Stampabile ad una temepratura più elevata, circa 220°C, questo PVA ha un costo di circa 58 €/kg. La bobina da 750 gr è disponibile a € 43 su Amazon. Fai attenzione: è un materiale abbastanza economico ma se non stampato correttamente può causare fastidiosi blocchi all'estrusore. Vedi offerta su Amazon Torna all'Indice Come usare il filamento PVA Stampare il filamento di PVA non è semplicissimo, essenzialmente per due motivi: bisogna saper gestire una stampante 3D a doppio estrusore; bisogna che la stampante sia dotata di alcune accortezze. Usare una stampante 3D con doppio estrusore è un po' più complicato rispetto a usare una normale stampante 3D. Ci sono più parametri da impostare e, solitamente, i processi di stampa da gestire sono più complessi. Questo però non significa che la stampa 3D con doppio estrusore sia una prerogativa dei più esperti! Se hai già esperienza con la stampa 3D FDM, sicuramente ti risulterà abbastanza semplice passare all'uso di due ugelli in contemporanea. Se sei un principiante, potresti comunque valutare l'acquisto di una stampante 3D con doppio estrusore... tutto dipende da cosa devi stampare. Se sei alle prime armi con la stampa 3D, ma sai per certo che dovrai stampare stampare modelli composti da più materiali, allora il mio consiglio è quello di non aspettare: puoi acquistare subito una stampante 3D di media fascia dotata di una serie di componenti che non ti deluderanno. Con un budget di € 500 puoi portarti a casa delle ottime stampanti 3D dotate di doppio estrusore, piatto riscaldato, sensore di presenza filamento, autolivellamento e struttura rigida. Magari anche preassemblata, così in appena una decina di minuti potrai subito stampare. Qui di seguito ti lascia la mia guida a una selezione delle migliori stampanti 3D sotto i € 500. Dacci una guardata, probabilmente troverai quello che fa al caso tuo! Torna all'Indice -
Problemi di adesione dei materiali nella stampa 3D: cause e soluzioni
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo-
- 1
-
-
Problemi di adesione dei materiali nella stampa 3D: cause e soluzioni
Alessandro Tassinari ha pubblicato un articolo in Guide
 Uno dei problemi più comuni nella stampa 3D è il problema di adesione del materiale al piatto di stampa. Si tratta di un problema che si presenta nella stampa 3D FDM e, in genere, basta qualche accortezza per risolverlo. In questo articolo esploreremo le cause di questo problema e forniremo alcune soluzioni per risolverlo. In questa guida: > Cosa caratterizza l'adesione al piano di stampa? > Cause del problema di adesione dei materiali > Soluzioni per risolvere il problema di adesione dei materiali > Consiglio bonus 1: rimuovere umidità dal filamento > Consiglio bonus 2: eliminare il warping > Consiglio bonus 3: test per stampante 3D Cosa caratterizza l'adesione al piano di stampa? L'adesione al piatto di stampa è la capacità della plastica stampata in 3D di "attaccarsi" al piano di costruzione durante la stampa. Quando le stampe 3D non rimangono ferme sulla piano di costruzione, quello che ottieni sono risultati del tutto inaspettati: stampe fuori asse, materiale colato, geometrie deformate. Nel peggiore dei casi, il modello potrebbe staccarsi dal piano durante la sua stessa realizzazione, rischiando di causare dei danni anche alla meccanica della stampante 3D. Sul mercato esistono diversi tipi di superfici comunemente usate per far aderire diversi materiali alla lastra durante la stampa. In genere, quando acquisti una stampante 3D una di queste soluzioni viene fornita direttamente dal produttore della stampante. Le più comuni soluzioni per migliorare l'adesione dei materiali al piatto di stampa prevedono piani in alluminio, acciaio inossidabile, vetro, BuildTak, nastro Kapton, nastro PET, nastro adesivo o pellicola PEI. Ma attenzione, non esiste una superficie di stampa che va bene per qualsiasi tipo di filamento. Per risolvere in modo definitivo i problemi di adesione dei materiali nella stampa 3D è necessario capire quali sono le caratteristiche che influenzano l'adesione al piano. Vediamole di seguito! Facilità di adesione Quando il filamento viene estruso sul piano di stampa, cerca di conformarsi alla superficie di costruzione. Idealmente, la plastica aderirà alla superficie di costruzione "aggrappandosi" in modo meccanico a microfessurazioni o fori, oppure agevolando l'adesione in modo chimico tramite l'uso di colle o superfici di stampa specifiche. Nella stampa di modelli di grandi dimensioni, la superficie a contatto con la piastra di costruzione è assume molta importanza. In genere è buona norma sfruttare il brim o il raft, così da aumentare la superficie di adesione ed evitare fastidiose deformazioni dovute a ritiri sui bordi. Espansione e ritiro termico del materiale L'espansione termica è variazione delle dimensioni di un oggetto in base alla temperatura in cui si trova. Nella stampa 3D siamo in battaglia continua con espansioni e ritiri del materiale, questo perché portiamo le termoplastiche a variare di stato scaldandole e raffreddandole. Le differenze di temperatura tra la parte inferiore di una stampa e la parte superiore possono causare distacchi o fessurazioni sulle superfici del modello, un problema abbastanza comune nella stampa dell ABS. Gli strati di plastica devono raffreddarsi lentamente per poter costruire un oggetto 3D, ma non tanto da causare distacco dei bordi o deformazioni. I ritiri termici possono causare distacchi dal piatto di stampa proprio a causa di variazioni di temperatura della superficie dell'oggetto che sta a contatto col piano. La temperatura del piano e del volume di stampa sono entrambi aspetti importanti dell'adesione al letto. La temperatura del piano di stampa definisce quale sarà la temperatura a cui sono mantenuti gli strati inferiori e la temperatura dell'aria nella stampante definisce l'espansione termica o i ritiri delle superfici del modello. Una temperatura uniforme durante la stampa 3D rende meno probabile la deformazione, oltre che assicurare una migliore adesione. Livellamento e distanza dell'ugello dal piano Per far aderire il filamento al piano, è importante che l'ugello si trovi a una distanza costante e ragionevole dal piano di stampa. Se l'ugello si trova trova troppo vicino al piano, strapperà i materiali precedentemente posizionati o stampati, o rischierà di grattare il piano stesso. E' fondamentale che la distanza tra l'ugello e il piano sia ben impostata, così da evitare collisioni e assicurare accuratezza dimensionale. In secondo luogo, bisogna che il piano sia ben livellato. Stampare su una superficie inclinata può essere un vero incubo. Torna all'Indice Cause del problema di adesione dei materiali Cause del problema di adesione dei materiali: Temperatura troppo bassa del piatto di stampa: la temperatura del piatto di stampa è un fattore importante nell'adesione del materiale. Se la temperatura è troppo bassa, il materiale non si attaccherà correttamente e potrebbe staccarsi durante la stampa. Piatto di stampa troppo sporco o troppo pulito: un piatto di stampa non pulito può impedire al materiale di attaccarsi correttamente a causa di residui che facilitano il distacco. Allo stesso modo, se la superficie del piatto è troppo liscia e pulita, il materiale non riuscirà a fare adesione. Fai molta attenzione allo stato del tuo piano di stampa e assicurati che la superficie sia idonea a una corretta adesione. Uso di materiale inadeguato: alcuni materiali non sono adatti per la stampa 3D e possono avere problemi di adesione. Assicurati di utilizzare materiali consigliati dal produttore della stampante o dal produttore del filmalmento che hai in uso. Alcuni materiali adeiriscono esclusivamente a superfici di stampa specifiche. Calibrazione scorretta del piatto di stampa: una calibrazione scorretta del piatto di stampa può causare problemi di adesione. Assicurati di calibrarlo correttamente prima di ogni stampa. Torna all'Indice Soluzioni per risolvere il problema di adesione dei materiali Soluzioni per risolvere il problema di adesione dei materiali: Regolare la temperatura del piatto di stampa: assicurati che la temperatura del piatto di stampa sia adeguata per il materiale che stai utilizzando. La maggior parte dei produttori di stampanti 3D fornisce le temperature consigliate per ogni materiale. Pulire il piatto di stampa: pulisci il piatto di stampa con un panno umido o un detergente per rimuovere la polvere e le particelle che possono impedire all'adesivo o al materiale di attaccarsi correttamente. Allo stesso modo, non pensare di poter stampare su una superficie perfettamente pulita con sgrassatore: il filamento non aderirà. Usare adesivi: alcuni materiali possono avere bisogno di un adesivo per attaccarsi correttamente al piatto di stampa. Assicurati di utilizzare un adesivo adeguato per il materiale che stai utilizzando. Calibrare correttamente il piatto di stampa: assicurati di calibrare il piatto di stampa correttamente prima di ogni stampa per garantire un'adesione ottimale del materiale. Torna all'Indice Consiglio bonus 1: rimuovere umidità dal filamento Nella stampa 3D ci sono aspetti che spesso non si tengono in considerazione. Uno di questi riguarda la caratteristica capacità dei filamenti di assorbire umidità dall'aria... Si chiama igroscopia ed è una comune caratteristica dei materiali porosi. Se il filamento per stampa 3D utilizzato ha assorbito umidità posso affermare con certezza che ti darà problemi di adesione al piano di stampa. Il motivo è semplice: l'acqua assorbita verrà a sua volta scaldata nella fase di estrusione, causando bolle, fessurazioni e deformazioni non volute. Ho parlato in modo dettagliato di questo problema in una guida dedicata che mi sento di consigliarti se pensi di avere anche tu "problemi di umidità" coi tuoi filamenti. Fortunatamente una soluzione ce l'abbiamo: gli essiccatori per filamenti! Torna all'Indice Consiglio bonus 2: eliminare il warping Se si parla di problemi di adesione al piano di stampa, nel 90% dei casi si fa riferimento al warping. Il warping e una deformazione dei primi strati di stampa e solitamente si presenta sui bordi o negli angoli del modello. E' causata da ritiri del materiale, in genere dovuti a: temperature di stampa e del piatto non idonee; materiale scadente o non correttamente essiccato. Ti lascio di seguito una guida approfondita dove ti spiego anche come affrontare questo fastidioso problema: Torna all'Indice Consiglio bonus 3: test per stampante 3D A volte ci ritroviamo con la curiosità di scoprire fino a che punto possiamo spingerci con le nostre stampanti 3D. Magari hai raggiunto livelli di precisione e qualità molto buoni, ma... senza fare comparazioni non puoi sapere esattamente che livello hai raggiunto! Se hai risolto i tuoi problemi di adesione al piano e ti senti in grado di ottenere il massimo dalla tua stampante, posso consigliarti una serie di test per verificare in modo oggettivo la qialità dei tuoi modelli. Non dovrai fare altro che seguire la mia guida, stampare alcuni modelli del tutto gratuiti scaricabili dalla community e verificarne la qualità. Non dimenticare di mostrarci i tuoi risultati nel forum, mi raccomando! Torna all'Indice
Uno dei problemi più comuni nella stampa 3D è il problema di adesione del materiale al piatto di stampa. Si tratta di un problema che si presenta nella stampa 3D FDM e, in genere, basta qualche accortezza per risolverlo. In questo articolo esploreremo le cause di questo problema e forniremo alcune soluzioni per risolverlo. In questa guida: > Cosa caratterizza l'adesione al piano di stampa? > Cause del problema di adesione dei materiali > Soluzioni per risolvere il problema di adesione dei materiali > Consiglio bonus 1: rimuovere umidità dal filamento > Consiglio bonus 2: eliminare il warping > Consiglio bonus 3: test per stampante 3D Cosa caratterizza l'adesione al piano di stampa? L'adesione al piatto di stampa è la capacità della plastica stampata in 3D di "attaccarsi" al piano di costruzione durante la stampa. Quando le stampe 3D non rimangono ferme sulla piano di costruzione, quello che ottieni sono risultati del tutto inaspettati: stampe fuori asse, materiale colato, geometrie deformate. Nel peggiore dei casi, il modello potrebbe staccarsi dal piano durante la sua stessa realizzazione, rischiando di causare dei danni anche alla meccanica della stampante 3D. Sul mercato esistono diversi tipi di superfici comunemente usate per far aderire diversi materiali alla lastra durante la stampa. In genere, quando acquisti una stampante 3D una di queste soluzioni viene fornita direttamente dal produttore della stampante. Le più comuni soluzioni per migliorare l'adesione dei materiali al piatto di stampa prevedono piani in alluminio, acciaio inossidabile, vetro, BuildTak, nastro Kapton, nastro PET, nastro adesivo o pellicola PEI. Ma attenzione, non esiste una superficie di stampa che va bene per qualsiasi tipo di filamento. Per risolvere in modo definitivo i problemi di adesione dei materiali nella stampa 3D è necessario capire quali sono le caratteristiche che influenzano l'adesione al piano. Vediamole di seguito! Facilità di adesione Quando il filamento viene estruso sul piano di stampa, cerca di conformarsi alla superficie di costruzione. Idealmente, la plastica aderirà alla superficie di costruzione "aggrappandosi" in modo meccanico a microfessurazioni o fori, oppure agevolando l'adesione in modo chimico tramite l'uso di colle o superfici di stampa specifiche. Nella stampa di modelli di grandi dimensioni, la superficie a contatto con la piastra di costruzione è assume molta importanza. In genere è buona norma sfruttare il brim o il raft, così da aumentare la superficie di adesione ed evitare fastidiose deformazioni dovute a ritiri sui bordi. Espansione e ritiro termico del materiale L'espansione termica è variazione delle dimensioni di un oggetto in base alla temperatura in cui si trova. Nella stampa 3D siamo in battaglia continua con espansioni e ritiri del materiale, questo perché portiamo le termoplastiche a variare di stato scaldandole e raffreddandole. Le differenze di temperatura tra la parte inferiore di una stampa e la parte superiore possono causare distacchi o fessurazioni sulle superfici del modello, un problema abbastanza comune nella stampa dell ABS. Gli strati di plastica devono raffreddarsi lentamente per poter costruire un oggetto 3D, ma non tanto da causare distacco dei bordi o deformazioni. I ritiri termici possono causare distacchi dal piatto di stampa proprio a causa di variazioni di temperatura della superficie dell'oggetto che sta a contatto col piano. La temperatura del piano e del volume di stampa sono entrambi aspetti importanti dell'adesione al letto. La temperatura del piano di stampa definisce quale sarà la temperatura a cui sono mantenuti gli strati inferiori e la temperatura dell'aria nella stampante definisce l'espansione termica o i ritiri delle superfici del modello. Una temperatura uniforme durante la stampa 3D rende meno probabile la deformazione, oltre che assicurare una migliore adesione. Livellamento e distanza dell'ugello dal piano Per far aderire il filamento al piano, è importante che l'ugello si trovi a una distanza costante e ragionevole dal piano di stampa. Se l'ugello si trova trova troppo vicino al piano, strapperà i materiali precedentemente posizionati o stampati, o rischierà di grattare il piano stesso. E' fondamentale che la distanza tra l'ugello e il piano sia ben impostata, così da evitare collisioni e assicurare accuratezza dimensionale. In secondo luogo, bisogna che il piano sia ben livellato. Stampare su una superficie inclinata può essere un vero incubo. Torna all'Indice Cause del problema di adesione dei materiali Cause del problema di adesione dei materiali: Temperatura troppo bassa del piatto di stampa: la temperatura del piatto di stampa è un fattore importante nell'adesione del materiale. Se la temperatura è troppo bassa, il materiale non si attaccherà correttamente e potrebbe staccarsi durante la stampa. Piatto di stampa troppo sporco o troppo pulito: un piatto di stampa non pulito può impedire al materiale di attaccarsi correttamente a causa di residui che facilitano il distacco. Allo stesso modo, se la superficie del piatto è troppo liscia e pulita, il materiale non riuscirà a fare adesione. Fai molta attenzione allo stato del tuo piano di stampa e assicurati che la superficie sia idonea a una corretta adesione. Uso di materiale inadeguato: alcuni materiali non sono adatti per la stampa 3D e possono avere problemi di adesione. Assicurati di utilizzare materiali consigliati dal produttore della stampante o dal produttore del filmalmento che hai in uso. Alcuni materiali adeiriscono esclusivamente a superfici di stampa specifiche. Calibrazione scorretta del piatto di stampa: una calibrazione scorretta del piatto di stampa può causare problemi di adesione. Assicurati di calibrarlo correttamente prima di ogni stampa. Torna all'Indice Soluzioni per risolvere il problema di adesione dei materiali Soluzioni per risolvere il problema di adesione dei materiali: Regolare la temperatura del piatto di stampa: assicurati che la temperatura del piatto di stampa sia adeguata per il materiale che stai utilizzando. La maggior parte dei produttori di stampanti 3D fornisce le temperature consigliate per ogni materiale. Pulire il piatto di stampa: pulisci il piatto di stampa con un panno umido o un detergente per rimuovere la polvere e le particelle che possono impedire all'adesivo o al materiale di attaccarsi correttamente. Allo stesso modo, non pensare di poter stampare su una superficie perfettamente pulita con sgrassatore: il filamento non aderirà. Usare adesivi: alcuni materiali possono avere bisogno di un adesivo per attaccarsi correttamente al piatto di stampa. Assicurati di utilizzare un adesivo adeguato per il materiale che stai utilizzando. Calibrare correttamente il piatto di stampa: assicurati di calibrare il piatto di stampa correttamente prima di ogni stampa per garantire un'adesione ottimale del materiale. Torna all'Indice Consiglio bonus 1: rimuovere umidità dal filamento Nella stampa 3D ci sono aspetti che spesso non si tengono in considerazione. Uno di questi riguarda la caratteristica capacità dei filamenti di assorbire umidità dall'aria... Si chiama igroscopia ed è una comune caratteristica dei materiali porosi. Se il filamento per stampa 3D utilizzato ha assorbito umidità posso affermare con certezza che ti darà problemi di adesione al piano di stampa. Il motivo è semplice: l'acqua assorbita verrà a sua volta scaldata nella fase di estrusione, causando bolle, fessurazioni e deformazioni non volute. Ho parlato in modo dettagliato di questo problema in una guida dedicata che mi sento di consigliarti se pensi di avere anche tu "problemi di umidità" coi tuoi filamenti. Fortunatamente una soluzione ce l'abbiamo: gli essiccatori per filamenti! Torna all'Indice Consiglio bonus 2: eliminare il warping Se si parla di problemi di adesione al piano di stampa, nel 90% dei casi si fa riferimento al warping. Il warping e una deformazione dei primi strati di stampa e solitamente si presenta sui bordi o negli angoli del modello. E' causata da ritiri del materiale, in genere dovuti a: temperature di stampa e del piatto non idonee; materiale scadente o non correttamente essiccato. Ti lascio di seguito una guida approfondita dove ti spiego anche come affrontare questo fastidioso problema: Torna all'Indice Consiglio bonus 3: test per stampante 3D A volte ci ritroviamo con la curiosità di scoprire fino a che punto possiamo spingerci con le nostre stampanti 3D. Magari hai raggiunto livelli di precisione e qualità molto buoni, ma... senza fare comparazioni non puoi sapere esattamente che livello hai raggiunto! Se hai risolto i tuoi problemi di adesione al piano e ti senti in grado di ottenere il massimo dalla tua stampante, posso consigliarti una serie di test per verificare in modo oggettivo la qialità dei tuoi modelli. Non dovrai fare altro che seguire la mia guida, stampare alcuni modelli del tutto gratuiti scaricabili dalla community e verificarne la qualità. Non dimenticare di mostrarci i tuoi risultati nel forum, mi raccomando! Torna all'Indice -
Slicer stampante 3D a resina, quali sono i migliori
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo-
- 1
-

-
Slicer stampante 3D a resina, quali sono i migliori
Alessandro Tassinari ha pubblicato un articolo in Guide
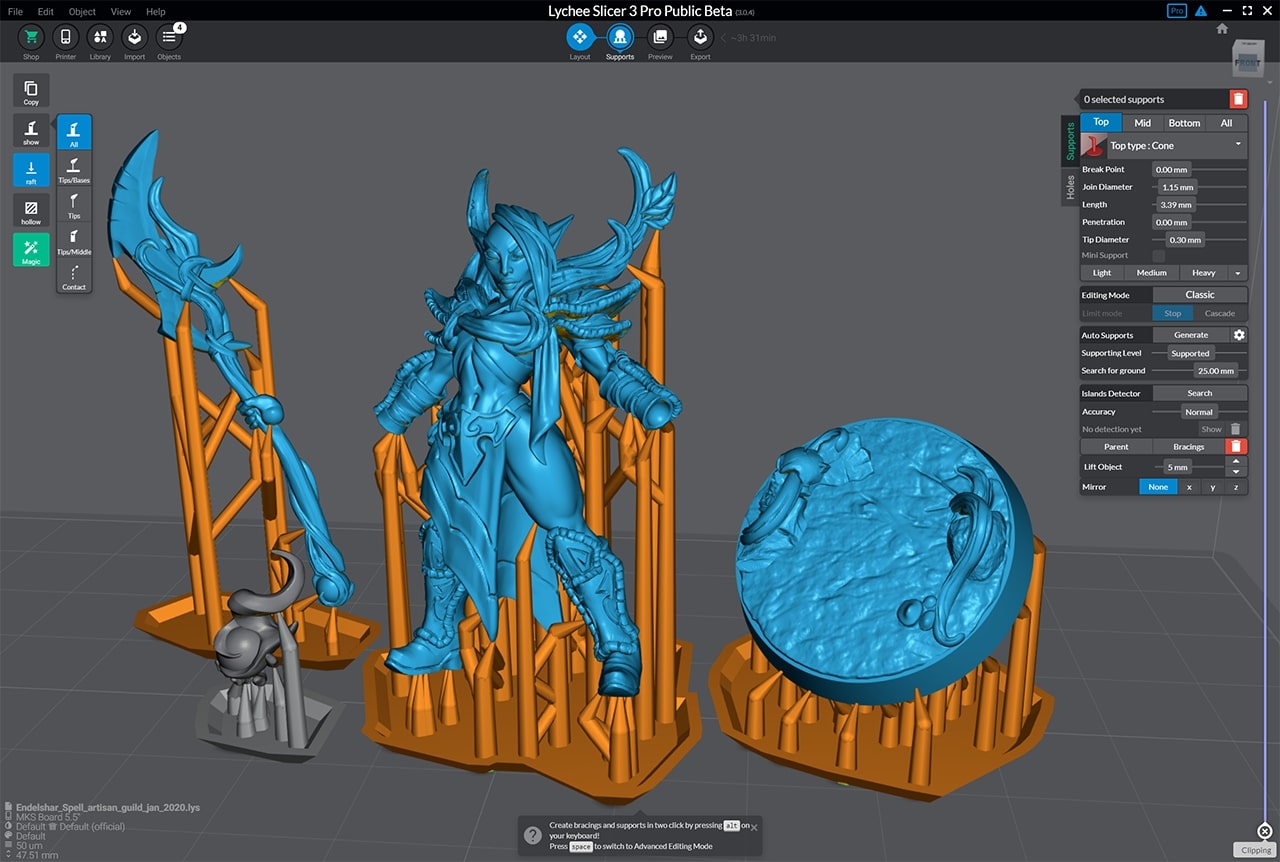 Gli slicer per la stampa 3D a resina sono software che permettono di realizzare con grande precisione i nostri modelli 3D. In questa guida vediamo quali sono i migliori slicer per stampanti 3D a resina. Nella stampa 3D, il termine “slicing” fa riferimento al processo di preparazione di un modello tridimensionale digitale per la stampa 3D vera e propria. I software di slicing sono in qualche modo simili alle funzionalità CAM in quanto collegano il mondo digitale al mondo reale. Nella stampa 3D in resina, invece di generare file G-code, il software di slicing crea una serie di immagini corrispondenti a ogni strato da polimerizzare. Il software di slicing controlla tutti i parametri di stampa di base oltre alla creazione e al posizionamento delle strutture di supporto. In passato, era abbastanza comune per gli utenti usare slicer predefiniti e forniti con la propria macchina o rilasciati dallo stesso produttore. Tuttavia, con l'arrivo di slicer di terze parti che supportano più macchine per resina, oggi ci sono slicer per stampanti 3D a resina che offrono più funzionalità. In questo articolo ho elencato i migliori slicer per stampanti 3D a resina attualmente disponibili, inclusi software ufficiali e universali. In questa guida: > Come ho selezionato i migliori slicer per stampa 3D a resina > Chitubox > Prusa Slicer > Lychee Slicer > Z-Suite > Photon Workshop > Preform > NanoDLP > Le 5 migliori stampanti 3D a resina > Come pulire i pezzi stampati in resina Come ho selezionato i migliori slicer per stampa 3D a resina In rete puoi trovare diversi software slicer per la stampa 3D a resina, quindi una selezione andava fatta per forza. I software slicer che trovi in questa guida li ho selezionati in base a una serie di caratteristiche che, a mio parere, non possono mancare in un software per la stampa 3D a resina. Di seguito ti spiego quali sono. Esportare file pronti alla stampa: alcuni software, come Meshmixer, preparano il file in termini di orientamento e posizionamento di supporti, ma non generano il file di stampa. Tutti gli slicer in questo elenco, invece, generano file pronti all'uso nel formato corretto per le stampanti in resina supportate. Software gratuito: tutti software slicer che trovi in questa guida hanno una versione gratuita disponibile, anche se alcune con funzionalità limitate. Supporto multipiattaforma: gli slicer selezionati sono compatibili con almeno due diversi sistemi operativi Windows, MacOS o Linux. Bene, direi che non ci sia tempo da perdere... ecco la lista dei migliori slicer per stampanti 3D a resina! Torna all'Indice ChiTuBox ChiTuBox è uno slicer realizzato da CBD-Tech, un'azienda nota per lo sviluppo di hardware per la stampa 3D. È uno degli slicer più popolari per la stampa 3D a resina, che offre supporto nativo per un'ampia gamma di stampanti. Infatti, ChiTuBox è il software di slicing ufficiale fornito con la serie Elegoo Mars. Ci sono molti strumenti utili in questo slicer. E' possibile incavare parti o realizzare fori di drenaggio. La funzione di supporto automatico è efficiente i tempi di elaborazione sono veloci. Tutto sommato, ChiTuBox è un'ottima alternativa alle opzioni del software di slicing proprietario. Sebbene ChiTuBox Basic sia gratuito, esiste anche una potente versione Pro che aggiunge una serie di funzionalità tra cui l'analisi e la riparazione del modello, ma che ti costerà circa $ 170 all'anno. Tecnologia: Resina Piattaforme: Windows, MacOS, Linux Prezzi: gratuito o ~ $ 170 all'anno per la versione Pro Torna all'Indice Lychee Slicer Un'altra eccellente opzione molto conosciuta è Lychee Slicer. Disponibile in tre versioni: gratuita, con funzionalità limitate; una versione Pro con tutte le funzionalità avanzate incluse; una versione Premium che aumenta il supporto tecnico, aggiunge la riparazione del modello e altre funzionalità. Lychee Slicer supporta quasi 75 stampanti diverse. La configurazione della stampante è rapida e il layout è semplice, contribuendo a creare un ambiente user-friendly adatto ai principianti. Le caratteristiche uniche includono il " Magic Menu ", uno strumento automatico per ottimizzare l'orientamento del modello, l'allocazione del supporto e il posizionamento. Tecnologia: Resina Piattaforme: Windows, MacOS, Linux Prezzi: Gratuito , ~$6/mese per la versione Pro , ~$10/mese per la versione Premium Torna all'Indice Prusa Slicer Prusa Research ha il proprio slicer 3D proprietario per stampanti 3D FDM e resina. Si chiama PrusaSlicer ed è un software gratuito e open-source basato sul precedente Slic3r PE (Prusa Edition). Per quanto riguarda la stampa in resina, offre come caratteristiche di base la generazione automatica del supporto e lo svuotamento delle parti. L'interfaccia utente chiara e intuitiva contribuisce alla popolarità di PrusaSlicer, così come la possibilità di esportare STL. Ciò consente agli utenti di preparare un modello utilizzando gli strumenti come l'orientamento automatico e le strutture di supporto, esportarlo come STL, quindi di effettuare lo slicing nel proprio slicer per stampante 3D compatibile. Tecnologie: Resina, FDM Piattaforme: Windows, MacOS, Linux Prezzo: gratuito Torna all'Indice Z-Suite Z-Suite è il software di slicing 3D di Zortrax destinato alle sue stampanti 3D proprietarie. Zortrax è un'azienda di stampa 3D polacca nota per le sue stampanti FDM e in resina, con il software Z-Suite che funziona come soluzione completa per controllare le stampanti tramite Wi-Fi. Z-Suite può funzionare anche con altre stampanti in resina, sebbene la configurazione venga eseguita manualmente. Offre funzionalità di slicing avanzate come la riparazione della mesh, il rilevamento di pareti sottili e molteplici opzioni di riempimento. Tecnologie: Resina, FDM Piattaforme: Windows, Mac OS Prezzo: gratuito Torna all'Indice Photon Workshop La serie Anycubic Photon include alcune delle stampanti a resina più popolari ed economiche di tutti i tempi. Photon Workshop di Anycubic è lo slicer 3D ufficiale per queste stampanti. Sono presenti tutte le funzionalità comuni, come i supporti automatici, lo svuotamento delle parti e il posizionamento del foro di scarico. Più recentemente, Photon Workshop ha introdotto quello che viene chiamato "slicing in tempo reale", una funzione in cui l'utente può analizzare singolarmente ogni slice 2D prima di eseguire lo slicing. Tecnologia: Resina Piattaforme: Windows, Mac OS Prezzo: gratuito Torna all'Indice Preform Formlabs è stata la prima azienda a sviluppare e produrre macchine desktop per la polimerizzazione in vasca. PreForm è il software di slicing di Formlabs, che supporta tutte le sue stampanti a resina. Inutile dire che è un software eccezionale. Davvero rapido, fa molto affidamento su funzionalità automatiche come l'orientamento e l'allocazione del supporto. Inoltre, offre funzionalità di slicing adattivo, che applicano diverse altezze di strato nella stessa parte per ridurre i tempi di stampa mantenendo finiture di alta qualità. Tecnologie: Resina, SLS Piattaforme: Windows, Mac OS Prezzo: gratuito Torna all'Indice NanoDLP NanoDLP è un software di stampa 3D in resina che va oltre lo slicing. È un'interfaccia web completa per monitorare e controllare la tua stampante 3D da remoto, simile a ciò che OctoPrint è per FDM. NanoDLP viene eseguito tramite un Raspberry Pi e si presenta come una soluzione all-in-one. Le funzioni di slicing includono svuotamento, mascheratura, motivo di riempimento e supporto anti-aliasing. Per il posizionamento dei supporti personalizzati avrai bisogno di NanoSupport, anch'esso gratuito e multipiattaforma. NanoDLP può essere configurato per la maggior parte delle stampanti in resina sul mercato. Tecnologia: Resina Piattaforme: Windows, MacOS, Linux, Raspberry Pi Prezzo: gratuito Torna all'Indice Le 5 migliori stampanti 3D a resina Se hai letto fino qui significa che davvero sei alla ricerca del software di slicing migliore per le tue esigenze. La curiosità però non si ferma mai e, forse, vorrai anche sapere quali sono le migliori stampanti 3D a resina disponibili sul mercato. Beh, ho preparato una guida apposita e che periodicamente aggiorno proprio per agevolare questa tua ricerca. Eccola! Torna all'Indice Come pulire i pezzi stampati in resina Stampare a resina è diventata una pratica semplice e alla portata di tutti. Anche la fase di pulizia e post produzione si son semplificate tantissimo rispetto a qualche anno fa, diventando facili da gestire. Soprattutto i principianti non danno molta considerazione alla fase di pulizia e polimerizzazione dei pezzi... sbagliando! Un errore grave perché se i modelli stampati a resina non vengono puliti e polimerizzati bene, resteranno sempre appiccicosi e molto deboli. Se ti interessa saperne di più, sei nel posto giusto. Ho scritto una guida dedicata alle stazioni di lavaggio e polimerizzazione della resina, spiegando nel dettaglio come funzionano e lasciando molti consigli. Lascio il link qui di seguito. Buona lettura! Torna all'Indice
Gli slicer per la stampa 3D a resina sono software che permettono di realizzare con grande precisione i nostri modelli 3D. In questa guida vediamo quali sono i migliori slicer per stampanti 3D a resina. Nella stampa 3D, il termine “slicing” fa riferimento al processo di preparazione di un modello tridimensionale digitale per la stampa 3D vera e propria. I software di slicing sono in qualche modo simili alle funzionalità CAM in quanto collegano il mondo digitale al mondo reale. Nella stampa 3D in resina, invece di generare file G-code, il software di slicing crea una serie di immagini corrispondenti a ogni strato da polimerizzare. Il software di slicing controlla tutti i parametri di stampa di base oltre alla creazione e al posizionamento delle strutture di supporto. In passato, era abbastanza comune per gli utenti usare slicer predefiniti e forniti con la propria macchina o rilasciati dallo stesso produttore. Tuttavia, con l'arrivo di slicer di terze parti che supportano più macchine per resina, oggi ci sono slicer per stampanti 3D a resina che offrono più funzionalità. In questo articolo ho elencato i migliori slicer per stampanti 3D a resina attualmente disponibili, inclusi software ufficiali e universali. In questa guida: > Come ho selezionato i migliori slicer per stampa 3D a resina > Chitubox > Prusa Slicer > Lychee Slicer > Z-Suite > Photon Workshop > Preform > NanoDLP > Le 5 migliori stampanti 3D a resina > Come pulire i pezzi stampati in resina Come ho selezionato i migliori slicer per stampa 3D a resina In rete puoi trovare diversi software slicer per la stampa 3D a resina, quindi una selezione andava fatta per forza. I software slicer che trovi in questa guida li ho selezionati in base a una serie di caratteristiche che, a mio parere, non possono mancare in un software per la stampa 3D a resina. Di seguito ti spiego quali sono. Esportare file pronti alla stampa: alcuni software, come Meshmixer, preparano il file in termini di orientamento e posizionamento di supporti, ma non generano il file di stampa. Tutti gli slicer in questo elenco, invece, generano file pronti all'uso nel formato corretto per le stampanti in resina supportate. Software gratuito: tutti software slicer che trovi in questa guida hanno una versione gratuita disponibile, anche se alcune con funzionalità limitate. Supporto multipiattaforma: gli slicer selezionati sono compatibili con almeno due diversi sistemi operativi Windows, MacOS o Linux. Bene, direi che non ci sia tempo da perdere... ecco la lista dei migliori slicer per stampanti 3D a resina! Torna all'Indice ChiTuBox ChiTuBox è uno slicer realizzato da CBD-Tech, un'azienda nota per lo sviluppo di hardware per la stampa 3D. È uno degli slicer più popolari per la stampa 3D a resina, che offre supporto nativo per un'ampia gamma di stampanti. Infatti, ChiTuBox è il software di slicing ufficiale fornito con la serie Elegoo Mars. Ci sono molti strumenti utili in questo slicer. E' possibile incavare parti o realizzare fori di drenaggio. La funzione di supporto automatico è efficiente i tempi di elaborazione sono veloci. Tutto sommato, ChiTuBox è un'ottima alternativa alle opzioni del software di slicing proprietario. Sebbene ChiTuBox Basic sia gratuito, esiste anche una potente versione Pro che aggiunge una serie di funzionalità tra cui l'analisi e la riparazione del modello, ma che ti costerà circa $ 170 all'anno. Tecnologia: Resina Piattaforme: Windows, MacOS, Linux Prezzi: gratuito o ~ $ 170 all'anno per la versione Pro Torna all'Indice Lychee Slicer Un'altra eccellente opzione molto conosciuta è Lychee Slicer. Disponibile in tre versioni: gratuita, con funzionalità limitate; una versione Pro con tutte le funzionalità avanzate incluse; una versione Premium che aumenta il supporto tecnico, aggiunge la riparazione del modello e altre funzionalità. Lychee Slicer supporta quasi 75 stampanti diverse. La configurazione della stampante è rapida e il layout è semplice, contribuendo a creare un ambiente user-friendly adatto ai principianti. Le caratteristiche uniche includono il " Magic Menu ", uno strumento automatico per ottimizzare l'orientamento del modello, l'allocazione del supporto e il posizionamento. Tecnologia: Resina Piattaforme: Windows, MacOS, Linux Prezzi: Gratuito , ~$6/mese per la versione Pro , ~$10/mese per la versione Premium Torna all'Indice Prusa Slicer Prusa Research ha il proprio slicer 3D proprietario per stampanti 3D FDM e resina. Si chiama PrusaSlicer ed è un software gratuito e open-source basato sul precedente Slic3r PE (Prusa Edition). Per quanto riguarda la stampa in resina, offre come caratteristiche di base la generazione automatica del supporto e lo svuotamento delle parti. L'interfaccia utente chiara e intuitiva contribuisce alla popolarità di PrusaSlicer, così come la possibilità di esportare STL. Ciò consente agli utenti di preparare un modello utilizzando gli strumenti come l'orientamento automatico e le strutture di supporto, esportarlo come STL, quindi di effettuare lo slicing nel proprio slicer per stampante 3D compatibile. Tecnologie: Resina, FDM Piattaforme: Windows, MacOS, Linux Prezzo: gratuito Torna all'Indice Z-Suite Z-Suite è il software di slicing 3D di Zortrax destinato alle sue stampanti 3D proprietarie. Zortrax è un'azienda di stampa 3D polacca nota per le sue stampanti FDM e in resina, con il software Z-Suite che funziona come soluzione completa per controllare le stampanti tramite Wi-Fi. Z-Suite può funzionare anche con altre stampanti in resina, sebbene la configurazione venga eseguita manualmente. Offre funzionalità di slicing avanzate come la riparazione della mesh, il rilevamento di pareti sottili e molteplici opzioni di riempimento. Tecnologie: Resina, FDM Piattaforme: Windows, Mac OS Prezzo: gratuito Torna all'Indice Photon Workshop La serie Anycubic Photon include alcune delle stampanti a resina più popolari ed economiche di tutti i tempi. Photon Workshop di Anycubic è lo slicer 3D ufficiale per queste stampanti. Sono presenti tutte le funzionalità comuni, come i supporti automatici, lo svuotamento delle parti e il posizionamento del foro di scarico. Più recentemente, Photon Workshop ha introdotto quello che viene chiamato "slicing in tempo reale", una funzione in cui l'utente può analizzare singolarmente ogni slice 2D prima di eseguire lo slicing. Tecnologia: Resina Piattaforme: Windows, Mac OS Prezzo: gratuito Torna all'Indice Preform Formlabs è stata la prima azienda a sviluppare e produrre macchine desktop per la polimerizzazione in vasca. PreForm è il software di slicing di Formlabs, che supporta tutte le sue stampanti a resina. Inutile dire che è un software eccezionale. Davvero rapido, fa molto affidamento su funzionalità automatiche come l'orientamento e l'allocazione del supporto. Inoltre, offre funzionalità di slicing adattivo, che applicano diverse altezze di strato nella stessa parte per ridurre i tempi di stampa mantenendo finiture di alta qualità. Tecnologie: Resina, SLS Piattaforme: Windows, Mac OS Prezzo: gratuito Torna all'Indice NanoDLP NanoDLP è un software di stampa 3D in resina che va oltre lo slicing. È un'interfaccia web completa per monitorare e controllare la tua stampante 3D da remoto, simile a ciò che OctoPrint è per FDM. NanoDLP viene eseguito tramite un Raspberry Pi e si presenta come una soluzione all-in-one. Le funzioni di slicing includono svuotamento, mascheratura, motivo di riempimento e supporto anti-aliasing. Per il posizionamento dei supporti personalizzati avrai bisogno di NanoSupport, anch'esso gratuito e multipiattaforma. NanoDLP può essere configurato per la maggior parte delle stampanti in resina sul mercato. Tecnologia: Resina Piattaforme: Windows, MacOS, Linux, Raspberry Pi Prezzo: gratuito Torna all'Indice Le 5 migliori stampanti 3D a resina Se hai letto fino qui significa che davvero sei alla ricerca del software di slicing migliore per le tue esigenze. La curiosità però non si ferma mai e, forse, vorrai anche sapere quali sono le migliori stampanti 3D a resina disponibili sul mercato. Beh, ho preparato una guida apposita e che periodicamente aggiorno proprio per agevolare questa tua ricerca. Eccola! Torna all'Indice Come pulire i pezzi stampati in resina Stampare a resina è diventata una pratica semplice e alla portata di tutti. Anche la fase di pulizia e post produzione si son semplificate tantissimo rispetto a qualche anno fa, diventando facili da gestire. Soprattutto i principianti non danno molta considerazione alla fase di pulizia e polimerizzazione dei pezzi... sbagliando! Un errore grave perché se i modelli stampati a resina non vengono puliti e polimerizzati bene, resteranno sempre appiccicosi e molto deboli. Se ti interessa saperne di più, sei nel posto giusto. Ho scritto una guida dedicata alle stazioni di lavaggio e polimerizzazione della resina, spiegando nel dettaglio come funzionano e lasciando molti consigli. Lascio il link qui di seguito. Buona lettura! Torna all'Indice -
Come si stampa l'ABS: guida ai parametri e consigli
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo-
- 1
-
-
Come si stampa l'ABS: guida ai parametri e consigli
Alessandro Tassinari ha pubblicato un articolo in Guide
 L'acrilonitrile butadiene stirene, abbreviato in ABS, è una plastica comune che si trova tutto intorno a noi, con uno degli usi più noti dei mattoncini Lego.Le sue proprietà, come l'elevata resistenza meccanica e la buona resistenza alla temperatura, lo rendono una buona scelta per una grande varietà di applicazioni. L'ABS offre anche una buona finitura superficiale. L'ABS si dissolve in acetone, che tende a levigare e lucidare la superficie. È anche un materiale facile da carteggiare, quindi ci sono ottime opzioni per la post-produzione dei modelli. L'ABS può essere un po' difficile da stampare. Potresti avere difficoltà a far aderire ABS al piano di stampa in modo adeguato. Le parti stampate tendono a deformarsi ai lati e agli angoli e, per di più, i fumi generati durante la stampa possono essere sgradevoli. In questa guida ti darò consigli utili sulla stampa dell'ABS. Scoprirai quali sono i parametri di stampa migliori per ABS, con particolare attenzione alle temperature di estusione e del piano di stampa. In questa guida: > Problemi di warping, deformazioni e ritiri con l'ABS > Temperatura di estrusione > Temperatura del piatto di stampa > Altre impostazioni di supporto > Camera calda per stampare ABS > L'importanza di essiccare il filamento Problemi di warping, deformazioni e ritiri con l'ABS Il warping, le deformazioni e i ritiri sono i principali nemici nella stampa 3D in ABS. Nelle prossime righe ti spiego brevemente il perché. Quando un filamento viene riscaldato nell'hot end, il materiale tende ad espandersi. Una volta allo stato fuso, la plastica viene depositata sul piano di stampa strato dopo strato dove poi torna allo stato solido, raffreddandosi e contraendosi. Durante la fase di stampa, fatta eccezione per lo strato depositato più di recente, gli altri strati saranno più freddi di quelli più vicini al piano di stampa, in quanto questi vengono generalmente mantenuti caldi per mantenere l'adesione del piatto. La differenza di temperatura tra gli strati più freddi e contratti sopra la superficie e gli strati ancora caldi ed espansi contro la superficie del piatto può causare il distacco di una stampa dal piatto. Un altro problema comune nella stampa in ABS è la delaminazione. In questo caso si creano fessure sulle superfici verticali del modello e la causa è sempre e solo una: le contrazioni dovute alle temperature di stampa. Alcune materie plastiche si espandono e si contraggono molto più di altre. L'ABS è un materiale che, rispetto ad altri termopolimeri, contrae e ritira di più. Il PLA, ad esempio, è un materiale invece che ritira molto poco. Torna all'Indice Temperatura di estrusione Stampare con l'ABS può essere un po' difficile, ma con le giuste impostazioni qualsiasi problema può essere risolto. Nella stampa dell'ABS la maggior parte dei problemi deriva dalle temperature di stampa e, in particolare, dell'estrusione. L'ABS fonde tra i 210 e i 250 °C. Se non viene indicato nulla di specifico dal produttore, dovresti essere libero di giocare con le impostazioni di temperatura in questo intervallo. In genere, i 235 °C sono un buon compromesso, anche se a volte è necessario spingersi a temperature ben più alte di 250-260 °C in base alle condizioni del filamento e all'estrusore che monta la tua stampante. Se imposti l'ugello troppo caldo, noterai molte righe sulle pareti della tua parte. Se stampi a bassa temperatura, potresti incappare in una sottoestrusione. Se hai appena acquistato un nuovo filamento in ABS, il consiglio che posso darti è quello di fare almeno un test di stampa. Prova il materiale a temperature diverse e vedi che risultati ottieni a livello di finitura dei pezzi. In questo modo potrai trovare la condizione migliore per stampare ABS con la tua stampante 3D. E se vuoi fare le cose fatte bene... prova a stampare il nostro cubo di calibrazione XYZ. Oltre ad aiutarti nella calibrazione step/mm della tua stampante, è sempre un buon modello per fare test veloci come questo! Torna all'Indice Temperatura del piatto di stampa Lo scopo di un letto riscaldato è favorire l'adesione del modello al piano di stampa. Tuttavia bisogna fare attenzione: è necessario che la temperatura sia sufficiente per far aderire il primo strato al piano, evitando però che questo deformi o si surriscaldi. Scaldando troppo il piano di stampa corri il rischio che il primo strato di stampa rimanga troppo morbido e che l'intera stampa manchi di precisione. La temperatura alla quale una plastica cambia di stato da uno stato solido a uno stato più morbido (ma non ancora fuso) è nota come temperatura di transizione vetrosa. L'ideale è di impostare la temperatura del piatto riscaldato appena sopra a questa temperatura. Più si sale al di sopra del range di temperatura di transizione vetrosa, minore sarà lo sbalzo termico con la temperatura di estrusione. Allo stesso modo, se dovessi tenere la temperatura del piatto riscaldato al di sotto del range di transizione vetrosa... beh, sarebbe come avere il piatto spento. Per l'ABS, la temperatura di transizione vetrosa è attorno ai 105 °C. La temperatura consigliata per il piatto riscaldato è quindi di 110 °C. Torna all'Indice Altre impostazioni di supporto Tutti i software di slicing mettono a disposizione una serie di impostazioni e parametri molto utili ad agevolare la stampa 3D di modelli complessi. Alcune di queste tornano utili anche nella stampa in ABS, dove il controllo di ritiri e deformazioni è sempre fondamentale. Brim and raft Le opzioni brim e raft nelle impostazioni dello slicer forniscono parametri per la gestione del contatto del modello con la superficie del piatto di stampa. Il Brim consiste in un ampliamento del primo layer di stampa, il che aiuta nel limitare warping e deformazioni. In pratica, se il materiale ritira, ritirerà prima il Brim piuttosto che il modello stesso. Il Raft invece è una vera e propria "zattera" su cui viene a sua volta stampato il modello. Il Raft usa più materiale ma, se ben impostato, fornisce anche i migliori risultati, aiutando anche nel distacco del pezzo. Spessore dell'estusione Avere un primo strato più spesso può essere vantaggioso, in quanto aumenta il contatto con la superficie del piano di stampa, che a sua volta mantiene la stampa saldamente in posizione. Potresti valutare di aumentare lo spessore dell'estrusione del primo layer per un valore compreso tra il 100% e il 150% del diametro del tuo ugello. Attenzione a non esagerare, otturazioni dell'ugello sono sempre in agguato. Velocità di stampa Riduci la velocità di stampa del primo layer e non avere fretta. Il primo strato di stampa è fondamentale per una buona riuscita della tua stampa in ABS. Il primo strato deve aderire bene e arrivare alla temperatura del piano senza subire shock termici. Nel resto della stampa, considera che l'ABS è stampato ad una temperatura abbastanza alta. Potrebbe essere necessario stampare lentamente per assicurarti stampe dettagliate, magari negli angoli o in quei punti dove le forze di ritiro agiscono maggiormente. Ventole di raffreddamento Le ventole di raffreddamento hanno lo scopo di generare un flusso d'aria attorno all'ugello e raffreddare rapidamente la plastica depositata. Sfortunatamente, questo può avere un effetto negativo quando si stampano i primi strati in ABS. Assicurati di spegnere le ventole per i primi 3-5 strati di stampa: in questo modo il materiale resterà saldo al piano e non si attiveranno forti ritiri a causa delle ventole. Torna all'Indice Camera calda per stampare ABS Quello della camera calda è sempre un tema di discussione nella stampa 3D in ABS e, in genere, distingue le stampanti 3D economiche da quelle professionali. Le stampanti 3D professionali, infatti, solitamente presentano un volume di stampa chiuso che è possibile riscaldare all'interno. Questo aiuta nella stampa 3D di materiali tecnici come ABS, PEEK, Ultem, ecc, cioè materiali che si stampano ad alte temperature e che rischiano di subire uno shock termico con conseguenti ritiri e warping. Le stampanti 3D economiche in genenere non hanno la camera calda e questo potrebbe essere un problema per limitare l'effetto di warping sul piatto di stampa. Ci sono però delle soluzioni altrettanto economiche da adottare. Sul Amazon si possono trovare involucri con cui ricoprire la stampante: questo involucro garantisce un ambiente controllato e stabile attorno al tuo modello durante la stampa. Per esperienza posso assicurarti che i pezzi in stampa possono deformarsi anche se usi tutti parametri corretti: se stampi col telaio aperto in una stanza a temperatura ambiente, il rischio di warping è sempre molto molto alto. Vedi offerta su Amazon Il mio consiglio? Dai una chance a uno degli involucri per stampante che trovi su Amazon. Ti aiuteranno a ottenere i migliori risultati di stampa non solo con l'ABS, ma anche con qualsiasi altro materiale. Inoltre, un dettaglio: la stampa 3D di ABS e altri materiali emette nell'aria odori, micropolveri e fumi tossici. L'involucro per stampante non è una soluzione definitiva, ma sicuramente è un prodotto utile per controllare questo aspetto. Torna all'Indice L'importanza di essiccare il filamento In particolare con l'ABS, dove warping e deformazioni sono sempre dietro l'angolo, usare un filamento ben disidratato è fondamentale per ottenere il massimo dalle tue stampe. I materiali per la stampa 3D sono soggetti a una proprietà fisica chiamata "igroscopia". Spiegata in modo semplice, l'igroscopia è una proprietà fisica che permette ai materiali di assorbire umidità dall'aria. Tutti i filamenti per stampa 3D sono soggetti a igroscopia e, a lungo andare, questa caratteristica potrebbe diventare un grosso problema per te che vuoi stampare. Un filamento che ha assorbito umidità, infatti, risulta praticamente instampabile. Se provi a stamparlo, sentirai degli scoppiettii nei pressi dell'ugello e noterai che le temperature di stampa saranno completamente sballate. Questo perché la presenza di acqua nel filo rende tutto il processo più complicato. Il rischio per noi qual è? Beh, semplice: se compri una bobina di ABS, la apri e poi la lasci all'aperto in una stanza, puoi dire per certo che nel giro di qualche giorno faticherai a stampare. Per preservare al meglio le tue bobine di ABS e assicurarti sempre una qualità di stampa massima potresti utilizzare un essiccatore per filamenti. Si tratta di uno strumento molto simile a un fornetto. Al suo interno inserisci la bobina da deumidificare e, a processo finito, la ritroverai come nuova. Si tratta di un modo semplice ed efficace per recuperare vecchie bobine o assicurarti che quelle nuove non degradino velocemente. L'essiccatore Sunlu è uno deipiù venduti in assoluto: Vedi offerta su Amazon Invece, se vuoi saperne di più sull'asciugatura dei tuoi filamenti, puoi leggere la mia guida dedicata: Torna all'Indice
L'acrilonitrile butadiene stirene, abbreviato in ABS, è una plastica comune che si trova tutto intorno a noi, con uno degli usi più noti dei mattoncini Lego.Le sue proprietà, come l'elevata resistenza meccanica e la buona resistenza alla temperatura, lo rendono una buona scelta per una grande varietà di applicazioni. L'ABS offre anche una buona finitura superficiale. L'ABS si dissolve in acetone, che tende a levigare e lucidare la superficie. È anche un materiale facile da carteggiare, quindi ci sono ottime opzioni per la post-produzione dei modelli. L'ABS può essere un po' difficile da stampare. Potresti avere difficoltà a far aderire ABS al piano di stampa in modo adeguato. Le parti stampate tendono a deformarsi ai lati e agli angoli e, per di più, i fumi generati durante la stampa possono essere sgradevoli. In questa guida ti darò consigli utili sulla stampa dell'ABS. Scoprirai quali sono i parametri di stampa migliori per ABS, con particolare attenzione alle temperature di estusione e del piano di stampa. In questa guida: > Problemi di warping, deformazioni e ritiri con l'ABS > Temperatura di estrusione > Temperatura del piatto di stampa > Altre impostazioni di supporto > Camera calda per stampare ABS > L'importanza di essiccare il filamento Problemi di warping, deformazioni e ritiri con l'ABS Il warping, le deformazioni e i ritiri sono i principali nemici nella stampa 3D in ABS. Nelle prossime righe ti spiego brevemente il perché. Quando un filamento viene riscaldato nell'hot end, il materiale tende ad espandersi. Una volta allo stato fuso, la plastica viene depositata sul piano di stampa strato dopo strato dove poi torna allo stato solido, raffreddandosi e contraendosi. Durante la fase di stampa, fatta eccezione per lo strato depositato più di recente, gli altri strati saranno più freddi di quelli più vicini al piano di stampa, in quanto questi vengono generalmente mantenuti caldi per mantenere l'adesione del piatto. La differenza di temperatura tra gli strati più freddi e contratti sopra la superficie e gli strati ancora caldi ed espansi contro la superficie del piatto può causare il distacco di una stampa dal piatto. Un altro problema comune nella stampa in ABS è la delaminazione. In questo caso si creano fessure sulle superfici verticali del modello e la causa è sempre e solo una: le contrazioni dovute alle temperature di stampa. Alcune materie plastiche si espandono e si contraggono molto più di altre. L'ABS è un materiale che, rispetto ad altri termopolimeri, contrae e ritira di più. Il PLA, ad esempio, è un materiale invece che ritira molto poco. Torna all'Indice Temperatura di estrusione Stampare con l'ABS può essere un po' difficile, ma con le giuste impostazioni qualsiasi problema può essere risolto. Nella stampa dell'ABS la maggior parte dei problemi deriva dalle temperature di stampa e, in particolare, dell'estrusione. L'ABS fonde tra i 210 e i 250 °C. Se non viene indicato nulla di specifico dal produttore, dovresti essere libero di giocare con le impostazioni di temperatura in questo intervallo. In genere, i 235 °C sono un buon compromesso, anche se a volte è necessario spingersi a temperature ben più alte di 250-260 °C in base alle condizioni del filamento e all'estrusore che monta la tua stampante. Se imposti l'ugello troppo caldo, noterai molte righe sulle pareti della tua parte. Se stampi a bassa temperatura, potresti incappare in una sottoestrusione. Se hai appena acquistato un nuovo filamento in ABS, il consiglio che posso darti è quello di fare almeno un test di stampa. Prova il materiale a temperature diverse e vedi che risultati ottieni a livello di finitura dei pezzi. In questo modo potrai trovare la condizione migliore per stampare ABS con la tua stampante 3D. E se vuoi fare le cose fatte bene... prova a stampare il nostro cubo di calibrazione XYZ. Oltre ad aiutarti nella calibrazione step/mm della tua stampante, è sempre un buon modello per fare test veloci come questo! Torna all'Indice Temperatura del piatto di stampa Lo scopo di un letto riscaldato è favorire l'adesione del modello al piano di stampa. Tuttavia bisogna fare attenzione: è necessario che la temperatura sia sufficiente per far aderire il primo strato al piano, evitando però che questo deformi o si surriscaldi. Scaldando troppo il piano di stampa corri il rischio che il primo strato di stampa rimanga troppo morbido e che l'intera stampa manchi di precisione. La temperatura alla quale una plastica cambia di stato da uno stato solido a uno stato più morbido (ma non ancora fuso) è nota come temperatura di transizione vetrosa. L'ideale è di impostare la temperatura del piatto riscaldato appena sopra a questa temperatura. Più si sale al di sopra del range di temperatura di transizione vetrosa, minore sarà lo sbalzo termico con la temperatura di estrusione. Allo stesso modo, se dovessi tenere la temperatura del piatto riscaldato al di sotto del range di transizione vetrosa... beh, sarebbe come avere il piatto spento. Per l'ABS, la temperatura di transizione vetrosa è attorno ai 105 °C. La temperatura consigliata per il piatto riscaldato è quindi di 110 °C. Torna all'Indice Altre impostazioni di supporto Tutti i software di slicing mettono a disposizione una serie di impostazioni e parametri molto utili ad agevolare la stampa 3D di modelli complessi. Alcune di queste tornano utili anche nella stampa in ABS, dove il controllo di ritiri e deformazioni è sempre fondamentale. Brim and raft Le opzioni brim e raft nelle impostazioni dello slicer forniscono parametri per la gestione del contatto del modello con la superficie del piatto di stampa. Il Brim consiste in un ampliamento del primo layer di stampa, il che aiuta nel limitare warping e deformazioni. In pratica, se il materiale ritira, ritirerà prima il Brim piuttosto che il modello stesso. Il Raft invece è una vera e propria "zattera" su cui viene a sua volta stampato il modello. Il Raft usa più materiale ma, se ben impostato, fornisce anche i migliori risultati, aiutando anche nel distacco del pezzo. Spessore dell'estusione Avere un primo strato più spesso può essere vantaggioso, in quanto aumenta il contatto con la superficie del piano di stampa, che a sua volta mantiene la stampa saldamente in posizione. Potresti valutare di aumentare lo spessore dell'estrusione del primo layer per un valore compreso tra il 100% e il 150% del diametro del tuo ugello. Attenzione a non esagerare, otturazioni dell'ugello sono sempre in agguato. Velocità di stampa Riduci la velocità di stampa del primo layer e non avere fretta. Il primo strato di stampa è fondamentale per una buona riuscita della tua stampa in ABS. Il primo strato deve aderire bene e arrivare alla temperatura del piano senza subire shock termici. Nel resto della stampa, considera che l'ABS è stampato ad una temperatura abbastanza alta. Potrebbe essere necessario stampare lentamente per assicurarti stampe dettagliate, magari negli angoli o in quei punti dove le forze di ritiro agiscono maggiormente. Ventole di raffreddamento Le ventole di raffreddamento hanno lo scopo di generare un flusso d'aria attorno all'ugello e raffreddare rapidamente la plastica depositata. Sfortunatamente, questo può avere un effetto negativo quando si stampano i primi strati in ABS. Assicurati di spegnere le ventole per i primi 3-5 strati di stampa: in questo modo il materiale resterà saldo al piano e non si attiveranno forti ritiri a causa delle ventole. Torna all'Indice Camera calda per stampare ABS Quello della camera calda è sempre un tema di discussione nella stampa 3D in ABS e, in genere, distingue le stampanti 3D economiche da quelle professionali. Le stampanti 3D professionali, infatti, solitamente presentano un volume di stampa chiuso che è possibile riscaldare all'interno. Questo aiuta nella stampa 3D di materiali tecnici come ABS, PEEK, Ultem, ecc, cioè materiali che si stampano ad alte temperature e che rischiano di subire uno shock termico con conseguenti ritiri e warping. Le stampanti 3D economiche in genenere non hanno la camera calda e questo potrebbe essere un problema per limitare l'effetto di warping sul piatto di stampa. Ci sono però delle soluzioni altrettanto economiche da adottare. Sul Amazon si possono trovare involucri con cui ricoprire la stampante: questo involucro garantisce un ambiente controllato e stabile attorno al tuo modello durante la stampa. Per esperienza posso assicurarti che i pezzi in stampa possono deformarsi anche se usi tutti parametri corretti: se stampi col telaio aperto in una stanza a temperatura ambiente, il rischio di warping è sempre molto molto alto. Vedi offerta su Amazon Il mio consiglio? Dai una chance a uno degli involucri per stampante che trovi su Amazon. Ti aiuteranno a ottenere i migliori risultati di stampa non solo con l'ABS, ma anche con qualsiasi altro materiale. Inoltre, un dettaglio: la stampa 3D di ABS e altri materiali emette nell'aria odori, micropolveri e fumi tossici. L'involucro per stampante non è una soluzione definitiva, ma sicuramente è un prodotto utile per controllare questo aspetto. Torna all'Indice L'importanza di essiccare il filamento In particolare con l'ABS, dove warping e deformazioni sono sempre dietro l'angolo, usare un filamento ben disidratato è fondamentale per ottenere il massimo dalle tue stampe. I materiali per la stampa 3D sono soggetti a una proprietà fisica chiamata "igroscopia". Spiegata in modo semplice, l'igroscopia è una proprietà fisica che permette ai materiali di assorbire umidità dall'aria. Tutti i filamenti per stampa 3D sono soggetti a igroscopia e, a lungo andare, questa caratteristica potrebbe diventare un grosso problema per te che vuoi stampare. Un filamento che ha assorbito umidità, infatti, risulta praticamente instampabile. Se provi a stamparlo, sentirai degli scoppiettii nei pressi dell'ugello e noterai che le temperature di stampa saranno completamente sballate. Questo perché la presenza di acqua nel filo rende tutto il processo più complicato. Il rischio per noi qual è? Beh, semplice: se compri una bobina di ABS, la apri e poi la lasci all'aperto in una stanza, puoi dire per certo che nel giro di qualche giorno faticherai a stampare. Per preservare al meglio le tue bobine di ABS e assicurarti sempre una qualità di stampa massima potresti utilizzare un essiccatore per filamenti. Si tratta di uno strumento molto simile a un fornetto. Al suo interno inserisci la bobina da deumidificare e, a processo finito, la ritroverai come nuova. Si tratta di un modo semplice ed efficace per recuperare vecchie bobine o assicurarti che quelle nuove non degradino velocemente. L'essiccatore Sunlu è uno deipiù venduti in assoluto: Vedi offerta su Amazon Invece, se vuoi saperne di più sull'asciugatura dei tuoi filamenti, puoi leggere la mia guida dedicata: Torna all'Indice -
stampa non planare
Alessandro Tassinari ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
Che io sappia non ci sono software slicer commerciali, pensati per la stampa 3D FDM desktop, che mettano a disposizione una programmazione non planare. Esistono soluzioni per l'industria, come AI Build e un software Siemens di cui mi sfugge ora il nome, ma si tratta di software pensati per la programmazione di robot e macchine industriali. Una possibile alternativa, utilizzabile con stampanti 3D desktop, è l'uso di logiche su Grasshopper. Non ho esempi sotto mano, ma magari prossimamente posto qui qualcosa. -
Come si stampa il PETG: parametri e consigli
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo-
- 1
-
-
Come si stampa il PETG: parametri e consigli
Alessandro Tassinari ha pubblicato un articolo in Guide
 In questa guida ti spiego come si stampa il PETG, mostrandoti i parametri da usare e lasciandoti importanti consigli. Il PETG è un materiale molto usato nella realizzazione di tantissimi prodotti: bottiglie, contenitori per alimenti, imballaggi, utensili da cucina e tantissimi altri prodotti di plastica. PETG è l'abbreviazione di polietilene tereftalato glicole modificato, si tratta di una plastica riciclabile e può essere stampata a iniezione, soffiata, termoformata, piegata, tagliata e, ovviamente, anche stampata in 3D. In questo articolo non entreremo nei dettagli della chimica del PETG, ma ci concentreremo invece sulla stampa 3D del PETG sotto forma di filamento. Proprio così, perché i filamenti di PETG sono diventati molto comuni nella stampa 3D FDM. Addirittura, qualcuno preferisce stampare il PETG rispetto al filamento di PLA. E forse ti starai chiedendo per quale motivo... Beh, te lo spiego nel dettaglio nei prossimi paragrafi! In questa guida: > Caratteristiche del PETG > Come preparare il piatto di stampa per il PETG > Temperatura e retraction > Velocità della ventola e raffreddamento > Supporti > Velocità di stampa Caratteristiche del PETG Il PETG è un materiale dotato di buone proprietà meccaniche e estetiche. Ecco alcune caratteristiche del materiale: Temperatura di transizione vetrosa: 80 °C; Densità: 1,27 g/cm3 (che è superiore a PLA e ABS); Resistente alla maggior parte delle sostanze chimiche (come acidi e solventi). Si tratta di un materiale che, una volta trovati i parametri giusti, si presta bene a essere stampato tramite stampa FDM. In molti riescono a stamparlo in modo del tutto sumilare al PLA, ma fai attenzione, perché non tutte le stampanti sono uguali e può essere che tu debba trovare le giuste impostazioni per ottenere buoni risultati. Il PETG sostanzialmente riprende le caratteristiche del PLA ma aggiunge resistenza meccanica e chimica ai pezzi stampati. Inoltre, è un materiale economico: il costo di una bobina di PETG varia tra i 18 e i 30 €/Kg, in base alla qualità del filo. Torna all'Indice Come preparare il piatto di stamapa per il PETG Rispetto ad altri filamenti con i quali potresti avere problemi di adesione al letto, potresti avere il problema completamente opposto con il PETG. A causa della sua natura, il PETG si attacca molto bene al piatto di stampa. Pertanto, probabilmente ti servirà uno strato protettivo per il tuo letto, come colla stick o nastro adesivo blu. In questo modo potranno staccarsi col pezzo stampato. Se hai già stampato con PLA o ABS, saprai che lo spazio tra l'ugello e il letto deve essere ridotto. Nella stampa 3D del PETG è diverso: ha bisogno di un spazio abbastanza ampio. Se normalmente usi un pezzo di carta per regolare lo spazio tra il letto e l'ugello per PLA, usa tre fogli di carta per PETG. Sebbene sia possibile stampare PETG senza un letto riscaldato, ne consigliamo uno. La maggior parte dei produttori suggerirà temperature comprese tra 70 e 80 °C, ma puoi arrivare fino a 100 °C. Inizia con 70 °C e aumenta gradualmente se si notano problemi di adesione al letto. Torna all'Indice Temperatura e retraction col PETG Le impostazioni di temperatura e retrazione per la stampa di PETG sono strettamente correlate. Temperatura Il PETG in genere si stampa a temperature comprese tra 220 e 265 °C. Ma prima di riscaldare l'ugello, ricorda che gli hot end incorporano tubi in PTFE che resistono fino a 250 °C: qualsiasi temperatura superiore danneggerà l'hot-end. La temperatura dell'ugello gioca un ruolo importante nella qualità di stampa. Usa una temperatura troppo alta e ti ritroverai con molte strisce o calture di materiale, ma con una temperatura troppo bassa l'estrusore inizierà a saltare dei passi. Ecco un semplice test per verificare se la temperatura dell'hot end è corretta: inizia con una temperatura di appena 220 °C ed esegui alcune stampe di prova. Se senti un rumore di colpi durante la stampa significa che l'estrusore salta dei passi: devi aumentare la temperatura dell'ugello di 5 °C. Ripeti il test fino a quando l'estrusore non salta più. Come accennato, quando si stampa ad alte temperature, c'è il rischio di striature. E poiché il PETG è un materiale molto resistente ed elastico, questi difetti sono difficili da rimuovere. Il consiglio è quello di regolare al meglio la retrazione. Retrazione Mi raccomando, non esagerare con la velocità dell retraction. Imposta la velocità di retrazione a circa 25 mm/s sia per gli estrusori Bowden che per quelli a trasmissione diretta. La distanza di retrazione deve essere impostata a circa 6 o 7 millimetri per gli estrusori Bowden e 3 o 4 millimetri per gli estrusori a trasmissione diretta. Con PETG, la velocità di retrazione è più importante della distanza. Se hai ancora vedi materiale colare o restano residui sulla stampa, prova ad abbassare la velocità di ritrazione. Un altro parametro che aiuterà a ridurre la caduta di materiale è la velocità di travel. Il PETG tende a gocciolare dalla punta dell'ugello, soprattutto se la temperatura dell'ugello è elevata. Per combattere questo, prova ad aumentare la velocità di travel il più in alto possibile. Regolando bene temperatura e retrazione del filo dovresti ottenere stampe con finitura perfetta. Se così non fosse, o se vuoi divertirti ancora di più, ti lascio di seguito la mia guida alla post produzione dei pezzi: potrai rifinirli e colorarli come un vero professionista! Torna all'Indice Velocità della ventola e raffreddamento PETG si stampa abbastanza bene con le ventole spente. A differenza di altri materiali che richiedono ventole durante la stampa, il PETG funziona meglio senza. Se noti crepe e delaminazioni nelle tue stampe, spegni le ventole perché stampare senza aumenta l'adesione degli strati e favorisce una coesione nel materiale. Dovresti usare le ventole solo se vuoi maggiori dettagli nella tua stampa o se stai stampando ponti. In questi casi però, ricorda di ridurre anche la velocità di stampa. Torna all'Indice Supporti Poiché il PETG ha un'ottima adesione dello strato, potrebbe essere molto difficile rimuovere i supporti. Se hai una una stampante 3D a doppio estrusore, l'opzione migliore è utilizzare filamenti solubili, come PVA o HIPS. Ma se hai una stampante a estrusore singolo, non tutto è perduto. Lascia uno spazio tra il supporto e la tua parte (distanza Z o Z-hop). Uno spazio di 0,1 mm è un buon punto di partenza e di solito dà buoni risultati. Come con tutti gli altri parametri, dovresti giocare con i valori per trovare la soluzione migliore. Velocità di stampa Il PETG è molto sensibile alla velocità di stampa. Se stampi troppo velocemente avrai scarsa adesione dello strato e rischierai di sentire che l'estrusore salta dei passi. Se stampi troppo lentamente ti ritroverai con parti deformate e residui di materiale. Devi trovare il giusto equilibrio, come con tutti i materiali da stampa 3D. Un buon punto di partenza sono i 50 mm/s. Puoipartire con 25 mm/s per il primo strato e la parete esterna, mentre i movimenti di avanzamento o travel possono andare a 120 mm/s. Torna all'Indice
In questa guida ti spiego come si stampa il PETG, mostrandoti i parametri da usare e lasciandoti importanti consigli. Il PETG è un materiale molto usato nella realizzazione di tantissimi prodotti: bottiglie, contenitori per alimenti, imballaggi, utensili da cucina e tantissimi altri prodotti di plastica. PETG è l'abbreviazione di polietilene tereftalato glicole modificato, si tratta di una plastica riciclabile e può essere stampata a iniezione, soffiata, termoformata, piegata, tagliata e, ovviamente, anche stampata in 3D. In questo articolo non entreremo nei dettagli della chimica del PETG, ma ci concentreremo invece sulla stampa 3D del PETG sotto forma di filamento. Proprio così, perché i filamenti di PETG sono diventati molto comuni nella stampa 3D FDM. Addirittura, qualcuno preferisce stampare il PETG rispetto al filamento di PLA. E forse ti starai chiedendo per quale motivo... Beh, te lo spiego nel dettaglio nei prossimi paragrafi! In questa guida: > Caratteristiche del PETG > Come preparare il piatto di stampa per il PETG > Temperatura e retraction > Velocità della ventola e raffreddamento > Supporti > Velocità di stampa Caratteristiche del PETG Il PETG è un materiale dotato di buone proprietà meccaniche e estetiche. Ecco alcune caratteristiche del materiale: Temperatura di transizione vetrosa: 80 °C; Densità: 1,27 g/cm3 (che è superiore a PLA e ABS); Resistente alla maggior parte delle sostanze chimiche (come acidi e solventi). Si tratta di un materiale che, una volta trovati i parametri giusti, si presta bene a essere stampato tramite stampa FDM. In molti riescono a stamparlo in modo del tutto sumilare al PLA, ma fai attenzione, perché non tutte le stampanti sono uguali e può essere che tu debba trovare le giuste impostazioni per ottenere buoni risultati. Il PETG sostanzialmente riprende le caratteristiche del PLA ma aggiunge resistenza meccanica e chimica ai pezzi stampati. Inoltre, è un materiale economico: il costo di una bobina di PETG varia tra i 18 e i 30 €/Kg, in base alla qualità del filo. Torna all'Indice Come preparare il piatto di stamapa per il PETG Rispetto ad altri filamenti con i quali potresti avere problemi di adesione al letto, potresti avere il problema completamente opposto con il PETG. A causa della sua natura, il PETG si attacca molto bene al piatto di stampa. Pertanto, probabilmente ti servirà uno strato protettivo per il tuo letto, come colla stick o nastro adesivo blu. In questo modo potranno staccarsi col pezzo stampato. Se hai già stampato con PLA o ABS, saprai che lo spazio tra l'ugello e il letto deve essere ridotto. Nella stampa 3D del PETG è diverso: ha bisogno di un spazio abbastanza ampio. Se normalmente usi un pezzo di carta per regolare lo spazio tra il letto e l'ugello per PLA, usa tre fogli di carta per PETG. Sebbene sia possibile stampare PETG senza un letto riscaldato, ne consigliamo uno. La maggior parte dei produttori suggerirà temperature comprese tra 70 e 80 °C, ma puoi arrivare fino a 100 °C. Inizia con 70 °C e aumenta gradualmente se si notano problemi di adesione al letto. Torna all'Indice Temperatura e retraction col PETG Le impostazioni di temperatura e retrazione per la stampa di PETG sono strettamente correlate. Temperatura Il PETG in genere si stampa a temperature comprese tra 220 e 265 °C. Ma prima di riscaldare l'ugello, ricorda che gli hot end incorporano tubi in PTFE che resistono fino a 250 °C: qualsiasi temperatura superiore danneggerà l'hot-end. La temperatura dell'ugello gioca un ruolo importante nella qualità di stampa. Usa una temperatura troppo alta e ti ritroverai con molte strisce o calture di materiale, ma con una temperatura troppo bassa l'estrusore inizierà a saltare dei passi. Ecco un semplice test per verificare se la temperatura dell'hot end è corretta: inizia con una temperatura di appena 220 °C ed esegui alcune stampe di prova. Se senti un rumore di colpi durante la stampa significa che l'estrusore salta dei passi: devi aumentare la temperatura dell'ugello di 5 °C. Ripeti il test fino a quando l'estrusore non salta più. Come accennato, quando si stampa ad alte temperature, c'è il rischio di striature. E poiché il PETG è un materiale molto resistente ed elastico, questi difetti sono difficili da rimuovere. Il consiglio è quello di regolare al meglio la retrazione. Retrazione Mi raccomando, non esagerare con la velocità dell retraction. Imposta la velocità di retrazione a circa 25 mm/s sia per gli estrusori Bowden che per quelli a trasmissione diretta. La distanza di retrazione deve essere impostata a circa 6 o 7 millimetri per gli estrusori Bowden e 3 o 4 millimetri per gli estrusori a trasmissione diretta. Con PETG, la velocità di retrazione è più importante della distanza. Se hai ancora vedi materiale colare o restano residui sulla stampa, prova ad abbassare la velocità di ritrazione. Un altro parametro che aiuterà a ridurre la caduta di materiale è la velocità di travel. Il PETG tende a gocciolare dalla punta dell'ugello, soprattutto se la temperatura dell'ugello è elevata. Per combattere questo, prova ad aumentare la velocità di travel il più in alto possibile. Regolando bene temperatura e retrazione del filo dovresti ottenere stampe con finitura perfetta. Se così non fosse, o se vuoi divertirti ancora di più, ti lascio di seguito la mia guida alla post produzione dei pezzi: potrai rifinirli e colorarli come un vero professionista! Torna all'Indice Velocità della ventola e raffreddamento PETG si stampa abbastanza bene con le ventole spente. A differenza di altri materiali che richiedono ventole durante la stampa, il PETG funziona meglio senza. Se noti crepe e delaminazioni nelle tue stampe, spegni le ventole perché stampare senza aumenta l'adesione degli strati e favorisce una coesione nel materiale. Dovresti usare le ventole solo se vuoi maggiori dettagli nella tua stampa o se stai stampando ponti. In questi casi però, ricorda di ridurre anche la velocità di stampa. Torna all'Indice Supporti Poiché il PETG ha un'ottima adesione dello strato, potrebbe essere molto difficile rimuovere i supporti. Se hai una una stampante 3D a doppio estrusore, l'opzione migliore è utilizzare filamenti solubili, come PVA o HIPS. Ma se hai una stampante a estrusore singolo, non tutto è perduto. Lascia uno spazio tra il supporto e la tua parte (distanza Z o Z-hop). Uno spazio di 0,1 mm è un buon punto di partenza e di solito dà buoni risultati. Come con tutti gli altri parametri, dovresti giocare con i valori per trovare la soluzione migliore. Velocità di stampa Il PETG è molto sensibile alla velocità di stampa. Se stampi troppo velocemente avrai scarsa adesione dello strato e rischierai di sentire che l'estrusore salta dei passi. Se stampi troppo lentamente ti ritroverai con parti deformate e residui di materiale. Devi trovare il giusto equilibrio, come con tutti i materiali da stampa 3D. Un buon punto di partenza sono i 50 mm/s. Puoipartire con 25 mm/s per il primo strato e la parete esterna, mentre i movimenti di avanzamento o travel possono andare a 120 mm/s. Torna all'Indice -
PLA: tutto quello che devi sapere sul filamento più usato nella stampa 3D
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo -
PLA: tutto quello che devi sapere sul filamento più usato nella stampa 3D
Alessandro Tassinari ha pubblicato un articolo in Guide
 Il filamento PLA è di gran lunga il materiale più popolare utilizzato nella stampa 3D FDM desktop. Il PLA è un materiale da stampa 3D facile da usare, sicuro, economico ed è disponibile in una vasta gamma di compositi, rendendolo ideale per (quasi) qualsiasi applicazione. In questa guida ho raccolto tutte le informazioni che riguardano il filamento in PLA per la stampa 3D, entrando nel dettaglio di alcuni temi che spesso non vengono trattati: ti spiegherò come si produce il PLA, i suoi pro e contro, i migliori metodi di post-produzione e capiremo se si tratta di un materiale tossico o meno. Ready? Scaldiamo gli estrusori e iniziamo! In questa guida: > Che cos'è il PLA > Come si produce il PLA > I pro del PLA > I contro del PLA > Quando usare filamento in PLA > Impostazioni di stampa PLA > Finitura del filamento in PLA > Il PLA è tossico? > Il PLA è idoneo al contatto alimentare? > Come mantenere e asciugare il PLA Che cos'è il PLA PLA è l'abbreviazione di acido polilattico, un polimero termoplastico derivato da risorse naturali, in particolare amido di mais o canna da zucchero. Ciò distingue il materiale da altre plastiche comunemente utilizzate ottenute attraverso la distillazione e la polimerizzazione di riserve di petrolio non rinnovabili. Il PLA è considerato un materiale biodegradabile in larga misura grazie alle sue origini organiche. Ciò significa che, se lasciato decomporre, alla fine verrà scomposto da microrganismi presenti in natura come batteri e funghi. In realtà serve molto tempo per far sì che il processo di decomposizione avvenga. In condizioni di compost ideali, la plastica PLA impiega tre mesi per decomporsi. Tuttavia, altri materiali termoplastici possono impiegare fino a mille anni per decomporsi, facendo risaltare il PLA come un materiale più rispettoso dell'ambiente, quantomeno sulla carta. Il materiale PLA è usatissimo nella stampa 3D FDM e, di conseguenza, il filamento PLA è disponibile in vari colori e miscele e i materiali innovativi. Al di fuori della stampa 3D, il PLA viene utilizzato anche per produrre imballaggi alimentari e stoviglie usa e getta. Ma all'interno della sfera della stampa 3D FDM, il filamento PLA è ampiamente considerato come un materiale facile da stampare, con finalità estetiche, e meglio utilizzato per la prototipazione. Torna all'Indice Come si produce il PLA Per produrre il filamento PLA, i produttori iniziano con una resina granulata grezza di colore chiaro. Il materiale viene inserito in una macchina tipo blender, miscelandolo con i pigmenti e/o gli additivi che producono un particolare colore o proprietà meccaniche. Da lì, il materiale viene solitamente asciugato a 60 – 80 °C, il che riduce la possibilità che il filamento PLA scoppi o ostruisca l'ugello della stampante 3D. Questo processo è a tutti gli effetti una prima fase di essiccazione del filamento. Il materiale granulato entra in un estrusore a vite singola, dove viene riscaldato, miscelato ed estruso in un filamento solido. Questo filamento viene quindi inserito in un serbatoio di acqua calda, che raffredda il materiale in una forma rotonda. Infine, il filamento rotondo viene fatto passare attraverso un serbatoio di acqua fredda e avvolto su una bobina. Il filamento PLA è disponibile in due dimensioni per la stampa 3D FDM: 1,75 mm e 2,85 mm. Questa dimensione del diametro è determinata dalla velocità con cui il produttore del materiale tira il filamento attraverso lo stampo. Torna all'Indice I pro del PLA Ci sono una serie di vantaggi nella stampa 3D con filamento PLA, soprattutto se sei un principiante o cerchi un'esperienza di stampa senza intoppi. Facile da stampare: il PLA è semplicissimo da stampare. Praticamente tutte le stampanti 3D possono stampare questo materiale in quanto non richiede nemmeno un letto riscaldato. Il PLA richiede temperature relativamente basse rispetto ad altri materiali di stampa, non richiede un volume di stampa chiuso e può essere stampato piuttosto velocemente (circa 60 mm/s). La post-elaborazione è anche più semplice quando si tratta di PLA, consentendoti di migliorare la qualità della superficie con un po' di levigatura e rifilatura. Economico: il PLA è piuttosto economico da acquistare rispetto ad altri materiali di stampa più speciali come nylon o policarbonato (PC), rendendolo un'ottima opzione per la prototipazione rapida e, in generale, per i produttori con un budget limitato. Ampia gamma di colori e opzioni: il filamento PLA è disponibile in tanti colori diversi perché il materiale stesso è facilmente pigmentabile. I produttori hanno realizzato questo filamento in quasi tutti i colori immaginabili. Inoltre, in questa guida ho elencato le miscele composite e speciali. Biodegradabile ed ecologico: poiché il PLA proviene da fonti naturali, viene considerato sostenibile a livello ambientale a differenza di altre materie plastiche (ad esempio l'ABS) prodotte dalla raffinazione del petrolio greggio. Non tossico: il PLA non è tossico quando può essere mantenuto incontaminato, espandendo le sue applicazioni ad aree come l'industria medica e alimentare. Limite a fumi dannosi: i fumi vengono inevitabilmente rilasciati quando i materiali termoplastici vengono sciolti e questi fumi, in particolare da materiali tossici come l'ABS, possono contenere sostanze nocive e persino agenti cancerogeni. Il PLA può rilasciare alcuni fumi, ma in genere questi sono inodori e i relativi rischi sono limitati rispetto ad altri polimeri. Torna all'Indice I contro del PLA Sebbene vi siano numerosi vantaggi nell'utilizzo del filamento PLA, questo materiale presenta alcuni inconvenienti. Ad esempio, il filamento in PLA tende a deformarsi o fondersi quando viene avvicinato al calore, rendendolo poco pratico per le parti che richiedono resistenza al calore. È anche meno robusto dell'ABS o del PETG, rendendolo migliore per usi estetici piuttosto che meccanici. Inoltre, il PLA non è sicuro per gli alimenti ed è di natura piuttosto fragile, il che lo rende più incline a rompersi sotto stress. Fragile e relativamente debole: lo svantaggio più evidente del PLA è la sua bassa resistenza alla flessione. Le parti in PLA stampate in 3D sono significativamente più deboli delle parti stampate a iniezione e persino delle parti stampate in 3D in altri materiali come PETG e ABS. Anche le parti in PLA di solito non si piegano, si spezzano molto rapidamente dopo aver applicato una forza sufficiente, il che significa che il materiale è molto fragile. Bassa temperatura e resistenza chimica: oltre a non essere il materiale più resistente in circolazione, il PLA non è nemmeno molto resistente al calore. Il PLA ha una bassa temperatura di transizione vetrosa, quindi le parti stampate con questo materiale tendono a deformarsi in condizioni di caldo, rendendo il PLA un materiale meno ideale per l'uso esterno. Inoltre, alcune sostanze chimiche fanno sì che il PLA rilasci le sue sostanze chimiche grezze, vale a dire l'acido lattico, che possono essere dannose in quantità elevate. Decomposizione lenta: anche se il PLA è biodegradabile, ci vuole molto tempo per decomporsi. In condizioni di composizione ideali, la plastica PLA impiega tre mesi per decomporsi, che è molto tempo rispetto ad altri materiali.. Come con la maggior parte dei materiali di stampa 3D, il fatto che il filamento PLA sia o meno la scelta giusta dipende interamente da ciò che si intende stampare in 3D. Torna all'Indice Quando usare filamento in PLA Il filamento PLA è un ottimo materiale per numerose applicazioni. Sebbene manchi delle proprietà meccaniche che si trovano in altri tipi di filamento, il PLA è facile da stampare ed è disponibile in molti colori e stili. Pertanto, la maggior parte dei tipi di filamenti PLA sono ottimi per stampe estetiche e prototipazione rapida, in particolare nei casi in cui la parte stampata in 3D non subirà troppi stress o sforzi e quindi non dipenderà da proprietà meccaniche, durata o degradabilità. Probabilmente vorrai anche evitare di utilizzare il filamento PLA per oggetti stampati in 3D che saranno piegati o attorcigliati, come manici di utensili o custodie per telefoni. Questo materiale di solito non è molto resistente al calore, quindi è meglio usare un filamento con migliori proprietà meccaniche. Oltre a questo, il filamento PLA è un'ottima opzione per quasi tutte le altre applicazioni. Alcuni degli usi più popolari del PLA includono modelli estetici, action figures e personaggi, giocattoli a bassa usura, parti di prototipi non funzionali e contenitori. Torna all'Indice Impostazioni di stampa PLA A seconda del tipo o della miscela di PLA che stai utilizzando, le impostazioni di stampa ottimali saranno leggermente diverse. Il filamento PLA medio ha un punto di fusione compreso tra 180 e 200 °C. La migliore temperatura per un filamento PLA che ha un diametro di 1,75 mm sarà inferiore a un materiale con un diametro di 2,85 mm. Un altro fattore decisivo per la temperatura di stampa da inserire è la miscela di PLA che stai utilizzando. Sebbene un letto riscaldato possa aiutare con l'adesione del filamento PLA, non è necessario. Questo è il motivo per cui il PLA è un'opzione particolarmente allettante per gli utenti di stampanti 3D alle prime armi, poiché è possibile utilizzare una colla stick o un nastro da pittore per far aderire il primo strato. Dovresti anche tenere presente che il PLA ha una temperatura di transizione vetrosa compresa tra 60-65 °C, che è il punto in cui la plastica inizia a diventare viscosa o gommosa. Quando lavori con il filamento PLA, assicurati di consultare il produttore per capire le impostazioni di stampa ottimali. Poiché il PLA è disponibile in molte sfumature e miscele, non esiste una temperatura precisa che funzioni per tutti. Torna all'Indice Finitura del filamento in PLA Esistono numerosi modi per la post-produzione del filamento PLA e questi metodi a volte dipendono dal tipo di PLA che stai utilizzando. Uno dei metodi più popolari è la levigatura, che fa miracoli levigando lo strato superficiale della tua stampa 3D. La levigatura è un passaggio essenziale, indipendentemente dal tipo di tecnica di post-elaborazione che si desidera utilizzare, in particolare quando si tratta di dipingere il modello. Dopo aver levigato il modello, puoi utilizzare un primer o uno stucco per coprire eventuali altre fessure che influiranno sul modo in cui la vernice si deposita sulla stampa. La vernice acrilica è l'opzione migliore per il filamento PLA, è generalmente conveniente ed è disponibile in molti colori. Se vuoi scoprire materiali e metodi per la post produzione dei tuoi modelli, ti segnalo la mia guida dedicata: Torna all'Indice Il PLA è tossico? Rispetto ai fumi tossici emessi dall'ABS, il filamento PLA è un'alternativa molto più sicura. Tuttavia, ciò non significa che questo materiale sia completamente sicuro. Mentre l'ABS è noto per emettere stirene, che è una sostanza chimica tossica e cancerogena, il filamento PLA emette una sostanza chimica benigna e meno pericolosa chiamata lattide. Alcuni hanno sostenuto che la sostanza chimica emessa dal PLA è essenzialmente innocua. Ad ogni modo, non si può negare che il PLA sia un materiale molto più sicuro con cui stampare rispetto all'ABS. Se stampi in una stanza di grandi dimensioni e ti assicuri di tenerla ventilata, non dovresti preoccuparti eccessivamente della tossicità del filamento PLA. Torna all'Indice Il PLA è idoneo al contatto alimentare? Il filamento PLA è costituito da amido di mais, un materiale generalmente considerato sicuro per gli alimenti. Ma una volta che il materiale viene iniettato con additivi per colore o forza, tutto può cambiare rapidamente. Ci sono alcuni filamenti che sono commercializzati come sicuri per gli alimenti. Puoi anche controllare la scheda di sicurezza dei materiali sul tuo filamento PLA, che ti informerà sulle proprietà chimiche e ti dirà se è approvato dagli organismi di sicurezza locali. Tuttavia, non importa quanto possa essere sicuro per gli alimenti il tuo filamento PLA, corri comunque il rischio che i batteri si accumulino tra gli strati di stampa. Per evitare ciò, puoi sigillare la superficie di una stampa 3D con una resina epossidica o sigillante per alimenti, che copre le fessure che potrebbero altrimenti raccogliere germi e rimasugli di cibo. Un altro consiglio è quello di tenere il tuo oggetto stampato in 3D lontano dalla lavastoviglie. Dovresti lavarlo con acqua tiepida e un detergente antibatterico delicato, che ridurrà il rischio di proliferazione di batteri e impedirà anche alla tua stampa di sciogliersi. Infine, dovresti probabilmente montare un ugello in acciaio inossidabile, considerato sicuro per gli alimenti. Questo potrebbe essere un investimento importante per chi ha intenzione di stampare solo pezzi da usare in cucina. Restano però alcuni dubbi che, a mio avviso, dovrebbero convincerti a non usare componenti stampati 3D in cucina. I filamenti sono materiali porosi e vengono depositati in strati. Il PLA restiste poco alle alte temperature e i detergenti chimici possono accumularsi a loro volta in micro fessure. E poi, l'intero processo di stampa dovrebbe essere pulito: dalla bobina all'estrusore non dovresti avere interferenze con polvere o altri materiali se non acciaio inossidabile. Insomma... per quanto il materiale possa essere certificato sulla carta, l'uso vero e proprio in ambito alimentare è una questione delicata. Il mio consiglio è di non usare il PLA in cucina. Torna all'Indice Come mantenere e asciugare il PLA La conservazione del filamento di stampa 3D è estremamente importante. Le materie plastiche tendono ad assorbire l'acqua dall'aria e questa umidità può causare enormi problemi nella tua esperienza di stampa 3D. Questo fenomeno è chiamato igroscopia, che è una caratteristica che fa sì che il filamento della stampa 3D assorba le molecole d'acqua. Per filamenti speciali come nylon e PVA, il problema può verificarsi nel giro di poche ore. Pertanto entrambi dovrebbero essere conservati immediatamente in un contenitore ermetico. Sebbene il filamento PLA abbia una durata di conservazione più lunga, l'umidità può insinuarsi nel materiale e a sua volta avrà un impatto negativo sulle stampe. Una volta che l'assorbimento d'acqua avviene, è possibile riscontrare una maggiore fragilità, aumento del diametro, bolle del filamento, degradazione del filamento. Per evitare ciò, è necessario conservare il filamento PLA all'interno di un contenitore ermetico che sia in grado di essiccare il filamento, eliminando l'acqua in eccesso e riportando la bobina allo stato iniziale. Torna all'Indice
Il filamento PLA è di gran lunga il materiale più popolare utilizzato nella stampa 3D FDM desktop. Il PLA è un materiale da stampa 3D facile da usare, sicuro, economico ed è disponibile in una vasta gamma di compositi, rendendolo ideale per (quasi) qualsiasi applicazione. In questa guida ho raccolto tutte le informazioni che riguardano il filamento in PLA per la stampa 3D, entrando nel dettaglio di alcuni temi che spesso non vengono trattati: ti spiegherò come si produce il PLA, i suoi pro e contro, i migliori metodi di post-produzione e capiremo se si tratta di un materiale tossico o meno. Ready? Scaldiamo gli estrusori e iniziamo! In questa guida: > Che cos'è il PLA > Come si produce il PLA > I pro del PLA > I contro del PLA > Quando usare filamento in PLA > Impostazioni di stampa PLA > Finitura del filamento in PLA > Il PLA è tossico? > Il PLA è idoneo al contatto alimentare? > Come mantenere e asciugare il PLA Che cos'è il PLA PLA è l'abbreviazione di acido polilattico, un polimero termoplastico derivato da risorse naturali, in particolare amido di mais o canna da zucchero. Ciò distingue il materiale da altre plastiche comunemente utilizzate ottenute attraverso la distillazione e la polimerizzazione di riserve di petrolio non rinnovabili. Il PLA è considerato un materiale biodegradabile in larga misura grazie alle sue origini organiche. Ciò significa che, se lasciato decomporre, alla fine verrà scomposto da microrganismi presenti in natura come batteri e funghi. In realtà serve molto tempo per far sì che il processo di decomposizione avvenga. In condizioni di compost ideali, la plastica PLA impiega tre mesi per decomporsi. Tuttavia, altri materiali termoplastici possono impiegare fino a mille anni per decomporsi, facendo risaltare il PLA come un materiale più rispettoso dell'ambiente, quantomeno sulla carta. Il materiale PLA è usatissimo nella stampa 3D FDM e, di conseguenza, il filamento PLA è disponibile in vari colori e miscele e i materiali innovativi. Al di fuori della stampa 3D, il PLA viene utilizzato anche per produrre imballaggi alimentari e stoviglie usa e getta. Ma all'interno della sfera della stampa 3D FDM, il filamento PLA è ampiamente considerato come un materiale facile da stampare, con finalità estetiche, e meglio utilizzato per la prototipazione. Torna all'Indice Come si produce il PLA Per produrre il filamento PLA, i produttori iniziano con una resina granulata grezza di colore chiaro. Il materiale viene inserito in una macchina tipo blender, miscelandolo con i pigmenti e/o gli additivi che producono un particolare colore o proprietà meccaniche. Da lì, il materiale viene solitamente asciugato a 60 – 80 °C, il che riduce la possibilità che il filamento PLA scoppi o ostruisca l'ugello della stampante 3D. Questo processo è a tutti gli effetti una prima fase di essiccazione del filamento. Il materiale granulato entra in un estrusore a vite singola, dove viene riscaldato, miscelato ed estruso in un filamento solido. Questo filamento viene quindi inserito in un serbatoio di acqua calda, che raffredda il materiale in una forma rotonda. Infine, il filamento rotondo viene fatto passare attraverso un serbatoio di acqua fredda e avvolto su una bobina. Il filamento PLA è disponibile in due dimensioni per la stampa 3D FDM: 1,75 mm e 2,85 mm. Questa dimensione del diametro è determinata dalla velocità con cui il produttore del materiale tira il filamento attraverso lo stampo. Torna all'Indice I pro del PLA Ci sono una serie di vantaggi nella stampa 3D con filamento PLA, soprattutto se sei un principiante o cerchi un'esperienza di stampa senza intoppi. Facile da stampare: il PLA è semplicissimo da stampare. Praticamente tutte le stampanti 3D possono stampare questo materiale in quanto non richiede nemmeno un letto riscaldato. Il PLA richiede temperature relativamente basse rispetto ad altri materiali di stampa, non richiede un volume di stampa chiuso e può essere stampato piuttosto velocemente (circa 60 mm/s). La post-elaborazione è anche più semplice quando si tratta di PLA, consentendoti di migliorare la qualità della superficie con un po' di levigatura e rifilatura. Economico: il PLA è piuttosto economico da acquistare rispetto ad altri materiali di stampa più speciali come nylon o policarbonato (PC), rendendolo un'ottima opzione per la prototipazione rapida e, in generale, per i produttori con un budget limitato. Ampia gamma di colori e opzioni: il filamento PLA è disponibile in tanti colori diversi perché il materiale stesso è facilmente pigmentabile. I produttori hanno realizzato questo filamento in quasi tutti i colori immaginabili. Inoltre, in questa guida ho elencato le miscele composite e speciali. Biodegradabile ed ecologico: poiché il PLA proviene da fonti naturali, viene considerato sostenibile a livello ambientale a differenza di altre materie plastiche (ad esempio l'ABS) prodotte dalla raffinazione del petrolio greggio. Non tossico: il PLA non è tossico quando può essere mantenuto incontaminato, espandendo le sue applicazioni ad aree come l'industria medica e alimentare. Limite a fumi dannosi: i fumi vengono inevitabilmente rilasciati quando i materiali termoplastici vengono sciolti e questi fumi, in particolare da materiali tossici come l'ABS, possono contenere sostanze nocive e persino agenti cancerogeni. Il PLA può rilasciare alcuni fumi, ma in genere questi sono inodori e i relativi rischi sono limitati rispetto ad altri polimeri. Torna all'Indice I contro del PLA Sebbene vi siano numerosi vantaggi nell'utilizzo del filamento PLA, questo materiale presenta alcuni inconvenienti. Ad esempio, il filamento in PLA tende a deformarsi o fondersi quando viene avvicinato al calore, rendendolo poco pratico per le parti che richiedono resistenza al calore. È anche meno robusto dell'ABS o del PETG, rendendolo migliore per usi estetici piuttosto che meccanici. Inoltre, il PLA non è sicuro per gli alimenti ed è di natura piuttosto fragile, il che lo rende più incline a rompersi sotto stress. Fragile e relativamente debole: lo svantaggio più evidente del PLA è la sua bassa resistenza alla flessione. Le parti in PLA stampate in 3D sono significativamente più deboli delle parti stampate a iniezione e persino delle parti stampate in 3D in altri materiali come PETG e ABS. Anche le parti in PLA di solito non si piegano, si spezzano molto rapidamente dopo aver applicato una forza sufficiente, il che significa che il materiale è molto fragile. Bassa temperatura e resistenza chimica: oltre a non essere il materiale più resistente in circolazione, il PLA non è nemmeno molto resistente al calore. Il PLA ha una bassa temperatura di transizione vetrosa, quindi le parti stampate con questo materiale tendono a deformarsi in condizioni di caldo, rendendo il PLA un materiale meno ideale per l'uso esterno. Inoltre, alcune sostanze chimiche fanno sì che il PLA rilasci le sue sostanze chimiche grezze, vale a dire l'acido lattico, che possono essere dannose in quantità elevate. Decomposizione lenta: anche se il PLA è biodegradabile, ci vuole molto tempo per decomporsi. In condizioni di composizione ideali, la plastica PLA impiega tre mesi per decomporsi, che è molto tempo rispetto ad altri materiali.. Come con la maggior parte dei materiali di stampa 3D, il fatto che il filamento PLA sia o meno la scelta giusta dipende interamente da ciò che si intende stampare in 3D. Torna all'Indice Quando usare filamento in PLA Il filamento PLA è un ottimo materiale per numerose applicazioni. Sebbene manchi delle proprietà meccaniche che si trovano in altri tipi di filamento, il PLA è facile da stampare ed è disponibile in molti colori e stili. Pertanto, la maggior parte dei tipi di filamenti PLA sono ottimi per stampe estetiche e prototipazione rapida, in particolare nei casi in cui la parte stampata in 3D non subirà troppi stress o sforzi e quindi non dipenderà da proprietà meccaniche, durata o degradabilità. Probabilmente vorrai anche evitare di utilizzare il filamento PLA per oggetti stampati in 3D che saranno piegati o attorcigliati, come manici di utensili o custodie per telefoni. Questo materiale di solito non è molto resistente al calore, quindi è meglio usare un filamento con migliori proprietà meccaniche. Oltre a questo, il filamento PLA è un'ottima opzione per quasi tutte le altre applicazioni. Alcuni degli usi più popolari del PLA includono modelli estetici, action figures e personaggi, giocattoli a bassa usura, parti di prototipi non funzionali e contenitori. Torna all'Indice Impostazioni di stampa PLA A seconda del tipo o della miscela di PLA che stai utilizzando, le impostazioni di stampa ottimali saranno leggermente diverse. Il filamento PLA medio ha un punto di fusione compreso tra 180 e 200 °C. La migliore temperatura per un filamento PLA che ha un diametro di 1,75 mm sarà inferiore a un materiale con un diametro di 2,85 mm. Un altro fattore decisivo per la temperatura di stampa da inserire è la miscela di PLA che stai utilizzando. Sebbene un letto riscaldato possa aiutare con l'adesione del filamento PLA, non è necessario. Questo è il motivo per cui il PLA è un'opzione particolarmente allettante per gli utenti di stampanti 3D alle prime armi, poiché è possibile utilizzare una colla stick o un nastro da pittore per far aderire il primo strato. Dovresti anche tenere presente che il PLA ha una temperatura di transizione vetrosa compresa tra 60-65 °C, che è il punto in cui la plastica inizia a diventare viscosa o gommosa. Quando lavori con il filamento PLA, assicurati di consultare il produttore per capire le impostazioni di stampa ottimali. Poiché il PLA è disponibile in molte sfumature e miscele, non esiste una temperatura precisa che funzioni per tutti. Torna all'Indice Finitura del filamento in PLA Esistono numerosi modi per la post-produzione del filamento PLA e questi metodi a volte dipendono dal tipo di PLA che stai utilizzando. Uno dei metodi più popolari è la levigatura, che fa miracoli levigando lo strato superficiale della tua stampa 3D. La levigatura è un passaggio essenziale, indipendentemente dal tipo di tecnica di post-elaborazione che si desidera utilizzare, in particolare quando si tratta di dipingere il modello. Dopo aver levigato il modello, puoi utilizzare un primer o uno stucco per coprire eventuali altre fessure che influiranno sul modo in cui la vernice si deposita sulla stampa. La vernice acrilica è l'opzione migliore per il filamento PLA, è generalmente conveniente ed è disponibile in molti colori. Se vuoi scoprire materiali e metodi per la post produzione dei tuoi modelli, ti segnalo la mia guida dedicata: Torna all'Indice Il PLA è tossico? Rispetto ai fumi tossici emessi dall'ABS, il filamento PLA è un'alternativa molto più sicura. Tuttavia, ciò non significa che questo materiale sia completamente sicuro. Mentre l'ABS è noto per emettere stirene, che è una sostanza chimica tossica e cancerogena, il filamento PLA emette una sostanza chimica benigna e meno pericolosa chiamata lattide. Alcuni hanno sostenuto che la sostanza chimica emessa dal PLA è essenzialmente innocua. Ad ogni modo, non si può negare che il PLA sia un materiale molto più sicuro con cui stampare rispetto all'ABS. Se stampi in una stanza di grandi dimensioni e ti assicuri di tenerla ventilata, non dovresti preoccuparti eccessivamente della tossicità del filamento PLA. Torna all'Indice Il PLA è idoneo al contatto alimentare? Il filamento PLA è costituito da amido di mais, un materiale generalmente considerato sicuro per gli alimenti. Ma una volta che il materiale viene iniettato con additivi per colore o forza, tutto può cambiare rapidamente. Ci sono alcuni filamenti che sono commercializzati come sicuri per gli alimenti. Puoi anche controllare la scheda di sicurezza dei materiali sul tuo filamento PLA, che ti informerà sulle proprietà chimiche e ti dirà se è approvato dagli organismi di sicurezza locali. Tuttavia, non importa quanto possa essere sicuro per gli alimenti il tuo filamento PLA, corri comunque il rischio che i batteri si accumulino tra gli strati di stampa. Per evitare ciò, puoi sigillare la superficie di una stampa 3D con una resina epossidica o sigillante per alimenti, che copre le fessure che potrebbero altrimenti raccogliere germi e rimasugli di cibo. Un altro consiglio è quello di tenere il tuo oggetto stampato in 3D lontano dalla lavastoviglie. Dovresti lavarlo con acqua tiepida e un detergente antibatterico delicato, che ridurrà il rischio di proliferazione di batteri e impedirà anche alla tua stampa di sciogliersi. Infine, dovresti probabilmente montare un ugello in acciaio inossidabile, considerato sicuro per gli alimenti. Questo potrebbe essere un investimento importante per chi ha intenzione di stampare solo pezzi da usare in cucina. Restano però alcuni dubbi che, a mio avviso, dovrebbero convincerti a non usare componenti stampati 3D in cucina. I filamenti sono materiali porosi e vengono depositati in strati. Il PLA restiste poco alle alte temperature e i detergenti chimici possono accumularsi a loro volta in micro fessure. E poi, l'intero processo di stampa dovrebbe essere pulito: dalla bobina all'estrusore non dovresti avere interferenze con polvere o altri materiali se non acciaio inossidabile. Insomma... per quanto il materiale possa essere certificato sulla carta, l'uso vero e proprio in ambito alimentare è una questione delicata. Il mio consiglio è di non usare il PLA in cucina. Torna all'Indice Come mantenere e asciugare il PLA La conservazione del filamento di stampa 3D è estremamente importante. Le materie plastiche tendono ad assorbire l'acqua dall'aria e questa umidità può causare enormi problemi nella tua esperienza di stampa 3D. Questo fenomeno è chiamato igroscopia, che è una caratteristica che fa sì che il filamento della stampa 3D assorba le molecole d'acqua. Per filamenti speciali come nylon e PVA, il problema può verificarsi nel giro di poche ore. Pertanto entrambi dovrebbero essere conservati immediatamente in un contenitore ermetico. Sebbene il filamento PLA abbia una durata di conservazione più lunga, l'umidità può insinuarsi nel materiale e a sua volta avrà un impatto negativo sulle stampe. Una volta che l'assorbimento d'acqua avviene, è possibile riscontrare una maggiore fragilità, aumento del diametro, bolle del filamento, degradazione del filamento. Per evitare ciò, è necessario conservare il filamento PLA all'interno di un contenitore ermetico che sia in grado di essiccare il filamento, eliminando l'acqua in eccesso e riportando la bobina allo stato iniziale. Torna all'Indice -
Dove buttare il PLA: tutte le informazioni sul riciclo degli scarti
Alessandro Tassinari ha pubblicato un articolo in Guide
 Dove si butta il PLA? In questa guida ti do tutte le informazioni che riguardano il riciclo degli scarti in PLA, spiegandoti dove buttarlo e dantoti qualche consiglio per un corretto riciclo. Il PLA è il materiale più utilizzato nella stampa 3D a filamento. Dopotutto è normale, perché il PLA presenta numerosi benefici rispetto agli altri filamenti per stampa 3D . Il PLA si stampa facilmente a basse temperature e non richiede un letto riscaldato. Il PLA ha un costo basso rispetto a materiali più tecnici e si trova disponibile in miscele speciali che permettono di ottenere risultati estetici o finiture davvero singolari. Per tutti questi motivi, ti ritroverai senza dubbio ad avere numerose stampe realizzate in PLA sulla scrivania o sparse in casa. Probabilmente alcune, le migliori, le terrai in bella vista per farle vedere al primo visitatore fortunato... ma come sappiamo, ad ogni stampa 3D ben riuscita spesso corrispondono scarti e stampe malriuscite. Gli scarti possono essere semplici filamenti, rimasugli di brim, skirt o raft. Le stampe malriuscite invece sono veri e propri fallimenti di stampa che forse hai accumulato in uno scatolone a fianco della tua stampante, chiedendoti cosa puoi fartene o come buttarle nella raccolta differenziata. Beh, le buone notizie in questo caso sono due: la prima, è che potresti riciclare tu stesso il PLA, usandolo per altre stampe; la seconda, è che in questa guida trovi utili consigli sul corretto riciclo del PLA. In questa guida: > Che cos'è il PLA > Dove buttare il PLA nella raccolta differenziata > PLA: differenze tra biodegradabile e compostabile > Il PLA è biodegradabile? > Come riutilizzare il PLA per altre stampe > Recuperare stampe fallite con la post-produzione Che cos'è il PLA Il PLA, anche noto come acido polilattico o polilattide, è ottenuto a partire da scarti grezzi che provengono da fonti naturali naturali come il mais. L’amido (glucosio) è estratto dalle piante e convertito in destrosio tramite l’aggiunta di enzimi. Questo viene fatto fermentare da microorganismi in acido lattico, a sua volta trasformato in polilattide. Infine, la polimerizzazione produce lunghe sequenze molecolari le cui proprietà assomigliano a quelle dei polimeri a base di petrolio. A differenza di altri materiali, come l'ABS o il PETG, il PLA presenta caratteristiche interessanti che derivano dai suoi materiali di origine. Torna all'Indice PLA: differenze tra biodegradabile e compostabile I termini “biodegradabile” e “compostabile” e le relative differenze sono di importanza fondamentale e sono spesso fraintesi. Molte persone confondono “biodegradabile” con “compostabile”, il che crea grande confusione perché i due termini indicano due processi molto diversi tra loro. In senso ampio, “biodegradabile” significa che un oggetto può essere suddiviso biologicamente, mentre “compostabile” specifica tipicamente che tale processo darà origine a compost. Un materiale “biodegradabile” può essere decomposto in determinate condizioni anaerobiche o aerobiche. Tuttavia, quasi qualsiasi materiale si decomporrà nel tempo in natura. Quindi occorre definire esplicitamente le condizioni ambientali precise per la biodegradabilità del materiale stesso. Il compostaggio è invece un processo realizzato dall’uomo. Secondo lo standard europeo EN13432, un polimero o packaging è considerato “compostabile” se entro 6 mesi in un impianto di compostaggio industriale almeno il 90% di esso è convertito in emissioni di carbonio da parte di microorganismi e additivi presenti in una percentuale massima pari all’1% della massa iniziale e innocui. Per riassumere potremmo dire che il compostaggio, essendo un processo indotto dall'uomo, comprende la biodegradazione, ma la biodegradazione non è compostaggio. Torna all'Indice Il PLA è biodegradabile o compostabile? Nelle pubblicità o descrizioni del PLA leggiamo spesso “PLA biodegradabile” il che suggerisce che il PLA, proprio come i rifiuti della cucina, si può buttare nell'organico domestico o nella natura. Ma te lo dico subito in modo chiaro: NO, le tue stampe in PLA non sono biodegradabili. Il PLA può essere definito compostabile, e lo è solo ed esclusivamente: in specifiche condizioni di compostaggio industriale; in specifiche condizioni dimensionali dello scarto. Le dimensioni dello scarto infatti incidono tantissimo nel definire la compostabilità o meno del'oggetto stesso. Infatti, anche se sulla carta il PLA risulta biodegradabile e compostabile in determinate condizioni di compostaggio industriale, se l'oggetto presenta spessori di qualche millimetro non è compostabile. Il motivo è semplice: gli impianti di compostaggio industriale sono studiati per rielaborare materiali a base organica come bucce di banana o i sottilissimi sacchetti di plastica biodegradabile che trovi al supermercato. Questi impianti non sono in grado di elaborare elementi con spessori maggiori, perché impiegherebbero troppo tempo per compostare. Ti faccio un esempio semplice: un tronco d'albero è biodegradabile, ma non è compostabile a causa del suo spessore elevato. Torna all'Indice Dove buttare il PLA nella raccolta differenziata In conclusione quindi, dove puoi buttare il PLA nella raccolta differenziata? La risposta è chiara: il PLA va buttato nei contenitori di raccolta indifferenziata, proprio come viene specificato in questa discussione sul forum: Come riportato nella discussione, il PLA: POTREBBE essere conferito come rifiuto organico se conferito in filamenti molto sottili; visto il particolare processo di produzione che noi usiamo con la stampa 3D, dove solitamente gli spessori sono maggiori rispetto a quanto tollerato negli impianti di compostaggio, l'indicazione migliore è quella di conferire il PLA come rifiuto indifferenziato. A sottolineare la situazione si aggiungono anche i coloranti, i pigmenti e le polveri che possono essere contenute nei nostri filamenti da stampa 3D. Questo ci fa affermarmare ulteriormente che il PLA da stampa 3D è un materiale da buttare nella raccolta indifferenziata. Torna all'Indice Come riutilizzare il PLA per altre stampe Lo sapevi che i tuoi scarti potrebbero essere recuperati e usati per stampare nuovamente? Un'ottima occasione per generare meno rifiuti e risparmiare denaro! Le tue stampe fallite o i filamenti di scarto possono essere riciclati in casa, facendoli tornare sotto forma di filamento per stampa 3D pronto per essere stampato direttamente sulla tua scrivania. Produrre filamento per stampanti 3D è un processo semplice che può essere effettuato anche in ambienti di piccole dimensioni. Per farlo devi solamente procuranti un estrusore di filamento e della plastica in pellet. Prima di tutto, per estrudere le proprie stampe 3D e trasformarle in filamento occorre sminuzzarle in piccoli pezzettini: non serve che siano della stessa dimensione, l’importante è che siano abbastanza ridotti da entrare nel serbatoio dell'estrusore di filo e da lì passare nella camera di estrusione. Per fare questa operazione, puoi utilizzare un trituratore o in alternativa anche un normale frullatore da cucina. Se il PLA con cui vuoi lavorare non è fresco di produzione, consiglio vivamente di usare un essiccatore per filamenti per evitare noiosi problemi: il PLA infatti tende ad accumulare umidità, che rovina la qualità dell’estrusione. Per semplificare il processo posso consigliarti di utilizzare sempre una certa quantità di PLA vergine, più facile da trattare. In questo modo, la qualità dell’estrusione aumenterà notevolmente. Sappi però che è possibile creare nuovo filamento utilizzando esclusivamente PLA riciclato. Riciclare il PLA è davvero semplice. Se vuoi saperne di più, di seguito ti lascio il link alla mia guida dedicata: Torna all'Indice Recuperare stampe fallite con la post-produzione Il modo più semplice per ridurre la quantità di plastica da riciclare è di evitare di buttare le stampe fallite. Ti sembrerà banale, però pensaci un attimo: a volte ci ritroviamo a scartare delle stampe perché le superfici piene non si sono chiuse bene, perché si sono presentati difetti di finitura superficiale, oppure perché staccandole dal piatto si sono rovinate. Spesso in questi casi la stampa può essere recuperata, evitando di dover spendere altre ore per realizzarla nuovamente, facendo un po' di post produzione sulle superfici esterne. La post produzione nella stampa 3D FDM consiste in una serie di operazioni che permettono di: riempire buchi, fessure, dislivelli, difetti di stampa in generale; coprire imprecisioni; colorare la stampa a tuo piacimento. Una post produzione ben fatta può davvero dare nuova vita a modelli venuti male, evitando di generare scarti per la raccolta indifferenziata. E ti dirò di più... si tratta di un'attività davvero divertente e creativa! Nella guida che trovi di seguito ti do tutte le informazioni necessarie per fare la post produzione dei tuoi modelli, consigliandoti strumenti, materiali e modalità operative. Insomma, voglio che tu ottenga il miglior risultato possibile. Buona lettura 😄 Torna all'Indice
Dove si butta il PLA? In questa guida ti do tutte le informazioni che riguardano il riciclo degli scarti in PLA, spiegandoti dove buttarlo e dantoti qualche consiglio per un corretto riciclo. Il PLA è il materiale più utilizzato nella stampa 3D a filamento. Dopotutto è normale, perché il PLA presenta numerosi benefici rispetto agli altri filamenti per stampa 3D . Il PLA si stampa facilmente a basse temperature e non richiede un letto riscaldato. Il PLA ha un costo basso rispetto a materiali più tecnici e si trova disponibile in miscele speciali che permettono di ottenere risultati estetici o finiture davvero singolari. Per tutti questi motivi, ti ritroverai senza dubbio ad avere numerose stampe realizzate in PLA sulla scrivania o sparse in casa. Probabilmente alcune, le migliori, le terrai in bella vista per farle vedere al primo visitatore fortunato... ma come sappiamo, ad ogni stampa 3D ben riuscita spesso corrispondono scarti e stampe malriuscite. Gli scarti possono essere semplici filamenti, rimasugli di brim, skirt o raft. Le stampe malriuscite invece sono veri e propri fallimenti di stampa che forse hai accumulato in uno scatolone a fianco della tua stampante, chiedendoti cosa puoi fartene o come buttarle nella raccolta differenziata. Beh, le buone notizie in questo caso sono due: la prima, è che potresti riciclare tu stesso il PLA, usandolo per altre stampe; la seconda, è che in questa guida trovi utili consigli sul corretto riciclo del PLA. In questa guida: > Che cos'è il PLA > Dove buttare il PLA nella raccolta differenziata > PLA: differenze tra biodegradabile e compostabile > Il PLA è biodegradabile? > Come riutilizzare il PLA per altre stampe > Recuperare stampe fallite con la post-produzione Che cos'è il PLA Il PLA, anche noto come acido polilattico o polilattide, è ottenuto a partire da scarti grezzi che provengono da fonti naturali naturali come il mais. L’amido (glucosio) è estratto dalle piante e convertito in destrosio tramite l’aggiunta di enzimi. Questo viene fatto fermentare da microorganismi in acido lattico, a sua volta trasformato in polilattide. Infine, la polimerizzazione produce lunghe sequenze molecolari le cui proprietà assomigliano a quelle dei polimeri a base di petrolio. A differenza di altri materiali, come l'ABS o il PETG, il PLA presenta caratteristiche interessanti che derivano dai suoi materiali di origine. Torna all'Indice PLA: differenze tra biodegradabile e compostabile I termini “biodegradabile” e “compostabile” e le relative differenze sono di importanza fondamentale e sono spesso fraintesi. Molte persone confondono “biodegradabile” con “compostabile”, il che crea grande confusione perché i due termini indicano due processi molto diversi tra loro. In senso ampio, “biodegradabile” significa che un oggetto può essere suddiviso biologicamente, mentre “compostabile” specifica tipicamente che tale processo darà origine a compost. Un materiale “biodegradabile” può essere decomposto in determinate condizioni anaerobiche o aerobiche. Tuttavia, quasi qualsiasi materiale si decomporrà nel tempo in natura. Quindi occorre definire esplicitamente le condizioni ambientali precise per la biodegradabilità del materiale stesso. Il compostaggio è invece un processo realizzato dall’uomo. Secondo lo standard europeo EN13432, un polimero o packaging è considerato “compostabile” se entro 6 mesi in un impianto di compostaggio industriale almeno il 90% di esso è convertito in emissioni di carbonio da parte di microorganismi e additivi presenti in una percentuale massima pari all’1% della massa iniziale e innocui. Per riassumere potremmo dire che il compostaggio, essendo un processo indotto dall'uomo, comprende la biodegradazione, ma la biodegradazione non è compostaggio. Torna all'Indice Il PLA è biodegradabile o compostabile? Nelle pubblicità o descrizioni del PLA leggiamo spesso “PLA biodegradabile” il che suggerisce che il PLA, proprio come i rifiuti della cucina, si può buttare nell'organico domestico o nella natura. Ma te lo dico subito in modo chiaro: NO, le tue stampe in PLA non sono biodegradabili. Il PLA può essere definito compostabile, e lo è solo ed esclusivamente: in specifiche condizioni di compostaggio industriale; in specifiche condizioni dimensionali dello scarto. Le dimensioni dello scarto infatti incidono tantissimo nel definire la compostabilità o meno del'oggetto stesso. Infatti, anche se sulla carta il PLA risulta biodegradabile e compostabile in determinate condizioni di compostaggio industriale, se l'oggetto presenta spessori di qualche millimetro non è compostabile. Il motivo è semplice: gli impianti di compostaggio industriale sono studiati per rielaborare materiali a base organica come bucce di banana o i sottilissimi sacchetti di plastica biodegradabile che trovi al supermercato. Questi impianti non sono in grado di elaborare elementi con spessori maggiori, perché impiegherebbero troppo tempo per compostare. Ti faccio un esempio semplice: un tronco d'albero è biodegradabile, ma non è compostabile a causa del suo spessore elevato. Torna all'Indice Dove buttare il PLA nella raccolta differenziata In conclusione quindi, dove puoi buttare il PLA nella raccolta differenziata? La risposta è chiara: il PLA va buttato nei contenitori di raccolta indifferenziata, proprio come viene specificato in questa discussione sul forum: Come riportato nella discussione, il PLA: POTREBBE essere conferito come rifiuto organico se conferito in filamenti molto sottili; visto il particolare processo di produzione che noi usiamo con la stampa 3D, dove solitamente gli spessori sono maggiori rispetto a quanto tollerato negli impianti di compostaggio, l'indicazione migliore è quella di conferire il PLA come rifiuto indifferenziato. A sottolineare la situazione si aggiungono anche i coloranti, i pigmenti e le polveri che possono essere contenute nei nostri filamenti da stampa 3D. Questo ci fa affermarmare ulteriormente che il PLA da stampa 3D è un materiale da buttare nella raccolta indifferenziata. Torna all'Indice Come riutilizzare il PLA per altre stampe Lo sapevi che i tuoi scarti potrebbero essere recuperati e usati per stampare nuovamente? Un'ottima occasione per generare meno rifiuti e risparmiare denaro! Le tue stampe fallite o i filamenti di scarto possono essere riciclati in casa, facendoli tornare sotto forma di filamento per stampa 3D pronto per essere stampato direttamente sulla tua scrivania. Produrre filamento per stampanti 3D è un processo semplice che può essere effettuato anche in ambienti di piccole dimensioni. Per farlo devi solamente procuranti un estrusore di filamento e della plastica in pellet. Prima di tutto, per estrudere le proprie stampe 3D e trasformarle in filamento occorre sminuzzarle in piccoli pezzettini: non serve che siano della stessa dimensione, l’importante è che siano abbastanza ridotti da entrare nel serbatoio dell'estrusore di filo e da lì passare nella camera di estrusione. Per fare questa operazione, puoi utilizzare un trituratore o in alternativa anche un normale frullatore da cucina. Se il PLA con cui vuoi lavorare non è fresco di produzione, consiglio vivamente di usare un essiccatore per filamenti per evitare noiosi problemi: il PLA infatti tende ad accumulare umidità, che rovina la qualità dell’estrusione. Per semplificare il processo posso consigliarti di utilizzare sempre una certa quantità di PLA vergine, più facile da trattare. In questo modo, la qualità dell’estrusione aumenterà notevolmente. Sappi però che è possibile creare nuovo filamento utilizzando esclusivamente PLA riciclato. Riciclare il PLA è davvero semplice. Se vuoi saperne di più, di seguito ti lascio il link alla mia guida dedicata: Torna all'Indice Recuperare stampe fallite con la post-produzione Il modo più semplice per ridurre la quantità di plastica da riciclare è di evitare di buttare le stampe fallite. Ti sembrerà banale, però pensaci un attimo: a volte ci ritroviamo a scartare delle stampe perché le superfici piene non si sono chiuse bene, perché si sono presentati difetti di finitura superficiale, oppure perché staccandole dal piatto si sono rovinate. Spesso in questi casi la stampa può essere recuperata, evitando di dover spendere altre ore per realizzarla nuovamente, facendo un po' di post produzione sulle superfici esterne. La post produzione nella stampa 3D FDM consiste in una serie di operazioni che permettono di: riempire buchi, fessure, dislivelli, difetti di stampa in generale; coprire imprecisioni; colorare la stampa a tuo piacimento. Una post produzione ben fatta può davvero dare nuova vita a modelli venuti male, evitando di generare scarti per la raccolta indifferenziata. E ti dirò di più... si tratta di un'attività davvero divertente e creativa! Nella guida che trovi di seguito ti do tutte le informazioni necessarie per fare la post produzione dei tuoi modelli, consigliandoti strumenti, materiali e modalità operative. Insomma, voglio che tu ottenga il miglior risultato possibile. Buona lettura 😄 Torna all'Indice -
Dove buttare il PLA: tutte le informazioni sul riciclo degli scarti
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
View full post -
Risoluzione dei problemi della stampa 3D a filamento e resina: guida completa
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo-
- 2
-
-
Risoluzione dei problemi della stampa 3D a filamento e resina: guida completa
Alessandro Tassinari ha pubblicato un articolo in Guide
 Questa è una guida completa alla risoluzione dei problemi di stampa 3D. Qui trovi tutti i comuni problemi di stampa 3D e le loro soluzioni, sia per la stampa 3D FDM che resina. Stampare in 3D è davvero emozionante. A volte però può capitare di riscontrare problemi di stampa, dove magari anche un modello semplice e banale non riesce a essere stampato con successo. Ci siamo passati tutti, ogni tanto capita. Le stampanti 3D a filamento e le stampanti 3D a resina possono dare problemi di stampa ma, con un po' di esperienza e la giusta guida, tutto è risolvibile. Per questo motivo ho deciso di raggruppare tutti i più comuni problemi di stampa 3D in un'unica guida. Qui trovi la soluzione a problemi di deformazione, ritiro, adesione al piatto di stampa e ad altri errori di stampa 3D, non solo per la stampa 3D FDM ma anche per la stampa 3D a resina. La guida è divisa in una serie di capitoli che ti aiuteranno a trovare più velocemente la soluzione al tuo problema. In questa guida: > Problemi di stampa 3D FDM: non viene stampato niente Filamento esaurito Ugello troppo vicino al piano di stampa Ugello bloccato La testa di stampa si sposta fuori dal piano Filamento spezzato Filamento mangiato > Problemi di stampa 3D FDM: la mia stampa non è riuscita Estrusione interrotta a metà stampa La stampa non si attacca al piano di stampa Supporti deboli o collassati > Problemi di stampa 3D FDM: stampa di bassa qualità Problemi al primo strato di stampa Primo strato schiacciato (zampa di elefante) Ritiri e deformazioni al primo strato di stampa Riempimento incompleto o stampato male Fessure tra riempimento e perimetri esterni Infill visibile attraverso i perimetri Crepe e delaminazione nei modelli alti Strati sfalsati o disallineati Mancanza di strati Stampa disallineata Le parti a sbalzo sono gestite male Le superfici che appoggiano sui supporti vengono male Dettagli non stampati correttamente Depositi e increspature sulle superfici (Ringing) Strisce diagonali sulla stampa Stampa filamentosa, che collassa (sovraestrusione) Strati sottili e deboli (sottoestrusione) Accumulo di materiale nella superficie superiore (pillowing) Stampa filamentosa o pelosa (stringing) Poca precisione dimensionale La stampa si sposta e risulta disallineata Ponti e bridge stampati male > Problemi di stampa 3D FDM: problemi generici La stampa non si stacca dal piano di stampa > Problemi di stampa 3D a resina: non viene stampato niente Resina troppo fredda Stampa debole, che si stacca o con residui > Problemi di stampa 3D a resina: la mia stampa non è riuscita Il modello non aderisce al piano di stampa Una parte della stampa o dei supporti è staccata o spostata > Problemi di stampa 3D a resina: stampa di bassa qualità Strati separati (delaminazione) Superfici esfoliate o con pezzi sottili di stampa attaccati (ragging) Stampa poco dettagliata Problemi di stampa 3D FDM: non viene stampato niente In questo capitolo trovi tutti i problemi di stampa 3D FDM collegati col fatto che la stampante non stampa niente, non riesce a estrudere a materiale o si trova bloccata in uno stato indefinito. Filamento esaurito Qual è il problema di stampa 3D? Non viene stampato niente anche se il modello è stato impostato e configurato correttamente nel software di slicing. Tuttavia, quando invii ripetutamente la stampa alla stampante non succede nulla. Viene solo estruso un corto filamento di materiale dall'ugello. Un altro caso può essere che, durante la stampa di un modello l'estrusione del filamento si interrompe ma l'ugello continua a stampare per aria, muovendosi nel volume di stampa senza stampare nulla. Cosa sta causando questo problema di stampa 3D? È un problema banale, facilmente evitabile su macchine in stile Prusa i3 in cui la bobina del filamento è in piena vista, ma su altre stampanti come le XYZ DaVinci, Cel Robox e Ultimaker, il problema non è sempre immediatamente evidente. Queste e molte altre stampanti racchiudono il filamento all'interno del design della stampante oppure il filamento è nascosto sul retro della macchina. Naturalmente, alcune stampanti sono dotate di sensori di presenza filamento o di bobine dotate di sensore che inviano dati al software ed evidenziano se la bobina del filamento è esaurita. Spesso però, soprattutto le stampanti più economiche, non dispongono di sensori che agevolano il riconoscimento di questo problema. Risoluzione dei problemi della stampante 3D: filamento esaurito SOLUZIONE AL PROBLEMA DI STAMPA 3D: CONTROLLARE LA BOBINA DEL FILAMENTO Controlla la bobina del filamento e vedi se è rimasto del filamento. In caso contrario caricare una nuova bobina. Facile. Elenco di controllo dei problemi di stampa 3D: filamento esaurito Controllare la bobina del filamento Torna all'Indice Ugello troppo vicino al piano di stampa Qual è il problema di stampa 3D? Inspiegabilmente, nonostante il caricamento del filamento e la testina di stampa si muova senza intoppi, il filamento non si deposita sul piano di stampa. Cosa sta causando questo problema di stampa 3D? Molto semplicemente, l'ugello potrebbe essere troppo vicino al piano di stampa. Se in qualche modo hai regolato il tuo piano di stampa a pochi micron dall'apertura dell'ugello, è improbabile che il filamento fuso abbia spazio per fuoriuscire. Nella migliore delle ipotesi, la tua stampa mancherà dei suoi primi strati e avrà maggiori possibilità di non attaccarsi una volta che il filamento si estrude. Nel peggiore dei casi, causerai un blocco del filamento fuso nella tua estremità calda, che potrebbe portare a un blocco dell'intero estrusore. Risoluzione dei problemi relativi alla stampa 3D: ugello troppo vicino al piano di stampa SOLUZIONE AL PROBLEMA DI STAMPA 3D: REGOLARE L'OFFSET DELL'ASSE Z Anche solo alzare leggermente l'altezza dell'ugello spesso può essere d'aiuto. La maggior parte delle stampanti 3D nelle impostazioni di sistema ti consentirà di impostare un offset dell'asse Z. Per sollevare l'ugello lontano dal piano di stampa dovrai aumentare l'offset nel valore positivo. Fai attenzione però, un offset troppo alto e non farà aderire il filamento al piano di stampa. SOLUZIONE AL PROBLEMA DI STAMPA 3D: ABBASSARE IL PIANO DI STAMPA In alternativa, se la tua stampante lo consente, puoi ottenere lo stesso effetto abbassando il piano di stampa. Questa è la soluzione più problematica, poiché richiede di ricalibrare e livellare il letto. Elenco di controllo dei problemi di stampa 3D: ugello troppo vicino al piano di stampa Regolare l'offset dell'asse Z Abbassare il piatto di stampa Torna all'Indice Ugello bloccato Qual è il problema di stampa 3D? Avvii la stampa ma, qualsiasi procedura esegui, dall'ugello non esce nulla. L'estrusore si muove, ma dall'ugello non esce nulla. L'estrazione del filamento e il reinserimento non funzionano. Cosa sta causando il problema della stampa 3D? Forse un piccolo pezzo di filamento è rimasto nell'ugello dopo aver cambiato le bobine, forse perché il filamento si è spezzato all'estremità. Quando il nuovo filamento viene caricato, il pezzo di vecchio filamento rimasto nell'ugello non consente il passaggio del nuovo filamento. Una piccola manutenzione della stampante può fare molto per ridurre la possibilità di problemi come un ugello bloccato. In effetti, scoprirai che prima ancora che l'ugello arrivi a bloccarsi, spesso viene estruso un piccolo pezzo di filamento carbonizzato che si trova all'interno del tuo ugello. La presenza di residui di filamento nell'hot end possono causare piccoli graffi nelle pareti esterne, piccole macchie di filamento scuro o piccoli cambiamenti nella qualità di stampa tra i modelli, difetti spesso attribuiti alle lievi variazioni che ci si aspetta dalle stampanti 3D. Riscontrerai questo problema se passi spesso da un PLA ad ABS, per esempio. Una piccola quantità di PLA rimane nell'ugello e viene riscaldata oltre il suo normale punto di fusione. Ciò può significare che carbonizzerà e brucerà. Allo stesso modo, se passi dall'ABS al Nylon di nuovo assisterai a qualcosa di simile. Non è raro vedere un filo di fumo fuoriuscire mentre il nuovo filamento viene alimentato. Risoluzione dei problemi di stampa 3D: ugello bloccato SOLUZIONE AL PROBLEMA DI STAMPA 3D: SBLOCCARE CON UN AGO Se hai fortuna, lo sblocco può essere un processo semplice e veloce. Inizia rimuovendo il filamento. Quindi, utilizzando il pannello di controllo della stampante (se presente), selezionare l'impostazione "riscaldamento ugello" e aumentarla fino al punto di fusione del filamento bloccato. In alternativa, collega la tua stampante a un computer che esegue un software di controllo compatibile e riscalda l'ugello usando quello. Per PLA impostare la temperatura a 220 °C. Una volta che l'ugello raggiunge la temperatura corretta, utilizzare uno spillo per pulire il foro (facendo attenzione a non scottarsi le dita). Se il tuo ugello è di 0.4 mm, allora hai bisogno di uno spillo più piccolo. SOLUZIONE AL PROBLEMA DI STAMPA 3D: SPINGERE IL VECCHIO FILAMENTO Se scopri che l'ugello è ancora bloccato, potresti riuscire a far passare il filamento bloccato spingendolo con un altro filamento. Inizia rimuovendo il filamento come prima. Riscalda l'hot end a 220 °C per PLA e quindi utilizza un altro pezzo di filamento per cercare di forzare l'uscita del filamento bloccato nell'ugello. La pressione extra che puoi esercitare a mano potrebbe essere sufficiente. Tuttavia, non spingere troppo perché rischierai di piegare le aste orizzontali della stampante. SOLUZIONE AL PROBLEMA DI STAMPA 3D: SMONTARE E RIASSEMBLARE L'HOT-END In casi estremi, quando l'ugello rimane bloccato, dovrai fare un piccolo intervento smontare l'hot end. Se non l'hai mai fatto prima, è una buona idea prendere appunti e scattare fotografie in modo da sapere come rimontarlo. Inizia rimuovendo il filamento, quindi controlla il manuale della stampante per vedere esattamente come smontare l'estrusore. SOLUZIONE AL PROBLEMA DI STAMPA 3D: ATOMIC PULL Puoi usare l'ABS o il nylon per questa procedura, ma nel tempo ho scoperto che i risultati più consistenti provengono dal nylon a causa del suo punto di fusione più elevato. Il filamento mantiene anche la sua forma molto meglio. Tuttavia, l'ABS è il materiale più comunemente usato ed è il materiale che userò in questa descrizione. Inizia rimuovendo il filamento che è già nella testa di stampa nel solito modo. Quindi rimuovi il tubo Bowden o rilascia l'azionamento diretto, in modo che quando arriva il momento puoi far passare manualmente il filamento. Aumenta la temperatura dell'ugello a 240 gradi. Stiamo usando l'ABS, ma se usi il nylon controlla la temperatura del punto di fusione sulla confezione. Lascialo a questa temperatura per 5 minuti senza far passare il filamento. Esercita lentamente una pressione sul filamento finché non inizia a fuoriuscire dall'ugello. Tiralo leggermente indietro e spingilo di nuovo, facendolo uscire. Riduci ora la temperatura a 180 gradi per l'ABS o 140 gradi per il Nylon (temperature indicative, verifica le temperature ideali per i tuoi filamenti). Lascia la stampante a questa temperatura per 5 minuti. Estrai il filamento dalla testa. All'estremità dovresti vedere del materiale carbonizzato, di colore nero. Bene, hai pulito l'interno dell'hot end da residui di materiale carbonizzato! Ripeti il processo fino a quando, estraendo il filamento, l'estremità non esce pulita. Se il filamento non si stacca dall'ugello, aumentare leggermente la temperatura dell'hot end. Elenco di controllo dei problemi di stampa 3D: ugello bloccato Riscaldare l'ugello e pulire con un ago Rimuovi il tubo di alimentazione e prova a far passare il filamento con un altro pezzo di filamento Smonta l'hot end e vedi se riesci a rimuovere il blocco del filamento Prova l'atomic pull Torna all'Indice La testa di stampa si sposta fuori dal piano Qual è il problema della stampa 3D? Quando la testina di stampa si sposta fuori dal piatto di stampa, di solito avrà anche raggiunto il limite della posizione X o Y. Quando la testina tenta di spostarsi oltre il suo punto più lontano, il rumore verrà generato da cinghie che scivolano, ingranaggi che scricchiolano o semplicemente dalla testina che sbatte sul lato della stampante. Un problema facile da risolvere, ma che può essere trascurato o affrontato in un secondo momento. Cosa sta causando questo problema di stampa 3D? Configurazione errata, selezione errata della stampante o finecorsa usurati o rotti sono tutti problemi comuni. Se il problema inizia con una nuova stampante, è probabile che ci sia qualcosa che non va nella configurazione della stampante. Esegui nuovamente il processo di installazione e assicurarsi di disporre della versione firmware corretta per la stampante. La selezione accidentale della stampante sbagliata da un elenco nel programma slicer può essere una causa comune di questo problema di stampa 3D. Ad esempio, provando a stampare utilizzando Ultimaker Go utilizzando i file di stampa configurati per Ultimaker 2. Quando si configura la stampante, assicurarsi di aver specificato il volume di stampa corretto, sempre nel firmware della stampante o tramite software. Se la stampante pensa di avere una piattaforma di stampa più grande di quella che ha, proverà a usarla, anche se non è presente. Se la tua stampante di solito va bene e poi il problema si verifica improvvisamente, inizia ricontrollando il tuo software di preparazione della stampa. Qualcosa potrebbe essersi resettato o essere stato alterato da un aggiornamento! Non è insolito che il software torni alle impostazioni predefinite o selezioni automaticamente l'ultima versione della stampante, anche se non è quella che stai utilizzando. Risoluzione dei problemi della stampante 3D: la testina di stampa non trova il piano di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE SLICER PER LA STAMPANTE CORRETTA Prima di provare qualsiasi altra cosa, assicurati di aver selezionato la stampante corretta nel tuo software di stampa. Tutte le stampanti sono diverse, quindi anche se i piani di stampa di due stampanti sono gli stessi, è altamente improbabile che le altre dimensioni e impostazioni corrispondano esattamente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIORNARE IL FIRMWARE Se hai appena acquistato la stampante e questo problema si verifica, assicurati di avere installato l'ultima versione del firmware. Una volta aggiornato, eseguire il processo di configurazione e ricontrollare che tutte le impostazioni, in particolare le dimensioni dell'area di stampa, siano corrette. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE I FINE CORSA Questo richiederà un piccolo sforzo in più per diagnosticarlo. Guarda il movimento della testina di stampa. Se tenta di spingersi oltre il punto più lontano di uno dei suoi assi, controlla che un finecorsa non si sia disconnesso. Se tutto sembra a posto (e nessuno dei passaggi precedenti ha risolto il problema per te), la sostituzione dei finecorsa con altri nuovi dovrebbe essere fare al caso tuo. Elenco di controllo dei problemi di stampa 3D: la testina di stampa manca il piano di stampa Controllare le impostazioni nel software slicer Aggiorna firmware Controllare i fine corsa Torna all'Indice Filamento spezzato Qual è il problema della stampa 3D? La bobina del filamento sembra ancora piena e quando controlli sembra che ci sia del filamento nel tubo di alimentazione, ma dall'ugello non esce nulla. Questo è più un problema con le stampanti ad alimentazione Bowden che con l'alimentazione diretta poiché il filamento è nascosto, quindi le rotture del filo non sono sempre immediatamente evidenti. Cosa sta causando il problema della stampa 3D? La rottura del filamento si riscontra più spesso nell'uso di filamenti vecchi o economici. Sebbene la maggior parte dei filamenti come il PLA e l'ABS durino a lungo, se vengono mantenuti nelle condizioni sbagliate, ad esempio alla luce diretta del sole, possono diventare fragili. Quindi, una volta inserito nella stampante, niente sarà d'aiuto. Risoluzione dei problemi di stampa 3D: filamento spezzato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RIMUOVERE IL FILAMENTO La prima cosa da fare è rimuovere il filamento dalla stampante nel solito modo. Poiché il filamento di solito si spezza all'interno del tubo, dovrai rimuovere il tubo dbowden sia dall'estrusore che dall'hot end. Quindi riscaldare l'ugello ed estrarre il filamento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PROVA UN ALTRO FILAMENTO Se dopo aver ricaricato il filamento succede di nuovo, utilizzare un altro filamento per verificare se non è solo il vecchio filamento fragile che deve essere sostituito. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ALLENTARE LA TENSIONE DELL'IDLER Se il nuovo filamento si spezza, controlla che il tenditore non sia troppo stretto, allentandolo. All'inizio della stampa, torna a stringerlo finché il filamento non ricomincia a scorrere. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE L'UGELLO Controlla che l'ugello non sia ostruito e puliscilo bene. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL FLOW E LA TEMPERATURA Se il problema persiste, verificare che l'hot end si stia scaldando e raggiunga la temperatura corretta. Verificare inoltre che il flusso del filamento sia al 100% e non superiore. Elenco di controllo dei problemi di stampa 3D: filamento spezzato Controlla che il filamento non bloccato Controlla il diametro del filamento Regolare la tensione dell'ingranaggio di spinta Verificare che l'estremità calda sia pulita e raggiunga la temperatura corretta Imposta il flusso di estrusione al 100% Torna all'Indice Filamento mangiato Qual è il problema di stampa 3D? Il filamento strappato o mangiato può verificarsi in qualsiasi punto del processo di stampa e con qualsiasi filamento. Il risultato è che nessun filamento viene estruso dall'estremità calda, portando la stampa a un'interruzione. Cosa sta causando il problema della stampa 3D? Temperatura di estrusione errata o sistema di spinta del filo troppo stretto, queste sono solo alcune delle cause comuni. Il risultato del problema è che il dado zigrinato o l'ingranaggio dentato nell'estrusore non è in grado di tirare o spingere il filamento. Mentre il motore fa girare i piccoli denti dell'ingranaggio, che normalmente afferrerebbe e spingerebbe il filamento attraverso il sistema, in questo caso invece lo consuma fino a quando non riesce più a fare alcuna. Risoluzione dei problemi di stampa 3D: filamento strappato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AIUTA AD ALIMENTARE IL SISTEMA Se il filamento ha appena iniziato a scivolare, di solito si può fare leggera pressione sul filamento per aiutarlo a passare attraverso il sistema. Questo spesso aiuterà la macchina a stampare di nuovo senza problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: REGOLARE LA TENSIONE DELL'IDLER Inizia allentando l'idler, inserisci il filamento e stringi finché non smette di scivolare. I filamenti variano in diametro, quindi anche se l'idler assorbirà alcune differenze di diametro, alcuni filamenti richiedono una regolazione dettagliata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RIMUOVERE IL FILAMENTO Nella maggior parte dei casi sarà necessario rimuovere e sostituire il filamento e quindi inserirlo nuovamente. Una volta che il filamento è stato rimosso, tagliare il filamento al di sotto dell'area che mostra segni di usura e quindi reinserirlo. Se il filamento si è spezzato, potrebbe essere degradato a causa dell'umidità o dei raggi uv. Se il problema si presenta di nuovo, usa un'altra bobina di materiale. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA DELL'HOT END Se hai appena inserito un nuovo filamento, ricontrolla di avere la giusta temperatura di estrusione. Lista di controllo dei problemi di stampa 3D: filamento strappato Aiuta ad alimentare il sistema Regolare la tensione dell'ingranaggio di spinta Rimuovere il filamento Controllare la temperatura dell'hot end Torna all'Indice Problemi di stampa 3D FDM: la mia stampa non è riuscita Per qualche inspiegabile motivo, la stampa è fallita. Non si è attaccata al piano di stampa o il filamento ha semplicemente smesso di essere estruso. Questo tipo di problema di stampa 3D potrebbe essere causato da tanti aspetti che vediamo di seguito. Estrusione interrotta a metà stampa Qual è il problema della stampa 3D? A volte, per una serie di motivi, l'estrusore smette di estrudere il filamento. Cosa causa questo problema di stampa 3D? In genere questo problema di stampa 3D è attribuibile a due parti del processo di stampa: o c'è qualcosa che non va nella fornitura del filamento o c'è un problema con l'hot end o l'ugello stesso. Oppure potrebbe essere troppo stretto di un tenditore sull'estrusore con conseguente filamento strappato che non viene spinto nell'hot end. O ancora, potresti avere un blocco dell'estrusore, che impedisce l'estrusione di ulteriori filamenti. Risoluzione dei problemi relativi alla stampa 3D: estrusione interrotta durante la stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICA DI AVERE ABBASTANZA FILAMENTO Un po' ovvio, ma anche i migliori di noi hanno momentanei cali di concentrazione. Molti slicer ora danno una stima del materiale per le tue stampe. Aiutati con questi parametri e, in ogni caso, verifica che non sia finito il materiale nella bobina caricata sulla stampante! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA PRESENZA DI FILAMENTI STRAPPATI Il filamento strappato può essere responsabile del fallimento di una stampa a metà e può essere causato da una miriade di problemi. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI UN UGELLO OSTRUITO Un ugello incrostato di vecchio filamento bruciato può causare diversi problemi di stampa, uno dei quali è il blocco di eventuali nuove estrusioni. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI FILAMENTI SPEZZATI Un problema che riguarda principalmente le configurazioni dell'estrusore Bowden, il filamento spezzato può causare un blocco tra l'estrusore e l'estremità calda. Per fortuna, è facile da diagnosticare e risolvere, ma potrebbe essere un segno che il tuo filamento ha i giorni contati. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. Elenco di controllo dei problemi di stampa 3D: estrusione interrotta durante la stampa Controlla di avere abbastanza filamento Verificare la presenza di filamenti strappati Verificare la presenza di ugelli ostruiti Verificare la presenza di filamenti spezzati Torna all'Indice La stampa non si attacca al piano di stampa Qual è il problema della stampa 3D? Il primo strato di materiale estruso ritira, si alza e si stacca dal piano di stampa. Dopo qualche minuto la stampa si alza e si stacca. Il modello segue l'estrusore, staccandosi dal piatto. Perdere una stampa perché non si attacca alla piattaforma di stampa è un problema comune e di solito relativamente facile da risolvere. Certo, non è sempre colpa della stampante e se hai provato a stampare un modello che ha solo una piccola superficie di contatto con la piattaforma, allora senza dubbio questo sarà il problema. È quindi improbabile riuscire a stampare senza avere una buona adesione al piano di stampa. Fortunatamente, poiché questo problema è così comune, ci sono molti modi semplici per risolverlo. Cosa sta causando questo problema di stampa 3D? La causa più comune è semplicemente che la stampa non si attacca alla superficie della piattaforma di stampa. Il filamento ha bisogno di una base ben fatta per aderire, quindi per risolvere il problema dovrai creare una migliore superficie di adesione. Una piattaforma di stampa non livellata può essere un altro grosso problema. Se la piattaforma non è uniforme e ben livellata, per alcune parti della stampa l'ugello non sarà abbastanza vicino alla piattaforma e non potrà far aderire correttamente il primo strato. Risoluzione dei problemi di stampa 3D: la stampa non si attacca al letto SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGI UNA SUPERFICIE DI ADESIONE Per aumentare le possibilità che il filamento aderisca alla piattaforma è necessario aggiungere un altro materiale per dare maggiore consistenza al piano di adesione. La soluzione più comune è applicare un sottile strato di colla stick sulla piattaforma di stampa, che può essere facilmente lavata via con acqua calda. Un'altra alternativa per PLA è aggiungere il nastro blu detto blue tape. Per i filamenti che richiedono una piattaforma riscaldata di 40º e oltre, è ora disponibile una varietà di nastri speciali che sono un po' più resistenti al calore. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Ogni stampante ha un processo diverso per il livellamento della piattaforma di stampa, alcuni come gli ultimi modelli Prusa utilizzano un sistema di livellamento automatico estremamente affidabile, altri come Ultimaker hanno un pratico approccio passo-passo che ti guida attraverso il processo di regolazione. Fare riferimento al manuale della stampante per come livellare il piano di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE L'ALTEZZA DELL'UGELLO Se l'ugello è troppo alto, il filamento non si attaccherà alla piattaforma. Se troppo basso l'ugello inizierà effettivamente a raschiare via la stampa. Trova l'opzione di offset dell'asse Z nelle impostazioni della tua stampante e apporta piccole regolazioni: in positivo per sollevare l'ugello lontano dal letto e in negativo per abbassarlo più vicino. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PULIRE LA PIATTAFORMA DI STAMPA Se stai stampando su un materiale come il vetro, ogni tanto è una buona idea pulirlo bene, soprattutto se applichi spesso la colla. L'eccessivo accumulo di depositi di colla possono contribuire a far staccare il modello dal piatto di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: USA BRIM O RAFT Tutti i modelli richiedono di aderire bene al piatto per essere realizzati e le funzioni brim e raft ti vengono in aiuto per ottenere risultati migliori. Brim aumenta la dimensione del primo layer di stampa, aumentando la superficie che aderisce al piano; è il meno dispendioso dei due, e nella nostra esperienza è l'opzione migliore, a condizione che non ti dispiaccia usare un cutter per poi eliminare il bordo in eccesso. Raft aggiunge proprio più strati sotto la tua stampa. A seconda dei parametri specificati, otterrai una base su cui il modello verrà a sua volta stampato. Il raft può causare una superficie ruvida e sgradevole e consumano più materiale. Il vantaggio del raft sta nel poter semplicemente staccare la parte senza difficoltà e, se ben regolata, nell'impeccabile adesione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE SUPPORTI Se il tuo modello presenta sporgenze o estremità complesse, assicurati di aggiungere supporti per tenere insieme la stampa durante il processo. Elenco di controllo dei problemi di stampa 3D: la stampa non si attacca al piano di stampa Aggiungi una superficie di adesione Livellare il piano di stampa Regolare l'altezza dell'ugello Pulire il piatto di stampa Usa brim o raft Aggiungi supporti Torna all'Indice Supporti deboli o collassati Qual è il problema della stampa 3D? La stampa di modelli complessi richiederà l'uso di supporti. Il lavoro del supporto è semplice: deve sostenere le parti a sbalzo. Ma a volte potrebbero essere stampati male e collassare. Noterai che mentre la tua stampa viene estrusa, parti della struttura di supporto appariranno irregolari, potrebbero apparire crepe o inizieranno a rompersi. Cosa sta causando questo problema di stampa 3D? Le strutture di supporto sono complesse e la maggior parte delle applicazioni slicer ti fornirà diverse opzioni per regolarle al meglio. È fin troppo facile attenersi alle impostazioni predefinite, ma ciò non garantisce il successo. Le linee e gli zig zag sono generalmente facili da rimuovere dopo che la stampa è terminata, ma offrono meno rigidità durante il processo di stampa. I triangoli e le griglie offrono più rigidezza ma possono essere difficili da rimuovere. Prendi una semplice struttura a ponte con montanti sottili e poi pensa ai supporti. Avranno molto lavoro da fare mantenendo il modello rigido. Se hai optato per linee o zig zag allora è probabile che il modello si muova durante il processo di stampa, rompendo i supporti mentre procede. Una struttura rigida come una griglia sarebbe un'opzione migliore. Alcuni software di slicing consentono di stampare supporti senza adesione della piattaforma. In tal caso, l'ingombro ridotto del supporto faticherà a legarsi direttamente alla piattaforma di stampa. Spesso con modelli alti, la lunghezza dei supporti può essere eccessiva e la struttura sottile e leggera del supporto viene spinta al limite della resistenza. I supporti possono essere una vera seccatura da rimuovere, quindi c'è la tendenza a ridurre la densità al minimo possibile. Ciò può ovviamente causare problemi, se i supporti sono portanti sarà necessario aumentarne la densità. L'uso di un filamento vecchio o economico può essere un altro problema. Quando viene estruso potresti scoprire che il filamento potrebbe non legarsi sufficientemente, facendo delaminare i supporti. Infine, se la stampante si muove o vibra più del normale, controlla i dadi e i bulloni e assicurati che tutto sia stretto. Dopo aver eseguito tutti i consueti controlli, assicurati di eseguire nuovamente il processo di calibrazione. Vibrazioni e movimenti involontari possono causare la rottura dei supporti più deboli. Risoluzione dei problemi della stampante 3D: supporti deboli o collassati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SELEZIONARE I SUPPORTI CORRETTI In base al il tipo di modello che stai per stampare puoi usare i suporti più indicati. Se ci sono grandi sporgenze che collegano sezioni del modello e queste hanno un buon contatto con la piattaforma, prova a utilizzare linee o supporti a zig zag. Se il modello ha meno contatto con il letto o necessita di supporti molto più forti, usa supporti a griglia o triangolari. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE ADESIONE ALLA PIATTAFORMA Assicurati di aver aggiunto un qualche tipo di adesione alla piattaforma, come un brim, in modo che i supporti abbiano una base sufficiente su cui incollarsi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA DENSITÀ DEL SUPPORTO Prova questo come ultima risorsa. L'aumento della densità del supporto offrirà al tuo modello una struttura più densa su cui appoggiarsi e sarà meno influenzato da qualsiasi movimento del modello. Il supporto sarà molto più difficile da rimuovere. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE SUPPORTI NEL MODELLO I supporti eccessivamente alti possono essere soggetti a debolezza. Aggiungendo invece un un blocco all'interno del tuo modello 3D, questo verrà stampato come parte del modello stesso. Su di esso poi si realizzano i supporti, i quali saranno di dimensione ridotta e quindi meno deboli. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SOSTITUIRE IL FILAMENTO Il filamento può diventare fragile quando raggiunge la fine della sua durata utile, e questo di solito si manifesta nella qualità dei supporti. Scambia il filamento con una nuova bobina e verifica se il problema migliora. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE CHE TUTTO SIA STRETTO Le oscillazioni della stampante possono essere un vero problema. Dai una controllata alla tua macchina e assicurati che tutto sia stretto e ricalibra se necessario. Elenco di controllo dei problemi di stampa 3D: i supporti si disgregano Usa il tipo di supporto corretto Aggiungi adesione alla piattaforma Aumenta la densità del supporto Crea supporti nel modello Usa nuovo filamento Controlla che tutto sia stretto Torna all'Indice Problemi di stampa 3D FDM: stampa di bassa qualità La stampa è finita con successo, eppure non hai ancora raggiunto la qualità che vuoi. Il modello presenta segni, imprecisioni. Ecco i problemi di stampa 3D che potrebbero essere la causa. Torna all'Indice Problemi al primo strato di stampa Qual è il problema della stampa 3D? I primi strati di una stampa possono spesso rivelarsi problematici. Potrebbe essere che la stampa semplicemente non si attacchi, o che tu stia trovando linee indesiderate che fanno sì che la parte inferiore abbia un aspetto inaspettato. Cosa sta causando questo problema di stampa 3D? Questi problemi di stampa 3D sono segni tipici che il piano di stampa non è stato livellato correttamente. Se l'ugello è troppo lontano dal letto, la superficie inferiore mostra spesso linee indesiderate e/o il primo strato non aderisce. Se l'ugello è troppo vicino, potrebbero formarsi delle macchie. Dove ti sembra che la superficie stampata presenta dettagli indefiniti e sfocati, è probabile che la temperatura del tuo letto di stampa sia un po' troppo alta. Risoluzione dei problemi relativi alla stampa 3D: il primo strato è disordinato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Ogni stampante ha un processo diverso per il livellamento della piattaforma di stampa. Gli ultimi modelli Prusa sono dotati di un sistema di livellamento automatico estremamente affidabile, mentre altri come Ultimaker hanno un pratico approccio passo-passo che ti guida attraverso il processo di regolazione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ABBASSARE LA TEMPERATURA DEL LETTO Prova ad abbassare la temperatura del letto con incrementi di 5 °C, finché non raggiungi quel punto ottimale di adesione, senza perdita di dettagli. Elenco di controllo dei problemi di stampa 3D: il primo strato è disordinato Livellare la piattaforma di stampa Abbassare la temperatura del letto Torna all'Indice Primo strato schiacciato (zampa di elefante) Qual è il problema della stampa 3D? La base del modello è leggermente bombata verso l'esterno, effetto noto come “zampa d'elefante”. Cosa sta causando questo problema di stampa 3D? Questo sgraziato difetto di stampa può essere causato dal fatto che il primo layer di stampa sia troppo schiacciato sul piatto di stamoa. Raramente capita che si presenti a causa del peso del resto del modello che preme sulla parte inferiore prima che si sia adeguatamente raffreddata e solidificata: questo problema si presenta quando la stampante ha un letto riscaldato. Risoluzione dei problemi di stampa 3D: piede di elefante SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: REGOLARE BENE TEMPERATURA DEL PIANO E RAFFREDDAMENTO Per evitare che la zampa di elefante appaia nelle tue stampe 3D, gli strati di base del modello devono essere sufficientemente raffreddati in modo da poter supportare la struttura sovrastante. Tuttavia, se le ventole rafffreddano troppo rischi che gli strati di base si deformino. Devi raggiungere il giusto equilibrio, abbassando la temperatura della piattaforma di stampa a intervalli di 5 gradi (fino a +/- 20 gradi rispetto alla temperatura consigliata). Usa le ventole per raffreddare, ma falle partire al secondo o terzo layer, in questo modo il materiale raffredderà a temperatura ambiente e ritirerà meno. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Il più delle volte la maggior parte dei problemi di stampa può essere ricondotta al livello della piattaforma di stampa. Ogni stampante ha una tecnica leggermente diversa per il livellamento della piattaforma di stampa. Inizia calibrando il tuo in base alla procedura consigliata dal produttore della stampante. Prova a stampare un cubo di calibrazione e osserva come la stampante posiziona il filamento sul letto. Dalla stampa del cubo dovresti essere in grado di vedere se il tuo piano è a livello in base a quanto sono uniformi le superfici. Allo stesso modo, sarai in grado di vedere se l'ugello è troppo vicino alla piattaforma di stampa e raschia attraverso il filamento depositato, o troppo in alto e causa l'accumulo e la formazione di bolle del filamento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SOLLEVARE L'UGELLO Anche solo alzare leggermente l'altezza dell'ugello spesso può essere d'aiuto, ma fai attenzione a non esagerare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SMUSSARE LA BASE Un'altra opzione è smussare la base del modello. Naturalmente, questo è possibile solo se hai progettato tu stesso il modello o se hai accesso al file originale. Inizia con uno smusso di 45º, ma sperimenta un po' per ottenere il miglior risultato. Lista di controllo dei problemi di stampa 3D: zampa di elefante Bilancia la temperatura della piattaforma di stampa e la velocità della ventola Livellare la piattaforma di stampa Controllare l'altezza dell'ugello Smussare la base del modello Torna all'Indice Ritiri e deformazioni al primo strato di stampa Qual è il problema della stampa 3D? Alla base del modello, la stampa si piega verso l'alto finché non è più a livello della piattaforma di stampa. Ciò può anche causare crepe orizzontali nelle parti superiori e causare il distacco della stampa dal piano di stampa. Questo problema è chiamato warping. Cosa sta causando questo problema di stampa 3D? La deformazione è comune in quanto è causata dalle caratteristiche naturali della plastica. Man mano che il filamento ABS o PLA si raffredda, inizia a contrarsi leggermente; il problema della deformazione sorge se la plastica viene raffreddata troppo velocemente. Risoluzione dei problemi di stampa 3D: ritiri e deformazioni al primo strato di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE UNA PIATTAFORMA DI STAMPA RISCALDATA La soluzione più semplice è utilizzare un piano di stampa riscaldato e impostare la temperatura su un punto appena al di sotto del punto di fusione della plastica. Questa è chiamata la "temperatura di transizione vetrosa". Se raggiungi quella temperatura, il primo strato rimarrà in adesione sulla piattaforma di stampa. La temperatura della piattaforma di stampa è spesso impostata dal software slicer. Normalmente troverai la temperatura consigliata per il tuo filamento stampata sul lato della confezione o sulla bobina. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: APPLICARE UN ADESIVO SUL PIANO DI STAMPA Se trovi ancora che la tua stampa si solleva ai bordi, applica una piccola quantità di colla stick in modo uniforme sul letto per aumentare l'adesione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PROVA UN TIPO DI PIATTAFORMA DIVERSO Cambia il tuo letto di stampa con uno che offra una migliore adesione. Produttori come Prusa utilizzano una superficie di stampa PEI che offre un'adesione eccellente senza colla. XYZPrinting fornisce nastro testurizzato nella confezione con alcune delle loro stampanti, fondamentalmente un grande foglio di nastro adesivo. Le stampanti 3D Zortrax hanno un piano di stampa perforato, i modelli si saldano su questa superficie eliminando completamente il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE LA PIATTAFORMA DI STAMPA La calibrazione della piattaforma di stampa può essere un'altra soluzione, eseguire il processo di calibrazione per verificare che il letto sia a livello e che l'altezza dell'ugello sia corretta. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AUMENTARE LA SUPERFICIE DI CONTATTO COL PIANO Aumentare la superficie di contatto tra il modello e il letto è una soluzione semplice e tutti software di stampa ha la possibilità di aggiungere brim o raft. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE LE IMPOSTAZIONI DI TEMPERATURA AVANZATE Prova ad aumentare la temperatura del piano di stampa con incrementi di 5 gradi. Nel software slicer dai un'occhiata al raffreddamento della ventola, questo di solito è impostato in modo che le ventole di raffreddamento passino alla massima potenza a un'altezza definita. Prova ad aumentarla, dando agli strati di base un po' più di tempo per raffreddarsi naturalmente. Anche se la tua stampante ha una piattaforma di stampa riscaldata, è sempre consigliabile utilizzare la colla e calibrare regolarmente il livello del letto. Lista di controllo dei problemi di stampa 3D: deformazione Utilizzare una piattaforma di stampa riscaldata Aggiungi un adesivo alla piattaforma di stampa Passa dal vetro a un piano di stampa adesivo Calibrare il letto di stampa Aggiungi brim o raft Regola in anticipo le impostazioni della temperatura e della ventola Torna all'Indice Riempimento (infill) incompleto o stampato male Qual è il problema della stampa 3D? La struttura interna della tua stampa, detta anche infill, è mancante, rotta o stampata male. Cosa sta causando questo problema di stampa 3D? Ci sono una serie di ragioni per l'errata stampa dell'infill. La più comune sono le impostazioni errate all'interno del software di slicing, ma può anche essere dovuto a un ugello leggermente ostruito. Risoluzione dei problemi di stampa 3D: riempimento (infill) incompleto o stampato male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA DENSITÀ DI RIEMPIMENTO Nel tuo software di slicing controlla la densità di riempimento. Un valore intorno al 20% è ok. Se hai impostato una percentuale inferiore probabilmente avrai problemi. Per stampe più grandi, potresti voler aumentare questo valore per assicurarti che il modello abbia un supporto sufficiente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI RIEMPIMENTO La velocità con cui viene stampato il riempimento può avere un effetto importante sulla qualità della struttura. Se il riempimento sembra debole, diminuire la velocità di stampa del riempimento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: MODIFICARE IL MODELLO DI RIEMPIMENTO La maggior parte dei software di slicing consente di modificare la struttura interna. Puoi avere uno schema a griglia, un triangolo, un nido d'ape e altro ancora. Prova a selezionare un'opzione diversa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLA IL TUO UGELLO Potrebbe essere che ci sia un leggero blocco nell'ugello. Mentre il blocco non influisce sulla stampa delle pareti esterne più spesse, magari il materiale riesce ad avere meno flusso di estrusione nelle superfici interne più sottili. Elenco di controllo dei problemi di stampa 3D: riempimento rotto Controllare e regolare la densità di riempimento Diminuire la velocità di riempimento Prova un modello di riempimento diverso Controlla blocchi dell'ugello Torna all'Indice Fessure tra riempimento e perimetri esterni Qual è il problema della stampa 3D? Quando guardi la parte superiore o inferiore della stampa, puoi vedere un leggero spazio tra il riempimento e le pareti perimetrali esterne. Cosa sta causando questo problema di stampa 3D? Gli spazi vuoti sono causati dalla deposizione di filamento per il riempimento e le pareti esterne che non si incontrano e si uniscono del tutto. La causa più ovvia del problema è che la sovrapposizione di questi due elementi del modello non è impostata correttamente nello slicer. Ciò significa che il software di slicing sta effettivamente dicendo alla stampante di non consentire alle due parti della stampa di incontrarsi. Un altro problema potrebbe essere l'ordine in cui hai impostato il riempimento e le pareti esterne da stampare. Se stai stampando prima il perimetro, in genere c'è poca o nessuna sovrapposizione. Risoluzione dei problemi di stampa 3D: spazi tra il riempimento e il muro esterno SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LA SOVRAPPOSIZIONE DI RIEMPIMENTO Questo è di gran lunga il problema più comune ed è davvero facile da risolvere. Nel tuo software di slicing individua l'opzione 'Infill Overlap' e aumenta il valore. In Cura, questo è impostato al 15% per impostazione predefinita. Alzalo al 30%. In Simplify3D troverai l'opzione in 'Modifica impostazioni processo> Riempimento> Sovrapposizione contorno'. Aumenta nuovamente il valore. Questa impostazione è direttamente collegata alla larghezza dell'estrusione, quindi il valore % sarà una % di qualunque sia la larghezza dell'estrusione. Quando regoli questa impostazione, mantienila sempre al di sotto del 50% o inizierai a vedere gli effetti della sovrapposizione nei perimetri esterni della tua stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: STAMPARE IL RIEMPIMENTO PRIMA DEL PERIMETRO Se stai stampando con una parete esterna relativamente sottile, la struttura del riempimento può essere visibile. Se ciò accade, è possibile modificare l'ordine in base al quale la stampante dispone gli strati di riempimento e perimetrali. Ad esempio, in Cura controlla se hai selezionato "Stampe di riempimento dopo i perimetri". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA TEMPERATURA DELL'HOT-END Un leggero aumento di 5-10º della temperatura dell'hot end può fare la differenza e aumentare il volume del materiale deposto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI STAMPA Stampare a velocità più elevate può causare tutti i tipi di problemi legati alla precisione dei movimenti. Se hai bisogno di stampare velocemente puoi comunque evitare spazi vuoti e fessure diminuendo la velocità dello strato superiore e inferiore. Lista di controllo dei problemi di stampa 3D: fessure tra il riempimento e il muro esterno Controllare la sovrapposizione del riempimento Stampa di riempimento prima del perimetro Aumentare la temperatura dell'hot end Velocità di stampa inferiore Torna all'Indice Infill visibile attraverso i perimetri (ghosting) Qual è il problema della stampa 3D? La stampa finale ha un bell'aspetto, ma attraverso le pareti della stampa è visibile un contorno dell'infill interno. Questo è anche spesso indicato come ghosting. Cosa sta causando questo problema di stampa 3D? Il problema con il ghosting si verifica a causa del riempimento che invade il perimetro. Questo effetto è più visibile quando la stampa ha pareti sottili. Il problema è causato dalla sovrapposizione della struttura di tamponamento alla linea perimetrale in fase di posa. Sebbene il ghosting sia un problema, in realtà è una parte importante del processo di stampa, in quanto aiuta la struttura interna ad aderire efficacemente alle pareti esterne. Un'altra causa di ghosting può essere l'impostazione di uno spessore della parete non corretto in relazione alla dimensione dell'ugello che si sta utilizzando. In normali condizioni di stampa, lo spessore della parete dovrebbe essere direttamente correlato alla dimensione dell'ugello, quindi se si dispone di un ugello da 0.4 mm lo spessore della parete dovrebbe essere un multiplo di questo: 0.4, 0.8, 1.2 e così via. Risoluzione dei problemi relativi alla stampa 3D: il riempimento è visibile dall'esterno SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LO SPESSORE DEL PERIMETRO Assicurarsi che il valore selezionato per lo spessore del perimetro sia un multiplo della dimensione dell'ugello. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AUMENTARE LO SPESSORE DEL PERIMETRO La soluzione più semplice è aumentare lo spessore del perimetro. Raddoppiando le dimensioni dovrebbe coprire eventuali sovrapposizioni causate dal riempimento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE IL RIEMPIMENTO DOPO I PERIMETRI La maggior parte dei software di slicing ti consentirà di stampare il riempimento dopo i perimetri. In Cura, apri le "Impostazioni avanzate" e nella sezione Riempimento seleziona la casella accanto a "Stampe di riempimento dopo i perimetri" In Simply3D fai clic su "Modifica impostazioni processo", quindi seleziona "Livello" e in "Impostazioni livello" seleziona "Fuori-dentro" accanto a "Direzione contorno". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL PIATTO DI STAMPA Controlla intorno al modello e se vedi che l'effetto è più prevalente su un lato rispetto all'altro, l'effetto potrebbe essere dovuto alla calibrazione. In tal caso, eseguire il consueto processo di calibrazione. Elenco di controllo dei problemi di stampa 3D: riempimento visibile dall'esterno Controlla lo spessore del perimetro Aumentare lo spessore della parete Usa il riempimento dopo i perimetri Controllare la piattaforma di stampa e ricalibrare se necessario Torna all'Indice Crepe e delaminazione nei modelli alti Qual è il problema della stampa 3D? Ci sono crepe sui lati, specialmente sui modelli più alti. Questo può essere uno dei problemi più sorprendenti nella stampa 3D in quanto tende a manifestarsi in stampe più grandi e di solito accade mentre non stai guardando. Cosa sta causando questo problema di stampa 3D? Negli strati più alti di una stampa, il materiale si raffredda più velocemente. Il calore del letto di stampa riscaldato non raggiunge un livello così elevato e, per questo motivo, l'adesione negli strati superiori è inferiore. Risoluzione dei problemi di stampa 3D: crepe in oggetti alti SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: TEMPERATURA DELL'ESTRUSORE Inizia aumentando la temperatura dell'estrusore; un buon inizio sarebbe aumentarlo di 10ºC. Sul lato della tua scatola di filamenti vedrai le temperature di lavoro dell'estremità calda, cerca di mantenere la regolazione della temperatura entro questi valori. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DIREZIONE E VELOCITÀ DELLA VENTOLA Ricontrolla le vebntole e assicurati che siano accese e puntate sul modello. Se lo sono, prova a ridurne la velocità. Lista di controllo dei problemi di stampa 3D: crepe in oggetti alti Controllare la temperatura dell'hot end e aumentarla a intervalli di 10 gradi Controllare la posizione e la velocità delle ventole di raffreddamento Torna all'Indice Strati sfalsati o disallineati Qual è il problema della stampa 3D? Mentre la stampa si sta formando, sembrano esserci alcuni problemi con la qualità. Guardando più da vicino vedi che i livelli non si allineano come dovrebbero. La parete esterna, invece di essere liscia, presenta lievi disallineamenti che provocano una faccia irregolare. È molto probabile che il problema riguardi solo la stampa in una direzione; da davanti a dietro o da sinistra a destra. Cosa sta causando questo problema di stampa 3D? Nel corso del tempo le parti della tua stampante 3D, come dadi, bulloni e cinghie, si allenteranno e richiederanno un serraggio. L'effetto degli strati disallineati comporterà lo spostamento dei layer, ma quando il problema inizia l'effetto visivo sulle stampe è molto meno pronunciato e può apparire molto diverso. La causa è solitamente collegata direttamente a una cinghia allentata. Risoluzione dei problemi relativi alla stampa 3D: strati sfalsati o disallineati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE CINGHIE PARTE I Inizia controllando che ciascuna delle cinghie sia tesa ma non eccessivamente. Dovresti sentire una leggera resistenza dalle due cinghie mentre le pizzichi insieme. Se scopri che la parte superiore della cinghia è più stretta di quella inferiore, questo è un segno che hanno bisogno di manutenzione. Alcune stampanti, come la Original Prusa i3, sono dotate di tendicinghia integrati. Altri possono essere adattati con quelli stampati in 3D. Potresti dover sporcarti le mani e stringere manualmente la cinghia. Le cinghie della stampante sono normalmente solo un anello continuo agganciato attorno a due pulegge. Un problema comune è che nel tempo la cinghia può scivolare su una puleggia e diventare gradualmente più tesa nella parte superiore rispetto alla parte inferiore, o viceversa, e di nuovo ciò può causare strati disallineati. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE LE ASTE SIANO PULITE E OLIATE Nel corso del tempo i detriti possono accumularsi sulle aste, causando strane chiazze di maggiore attrito che a loro volta possono influenzare il libero movimento della testa e causare nuovamente lo spostamento dello strato. Una rapida pulizia e rilubrificazione delle aste di solito risolve il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI ASTE PIEGATE O DISALLINEATE PARTE I Se vedi che la testina di stampa vacilla in determinati punti, potrebbe essere che una delle aste si sia leggermente piegata. Di solito puoi verificarlo spegnendo la macchina in modo che non ci sia alimentazione attraverso gli stepper e quindi spostando la testina di stampa attraverso l'asse X e Y. Se senti resistenza, allora sai che qualcosa non va. Inizia vedendo se le aste sono allineate. Molte stampanti utilizzano barre filettate anziché viti di comando e sebbene queste facciano il loro lavoro, hanno la tendenza a piegarsi nel tempo. Non preoccuparti di smontare la tua stampante per vedere se sono dritte, usa semplicemente un software di controllo come "Printrun" per spostare la testa di stampa verso l'alto o verso il basso. Se una delle aste dell'asse Z è piegata, vedrai immediatamente. Sfortunatamente, è quasi impossibile raddrizzare con precisione un'asta una volta piegata, ma il lato positivo è che è una buona scusa per sostituire le vecchie aste filettate. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE PULEGGE MOTRICI Questi sono solitamente collegati direttamente a un motore passo-passo oa una delle aste principali che azionano la testina di stampa. Se ruoti con attenzione la puleggia vedrai un piccolo grano. Tenendo sia l'asta che la cinghia attaccata, dai uno strattone alla cinghia per far girare la puleggia. Dovresti scoprire che non c'è slittamento tra la puleggia e lo stepper o l'asta. Se c'è, stringi il grano e riprova. Elenco di controllo dei problemi di stampa 3D: disallineamento dei livelli Controllare la tensione delle cinghie Verificare la presenza di cinghie saltate Verificare che le aste siano pulite e sufficientemente lubrificate Verificare la presenza di aste piegate o disallineate Controllare le pulegge motrici Torna all'Indice Mancanza di strati Qual è il problema della stampa 3D? Ci sono lacune nel modello perché alcuni strati sono stati saltati (in parte o completamente). Cosa sta causando questo problema di stampa 3D? Per gli strati saltati poco frequenti, questo può essere indicato come sottoestrusione temporanea. Potrebbe essersi verificato un problema con il filamento (ad es. variazione del diametro), la bobina del filamento, la ruota di alimentazione o l'ugello si è ostruito. In alternativa, l'attrito ha causato il blocco temporaneo del pitatto. La causa potrebbe essere che le aste verticali non sono perfettamente allineate con i cuscinetti lineari. È anche possibile che ci sia un problema con una delle aste o dei cuscinetti dell'asse Z. L'asta potrebbe essere deformata, sporca o coperta da un eccesso di olio. Risoluzione dei problemi relativi alla stampa 3D: mancanza di strati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLO MECCANICO È buona norma dare una occhiata alla tua stampante 3D di tanto in tanto per fare manutenzione ordinaria. Inizia controllando le aste e assicurati che siano tutte inserite nei cuscinetti o nei fermagli e che non siano saltate fuori o spostate anche solo leggermente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLO DELL'ALLINEAMENTO DELL'ASTA Assicurati che tutte le aste siano ancora perfettamente allineate e non si siano spostate. Spesso puoi dirlo spegnendo l'alimentazione (o disabilitando gli stepper) e spostando delicatamente la testa di stampa attraverso l'asse X e Y. Se c'è qualche resistenza al movimento allora c'è qualcosa che non va e di solito è abbastanza facile dire se ciò è dovuto a un disallineamento, un'asta leggermente piegata o un problema con uno dei cuscinetti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CUSCINETTO USURATO Quando i cuscinetti si usurano, di solito te lo fanno sapere creando un frastuono udibile. Dovresti anche essere in grado di sentire un movimento irregolare nella testina di stampa e durante la stampa la macchina sembra vibrare leggermente. In tal caso, scollegare l'alimentazione e spostare la testa di stampa attraverso X e Y per individuare la regione del cuscinetto rotto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI OLIO La lubrificazione è facile da dimenticare, ma mantenere tutto ben oliato è essenziale per il buon funzionamento della macchina. L'olio per macchine da cucire è l'ideale e può essere acquistato presso quasi tutte le mercerie a un prezzo relativamente economico. Prima di iniziare ad applicare liberamente, controlla che le aste siano pulite e prive di sporco e residui di stampa: una rapida pulizia delle aste prima di applicare una nuova mano di olio è sempre una buona idea. Quando tutte le aste sono pulite, basta tamponarle un po', ma non troppo. Quindi utilizzare il software di controllo della stampante come Printrun per spostare la testa attraverso l'asse X e Y per assicurarsi che le aste siano coperte uniformemente e si muovano senza intoppi. Se aggiungi un po' troppo olio, non preoccuparti, puliscine un po' con un panno, ma fallo subito! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SOTTOESTRUSIONE Il problema finale potrebbe essere la sottoestrusione. Dai un'occhiata al suggerimento dedicato alla risoluzione dei problemi di stampa 3D per la sottoestrusione. Elenco di controllo dei problemi di stampa 3D: strati mancanti Controlla la meccanica e assicurati che tutto sia stretto Ricontrolla la costruzione e l'allineamento della stampante Fai attenzione ai cuscinetti usurati e alle aste piegate Aggiungi un filo d'olio per mantenere le cose lisce Torna all'Indice Stampa con bordi inclinati Qual è il problema della stampa 3D? Man mano che la stampa si forma i bordi verticali sono stampati inclinati. Cosa sta causando questo problema di stampa 3D? La causa del problema è generalmente molto semplice; una delle pulegge attaccate a un motore passo-passo è leggermente allentata, oppure una delle cinghie sfrega contro qualcosa e blocca l'intera corsa della testa. Tutto quello che devi fare per correggere il problema è assicurarti che nessuna delle pulegge stia scivolando e che le viti senza testa che tengono le pulegge in posizione siano tutte serrate. Sebbene questa dovrebbe essere una soluzione rapida e semplice, un problema che potresti riscontrare mentre stringi le pulegge è che le piccole viti senza testa che si stringono sull'albero del motore non sono sempre di facile accesso. In primo luogo, capisci quale puleggia sta causando il problema. Risoluzione dei problemi relativi alla stampa 3D: stampa con bordi inclinati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE GLI ASSI X E Y Dopo aver capito in quale direzione la stampa si inclina - asse X o asse Y - puoi controllare le cinghie e le pulegge. Se hai una stampante come la Prusa i3, il processo è piuttosto semplice, poiché gli stepper sono collegati direttamente alla cinghia di trasmissione principale. Per Ultimaker e altre stampanti, il processo può essere un po' più complicato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE LE CINGHIE NON SFREGHINO Guarda intorno a ciascuna delle cinghie e assicurati che non sfreghino contro il lato della macchina o altri componenti. Inoltre, verificare che l'allineamento delle cinghie sia corretto. Se uno è leggermente inclinato, ciò può causare problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SERRARE LA VITE SENZA TESTA DELL'ACCOPPIATORE DEL MOTORE PASSO-PASSO Dopo aver capito quale asse sta causando il problema, utilizzare una chiave a brugola per serrare la vite senza testa dell'accoppiatore corrispondente che si attacca al motore passo-passo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE PULEGGE DELL'ASTA Macchine più complesse come Ultimaker 2 hanno una serie di cinghie e pulegge. Le aste principali X e Y nella parte superiore della macchina sono dotate di otto pulegge. È improbabile che questi causino uno slittamento, ma se uno è allentato, una cinghia potrebbe disallinearsi. Controllale tutte. Lista di controllo dei problemi di stampa 3D: modelli pendenti Controlla gli assi X e Y Controlla che le cinghie non sfreghino Serrare la vite senza testa della puleggia del motore passo-passo Controllare le pulegge dell'asta e serrare Torna all'Indice Le parti a sbalzo sono gestite male Qual è il problema della stampa 3D? Carichi la tua stampa nel tuo software di slicing e tutto sembra a posto. Premi stampa e scopri che alcune parti del modello vengono stampate assolutamente bene, mentre altre parti finiscono come un pasticcio filamentoso. Il problema delle sporgenze è spesso visto come un errore da principiante della stampa 3D, ma è sorprendente quanto spesso anche i più esperti cadano in questo problema. Cosa sta causando questo problema di stampa 3D? Il processo di FFF richiede che ogni layer sia costruito su un altro. Dovrebbe quindi essere ovvio che se il tuo modello ha una sezione della stampa che non ha nulla al di sotto, il filamento verrà estruso nel nulla e finirà per cadere per gravità. In realtà il software slicer dovrebbe evidenziare che ciò accadrà. Ma la maggior parte dei software di slicer ci consente semplicemente di andare avanti e stampare senza evidenziare che il modello richiede un qualche tipo di struttura di supporto. Risoluzione dei problemi relativi alla stampa 3D: le parti a sbalzo sono stampate male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE SUPPORTI La soluzione più rapida e semplice è aggiungere supporti. La maggior parte dei software di slicing ti consentirà di farlo rapidamente. In Simplify3D fare clic su Modifica impostazioni processo > Supporto > Genera materiale di supporto; puoi regolare la quantità, il modello e le impostazioni. In Cura basta selezionare il tipo di supporto desiderato dalle impostazioni di base. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE SUPPORTI NEL MODELLO I supporti generati dal software a volte possono essere invadenti e causare il blocco del materiale di supporto in punti impossibili da rimuovere. Creare i supporti nel software di modellazione è una buona alternativa. Ci vuole un po' più di abilità, ma può consentire alcuni risultati fantastici. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE UNA PIATTAFORMA DI SUPPORTO Anche l'utilizzo di supporti dal piano di stampa può causare problemi poiché spesso devono coprire distanze verticali piuttosto grandi. Considerato che i supporti sono strutture fragili, più le stampi alte e grandi più rischi che ei rompano da sole durante la stampa. Creare un blocco solido o un muro sotto le parti a sbalzo del mdoello può essere un'ottima soluzione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INCLINARE LE PARETI Se si dispone di una sporgenza in stile mensola, una soluzione semplice è quella di inclinare il muro a 45º in modo che il muro si sostenga effettivamente da solo ed elimini la necessità di qualsiasi altro tipo di supporto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SCOMPORRE IL MODELLO Un altro modo per guardare il modello è scomporlo in stampe separate. Con alcuni modelli questo ti permette di capovolgere quello che sarebbe uno sbalzo e renderlo invece una base. L'unico problema con questo metodo è che devi quindi trovare un modo per rimettere insieme le due parti. Lista di controllo dei problemi di stampa 3D: le sporgenze sono disordinate Aggiungi supporti Crea nei supporti del modello Crea una piattaforma di supporto Stampare le pereti inclinate a 45 gradi Separare il modello in stampe più piccole Torna all'Indice Le superfici che appoggiano sui supporti vengono male Qual è il problema della stampa 3D? Hai stampato un modello complesso con supporti creati con il software scelto. Ma quando si tratta di rimuovere la struttura, sulla superficie rimangono piccoli resti di materiale. Quando provi a carteggiare o rimuovere il materiale rimanente, rovina l'effetto complessivo del modello. Cosa sta causando questo problema di stampa 3D? I supporti sono una parte essenziale della stampa 3D. Potresti anche essere sorpreso dalle capacità della tua stampante, la quale può anche creare ponti molto lunghi se gestisci bene i parametri di stampa. Le soluzioni software come Cura e Simplify3D sono in grado di produrre strutture di supporto eccezionali e, per la maggior parte, questi supporti generati automaticamente supereranno di gran lunga la qualità di qualsiasi soluzione pensata diversamente. Ma sebbene i supporti generati automaticamente facciano il loro lavoro, possono essere difficili da rimuovere. A seconda del software di slicing, l'abilitazione dei supporti richiederà l'attivazione di una casella di controllo. Ci sono molte opzioni associate che ti consentono di mettere a punto la struttura di supporto e ridurre al minimo l'effetto che le strutture avranno sulla superficie dei tuoi modelli. Tuttavia, per quanto tu sia attento con le impostazioni del supporto, i supporti stessi servono per toccare le parti a sbalzo del modello, le quali si appoggiano su di essi, quindi lasceranno sempre una sorta di traccia. Il problema della finitura superficiale quando si utilizzano i supporti è importante e la gravità dell'effetto cambierà a seconda dei tipi di materiale utilizzati. Un filamento più fragile come il PLA è spesso più difficile da lavorare e rifinire rispetto a un ABS. Risoluzione dei problemi della stampante 3D: le superfici che appoggiano sui supporti vengono male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL POSIZIONAMENTO DEL SUPPORTO La maggior parte dei software di slicing ti consentirà di scegliere se dove creare i supporti. I supporti potrebbero appoggiare sul piatto di stampa, ma anhe direttamente sul modello. Tutto dipende dalla forma del modello che devi realizzare, caratteristica fondamentale per definire come e dove usare i supporti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA CAPACITÀ DELLA STAMPANTE Molto spesso le persone usano i supporti senza rendersi conto che la loro stampante può coprire alcuni sbalzi e stampare facilmente angoli relativamente ripidi. La maggior parte delle stampanti è in grado di colmare sbalzi di 50 mm e angoli di stampa di 50º senza errori. Provaci! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CARATTERIZZA I SUPPORTI A seconda del tipo di modello, un cambiamento nel modello di supporto potrebbe essere tutto ciò che serve per una migliore interfaccia del modello di supporto; prova a passare da "Grid" a "Zig Zag". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA DENSITÀ DEL SUPPORTO Nel tuo software slicer cambia la vista in "Layers" e dai un'occhiata alla struttura di supporto. Il software predefinito di solito applica una struttura di supporto densa. Se riduci questa densità, il supporto diventerà più debole, ma fintanto che la tua stampante è regolata con precisione, questo non dovrebbe essere un problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA TEMPERATURA DI STAMPA Ricontrolla l'intervallo di temperatura del filamento e regola la temperatura dell'estremità calda al minimo per il materiale. Ciò può comportare un legame più debole tra gli strati, ma renderà anche più facile la rimozione della struttura di supporto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DOPPIA ESTRUSIONE E MATERIALI DI SUPPORTO SOLUBILI L'uso di una stampante con doppio estrusore può essere la soluzione definitiva. I materiali di supporto solubili in acqua come il PVA sono efficaci e forniscono un modo conveniente per ottenere stampe complesse senza sacrificare completamente la finitura superficiale. Soprattutto, puoi aggiungere supporti alle cavità da cui in precedenza sarebbe stato impossibile rimuovere i supporti del materiale di stampa standard, il che significa che anche le stampe più complesse saranno realizzabili più facilmente. Elenco di controllo dei problemi di stampa 3D: le aree superficiali sotto i supporti sono ruvide Controlla il posizionamento del supporto Verificare la capacità della stampante Caratterizza i tuoi supporti Ridurre la densità del supporto Usa una stampante con doppio estrusore Torna all'Indice Dettagli non stampati correttamente Qual è il problema della stampa 3D? La stampante non riesce a realizzare dettagli o elementi di piccola dimensione. I bordi e gli angoli che dovrebbero essere nitidi e precisi hanno una curva e una "morbidezza". Cosa sta causando questo problema di stampa 3D? Ci sono una serie di problemi che possono influire sulla qualità della stampa quando si tratta di dettagli precisi. La causa più comune di stampe con pochi dettagli è, ovviamente, l'altezza dei layer. Se hai impostato una bassa risoluzione (altezza dello strato elevata) per la tua stampante, non sarai in grado di ottenere stampe lisce, indipendentemente da quanto sia buona la tua stampante. La dimensione dell'ugello è un altro elemento. C'è un equilibrio molto delicato tra le dimensioni dell'ugello e la qualità di stampa fine. In un ambiente di produzione, un ugello da 0.5 mm è l'ideale. Per uso generale invece, un ugello da 0.4 mm va più che bene. Ma se devi ottenere dettagli di un certo livello, l'uso di un ugello da 0.2 mm potrebbe essere ideale. L'ugello più piccolo significherà anche che la tua macchina dovrà essere messa a punto con precisione poiché eventuali problemi verranno amplificati. La temperatura dell'ugello è fondamentale, poiché la tua stampante deve essere in grado di estrudere la plastica senza intoppi. Quando si tratta di dettagli, assicurati che l'ugello sia pulito prima di iniziare, anche il minimo accumulo di filamento o un piccolo blocco si evidenzieranno nella stampa. Anche la velocità di stampa avrà un enorme effetto sui dettagli. Potrebbe essere necessario regolare la velocità della ventola per far fronte all'aumento del tempo di estrusione. Alcune stampanti traggono vantaggio anche dal fatto che la ventola dell'estrusore sia impostata sull'impostazione più bassa (o addirittura spenta). Sebbene i marchi più economici di materiali per stampa 3D possano sembrare uguali, le tolleranze della composizione chimica del diametro possono variare e questa incoerenza verrà evidenziata nella stampa finale. Assicurati di usare materiali di qualità! Verifica infine che il piano di stampa sia livellato. Anche il minimo errore nel livello avrà ripercussioni su tutta la stampa quando si stampa ad alta risoluzione. Risoluzione dei problemi della stampante 3D: dettagli non stampati correttamente SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA RISOLUZIONE Aumenta la risoluzione: un'altezza dello strato inferiore darà alle stampe una finitura più uniforme. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DIAMETRO DELL'UGELLO Più piccolo è il diametro dell'ugello, maggiore è il dettaglio che puoi stampare. Ma un ugello piccolo significa anche tolleranze inferiori, quindi la tua macchina deve essere altamente messa a punto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: FAI MANUTENZIONE ALLA TUA STAMPANTE Qualsiasi attrito aggiuntivo dovuto a barre leggermente disallineate o cinghie allentate sarà immediatamente evidente nella stampa. Assicurati che tutto sia stretto e allineato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PULIRE L'UGELLO Prima di iniziare una stampa dettagliata, assicurati che l'ugello sia pulito. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RALLENTA Riduci la velocità di stampa: una buona estrusione lenta è meno soggetta a errori. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: UTILIZZARE UN FILAMENTO DI QUALITÀ Selezionare il materiale giusto da un produttore di filamenti di qualità è la chiave per stampe di buona qualità. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL PIATTO DI STAMPA EseguI la procedura di calibrazione per verificare che la piattaforma sia livellata. Elenco di controllo dei problemi di stampa 3D: i dettagli fini non vengono stampati correttamente Bassa risoluzione Diametro dell'ugello ridotta Assicurati che tutto sia funzionante e manutenuto Pulisci l'ugello Stampa a bassa velocità Usa un filamento di qualità Controlla il livellamento del piatto Torna all'Indice Depositi e increspature sulle superfici (Ringing) Qual è il problema della stampa 3D? L'effetto delle onde visive o delle increspature sulla superficie di stampa è uno di quei problemi minori e fastidiosi che molti di noi semplicemente trascurano. Ha l'abitudine di andare e venire, e non sembra esserci davvero alcun motivo coerente per il problema. L'effetto è normalmente molto sottile e appare come un'onda o un'increspatura attraverso la superficie della stampa, anche la sua posizione e gravità possono cambiare. A parte un leggero effetto visivo sulla superficie, l'effetto di queste increspature ha poco altro effetto sulla qualità della stampa 3D finale, tranne ovviamente nei casi più gravi. Cosa sta causando questo problema di stampa 3D? Il problema delle onde nelle tue stampe 3D è solitamente dovuto a vibrazioni e velocità. I produttori fanno moltissimo con le loro macchine per assicurarsi che le piccole vibrazioni create dai motori siano ridotte al minimo assoluto. Il peso della macchina aiuta a ridurre al minimo le vibrazioni attraverso la macchina ma non le elimina completamente. Quelle piccole vibrazioni possono viaggiare attraverso gli assi della macchina, rovinando le tue stampe. Questo problema può riscontrarsi soprattutto nelle macchine a grande volume. Le vibrazioni possono anche essere amplificate da scarsa manutenzione e cuscinetti lineari usurati. Controlla regolarmente che la tua stampante sia pulita, priva di sporcizia e ricorda di mantenere le guide oliate. Quando la stampante è spenta controlla la qualità dei cuscinetti lineari e assicurati che il movimento della testina di stampa sia fluido, puoi farlo muovendo la testina con le dita. Assicurati che tutto sia a posto prima di iniziare. Mentre fai manutenzione, assicurati che tutti i bulloni e le punte all'interno della macchina siano in buone condizioni e serrati, soprattutto se hai costruito la macchina da solo. Le onde si presentano anche se stampi troppo velocemente. La soluzione semplice qui è semplicemente ridurre la velocità di stampa, questo risolverà il problema nella maggior parte dei casi. Se hai ancora bisogno di stampare velocemente, prova ad aumentare il flusso e la temperatura di estrusione. Infine, e questo è uno per gli utenti più avanzati, fai attenzone all'accelerazione del firmware. Questo regola la velocità della testa di stampa mentre cambia direzione, la sua funzione è quella di aiutare a prevenire il ronzio. Qui ci sono due funzioni che dovresti guardare e questo cambierà a seconda della macchina. Cerca l'accelerazione e il jerk, ci sono diversi valori elencati, inizia abbassando il jerk e poi l'accelerazione durante la stampa. Risoluzione dei problemi della stampante 3D: depositi e increspature sulle superfici (ringing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LE VIBRAZIONI Assicurati che la superficie che usi per la tua stampante 3D sia solida e mentre la stampante stampa non ci siano vibrazioni. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE I CUSCINETTI I cuscinetti lineari si consumano nel tempo, con la stampante spenta controllare che tutto funzioni ancora senza intoppi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: ASSICURARSI CHE TUTTO SIA STRETTO È incredibile come un bullone allentato possa influire sulla qualità di stampa, come parte della tua routine di manutenzione assicurati che tutto sia serrato e serrato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AGGIUNGERE OLIO Controllare che tutte le aste siano prive di polvere e sporco, quindi aggiungere una goccia di olio per assicurarsi che tutto sia ben lubrificato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RALLENTARE LA STAMPA Ridurre la velocità di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE L'ACCELERAZIONE DEL FIRMWARE Solo per utenti avanzati, controlla il firmware della stampante e regola i valori nel codice per l'accelerazione e jerk, dovrai quindi caricare nuovamente il firmware sulla tua macchina. Elenco di controllo dei problemi di stampa 3D: increspature ed "echi" nella stampa (squilli) Ridurre le vibrazioni Controlla i cuscinetti Assicurati che tutto sia stretto Aggiungere l'olio Rallenta la stampa Regola l'accelerazione del firmware Torna all'Indice Strisce diagonali sulla stampa Qual è il problema della stampa 3D? Le linee appaiono sullo strato superiore della stampa, di solito in diagonale da un lato all'altro. Cosa sta causando questo problema di stampa 3D? Una stampa 3D viene creata disponendo strati successivi, uno dopo l'altro. Man mano che ogni strato viene impostato, la testa di stampa si sposta lungo gli assi X e Y. Una volta completato lo strato, la testa si solleva attraverso l'asse Z e ritorna al punto iniziale per depositare lo strato successivo. È a questo punto che possono verificarsi linee visibili. Queste possono essere causati da una serie di impostazioni della stampante, ma in sostanza il problema è dovuto dall'ugello che graffia fisicamente la superficie. Oppure, potrebbe esserci del filamento caldo che scende dall'ugello e, anche in questo caso, gratta la superficie. L'eccessiva estrusione è un'altra causa meno comune, poiché la testa solleva i trascinamenti in eccesso sulla superficie lasciando una traccia di filamento. Su superfici piane più grandi potresti vedere la linea diagonale sbiadire sulla superficie. Una temperatura troppo alta è una causa meno probabile, ma con alcuni filamenti più economici o più vecchi il calore residuo dell'ugello può portare il filamento a fuoriuscire dall'ugello, lasciando di nuovo una striscia mentre l'ugello si sposta. Risoluzione dei problemi della stampante 3D: strisce diagonali sulla stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RETRAZIONE Prova ad aumentare la quantità di retrazione. Se il problema persiste, dai un'occhiata alla sovraestrusione o alla temperatura dell'ugello. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE L'ESTRUSIONE Il modo in cui si regola la portata del filamento varia a seconda della stampante. Utilizzando Cura e la serie Ultimaker troverai i dettagli del flusso sulla macchina nelle impostazioni del materiale per Ultimaker 2, su Ultimaker 3 li troverai nelle impostazioni personalizzate nel software Cura. Ridurre la portata del 5% e stampare un cubo di calibrazione per verificare se il filamento viene estruso correttamente ed eliminare il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: TEMPERATURA DELL'UGELLO La tolleranza dei filamenti di buona qualità dovrebbe negare il problema in linea di principio, ma se il filamento è rimasto fermo per un po', esposto all'umidità o alla luce solare, potresti scoprire che le tolleranze del filamento alla temperatura si sono ridotte. Diminuire la temperatura dell'hot end di 5 ºC e riprovare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: Z-LIFT Se la testa non si solleva abbastanza in alto dalla superficie della stampa, l'ugello stesso può causare cicatrici mentre si sposta da uno strato all'altro. Ci sono impostazioni Z-lift o Z-hop, altrimenti aumenta Z-Hop o Z-Lift con incrementi di 0,25 mm. Elenco di controllo dei problemi di stampa 3D: strisce diagonali sulla stampa Usa la retrazione Controlla l'estrusione Abbassa la temperatura dell'ugello Usa lo z-hop Torna all'Indice Stampa filamentosa, che collassa (sovraestrusione) Qual è il problema della stampa 3D? Sovraestrusione significa che la stampante fornisce più materiale del necessario. Ciò si traduce in materiale in eccesso all'esterno del modello stampato. Cosa sta causando questo problema di stampa 3D? In genere, l'impostazione del moltiplicatore di estrusione o del flusso nel software di slicing è troppo alta. Risoluzione dei problemi relativi alla stampa 3D: stampa filamentosa, che collassa (sovraestrusione) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: MOLTIPLICATORE DI ESTRUSIONE Apri il tuo software slicer e verifica di aver selezionato il moltiplicatore di estrusione corretto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: IMPOSTAZIONE DEL FLUSSO Se tutto sembra corretto, diminuire l'impostazione Flusso nel software della stampante. Elenco di controllo dei problemi di stampa 3D: stampa filamentosa, che collassa (sovraestrusione) Verifica di avere le impostazioni corrette del moltiplicatore di estrusione Diminuire le impostazioni del flusso del filamento Torna all'Indice Strati sottili e deboli (sottoestrusione) Qual è il problema della stampa 3D? "Sottoestrusione" significa che non si fornisce materiale sufficiente per la stampa. La sottoestrusione si riconosce in diversi modi, in particolare dagli strati sottili, strati mancanti del tutto o fessure non volute. Cosa sta causando questo problema di stampa 3D? Ci sono diverse possibili cause. Innanzitutto, il diametro del filamento utilizzato non corrisponde al diametro impostato nel software di slicing. In secondo luogo, la quantità di materiale estruso è troppo bassa a causa di impostazioni errate del software dello slicer. Oppure il flusso del materiale in uscita attraverso l'estrusore è limitato dallo sporco nell'ugello. Risoluzione dei problemi relativi alla stampa 3D: strati sottili e deboli (sottoestrusione) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE IL DIAMETRO DEL FILAMENTO Verifica se hai impostato il diametro del filamento corretto nel software di slicing. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: MISURARE IL FILAMENTO Se ancora non ottieni i risultati desiderati e il flusso del filamento è il problema, usa un set di calibri per ricontrollare il diametro del filamento. Dovresti essere in grado di modificare accuratamente le impostazioni del diametro del filamento nelle impostazioni del software slicer. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA PRESENZA DI DETRITI NELL'HOT-END Dopo la stampa, la maggior parte delle stampanti solleverà la testina di stampa dalla base di stampa. Controllare rapidamente che l'ugello sia libero da un accumulo di filamenti e sporco. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: IMPOSTARE IL MOLTIPLICATORE DI ESTRUSIONE Se non c'è discrepanza tra il diametro effettivo del filamento e l'impostazione del software, allora il moltiplicatore di estrusione (noto anche come portata o compensazione del flusso) potrebbe essere troppo basso. Ogni applicazione slicer lo gestirà in modo leggermente diverso, ma il principio è aumentare questo valore in incrementi del 5% finché non vedi che il problema è scomparso. Elenco di controllo dei problemi di stampa 3D: sottoestrusione Controlla il diametro del filamento Utilizzare calibri per misurare il diametro del filamento Verificare che l'hot end sia pulito Regola il moltiplicatore di estrusione con incrementi del 5%. Torna all'Indice Accumulo di materiale nella superficie superiore (pillowing) Qual è il problema della stampa 3D? La superficie superiore della stampa mostra materiale in eccesso, fori o strisce antiestetiche. Cosa sta causando questo problema di stampa 3D? Le due cause più comuni sono il raffreddamento improprio dello strato superiore e il fatto che la superficie superiore non sia abbastanza spessa. Risoluzione dei problemi relativi alla stampa 3D: Accumulo di materiale nella superficie superiore (pillowing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LA POSIZIONE DELLA VENTOLA Verifica che le ventole attorno all'hot-end girino bene, specialmente nella fine della stampa. Se sembrano funzionare correttamente, il problema potrebbe essere che non dirigono un flusso d'aria sufficiente sulla stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: IMPOSTARE LA VELOCITÀ DELLA VENTOLA IN G-CODE Un g-code comune per Fan On è M106 ed è M107 Fan Off. M106 avvia la ventola e S255 la imposta al massimo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LO SPESSORE DELLO STRATO SUPERIORE La soluzione più semplice è aumentare lo spessore dello strato superiore. Assicurati di avere almeno 4 strati di materiale pieno. Elenco di controllo dei problemi di stampa 3D: accumulo di materiale nella superficie superiore (pillowing) Assicurati che le ventole siano a regime e in posizione Imposta manualmente la velocità della ventola Aumenta lo spessore dello strato superiore Torna all'Indice Stampa filamentosa o pelosa (stringing) Qual è il problema della stampa 3D? Il modello si presenta peloso, con filamenti sottili attaccati alle superfici esterne. Cosa sta causando questo problema di stampa 3D? Quando la testa di stampa si sposta con movimenti di travel, il filamento gocciola dall'ugello lasciando dei residui. Risoluzione dei problemi di stampa 3D: stampa filamentosa o pelosa (stringing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: ABILITARE LA RETRAZIONE La retrazione è fondamentale quando si tratta di qualità della finitura e può essere abilitata attraverso la maggior parte dei software di slicing. La sua funzione è piuttosto semplice e funziona ritraendo il filamento nell'ugello prima che la testa si muova. L'idea è che eviti che il filamento fuso scenda dall'ugello quando ci sono movimenti senza estrusione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CORSA MINIMA (MM) La riduzione della corsa minima è di solito la soluzione più rapida se la retrazione standard non sta facendo il lavoro. Riduci il valore in incrementi di 0,5 mm. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: TOGLI I FILI MANUALMENTE Questa non è la soluzione più elegante, ma sicuramente la più rapida e semplice. Elenco di controllo dei problemi di stampa 3D: stampa filamentosa o pelosa (stringing) Abilita la retraction Regolare la corsa minima prima che inizi la retrazione Pulisci il modello manualmente Torna all'Indice Poca precisione dimensionale Qual è il problema della stampa 3D? I modelli che stampi non hanno precisione dimensionale rispetto i modelli digitali originari. I fori vengono deformati. Le superfici a incastro sono deformate o non combaciano. Cosa sta causando questo problema di stampa 3D? Il problema potrebbe derivare da una progettazione digitale non fatta correttamente. Spesso si modella pensando a come si vuole il modello fisico senza considerare il processo di fabbricazione. Nella stampa 3D devi considerare la deposizione del materiale, i flussi di estrusione, eventuali eccessi o mancanze di materiale, movimenti bruschi e la dimensione dell'ugello, ecc. Se i fori non sono tondi, ma magari escono ovali, forse c'è un problema con le cinghie. Risoluzione dei problemi della stampante 3D: poca precisione dimensionale SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE L'UNITÀ DI MISURA DI LAVORO Nel tuo software di stampa 3D assicurati di aver selezionato le dimensioni reali e l'unità di misura corrette. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RICONTROLLA LE MISURAZIONI Se stai progettando una parte che deve connettersi con altri oggetti, ricontrolla le tue misure e usa un calibro digitale. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FORI DELLE VITI SOVRADIMENSIONATI Se stai facendo un foro per una vite, crea una vite M5 3D virtuale con un diametro leggermente più grande di quello che dovrebbe essere e usala per estrarre/creare una sottrazione booleana dal modello in cui vuoi che appaia il foro. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE IL NUMERO DI POLIGONI Ridurre il numero di poligoni dei tuoi modelli può causare problemi con i bordi leggermente appiattiti. Assicurati di mantenere i poligoni entro un conteggio ragionevole per sfumature più uniformi e migliori adattamenti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PROVA LA PRECISIONE DELLA STAMPANTE CON TEST CUBE Usa un cubo di calibrazione della stampa 3D per controllare le dimensioni X, Y e Z della tua stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA DELL'UGELLO Prova a ridurre la temperatura di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE CINGHIE E BINARI Controllare la tensione di ogni cinghia e assicurarsi che tutti gli assi siano diritti e correttamente allineati. Elenco di controllo dei problemi di stampa 3D: accuratezza delle dimensioni di stampa Controlla le dimensioni Ricontrolla le misure Assicurati che le parti siano dimensionate correttamente Mantieni alto il numero di poligoni Controllare la temperatura dell'ugello Controllare le cinghie e le guide Torna all'Indice La stampa si sposta e risulta disallineata Qual è il problema della stampa 3D? Ottieni un effetto a gradini nella stampa. Gli strati sono disallineati o proprio staccati tra di loro in direzione longitudinale. Cosa sta causando il problema della stampa 3D? Le cinghie o i motori potrebbero perdere dei passi durante la stampa. L'estrusore potrebbe bloccarsi e perdere movimenti. Il piatto di stampa potrebbe avere vibrazioni. Potrebbe esserci qualcosa dentro la stampante che causa blocchi improvvisi. Se stampti troppo velocemente le guide potrebbero perdere passi. Risoluzione dei problemi relativi alla stampa 3D: la stampa si sposta e risulta disallineata SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE CHE LA STAMPANTE ABBIA UNA BASE STABILE Posizionare la stampante su una base stabile e in un luogo in cui eviterà urti e manipolazioni in genere. Anche una piccola spinta della stampante può spostare la base di stampa e causare problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE IL PIANO DI STAMPA SIA SICURO Molte stampanti 3D utilizzano una qualche forma di letto di stampa staccabile. Anche se questo è utile quando si tratta di rimuovere le stampe ed evitare danni alla stampante, significa anche che nel tempo i fermagli e le viti possono allentarsi. Assicurarsi che quando si reinstalla la piattaforma di stampa sia agganciata o imbullonata saldamente in posizione per evitare scivolamenti o movimenti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PRESTARE ATTENZIONE AGLI STRATI SUPERIORI DEFORMATI Gli strati superiori di una stampa possono facilmente deformarsi se raffreddati troppo velocemente. Man mano che gli strati si deformano, si sollevano e possono causare un'ostruzione all'ugello mentre si muove. Nella maggior parte dei casi la stampa si stacca dalla piattaforma, ma in caso contrario i potenti motori passo-passo possono spingere la stampa e la piattaforma in giro. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI STAMPA Riduci la velocità di stampa per evitare che le guide o le cinghie perdano passi durante la stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LE CINGHIE Controlla la tensione delle cinghie. Se c'è un bel po' di gioco nelle cinghie allora è il momento di sostituirle con delle nuove. Anche le cinghie troppo strette possono essere un problema, ma questo di solito è solo un problema se hai costruito la macchina da solo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE GLI ACCOPPIATORI DI TRASMISSIONE Questi sono solitamente collegati direttamente a un motore passo-passo e a una delle aste principali che aziona la testina di stampa. Se ruoti con attenzione l'accoppiatore vedrai un piccolo grano. Tieni l'asta e afferra la cinghia attaccata, quindi tira la cinghia e prova a forzare la rotazione della puleggia. Dovresti scoprire che non c'è slittamento tra l'accoppiatore e lo stepper o l'asta. Se c'è, stringere la vite senza testa e riprovare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PULIRE E OLIARE LE ASTE Nel corso del tempo i detriti possono accumularsi sulle aste, il che significa che in alcuni punti lungo la loro lunghezza incontrano un aumento dell'attrito. Ciò può influire sul libero movimento della testa e causare lo spostamento degli strati. Una rapida pulizia e rilubrificazione delle aste di solito risolve il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI ASTE DEFORMATE Se vedi che la testina di stampa vibra in determinati punti, potrebbe essere che una delle aste si sia leggermente piegata. Di solito puoi dirlo spegnendo la macchina in modo che non ci sia alimentazione attraverso gli stepper e quindi spostando la testa di stampa attraverso gli assi X e Y. Se senti resistenza, allora sai che qualcosa non va. Inizia vedendo se le aste sono allineate, se lo sono, rimuovi le aste e falle rotolare su una superficie piana. Se qualcosa è piegato, sarà abbastanza chiaro. Elenco di controllo dei problemi di stampa 3D: la stampa presenta offset in alcuni punti Verificare che la stampante sia su una base stabile Verificare che il piano di stampa sia ben saldo Fai attenzione agli strati superiori deformati Riduci la velocità di stampa Controlla le cinghie Controllare gli accoppiatori di trasmissione Controllare che le aste siano pulite e applicare dell'olio Verificare la presenza di aste deformate Torna all'Indice Ponti e bridge stampati male Qual è il problema della stampa 3D? I ponti sono essenzialmente un tratto di plastica che viene estruso tra due sostegni. Quando provi a coprire piccoli bridge il filamento cola per gravità, si arriccia o si aggrappa al modello. Anche nei bridge di appena 1-3 mm hai problemi di filamento arricciato o colato. La maggior parte dei filamenti sono performanti nel bridging e con una stampante ottimizzata la distanza raggiungibile durante il bridging può essere sorprendente. Cosa sta causando questo problema di stampa 3D? Andare a fondo dei problemi di bridging è di solito abbastanza facile e gran parte della diagnosi passa attraverso l'aspetto del bridge fallito. Nota che il modo in cui diverse applicazioni slicer gestiscono il bridging è molto diverso. Se i parametri legati ai bridge non sono impostati in modo ottimale, è inutile che tu prova a ottenere risultati migliori. Se il ponte che stai cercando di coprire è troppo grande, allora avrai sempre problemi. Devi scoprire quali sono i limiti della tua stampante e puoi farlo eseguendo semplici test. Il raffreddamento è un altro problema importante, il filamento deve essere raffreddato rapidamente per potersi sostenere tra le due colonne. La velocità di estrusione è altrettanto importante, se la testa di stampa si muove troppo velocemente, la velocità e le vibrazioni causeranno inevitabilmente instabilità prima che il filamento si sia solidificato. Una temperatura di estrusione troppo elevata risulterà spesso in bridging pessimo, mostrando ancora una volta il cedimento del filamento. Risoluzione dei problemi della stampante 3D: ponti e bridge stampati male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE I PARAMETRI DI BRIDGING Fai dei test di stampa aggiustando i parametri di stampa legati al bridging. Puoi usare questo modello 3D gratuito per fare i test. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AGGIUNGERE SUPPORTI Una soluzione rapida e semplice consiste nell'aggiungere dei supporti sotto la struttura a sbalzo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA VELOCITÀ DELLA VENTOLA Aumenta la velocità della ventola di estrusione per garantire che il filamento si raffreddi rapidamente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: DIMINUIRE LA VELOCITÀ DI ESTRUSIONE L'estrusione rapida è un no assoluto quando si tratta di creare un ponte, è necessario un processo lento e costante poiché il filamento deve avere il tempo di stabilizzarsi man mano che la distanza viene superata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE SIMPLIFY3D Questo software di stampa 3D presenta un'opzione di bridging molto avanzata e riconoscerà automaticamente tutte le aree della stampa che richiedono un raffreddamento maggiore e velocità di estrusione inferiori. Lista di controllo dei problemi di stampa 3D: i ponti sono disordinati Controlla le capacità di bridging Aggiungi supporti Aumenta la velocità della ventola Diminuire la velocità di estrusione Usa Simplify3D Torna all'Indice Problemi di stampa 3D FDM: problemi generici Hai stampato correttamente e la stampa ha un bell'aspetto, ma c'è ancora un problema. Ecco i problemi di stampa 3D che non rientrano in nessuna delle categorie precedenti. Torna all'Indice La stampa non si stacca dal piano di stampa Qual è il problema della stampa 3D? Il modello in stampa non stacca dal piatto a fine stampa, è impossibile rimuoverlo. Il modello tende a rompersi in altri punti durante la rimozione dal piatto di stampa. Cosa sta causando questo problema di stampa 3D? Il piatto di stampa non è livellato correttamente. Il filamento ha aderito a colle o fori presenti nel piatto, diventando un tutt'uno con questi elementi. La temperatura del piatto è troppo alta e ha fatto aderire il materiale a colle o materiali superficiali. Risoluzione dei problemi della stampante 3D: la stampa non si stacca dal piatto di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ABBI UN PO' DI PAZIENZA Attendo che la stampa si raffreddi completamente. Dopo un po' di tempo di raffreddamento, potrebbe rilasciarsi spontaneamente. Man mano che il filamento si raffredda, si solidifica, perdendo l'appiccicosità necessaria per l'adesione degli strati, compreso quello alla base. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE UNA SPATOLA Puoi trovarne una in qualsiasi negozio di ferramenta. Agisci con attenzione e cura per evitare rotture. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PULIRE LA PIATTAFORMA DI STAMPA Se la tua piattaforma di stampa è sporca di colla, probabilmente è il momento di pulirla perché rischi che le stampe aderiscano troppo a questi residui di materiale. Passala sotto l'acqua calda (non bollente) e usa delicatamente una spatola per raschiare via l'eventuale colla superficiale. fai la stessa operazione se il modello non si stacca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INCOLLALO NEL FORNO Se hai un piatto di stampa in vetro o un'altra piattaforma resistente al calore senza plastica o componenti elettronici attaccati ed è possibile rimuoverlo dalla stampante, inseriscilo nel forno. Imposta la temperatura a 100º e poi usa una spatola per vedere se riesci a spostare la stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: NON UTILIZZARE FILAMENTI ECONOMICI I migliori filamenti non reagiscono chimicamente con altri materiali. Usa solo materiali di qualità! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PRATICARE DEI FORI Ciò richiede un po' di accortezza, ma creando alcuni fori nel design della base di stampa si può evitare un po' di adesione causata dall'eccessiva superficie di contatto. Elenco di controllo dei problemi di stampa 3D: la stampa è bloccata sul piano di stampa Attendi che il modello si raffreddi e ritiri un po' Usa una spatola Pulisci sempre la piattaforma di stampa Inserisci il piatto di stampa nel forno Non usare filamenti economici Fai dei buchi nel modello digitale Torna all'Indice Problemi di stampa 3D a resina: non viene stampato nulla Gli dei della stampa 3D ti guardano male. Hai passato mezz'ora a posizionare meticolosamente i supporti per cercare di assicurarti il successo, ma ora nulla si attacca al piano di stampa. E l'ingiustizia di tutto ciò? Probabilmente hai dovuto aspettare centinaia di strati per accorgertene. Torna all'Indice Resina troppo fredda Qual è il problema della stampa 3D? Proprio come alcuni filamenti di stampa 3D FDM, la temperatura ambiente può svolgere un ruolo importante nel determinare se una resina fotopolimerica si fisserà durante il processo di stampa SLA. Se la resina è troppo fredda, è improbabile che si indurisca e, in tal caso, si indurirà in modo incoerente, con conseguenti stampe parziali e scarsa adesione della lastra. Cosa sta causando questo problema di stampa 3D? La resina viene stampata a temperatura non consona. Per alcune resine possono essere necessarie temperature fino a 25-30 gradi Celsius. Risoluzione dei problemi della stampante 3D: resina troppo fredda SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SPOSTARE LA STAMPANTE IN UNA STANZA PIÙ CALDA Spostare la stampante in una stanza più calda vicino a una fonte di calore potrebbe essere sufficiente per raggiungere quel punto ottimale e solidificare le stampe in resina. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INVESTI IN UNA SOLUZIONE DI RISCALDAMENTO DELLA CAMERA Le stampanti SLA professionali hanno un sistema di riscaldamento della camera di stampa. Non è un caso, infatti, perché su queste macchine il problema della temperatura non deve esistere. Puoi provare a emulare questo sistema, provando a scaldare la camera di stampa della tua stampante. Lista di controllo dei problemi di stampa 3D SLA: resina troppo fredda Spostare la stampante in una stanza calda Trova un modo per riscaldare la camera Torna all'Indice Stampa debole, che si stacca o con residui Qual è il problema della stampa 3D? La stampa si stacca, presenta striature, layer staccati o residui. Nella stampa 3D SLA, una sorgente di luce UV, tipicamente un laser, indurisce la resina fotopolimerica. Proprio come la pellicola fotografica richiede una quantità significativa di esposizione alla luce affinché l'immagine venga catturata, così anche la resina deve essere esposta alla quantità appropriata di luce UV prima che si indurisca. Se la fonte luminosa non agisce a sufficienza, il materiale non indurisce. Cosa causa questo problema di stampa 3D? La sottoesposizione, a causa del laser che si muove troppo velocemente o di un laser sottodimensionato, non produrrà alcuna stampa o stampe deboli che non sono sufficientemente rigide per resistere alla forza di pelatura della tua macchina. Risoluzione dei problemi della stampante 3D: stampa debole, che si stacca o con residui SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DELLA STAMPANTE 3D: RIDURRE LA VELOCITÀ DI STAMPA A seconda della stampante SLA in uso, potrebbe essere possibile rallentare la velocità di stampa nelle impostazioni di slicing. Elenco di controllo dei problemi di stampa 3D SLA: stampa troppo veloce Diminuire la velocità di stampa Torna all'Indice Problemi di stampa 3D a resina: la mia stampa non è riuscita Ci sono una serie di possibili cause: vediamole. Torna all'Indice Il modello non aderisce al piano di stampa Qual è il problema della stampa 3D? La tua base di supporto non si attacca alla lastra di stampa. O si stacca parzialmente o si separa completamente e rimane a galleggiare attorno al serbatoio resina. Cosa causa questo problema di stampa 3D? Ci sono una serie di ragioni per cui questo può accadere. In primo luogo, è possibile che il modo in cui la tua stampante 3D SLA si riposiziona sullo strato di stampa successivo generi una forza maggiore di quella che puoi gestire con la stampa. L'effetto di aspirazione esercitato sulle stampe ogni volta che la lastra di stampa e il fondo della vasca di resina si separano per riposizionarsi può essere esagerato. A seconda del meccanismo con cui la tua stampante esegue questa azione, ci sono alcuni trucchi che puoi fare per ridurre al minimo o almeno mitigare questa attrazione. Potrebbe essere che la resina semplicemente non sia abbastanza calda. Risoluzione dei problemi della stampante 3D: il modello non aderisce al piatto di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIPOSIZIONA LA STAMPA Posizionare stampa in un'area della lastra di stampa soggetta a una minore forza di sfregamento può in qualche modo aiutare la stampa a ottenere un buon legame con la lastra di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE LA VASCA Assicurati che la vasca e il piatto di stampa siano ben livellati. A volte non ci si rende conto di disallineamenti importanti. Cerca qualche tipo di istruzione per il livellamento del letto per la tua stampante o passaggi di calibrazione avanzati e provali. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA Prova a riscaldare la resina e la camera di stampa in qualche modo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LO STRATO DI INTERFACCIA DELLA VASCA DI RESINA Molte stampanti 3D SLA utilizzano un sottile strato di materiale simile al gel sul fondo della vasca di resina acrilica per fungere da strato di interfaccia. È inevitabile che, nel tempo, l'usura possa portare a una stampa scadente, rendendo alcune aree della lastra di stampa non più praticabili su cui stampare. La soluzione è sostituire lo strato di interfaccia, acquistare un nuovo strato di interfaccia se disponibile o, in caso contrario, una nuova vasca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FILTRA LA RESINA È buona norma setacciare la vasca dopo ogni stampa non solo per catturare delle particelle e rimuoverle, ma anche per rimuovere l'eventuale resina fissata sul fondo della vasca Elenco di controllo dei problemi di stampa 3D SLA: stampe che non aderiscono alla lastra di stampa Livella la tua vasca per resina Riposiziona il tuo modello per la stampa Controlla la temperatura della resina Controllare il livello dell'interfaccia della vasca Filtra la resina Carteggiare il piatto di stampa Torna all'Indice Una parte della stampa o dei supporti è staccata o spostata Qual è il problema della stampa 3D? Ad un certo punto durante la stampa, un pezzo della resina indurita si è spostato, separandosi completamente o spostandosi abbastanza da interferire e rovinare le altre parti della stampa. Cosa causa questo problema di stampa 3D? Potrebbe essere che ciò che stai stampando sia orientato in modo errato per resistere alle forze che si attivano nella vasca quando il materiale, dopo essere stato colpito dalla fonte luminosa, deve staccarsi dalla pellicola in FP o dal vetro sul fondo della vasca. La conseguenza è che si creano movimenti distorsivi che causano la separazione di parti o supporti. Tale movimento nella parte causerà la formazione di strati successivi sull'interfaccia della vasca, piuttosto che sulla stampa stessa, oppure con residui di plastica sul fondo della vasca. In alternativa, forse la tua stampa è posizionata correttamente, ma le tue strutture di supporto non sono abbastanza forti. Risoluzione dei problemi della stampante 3D: una parte della stampa o dei supporti è staccata o spostata SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: STAMPE VUOTE DI GRANDI DIMENSIONI Per i modelli che presentano un'ampia superficie in qualsiasi punto della loro stampa, dovresti prendere in seria considerazione l'idea di svuotarli (e aggiungere fori di drenaggio) ove possibile. Ciò significa che invece di forzare una grande superficie piatta a staccarsi dal fondo della vasca di resina ad ogni cambio di strato, si sta invece staccando ogni volta un contorno più sottile del modello. Ciò richiede molta meno forza ed è meno probabile che separi la tua stampa, anche se funziona meglio se aggiungi fori di drenaggio utilizzando il tuo software di modellazione/slicing. Senza buchi aggiunti alle masse solide della tua stampa, intrappolerai la resina non fissata all'interno. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SUPPORTI PIÙ FORTI Se il tuo modello sembra buono da stampare, ma sospetti che la forza di distacco sia ancora responsabile delle stampe fallite, il passaggio successivo che suggeriamo è rafforzare i tuoi supporti. Aumenta la larghezza delle punte in cui il supporto incontra la parte stampata di una frazione di millimetro e aggiungi dei montanti tra di loro se non l'hai già fatto. Potresti anche prendere in considerazione l'aggiunta di più supporti se non ti dispiace la prospettiva di una maggiore pulizia post-elaborazione una volta che la stampa è stata curata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICA/PROTEGGI LA PIATTAFORMA DI STAMPA È possibile che la tua piattaforma di stampa non sia adeguatamente protetta. Man mano che la stampante svolge la propria attività spostando la piattaforma strato dopo strato, lievi variazioni di posizione dovute allo spostamento della piattaforma potrebbero causare il disallineamento degli strati e la loro separazione (delaminazione). SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIORIENTARE LA STAMPA Spesso un problema di stampa SLA può essere risolto con un migliore orientamento del modello. Questo non solo può migliorare la qualità delle tue stampe, ma può anche ridurre le sollecitazioni nella vasca e aumentare le possibilità di stampare con successo il modello. Per un orientamento ottimale del modello, è necessario considerare quanto segue: Posizionamento. Molte, se non tutte, le stampanti 3D a resina dal basso verso l'alto presentano una qualche forma di meccanismo di distacco per separare la lastra di stampa dal fondo della vasca di resina durante il riposizionamento sull'asse Z per lo strato successivo. A seconda del metodo utilizzato dalla stampante, è possibile che la forza di distacco cambi nell'area della lastra di stampa. Se è così, puoi aumentare la probabilità che la stampa sopravviva alle forze posizionandola in un'area soggetta a una forza di distacco più debole. Sostieni le sporgenze. Come per la stampa 3D FDM, le sporgenze gravi devono avere una qualche forma di supporto per stampare correttamente. Con alcuni modelli 3D, puoi mitigare la necessità di alcuni inclinando il tuo modello, diminuendo gli angoli di sporgenza nel processo e rendendoli fattibili per la stampa senza supporto. Punti minimi (o minimi). Come per le sporgenze che necessitano di supporti, i punti minimi sono parti isolate della tua stampa che non sono direttamente collegate al corpo di una stampa. Pensa a una persona con le braccia lungo i fianchi che stampano nella direzione giusta: i polpastrelli sarebbero considerati minimi, poiché iniziano a stampare separati dal corpo, con le braccia che si materializzano in alto e si collegano alle spalle. Tali minimi richiedono supporti, altrimenti è molto probabile che si stacchino e galleggino liberi nella tua vasca di resina. In alternativa, puoi eliminare la necessità di supportare i minimi con l'orientamento tattico del modello (girare la persona per stampare prima la testa rimuove i minimi, mentre il corpo si assottiglia verso le braccia e, infine, i piedi). Fori di drenaggio. il modello che stai pianificando di stampare potrebbe presentare dei vuoti rivolti verso la vasca di stampa, specialmente se si tratta di un modello di grandi dimensioni che hai scavato. Una tale caratteristica può causare un enorme problema di forza di distacco eccessiva per superare la stampa (con ogni probabilità rovinando la stampa durante il processo). Se la il vuoto è poco profondo, l'angolazione della stampa potrebbe essere sufficiente per ridurre al minimo l'effetto. La soluzione alternativa consiste nell'aggiungere fori di drenaggio al modello nel software di modellazione preferito, che consentirebbe alla resina di fluire attraverso ogni cambio di strato. Elenco di controllo dei problemi di stampa 3D SLA: parte della stampa staccata/spostata Grandi stampe cave Aggiungi supporti più forti Controlla/proteggi la piattaforma di stampa Riorienta la stampa Torna all'Indice Problemi di stampa 3D a resina: stampa di bassa qualità La stampante ha lavorato tranquillamente per ore e ore e ha terminato con successo la sua stampa. Il problema è che idettagli non si vedono, non si leggono o proprio non vengono stampati. Torna all'Indice Strati separati (delaminazione) Qual è il problema della stampa 3D? Ci sono aree della stampa che sono diventate in qualche modo sfilacciate, come se la stampa si sta staccando dagli strati e non si lega bene/per niente. Gli strati non sono legati tra di loro, le superfici presentano fessure, pellicole di resina, residui superficiali. Cosa sta causando questo problema di stampa 3D? Quando gli strati di una stampa SLA non si legano bene (noto come delaminazione), possono esserci un paio di cause. In primo luogo, è possibile che tu non abbia orientato la tua stampa abbastanza bene da evitare i minimi. Queste parti vengono stampate separatamente da ciò che è stato fissato alla piattaforma di stampa e come tali si staccano. Oltre allo spostamento di parti non supportate, detriti, resina mal miscelata e problemi di ghosting sulla vasca stessa possono essere causa di delaminazione. Questi sono tutti facili da affrontare. Inoltre, la delaminazione potrebbe verificarsi dopo una stampa riuscita durante la fase di post-elaborazione. Se il tuo materiale ha un legame degli strati particolarmente debole, lasciare la parte in IPA per il lavaggio per troppo tempo potrebbe indebolire ulteriormente gli strati e causare la rottura della parte. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SUPPORTI Assicurati di generare supporti per tutti gli angoli e i punti severi che non sono direttamente collegati alla stampa principale nel loro punto più alto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE IL PERCORSO DEL LASER SIA LIBERO Controlla che la resina su cui stai stampando sia "pulita" e priva di detriti. Verifica lo stato del fondo della vasca. Se questa non è la prima stampa nella tua vasca attuale, verifica la presenza di ghosting sullo strato di interfaccia nella tua vasca di resina. I segni deboli delle stampe precedenti sono senza dubbio visibili e nel tempo questi possono diventare un'ostruzione sufficiente perché il laser causi stampe più deboli o addirittura fallite. In caso, acquista una nuova vasca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: NON BAGNARE LE PARTI IN ALCOOL ISOPROPILICO PER TROPPO TEMPO Se sospetti che la tua parte abbia strati deboli di legame, lavarla troppo a lungo in alcool isopropilico può indebolirla ulteriormente. Mantieni il tuo ciclo di lavaggio IPA al minimo, agitando rapidamente e delicatamente la resina non fissata prima di risciacquare in acqua. Elenco di controllo dei problemi di stampa 3D SLA: i livelli si sono separati Usa i upporti Controllare il percorso del laser per eventuali ostacoli Pulizia minima in IPA Torna all'Indice Superfici esfoliate o con pezzi sottili di stampa attaccati (ragging) Qual è il problema della stampa 3D? Scaglie di resina indurita si sono incorporate nella tua stampa, dando una brutta finitura superficiale con superfici che non fanno parte del modello. Cosa causa questo problema di stampa 3D? La probabile causa di queste scaglie indesiderate nelle stampe è un percorso ottico poco chiaro. A volte il laser può diffondersi, "perdendo" nella resina al di fuori del punto che dovrebbe essere fissato. Anche la resina depositata, la resina offuscata con particelle di grandi dimensioni provenienti da stampe precedenti o piani macchiati o sporchi tra il laser e la resina possono contribuire al problema. Risoluzione dei problemi relativi alla stampa 3D: irregolarità ed esfoliazioni (ragging) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FILTRA LA TUA RESINA Elimina eventuali particelle di resina indurita dalle stampe precedenti facendola passare attraverso un filtro. Questi filtri in carta e rete catturano particelle di grandi dimensioni che potrebbero altrimenti offuscare la resina durante il processo di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: MESCOLA LA TUA RESINA Se la tua resina è rimasta nella vasca per alcuni giorni, potrebbe essersi divisa nelle sue componenti: il pigmento in uno strato e il fotopolimero nello strato superiore. Mescola la resina, assicurandosi che il pigmento e il fotopolimero siano distribuiti uniformemente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE/PULIRE IL PERCORSO OTTICO A seconda della tua macchina, potresti essere in grado di accedere alla barriera interna trasparente che protegge i laser/galvanometri. Se puoi, controlla che sia privo di polvere, impronte digitali e altri contaminanti che potrebbero impedire il passaggio pulito del laser. Elenco di controllo dei problemi di stampa 3D SLA: piccoli dischi e alette attaccati alla stampa Filtra la tua resina Rimescola la tua resina Controllare/pulire il percorso ottico Torna all'Indice Stampa poco dettagliata Qual è il problema della stampa 3D? I dettagli del modello stampato non sono corretti dimensionalmente come nel file digitale. I dettagli non si leggono e spariscono del tutto. I dettagli accumulano materiale sulle loro superfici, diventando impossibili da leggere. Cosa sta causando questo problema di stampa 3D? La sotto e la sovraesposizione possono influire su un modello anche se viene stampato correttamente. Anche se il tempo di esposizione può essere abbastanza lungo da consentire al modello di aderire alla piastra di costruzione e stampare, se la sorgente luminosa non ha tempo sufficiente per polimerizzare completamente la geometria desiderata, piccoli dettagli potrebbero perdersi o essere troppo deboli per resistere al successivo lavaggio IPA. Al contrario, se il tempo di esposizione dello strato è troppo elevato, si verificherà una sovraesposizione in cui la sorgente luminosa indurisce più resina di quanto desiderato e sbiadisce i bordi taglienti o chiude piccoli fori e canali. Anche i residui di resina semipolimerizzata sulle stampe dopo il lavaggio IPA sono un indicatore di sovraesposizione e possono essere regolati gestendo il tempo di esposizione dello strato nel software o sulla macchina stessa, a seconda del modello. Sia la sovra che la sottoesposizione si tradurranno in imprecisioni dimensionali e perdita di dettagli fini, per cui vale la pena trovare il tempo di esposizione dello strato ottimale per le stampe più accurate possibili. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CALIBRAZIONE Esiste un'ampia gamma di file di calibrazione offerti dai produttori di resine e stampanti, nonché da appassionati privati, che rendono la calibrazione del tempo di esposizione dello strato semplice e diretta. Eseguire una configurazione di calibrazione è generalmente una buona pratica quando si roda una nuova stampante 3D e ogni volta che viene utilizzata una nuova resina. Coloranti come pigmenti e altri contaminanti possono anche influenzare i valori di esposizione. Elenco di controllo dei problemi di stampa 3D SLA: stampa poco dettagliata Controlla la risoluzione minima dei dettagli della tua stampante 3D Eseguire un test di calibrazione Mantenere la pulizia in IPA al minimo Torna all'Indice
Questa è una guida completa alla risoluzione dei problemi di stampa 3D. Qui trovi tutti i comuni problemi di stampa 3D e le loro soluzioni, sia per la stampa 3D FDM che resina. Stampare in 3D è davvero emozionante. A volte però può capitare di riscontrare problemi di stampa, dove magari anche un modello semplice e banale non riesce a essere stampato con successo. Ci siamo passati tutti, ogni tanto capita. Le stampanti 3D a filamento e le stampanti 3D a resina possono dare problemi di stampa ma, con un po' di esperienza e la giusta guida, tutto è risolvibile. Per questo motivo ho deciso di raggruppare tutti i più comuni problemi di stampa 3D in un'unica guida. Qui trovi la soluzione a problemi di deformazione, ritiro, adesione al piatto di stampa e ad altri errori di stampa 3D, non solo per la stampa 3D FDM ma anche per la stampa 3D a resina. La guida è divisa in una serie di capitoli che ti aiuteranno a trovare più velocemente la soluzione al tuo problema. In questa guida: > Problemi di stampa 3D FDM: non viene stampato niente Filamento esaurito Ugello troppo vicino al piano di stampa Ugello bloccato La testa di stampa si sposta fuori dal piano Filamento spezzato Filamento mangiato > Problemi di stampa 3D FDM: la mia stampa non è riuscita Estrusione interrotta a metà stampa La stampa non si attacca al piano di stampa Supporti deboli o collassati > Problemi di stampa 3D FDM: stampa di bassa qualità Problemi al primo strato di stampa Primo strato schiacciato (zampa di elefante) Ritiri e deformazioni al primo strato di stampa Riempimento incompleto o stampato male Fessure tra riempimento e perimetri esterni Infill visibile attraverso i perimetri Crepe e delaminazione nei modelli alti Strati sfalsati o disallineati Mancanza di strati Stampa disallineata Le parti a sbalzo sono gestite male Le superfici che appoggiano sui supporti vengono male Dettagli non stampati correttamente Depositi e increspature sulle superfici (Ringing) Strisce diagonali sulla stampa Stampa filamentosa, che collassa (sovraestrusione) Strati sottili e deboli (sottoestrusione) Accumulo di materiale nella superficie superiore (pillowing) Stampa filamentosa o pelosa (stringing) Poca precisione dimensionale La stampa si sposta e risulta disallineata Ponti e bridge stampati male > Problemi di stampa 3D FDM: problemi generici La stampa non si stacca dal piano di stampa > Problemi di stampa 3D a resina: non viene stampato niente Resina troppo fredda Stampa debole, che si stacca o con residui > Problemi di stampa 3D a resina: la mia stampa non è riuscita Il modello non aderisce al piano di stampa Una parte della stampa o dei supporti è staccata o spostata > Problemi di stampa 3D a resina: stampa di bassa qualità Strati separati (delaminazione) Superfici esfoliate o con pezzi sottili di stampa attaccati (ragging) Stampa poco dettagliata Problemi di stampa 3D FDM: non viene stampato niente In questo capitolo trovi tutti i problemi di stampa 3D FDM collegati col fatto che la stampante non stampa niente, non riesce a estrudere a materiale o si trova bloccata in uno stato indefinito. Filamento esaurito Qual è il problema di stampa 3D? Non viene stampato niente anche se il modello è stato impostato e configurato correttamente nel software di slicing. Tuttavia, quando invii ripetutamente la stampa alla stampante non succede nulla. Viene solo estruso un corto filamento di materiale dall'ugello. Un altro caso può essere che, durante la stampa di un modello l'estrusione del filamento si interrompe ma l'ugello continua a stampare per aria, muovendosi nel volume di stampa senza stampare nulla. Cosa sta causando questo problema di stampa 3D? È un problema banale, facilmente evitabile su macchine in stile Prusa i3 in cui la bobina del filamento è in piena vista, ma su altre stampanti come le XYZ DaVinci, Cel Robox e Ultimaker, il problema non è sempre immediatamente evidente. Queste e molte altre stampanti racchiudono il filamento all'interno del design della stampante oppure il filamento è nascosto sul retro della macchina. Naturalmente, alcune stampanti sono dotate di sensori di presenza filamento o di bobine dotate di sensore che inviano dati al software ed evidenziano se la bobina del filamento è esaurita. Spesso però, soprattutto le stampanti più economiche, non dispongono di sensori che agevolano il riconoscimento di questo problema. Risoluzione dei problemi della stampante 3D: filamento esaurito SOLUZIONE AL PROBLEMA DI STAMPA 3D: CONTROLLARE LA BOBINA DEL FILAMENTO Controlla la bobina del filamento e vedi se è rimasto del filamento. In caso contrario caricare una nuova bobina. Facile. Elenco di controllo dei problemi di stampa 3D: filamento esaurito Controllare la bobina del filamento Torna all'Indice Ugello troppo vicino al piano di stampa Qual è il problema di stampa 3D? Inspiegabilmente, nonostante il caricamento del filamento e la testina di stampa si muova senza intoppi, il filamento non si deposita sul piano di stampa. Cosa sta causando questo problema di stampa 3D? Molto semplicemente, l'ugello potrebbe essere troppo vicino al piano di stampa. Se in qualche modo hai regolato il tuo piano di stampa a pochi micron dall'apertura dell'ugello, è improbabile che il filamento fuso abbia spazio per fuoriuscire. Nella migliore delle ipotesi, la tua stampa mancherà dei suoi primi strati e avrà maggiori possibilità di non attaccarsi una volta che il filamento si estrude. Nel peggiore dei casi, causerai un blocco del filamento fuso nella tua estremità calda, che potrebbe portare a un blocco dell'intero estrusore. Risoluzione dei problemi relativi alla stampa 3D: ugello troppo vicino al piano di stampa SOLUZIONE AL PROBLEMA DI STAMPA 3D: REGOLARE L'OFFSET DELL'ASSE Z Anche solo alzare leggermente l'altezza dell'ugello spesso può essere d'aiuto. La maggior parte delle stampanti 3D nelle impostazioni di sistema ti consentirà di impostare un offset dell'asse Z. Per sollevare l'ugello lontano dal piano di stampa dovrai aumentare l'offset nel valore positivo. Fai attenzione però, un offset troppo alto e non farà aderire il filamento al piano di stampa. SOLUZIONE AL PROBLEMA DI STAMPA 3D: ABBASSARE IL PIANO DI STAMPA In alternativa, se la tua stampante lo consente, puoi ottenere lo stesso effetto abbassando il piano di stampa. Questa è la soluzione più problematica, poiché richiede di ricalibrare e livellare il letto. Elenco di controllo dei problemi di stampa 3D: ugello troppo vicino al piano di stampa Regolare l'offset dell'asse Z Abbassare il piatto di stampa Torna all'Indice Ugello bloccato Qual è il problema di stampa 3D? Avvii la stampa ma, qualsiasi procedura esegui, dall'ugello non esce nulla. L'estrusore si muove, ma dall'ugello non esce nulla. L'estrazione del filamento e il reinserimento non funzionano. Cosa sta causando il problema della stampa 3D? Forse un piccolo pezzo di filamento è rimasto nell'ugello dopo aver cambiato le bobine, forse perché il filamento si è spezzato all'estremità. Quando il nuovo filamento viene caricato, il pezzo di vecchio filamento rimasto nell'ugello non consente il passaggio del nuovo filamento. Una piccola manutenzione della stampante può fare molto per ridurre la possibilità di problemi come un ugello bloccato. In effetti, scoprirai che prima ancora che l'ugello arrivi a bloccarsi, spesso viene estruso un piccolo pezzo di filamento carbonizzato che si trova all'interno del tuo ugello. La presenza di residui di filamento nell'hot end possono causare piccoli graffi nelle pareti esterne, piccole macchie di filamento scuro o piccoli cambiamenti nella qualità di stampa tra i modelli, difetti spesso attribuiti alle lievi variazioni che ci si aspetta dalle stampanti 3D. Riscontrerai questo problema se passi spesso da un PLA ad ABS, per esempio. Una piccola quantità di PLA rimane nell'ugello e viene riscaldata oltre il suo normale punto di fusione. Ciò può significare che carbonizzerà e brucerà. Allo stesso modo, se passi dall'ABS al Nylon di nuovo assisterai a qualcosa di simile. Non è raro vedere un filo di fumo fuoriuscire mentre il nuovo filamento viene alimentato. Risoluzione dei problemi di stampa 3D: ugello bloccato SOLUZIONE AL PROBLEMA DI STAMPA 3D: SBLOCCARE CON UN AGO Se hai fortuna, lo sblocco può essere un processo semplice e veloce. Inizia rimuovendo il filamento. Quindi, utilizzando il pannello di controllo della stampante (se presente), selezionare l'impostazione "riscaldamento ugello" e aumentarla fino al punto di fusione del filamento bloccato. In alternativa, collega la tua stampante a un computer che esegue un software di controllo compatibile e riscalda l'ugello usando quello. Per PLA impostare la temperatura a 220 °C. Una volta che l'ugello raggiunge la temperatura corretta, utilizzare uno spillo per pulire il foro (facendo attenzione a non scottarsi le dita). Se il tuo ugello è di 0.4 mm, allora hai bisogno di uno spillo più piccolo. SOLUZIONE AL PROBLEMA DI STAMPA 3D: SPINGERE IL VECCHIO FILAMENTO Se scopri che l'ugello è ancora bloccato, potresti riuscire a far passare il filamento bloccato spingendolo con un altro filamento. Inizia rimuovendo il filamento come prima. Riscalda l'hot end a 220 °C per PLA e quindi utilizza un altro pezzo di filamento per cercare di forzare l'uscita del filamento bloccato nell'ugello. La pressione extra che puoi esercitare a mano potrebbe essere sufficiente. Tuttavia, non spingere troppo perché rischierai di piegare le aste orizzontali della stampante. SOLUZIONE AL PROBLEMA DI STAMPA 3D: SMONTARE E RIASSEMBLARE L'HOT-END In casi estremi, quando l'ugello rimane bloccato, dovrai fare un piccolo intervento smontare l'hot end. Se non l'hai mai fatto prima, è una buona idea prendere appunti e scattare fotografie in modo da sapere come rimontarlo. Inizia rimuovendo il filamento, quindi controlla il manuale della stampante per vedere esattamente come smontare l'estrusore. SOLUZIONE AL PROBLEMA DI STAMPA 3D: ATOMIC PULL Puoi usare l'ABS o il nylon per questa procedura, ma nel tempo ho scoperto che i risultati più consistenti provengono dal nylon a causa del suo punto di fusione più elevato. Il filamento mantiene anche la sua forma molto meglio. Tuttavia, l'ABS è il materiale più comunemente usato ed è il materiale che userò in questa descrizione. Inizia rimuovendo il filamento che è già nella testa di stampa nel solito modo. Quindi rimuovi il tubo Bowden o rilascia l'azionamento diretto, in modo che quando arriva il momento puoi far passare manualmente il filamento. Aumenta la temperatura dell'ugello a 240 gradi. Stiamo usando l'ABS, ma se usi il nylon controlla la temperatura del punto di fusione sulla confezione. Lascialo a questa temperatura per 5 minuti senza far passare il filamento. Esercita lentamente una pressione sul filamento finché non inizia a fuoriuscire dall'ugello. Tiralo leggermente indietro e spingilo di nuovo, facendolo uscire. Riduci ora la temperatura a 180 gradi per l'ABS o 140 gradi per il Nylon (temperature indicative, verifica le temperature ideali per i tuoi filamenti). Lascia la stampante a questa temperatura per 5 minuti. Estrai il filamento dalla testa. All'estremità dovresti vedere del materiale carbonizzato, di colore nero. Bene, hai pulito l'interno dell'hot end da residui di materiale carbonizzato! Ripeti il processo fino a quando, estraendo il filamento, l'estremità non esce pulita. Se il filamento non si stacca dall'ugello, aumentare leggermente la temperatura dell'hot end. Elenco di controllo dei problemi di stampa 3D: ugello bloccato Riscaldare l'ugello e pulire con un ago Rimuovi il tubo di alimentazione e prova a far passare il filamento con un altro pezzo di filamento Smonta l'hot end e vedi se riesci a rimuovere il blocco del filamento Prova l'atomic pull Torna all'Indice La testa di stampa si sposta fuori dal piano Qual è il problema della stampa 3D? Quando la testina di stampa si sposta fuori dal piatto di stampa, di solito avrà anche raggiunto il limite della posizione X o Y. Quando la testina tenta di spostarsi oltre il suo punto più lontano, il rumore verrà generato da cinghie che scivolano, ingranaggi che scricchiolano o semplicemente dalla testina che sbatte sul lato della stampante. Un problema facile da risolvere, ma che può essere trascurato o affrontato in un secondo momento. Cosa sta causando questo problema di stampa 3D? Configurazione errata, selezione errata della stampante o finecorsa usurati o rotti sono tutti problemi comuni. Se il problema inizia con una nuova stampante, è probabile che ci sia qualcosa che non va nella configurazione della stampante. Esegui nuovamente il processo di installazione e assicurarsi di disporre della versione firmware corretta per la stampante. La selezione accidentale della stampante sbagliata da un elenco nel programma slicer può essere una causa comune di questo problema di stampa 3D. Ad esempio, provando a stampare utilizzando Ultimaker Go utilizzando i file di stampa configurati per Ultimaker 2. Quando si configura la stampante, assicurarsi di aver specificato il volume di stampa corretto, sempre nel firmware della stampante o tramite software. Se la stampante pensa di avere una piattaforma di stampa più grande di quella che ha, proverà a usarla, anche se non è presente. Se la tua stampante di solito va bene e poi il problema si verifica improvvisamente, inizia ricontrollando il tuo software di preparazione della stampa. Qualcosa potrebbe essersi resettato o essere stato alterato da un aggiornamento! Non è insolito che il software torni alle impostazioni predefinite o selezioni automaticamente l'ultima versione della stampante, anche se non è quella che stai utilizzando. Risoluzione dei problemi della stampante 3D: la testina di stampa non trova il piano di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE SLICER PER LA STAMPANTE CORRETTA Prima di provare qualsiasi altra cosa, assicurati di aver selezionato la stampante corretta nel tuo software di stampa. Tutte le stampanti sono diverse, quindi anche se i piani di stampa di due stampanti sono gli stessi, è altamente improbabile che le altre dimensioni e impostazioni corrispondano esattamente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIORNARE IL FIRMWARE Se hai appena acquistato la stampante e questo problema si verifica, assicurati di avere installato l'ultima versione del firmware. Una volta aggiornato, eseguire il processo di configurazione e ricontrollare che tutte le impostazioni, in particolare le dimensioni dell'area di stampa, siano corrette. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE I FINE CORSA Questo richiederà un piccolo sforzo in più per diagnosticarlo. Guarda il movimento della testina di stampa. Se tenta di spingersi oltre il punto più lontano di uno dei suoi assi, controlla che un finecorsa non si sia disconnesso. Se tutto sembra a posto (e nessuno dei passaggi precedenti ha risolto il problema per te), la sostituzione dei finecorsa con altri nuovi dovrebbe essere fare al caso tuo. Elenco di controllo dei problemi di stampa 3D: la testina di stampa manca il piano di stampa Controllare le impostazioni nel software slicer Aggiorna firmware Controllare i fine corsa Torna all'Indice Filamento spezzato Qual è il problema della stampa 3D? La bobina del filamento sembra ancora piena e quando controlli sembra che ci sia del filamento nel tubo di alimentazione, ma dall'ugello non esce nulla. Questo è più un problema con le stampanti ad alimentazione Bowden che con l'alimentazione diretta poiché il filamento è nascosto, quindi le rotture del filo non sono sempre immediatamente evidenti. Cosa sta causando il problema della stampa 3D? La rottura del filamento si riscontra più spesso nell'uso di filamenti vecchi o economici. Sebbene la maggior parte dei filamenti come il PLA e l'ABS durino a lungo, se vengono mantenuti nelle condizioni sbagliate, ad esempio alla luce diretta del sole, possono diventare fragili. Quindi, una volta inserito nella stampante, niente sarà d'aiuto. Risoluzione dei problemi di stampa 3D: filamento spezzato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RIMUOVERE IL FILAMENTO La prima cosa da fare è rimuovere il filamento dalla stampante nel solito modo. Poiché il filamento di solito si spezza all'interno del tubo, dovrai rimuovere il tubo dbowden sia dall'estrusore che dall'hot end. Quindi riscaldare l'ugello ed estrarre il filamento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PROVA UN ALTRO FILAMENTO Se dopo aver ricaricato il filamento succede di nuovo, utilizzare un altro filamento per verificare se non è solo il vecchio filamento fragile che deve essere sostituito. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ALLENTARE LA TENSIONE DELL'IDLER Se il nuovo filamento si spezza, controlla che il tenditore non sia troppo stretto, allentandolo. All'inizio della stampa, torna a stringerlo finché il filamento non ricomincia a scorrere. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE L'UGELLO Controlla che l'ugello non sia ostruito e puliscilo bene. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL FLOW E LA TEMPERATURA Se il problema persiste, verificare che l'hot end si stia scaldando e raggiunga la temperatura corretta. Verificare inoltre che il flusso del filamento sia al 100% e non superiore. Elenco di controllo dei problemi di stampa 3D: filamento spezzato Controlla che il filamento non bloccato Controlla il diametro del filamento Regolare la tensione dell'ingranaggio di spinta Verificare che l'estremità calda sia pulita e raggiunga la temperatura corretta Imposta il flusso di estrusione al 100% Torna all'Indice Filamento mangiato Qual è il problema di stampa 3D? Il filamento strappato o mangiato può verificarsi in qualsiasi punto del processo di stampa e con qualsiasi filamento. Il risultato è che nessun filamento viene estruso dall'estremità calda, portando la stampa a un'interruzione. Cosa sta causando il problema della stampa 3D? Temperatura di estrusione errata o sistema di spinta del filo troppo stretto, queste sono solo alcune delle cause comuni. Il risultato del problema è che il dado zigrinato o l'ingranaggio dentato nell'estrusore non è in grado di tirare o spingere il filamento. Mentre il motore fa girare i piccoli denti dell'ingranaggio, che normalmente afferrerebbe e spingerebbe il filamento attraverso il sistema, in questo caso invece lo consuma fino a quando non riesce più a fare alcuna. Risoluzione dei problemi di stampa 3D: filamento strappato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AIUTA AD ALIMENTARE IL SISTEMA Se il filamento ha appena iniziato a scivolare, di solito si può fare leggera pressione sul filamento per aiutarlo a passare attraverso il sistema. Questo spesso aiuterà la macchina a stampare di nuovo senza problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: REGOLARE LA TENSIONE DELL'IDLER Inizia allentando l'idler, inserisci il filamento e stringi finché non smette di scivolare. I filamenti variano in diametro, quindi anche se l'idler assorbirà alcune differenze di diametro, alcuni filamenti richiedono una regolazione dettagliata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RIMUOVERE IL FILAMENTO Nella maggior parte dei casi sarà necessario rimuovere e sostituire il filamento e quindi inserirlo nuovamente. Una volta che il filamento è stato rimosso, tagliare il filamento al di sotto dell'area che mostra segni di usura e quindi reinserirlo. Se il filamento si è spezzato, potrebbe essere degradato a causa dell'umidità o dei raggi uv. Se il problema si presenta di nuovo, usa un'altra bobina di materiale. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA DELL'HOT END Se hai appena inserito un nuovo filamento, ricontrolla di avere la giusta temperatura di estrusione. Lista di controllo dei problemi di stampa 3D: filamento strappato Aiuta ad alimentare il sistema Regolare la tensione dell'ingranaggio di spinta Rimuovere il filamento Controllare la temperatura dell'hot end Torna all'Indice Problemi di stampa 3D FDM: la mia stampa non è riuscita Per qualche inspiegabile motivo, la stampa è fallita. Non si è attaccata al piano di stampa o il filamento ha semplicemente smesso di essere estruso. Questo tipo di problema di stampa 3D potrebbe essere causato da tanti aspetti che vediamo di seguito. Estrusione interrotta a metà stampa Qual è il problema della stampa 3D? A volte, per una serie di motivi, l'estrusore smette di estrudere il filamento. Cosa causa questo problema di stampa 3D? In genere questo problema di stampa 3D è attribuibile a due parti del processo di stampa: o c'è qualcosa che non va nella fornitura del filamento o c'è un problema con l'hot end o l'ugello stesso. Oppure potrebbe essere troppo stretto di un tenditore sull'estrusore con conseguente filamento strappato che non viene spinto nell'hot end. O ancora, potresti avere un blocco dell'estrusore, che impedisce l'estrusione di ulteriori filamenti. Risoluzione dei problemi relativi alla stampa 3D: estrusione interrotta durante la stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICA DI AVERE ABBASTANZA FILAMENTO Un po' ovvio, ma anche i migliori di noi hanno momentanei cali di concentrazione. Molti slicer ora danno una stima del materiale per le tue stampe. Aiutati con questi parametri e, in ogni caso, verifica che non sia finito il materiale nella bobina caricata sulla stampante! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA PRESENZA DI FILAMENTI STRAPPATI Il filamento strappato può essere responsabile del fallimento di una stampa a metà e può essere causato da una miriade di problemi. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI UN UGELLO OSTRUITO Un ugello incrostato di vecchio filamento bruciato può causare diversi problemi di stampa, uno dei quali è il blocco di eventuali nuove estrusioni. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI FILAMENTI SPEZZATI Un problema che riguarda principalmente le configurazioni dell'estrusore Bowden, il filamento spezzato può causare un blocco tra l'estrusore e l'estremità calda. Per fortuna, è facile da diagnosticare e risolvere, ma potrebbe essere un segno che il tuo filamento ha i giorni contati. Ne parlo in modo approfondito nell'apposita risoluzione a questo problema. Elenco di controllo dei problemi di stampa 3D: estrusione interrotta durante la stampa Controlla di avere abbastanza filamento Verificare la presenza di filamenti strappati Verificare la presenza di ugelli ostruiti Verificare la presenza di filamenti spezzati Torna all'Indice La stampa non si attacca al piano di stampa Qual è il problema della stampa 3D? Il primo strato di materiale estruso ritira, si alza e si stacca dal piano di stampa. Dopo qualche minuto la stampa si alza e si stacca. Il modello segue l'estrusore, staccandosi dal piatto. Perdere una stampa perché non si attacca alla piattaforma di stampa è un problema comune e di solito relativamente facile da risolvere. Certo, non è sempre colpa della stampante e se hai provato a stampare un modello che ha solo una piccola superficie di contatto con la piattaforma, allora senza dubbio questo sarà il problema. È quindi improbabile riuscire a stampare senza avere una buona adesione al piano di stampa. Fortunatamente, poiché questo problema è così comune, ci sono molti modi semplici per risolverlo. Cosa sta causando questo problema di stampa 3D? La causa più comune è semplicemente che la stampa non si attacca alla superficie della piattaforma di stampa. Il filamento ha bisogno di una base ben fatta per aderire, quindi per risolvere il problema dovrai creare una migliore superficie di adesione. Una piattaforma di stampa non livellata può essere un altro grosso problema. Se la piattaforma non è uniforme e ben livellata, per alcune parti della stampa l'ugello non sarà abbastanza vicino alla piattaforma e non potrà far aderire correttamente il primo strato. Risoluzione dei problemi di stampa 3D: la stampa non si attacca al letto SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGI UNA SUPERFICIE DI ADESIONE Per aumentare le possibilità che il filamento aderisca alla piattaforma è necessario aggiungere un altro materiale per dare maggiore consistenza al piano di adesione. La soluzione più comune è applicare un sottile strato di colla stick sulla piattaforma di stampa, che può essere facilmente lavata via con acqua calda. Un'altra alternativa per PLA è aggiungere il nastro blu detto blue tape. Per i filamenti che richiedono una piattaforma riscaldata di 40º e oltre, è ora disponibile una varietà di nastri speciali che sono un po' più resistenti al calore. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Ogni stampante ha un processo diverso per il livellamento della piattaforma di stampa, alcuni come gli ultimi modelli Prusa utilizzano un sistema di livellamento automatico estremamente affidabile, altri come Ultimaker hanno un pratico approccio passo-passo che ti guida attraverso il processo di regolazione. Fare riferimento al manuale della stampante per come livellare il piano di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE L'ALTEZZA DELL'UGELLO Se l'ugello è troppo alto, il filamento non si attaccherà alla piattaforma. Se troppo basso l'ugello inizierà effettivamente a raschiare via la stampa. Trova l'opzione di offset dell'asse Z nelle impostazioni della tua stampante e apporta piccole regolazioni: in positivo per sollevare l'ugello lontano dal letto e in negativo per abbassarlo più vicino. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PULIRE LA PIATTAFORMA DI STAMPA Se stai stampando su un materiale come il vetro, ogni tanto è una buona idea pulirlo bene, soprattutto se applichi spesso la colla. L'eccessivo accumulo di depositi di colla possono contribuire a far staccare il modello dal piatto di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: USA BRIM O RAFT Tutti i modelli richiedono di aderire bene al piatto per essere realizzati e le funzioni brim e raft ti vengono in aiuto per ottenere risultati migliori. Brim aumenta la dimensione del primo layer di stampa, aumentando la superficie che aderisce al piano; è il meno dispendioso dei due, e nella nostra esperienza è l'opzione migliore, a condizione che non ti dispiaccia usare un cutter per poi eliminare il bordo in eccesso. Raft aggiunge proprio più strati sotto la tua stampa. A seconda dei parametri specificati, otterrai una base su cui il modello verrà a sua volta stampato. Il raft può causare una superficie ruvida e sgradevole e consumano più materiale. Il vantaggio del raft sta nel poter semplicemente staccare la parte senza difficoltà e, se ben regolata, nell'impeccabile adesione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE SUPPORTI Se il tuo modello presenta sporgenze o estremità complesse, assicurati di aggiungere supporti per tenere insieme la stampa durante il processo. Elenco di controllo dei problemi di stampa 3D: la stampa non si attacca al piano di stampa Aggiungi una superficie di adesione Livellare il piano di stampa Regolare l'altezza dell'ugello Pulire il piatto di stampa Usa brim o raft Aggiungi supporti Torna all'Indice Supporti deboli o collassati Qual è il problema della stampa 3D? La stampa di modelli complessi richiederà l'uso di supporti. Il lavoro del supporto è semplice: deve sostenere le parti a sbalzo. Ma a volte potrebbero essere stampati male e collassare. Noterai che mentre la tua stampa viene estrusa, parti della struttura di supporto appariranno irregolari, potrebbero apparire crepe o inizieranno a rompersi. Cosa sta causando questo problema di stampa 3D? Le strutture di supporto sono complesse e la maggior parte delle applicazioni slicer ti fornirà diverse opzioni per regolarle al meglio. È fin troppo facile attenersi alle impostazioni predefinite, ma ciò non garantisce il successo. Le linee e gli zig zag sono generalmente facili da rimuovere dopo che la stampa è terminata, ma offrono meno rigidità durante il processo di stampa. I triangoli e le griglie offrono più rigidezza ma possono essere difficili da rimuovere. Prendi una semplice struttura a ponte con montanti sottili e poi pensa ai supporti. Avranno molto lavoro da fare mantenendo il modello rigido. Se hai optato per linee o zig zag allora è probabile che il modello si muova durante il processo di stampa, rompendo i supporti mentre procede. Una struttura rigida come una griglia sarebbe un'opzione migliore. Alcuni software di slicing consentono di stampare supporti senza adesione della piattaforma. In tal caso, l'ingombro ridotto del supporto faticherà a legarsi direttamente alla piattaforma di stampa. Spesso con modelli alti, la lunghezza dei supporti può essere eccessiva e la struttura sottile e leggera del supporto viene spinta al limite della resistenza. I supporti possono essere una vera seccatura da rimuovere, quindi c'è la tendenza a ridurre la densità al minimo possibile. Ciò può ovviamente causare problemi, se i supporti sono portanti sarà necessario aumentarne la densità. L'uso di un filamento vecchio o economico può essere un altro problema. Quando viene estruso potresti scoprire che il filamento potrebbe non legarsi sufficientemente, facendo delaminare i supporti. Infine, se la stampante si muove o vibra più del normale, controlla i dadi e i bulloni e assicurati che tutto sia stretto. Dopo aver eseguito tutti i consueti controlli, assicurati di eseguire nuovamente il processo di calibrazione. Vibrazioni e movimenti involontari possono causare la rottura dei supporti più deboli. Risoluzione dei problemi della stampante 3D: supporti deboli o collassati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SELEZIONARE I SUPPORTI CORRETTI In base al il tipo di modello che stai per stampare puoi usare i suporti più indicati. Se ci sono grandi sporgenze che collegano sezioni del modello e queste hanno un buon contatto con la piattaforma, prova a utilizzare linee o supporti a zig zag. Se il modello ha meno contatto con il letto o necessita di supporti molto più forti, usa supporti a griglia o triangolari. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE ADESIONE ALLA PIATTAFORMA Assicurati di aver aggiunto un qualche tipo di adesione alla piattaforma, come un brim, in modo che i supporti abbiano una base sufficiente su cui incollarsi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA DENSITÀ DEL SUPPORTO Prova questo come ultima risorsa. L'aumento della densità del supporto offrirà al tuo modello una struttura più densa su cui appoggiarsi e sarà meno influenzato da qualsiasi movimento del modello. Il supporto sarà molto più difficile da rimuovere. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE SUPPORTI NEL MODELLO I supporti eccessivamente alti possono essere soggetti a debolezza. Aggiungendo invece un un blocco all'interno del tuo modello 3D, questo verrà stampato come parte del modello stesso. Su di esso poi si realizzano i supporti, i quali saranno di dimensione ridotta e quindi meno deboli. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SOSTITUIRE IL FILAMENTO Il filamento può diventare fragile quando raggiunge la fine della sua durata utile, e questo di solito si manifesta nella qualità dei supporti. Scambia il filamento con una nuova bobina e verifica se il problema migliora. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE CHE TUTTO SIA STRETTO Le oscillazioni della stampante possono essere un vero problema. Dai una controllata alla tua macchina e assicurati che tutto sia stretto e ricalibra se necessario. Elenco di controllo dei problemi di stampa 3D: i supporti si disgregano Usa il tipo di supporto corretto Aggiungi adesione alla piattaforma Aumenta la densità del supporto Crea supporti nel modello Usa nuovo filamento Controlla che tutto sia stretto Torna all'Indice Problemi di stampa 3D FDM: stampa di bassa qualità La stampa è finita con successo, eppure non hai ancora raggiunto la qualità che vuoi. Il modello presenta segni, imprecisioni. Ecco i problemi di stampa 3D che potrebbero essere la causa. Torna all'Indice Problemi al primo strato di stampa Qual è il problema della stampa 3D? I primi strati di una stampa possono spesso rivelarsi problematici. Potrebbe essere che la stampa semplicemente non si attacchi, o che tu stia trovando linee indesiderate che fanno sì che la parte inferiore abbia un aspetto inaspettato. Cosa sta causando questo problema di stampa 3D? Questi problemi di stampa 3D sono segni tipici che il piano di stampa non è stato livellato correttamente. Se l'ugello è troppo lontano dal letto, la superficie inferiore mostra spesso linee indesiderate e/o il primo strato non aderisce. Se l'ugello è troppo vicino, potrebbero formarsi delle macchie. Dove ti sembra che la superficie stampata presenta dettagli indefiniti e sfocati, è probabile che la temperatura del tuo letto di stampa sia un po' troppo alta. Risoluzione dei problemi relativi alla stampa 3D: il primo strato è disordinato SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Ogni stampante ha un processo diverso per il livellamento della piattaforma di stampa. Gli ultimi modelli Prusa sono dotati di un sistema di livellamento automatico estremamente affidabile, mentre altri come Ultimaker hanno un pratico approccio passo-passo che ti guida attraverso il processo di regolazione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ABBASSARE LA TEMPERATURA DEL LETTO Prova ad abbassare la temperatura del letto con incrementi di 5 °C, finché non raggiungi quel punto ottimale di adesione, senza perdita di dettagli. Elenco di controllo dei problemi di stampa 3D: il primo strato è disordinato Livellare la piattaforma di stampa Abbassare la temperatura del letto Torna all'Indice Primo strato schiacciato (zampa di elefante) Qual è il problema della stampa 3D? La base del modello è leggermente bombata verso l'esterno, effetto noto come “zampa d'elefante”. Cosa sta causando questo problema di stampa 3D? Questo sgraziato difetto di stampa può essere causato dal fatto che il primo layer di stampa sia troppo schiacciato sul piatto di stamoa. Raramente capita che si presenti a causa del peso del resto del modello che preme sulla parte inferiore prima che si sia adeguatamente raffreddata e solidificata: questo problema si presenta quando la stampante ha un letto riscaldato. Risoluzione dei problemi di stampa 3D: piede di elefante SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: REGOLARE BENE TEMPERATURA DEL PIANO E RAFFREDDAMENTO Per evitare che la zampa di elefante appaia nelle tue stampe 3D, gli strati di base del modello devono essere sufficientemente raffreddati in modo da poter supportare la struttura sovrastante. Tuttavia, se le ventole rafffreddano troppo rischi che gli strati di base si deformino. Devi raggiungere il giusto equilibrio, abbassando la temperatura della piattaforma di stampa a intervalli di 5 gradi (fino a +/- 20 gradi rispetto alla temperatura consigliata). Usa le ventole per raffreddare, ma falle partire al secondo o terzo layer, in questo modo il materiale raffredderà a temperatura ambiente e ritirerà meno. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: LIVELLARE IL PIANO DI STAMPA Il più delle volte la maggior parte dei problemi di stampa può essere ricondotta al livello della piattaforma di stampa. Ogni stampante ha una tecnica leggermente diversa per il livellamento della piattaforma di stampa. Inizia calibrando il tuo in base alla procedura consigliata dal produttore della stampante. Prova a stampare un cubo di calibrazione e osserva come la stampante posiziona il filamento sul letto. Dalla stampa del cubo dovresti essere in grado di vedere se il tuo piano è a livello in base a quanto sono uniformi le superfici. Allo stesso modo, sarai in grado di vedere se l'ugello è troppo vicino alla piattaforma di stampa e raschia attraverso il filamento depositato, o troppo in alto e causa l'accumulo e la formazione di bolle del filamento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SOLLEVARE L'UGELLO Anche solo alzare leggermente l'altezza dell'ugello spesso può essere d'aiuto, ma fai attenzione a non esagerare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SMUSSARE LA BASE Un'altra opzione è smussare la base del modello. Naturalmente, questo è possibile solo se hai progettato tu stesso il modello o se hai accesso al file originale. Inizia con uno smusso di 45º, ma sperimenta un po' per ottenere il miglior risultato. Lista di controllo dei problemi di stampa 3D: zampa di elefante Bilancia la temperatura della piattaforma di stampa e la velocità della ventola Livellare la piattaforma di stampa Controllare l'altezza dell'ugello Smussare la base del modello Torna all'Indice Ritiri e deformazioni al primo strato di stampa Qual è il problema della stampa 3D? Alla base del modello, la stampa si piega verso l'alto finché non è più a livello della piattaforma di stampa. Ciò può anche causare crepe orizzontali nelle parti superiori e causare il distacco della stampa dal piano di stampa. Questo problema è chiamato warping. Cosa sta causando questo problema di stampa 3D? La deformazione è comune in quanto è causata dalle caratteristiche naturali della plastica. Man mano che il filamento ABS o PLA si raffredda, inizia a contrarsi leggermente; il problema della deformazione sorge se la plastica viene raffreddata troppo velocemente. Risoluzione dei problemi di stampa 3D: ritiri e deformazioni al primo strato di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE UNA PIATTAFORMA DI STAMPA RISCALDATA La soluzione più semplice è utilizzare un piano di stampa riscaldato e impostare la temperatura su un punto appena al di sotto del punto di fusione della plastica. Questa è chiamata la "temperatura di transizione vetrosa". Se raggiungi quella temperatura, il primo strato rimarrà in adesione sulla piattaforma di stampa. La temperatura della piattaforma di stampa è spesso impostata dal software slicer. Normalmente troverai la temperatura consigliata per il tuo filamento stampata sul lato della confezione o sulla bobina. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: APPLICARE UN ADESIVO SUL PIANO DI STAMPA Se trovi ancora che la tua stampa si solleva ai bordi, applica una piccola quantità di colla stick in modo uniforme sul letto per aumentare l'adesione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PROVA UN TIPO DI PIATTAFORMA DIVERSO Cambia il tuo letto di stampa con uno che offra una migliore adesione. Produttori come Prusa utilizzano una superficie di stampa PEI che offre un'adesione eccellente senza colla. XYZPrinting fornisce nastro testurizzato nella confezione con alcune delle loro stampanti, fondamentalmente un grande foglio di nastro adesivo. Le stampanti 3D Zortrax hanno un piano di stampa perforato, i modelli si saldano su questa superficie eliminando completamente il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE LA PIATTAFORMA DI STAMPA La calibrazione della piattaforma di stampa può essere un'altra soluzione, eseguire il processo di calibrazione per verificare che il letto sia a livello e che l'altezza dell'ugello sia corretta. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AUMENTARE LA SUPERFICIE DI CONTATTO COL PIANO Aumentare la superficie di contatto tra il modello e il letto è una soluzione semplice e tutti software di stampa ha la possibilità di aggiungere brim o raft. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE LE IMPOSTAZIONI DI TEMPERATURA AVANZATE Prova ad aumentare la temperatura del piano di stampa con incrementi di 5 gradi. Nel software slicer dai un'occhiata al raffreddamento della ventola, questo di solito è impostato in modo che le ventole di raffreddamento passino alla massima potenza a un'altezza definita. Prova ad aumentarla, dando agli strati di base un po' più di tempo per raffreddarsi naturalmente. Anche se la tua stampante ha una piattaforma di stampa riscaldata, è sempre consigliabile utilizzare la colla e calibrare regolarmente il livello del letto. Lista di controllo dei problemi di stampa 3D: deformazione Utilizzare una piattaforma di stampa riscaldata Aggiungi un adesivo alla piattaforma di stampa Passa dal vetro a un piano di stampa adesivo Calibrare il letto di stampa Aggiungi brim o raft Regola in anticipo le impostazioni della temperatura e della ventola Torna all'Indice Riempimento (infill) incompleto o stampato male Qual è il problema della stampa 3D? La struttura interna della tua stampa, detta anche infill, è mancante, rotta o stampata male. Cosa sta causando questo problema di stampa 3D? Ci sono una serie di ragioni per l'errata stampa dell'infill. La più comune sono le impostazioni errate all'interno del software di slicing, ma può anche essere dovuto a un ugello leggermente ostruito. Risoluzione dei problemi di stampa 3D: riempimento (infill) incompleto o stampato male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA DENSITÀ DI RIEMPIMENTO Nel tuo software di slicing controlla la densità di riempimento. Un valore intorno al 20% è ok. Se hai impostato una percentuale inferiore probabilmente avrai problemi. Per stampe più grandi, potresti voler aumentare questo valore per assicurarti che il modello abbia un supporto sufficiente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI RIEMPIMENTO La velocità con cui viene stampato il riempimento può avere un effetto importante sulla qualità della struttura. Se il riempimento sembra debole, diminuire la velocità di stampa del riempimento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: MODIFICARE IL MODELLO DI RIEMPIMENTO La maggior parte dei software di slicing consente di modificare la struttura interna. Puoi avere uno schema a griglia, un triangolo, un nido d'ape e altro ancora. Prova a selezionare un'opzione diversa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLA IL TUO UGELLO Potrebbe essere che ci sia un leggero blocco nell'ugello. Mentre il blocco non influisce sulla stampa delle pareti esterne più spesse, magari il materiale riesce ad avere meno flusso di estrusione nelle superfici interne più sottili. Elenco di controllo dei problemi di stampa 3D: riempimento rotto Controllare e regolare la densità di riempimento Diminuire la velocità di riempimento Prova un modello di riempimento diverso Controlla blocchi dell'ugello Torna all'Indice Fessure tra riempimento e perimetri esterni Qual è il problema della stampa 3D? Quando guardi la parte superiore o inferiore della stampa, puoi vedere un leggero spazio tra il riempimento e le pareti perimetrali esterne. Cosa sta causando questo problema di stampa 3D? Gli spazi vuoti sono causati dalla deposizione di filamento per il riempimento e le pareti esterne che non si incontrano e si uniscono del tutto. La causa più ovvia del problema è che la sovrapposizione di questi due elementi del modello non è impostata correttamente nello slicer. Ciò significa che il software di slicing sta effettivamente dicendo alla stampante di non consentire alle due parti della stampa di incontrarsi. Un altro problema potrebbe essere l'ordine in cui hai impostato il riempimento e le pareti esterne da stampare. Se stai stampando prima il perimetro, in genere c'è poca o nessuna sovrapposizione. Risoluzione dei problemi di stampa 3D: spazi tra il riempimento e il muro esterno SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LA SOVRAPPOSIZIONE DI RIEMPIMENTO Questo è di gran lunga il problema più comune ed è davvero facile da risolvere. Nel tuo software di slicing individua l'opzione 'Infill Overlap' e aumenta il valore. In Cura, questo è impostato al 15% per impostazione predefinita. Alzalo al 30%. In Simplify3D troverai l'opzione in 'Modifica impostazioni processo> Riempimento> Sovrapposizione contorno'. Aumenta nuovamente il valore. Questa impostazione è direttamente collegata alla larghezza dell'estrusione, quindi il valore % sarà una % di qualunque sia la larghezza dell'estrusione. Quando regoli questa impostazione, mantienila sempre al di sotto del 50% o inizierai a vedere gli effetti della sovrapposizione nei perimetri esterni della tua stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: STAMPARE IL RIEMPIMENTO PRIMA DEL PERIMETRO Se stai stampando con una parete esterna relativamente sottile, la struttura del riempimento può essere visibile. Se ciò accade, è possibile modificare l'ordine in base al quale la stampante dispone gli strati di riempimento e perimetrali. Ad esempio, in Cura controlla se hai selezionato "Stampe di riempimento dopo i perimetri". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA TEMPERATURA DELL'HOT-END Un leggero aumento di 5-10º della temperatura dell'hot end può fare la differenza e aumentare il volume del materiale deposto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI STAMPA Stampare a velocità più elevate può causare tutti i tipi di problemi legati alla precisione dei movimenti. Se hai bisogno di stampare velocemente puoi comunque evitare spazi vuoti e fessure diminuendo la velocità dello strato superiore e inferiore. Lista di controllo dei problemi di stampa 3D: fessure tra il riempimento e il muro esterno Controllare la sovrapposizione del riempimento Stampa di riempimento prima del perimetro Aumentare la temperatura dell'hot end Velocità di stampa inferiore Torna all'Indice Infill visibile attraverso i perimetri (ghosting) Qual è il problema della stampa 3D? La stampa finale ha un bell'aspetto, ma attraverso le pareti della stampa è visibile un contorno dell'infill interno. Questo è anche spesso indicato come ghosting. Cosa sta causando questo problema di stampa 3D? Il problema con il ghosting si verifica a causa del riempimento che invade il perimetro. Questo effetto è più visibile quando la stampa ha pareti sottili. Il problema è causato dalla sovrapposizione della struttura di tamponamento alla linea perimetrale in fase di posa. Sebbene il ghosting sia un problema, in realtà è una parte importante del processo di stampa, in quanto aiuta la struttura interna ad aderire efficacemente alle pareti esterne. Un'altra causa di ghosting può essere l'impostazione di uno spessore della parete non corretto in relazione alla dimensione dell'ugello che si sta utilizzando. In normali condizioni di stampa, lo spessore della parete dovrebbe essere direttamente correlato alla dimensione dell'ugello, quindi se si dispone di un ugello da 0.4 mm lo spessore della parete dovrebbe essere un multiplo di questo: 0.4, 0.8, 1.2 e così via. Risoluzione dei problemi relativi alla stampa 3D: il riempimento è visibile dall'esterno SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LO SPESSORE DEL PERIMETRO Assicurarsi che il valore selezionato per lo spessore del perimetro sia un multiplo della dimensione dell'ugello. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AUMENTARE LO SPESSORE DEL PERIMETRO La soluzione più semplice è aumentare lo spessore del perimetro. Raddoppiando le dimensioni dovrebbe coprire eventuali sovrapposizioni causate dal riempimento. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE IL RIEMPIMENTO DOPO I PERIMETRI La maggior parte dei software di slicing ti consentirà di stampare il riempimento dopo i perimetri. In Cura, apri le "Impostazioni avanzate" e nella sezione Riempimento seleziona la casella accanto a "Stampe di riempimento dopo i perimetri" In Simply3D fai clic su "Modifica impostazioni processo", quindi seleziona "Livello" e in "Impostazioni livello" seleziona "Fuori-dentro" accanto a "Direzione contorno". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL PIATTO DI STAMPA Controlla intorno al modello e se vedi che l'effetto è più prevalente su un lato rispetto all'altro, l'effetto potrebbe essere dovuto alla calibrazione. In tal caso, eseguire il consueto processo di calibrazione. Elenco di controllo dei problemi di stampa 3D: riempimento visibile dall'esterno Controlla lo spessore del perimetro Aumentare lo spessore della parete Usa il riempimento dopo i perimetri Controllare la piattaforma di stampa e ricalibrare se necessario Torna all'Indice Crepe e delaminazione nei modelli alti Qual è il problema della stampa 3D? Ci sono crepe sui lati, specialmente sui modelli più alti. Questo può essere uno dei problemi più sorprendenti nella stampa 3D in quanto tende a manifestarsi in stampe più grandi e di solito accade mentre non stai guardando. Cosa sta causando questo problema di stampa 3D? Negli strati più alti di una stampa, il materiale si raffredda più velocemente. Il calore del letto di stampa riscaldato non raggiunge un livello così elevato e, per questo motivo, l'adesione negli strati superiori è inferiore. Risoluzione dei problemi di stampa 3D: crepe in oggetti alti SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: TEMPERATURA DELL'ESTRUSORE Inizia aumentando la temperatura dell'estrusore; un buon inizio sarebbe aumentarlo di 10ºC. Sul lato della tua scatola di filamenti vedrai le temperature di lavoro dell'estremità calda, cerca di mantenere la regolazione della temperatura entro questi valori. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DIREZIONE E VELOCITÀ DELLA VENTOLA Ricontrolla le vebntole e assicurati che siano accese e puntate sul modello. Se lo sono, prova a ridurne la velocità. Lista di controllo dei problemi di stampa 3D: crepe in oggetti alti Controllare la temperatura dell'hot end e aumentarla a intervalli di 10 gradi Controllare la posizione e la velocità delle ventole di raffreddamento Torna all'Indice Strati sfalsati o disallineati Qual è il problema della stampa 3D? Mentre la stampa si sta formando, sembrano esserci alcuni problemi con la qualità. Guardando più da vicino vedi che i livelli non si allineano come dovrebbero. La parete esterna, invece di essere liscia, presenta lievi disallineamenti che provocano una faccia irregolare. È molto probabile che il problema riguardi solo la stampa in una direzione; da davanti a dietro o da sinistra a destra. Cosa sta causando questo problema di stampa 3D? Nel corso del tempo le parti della tua stampante 3D, come dadi, bulloni e cinghie, si allenteranno e richiederanno un serraggio. L'effetto degli strati disallineati comporterà lo spostamento dei layer, ma quando il problema inizia l'effetto visivo sulle stampe è molto meno pronunciato e può apparire molto diverso. La causa è solitamente collegata direttamente a una cinghia allentata. Risoluzione dei problemi relativi alla stampa 3D: strati sfalsati o disallineati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE CINGHIE PARTE I Inizia controllando che ciascuna delle cinghie sia tesa ma non eccessivamente. Dovresti sentire una leggera resistenza dalle due cinghie mentre le pizzichi insieme. Se scopri che la parte superiore della cinghia è più stretta di quella inferiore, questo è un segno che hanno bisogno di manutenzione. Alcune stampanti, come la Original Prusa i3, sono dotate di tendicinghia integrati. Altri possono essere adattati con quelli stampati in 3D. Potresti dover sporcarti le mani e stringere manualmente la cinghia. Le cinghie della stampante sono normalmente solo un anello continuo agganciato attorno a due pulegge. Un problema comune è che nel tempo la cinghia può scivolare su una puleggia e diventare gradualmente più tesa nella parte superiore rispetto alla parte inferiore, o viceversa, e di nuovo ciò può causare strati disallineati. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE LE ASTE SIANO PULITE E OLIATE Nel corso del tempo i detriti possono accumularsi sulle aste, causando strane chiazze di maggiore attrito che a loro volta possono influenzare il libero movimento della testa e causare nuovamente lo spostamento dello strato. Una rapida pulizia e rilubrificazione delle aste di solito risolve il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI ASTE PIEGATE O DISALLINEATE PARTE I Se vedi che la testina di stampa vacilla in determinati punti, potrebbe essere che una delle aste si sia leggermente piegata. Di solito puoi verificarlo spegnendo la macchina in modo che non ci sia alimentazione attraverso gli stepper e quindi spostando la testina di stampa attraverso l'asse X e Y. Se senti resistenza, allora sai che qualcosa non va. Inizia vedendo se le aste sono allineate. Molte stampanti utilizzano barre filettate anziché viti di comando e sebbene queste facciano il loro lavoro, hanno la tendenza a piegarsi nel tempo. Non preoccuparti di smontare la tua stampante per vedere se sono dritte, usa semplicemente un software di controllo come "Printrun" per spostare la testa di stampa verso l'alto o verso il basso. Se una delle aste dell'asse Z è piegata, vedrai immediatamente. Sfortunatamente, è quasi impossibile raddrizzare con precisione un'asta una volta piegata, ma il lato positivo è che è una buona scusa per sostituire le vecchie aste filettate. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE PULEGGE MOTRICI Questi sono solitamente collegati direttamente a un motore passo-passo oa una delle aste principali che azionano la testina di stampa. Se ruoti con attenzione la puleggia vedrai un piccolo grano. Tenendo sia l'asta che la cinghia attaccata, dai uno strattone alla cinghia per far girare la puleggia. Dovresti scoprire che non c'è slittamento tra la puleggia e lo stepper o l'asta. Se c'è, stringi il grano e riprova. Elenco di controllo dei problemi di stampa 3D: disallineamento dei livelli Controllare la tensione delle cinghie Verificare la presenza di cinghie saltate Verificare che le aste siano pulite e sufficientemente lubrificate Verificare la presenza di aste piegate o disallineate Controllare le pulegge motrici Torna all'Indice Mancanza di strati Qual è il problema della stampa 3D? Ci sono lacune nel modello perché alcuni strati sono stati saltati (in parte o completamente). Cosa sta causando questo problema di stampa 3D? Per gli strati saltati poco frequenti, questo può essere indicato come sottoestrusione temporanea. Potrebbe essersi verificato un problema con il filamento (ad es. variazione del diametro), la bobina del filamento, la ruota di alimentazione o l'ugello si è ostruito. In alternativa, l'attrito ha causato il blocco temporaneo del pitatto. La causa potrebbe essere che le aste verticali non sono perfettamente allineate con i cuscinetti lineari. È anche possibile che ci sia un problema con una delle aste o dei cuscinetti dell'asse Z. L'asta potrebbe essere deformata, sporca o coperta da un eccesso di olio. Risoluzione dei problemi relativi alla stampa 3D: mancanza di strati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLO MECCANICO È buona norma dare una occhiata alla tua stampante 3D di tanto in tanto per fare manutenzione ordinaria. Inizia controllando le aste e assicurati che siano tutte inserite nei cuscinetti o nei fermagli e che non siano saltate fuori o spostate anche solo leggermente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLO DELL'ALLINEAMENTO DELL'ASTA Assicurati che tutte le aste siano ancora perfettamente allineate e non si siano spostate. Spesso puoi dirlo spegnendo l'alimentazione (o disabilitando gli stepper) e spostando delicatamente la testa di stampa attraverso l'asse X e Y. Se c'è qualche resistenza al movimento allora c'è qualcosa che non va e di solito è abbastanza facile dire se ciò è dovuto a un disallineamento, un'asta leggermente piegata o un problema con uno dei cuscinetti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CUSCINETTO USURATO Quando i cuscinetti si usurano, di solito te lo fanno sapere creando un frastuono udibile. Dovresti anche essere in grado di sentire un movimento irregolare nella testina di stampa e durante la stampa la macchina sembra vibrare leggermente. In tal caso, scollegare l'alimentazione e spostare la testa di stampa attraverso X e Y per individuare la regione del cuscinetto rotto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI OLIO La lubrificazione è facile da dimenticare, ma mantenere tutto ben oliato è essenziale per il buon funzionamento della macchina. L'olio per macchine da cucire è l'ideale e può essere acquistato presso quasi tutte le mercerie a un prezzo relativamente economico. Prima di iniziare ad applicare liberamente, controlla che le aste siano pulite e prive di sporco e residui di stampa: una rapida pulizia delle aste prima di applicare una nuova mano di olio è sempre una buona idea. Quando tutte le aste sono pulite, basta tamponarle un po', ma non troppo. Quindi utilizzare il software di controllo della stampante come Printrun per spostare la testa attraverso l'asse X e Y per assicurarsi che le aste siano coperte uniformemente e si muovano senza intoppi. Se aggiungi un po' troppo olio, non preoccuparti, puliscine un po' con un panno, ma fallo subito! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SOTTOESTRUSIONE Il problema finale potrebbe essere la sottoestrusione. Dai un'occhiata al suggerimento dedicato alla risoluzione dei problemi di stampa 3D per la sottoestrusione. Elenco di controllo dei problemi di stampa 3D: strati mancanti Controlla la meccanica e assicurati che tutto sia stretto Ricontrolla la costruzione e l'allineamento della stampante Fai attenzione ai cuscinetti usurati e alle aste piegate Aggiungi un filo d'olio per mantenere le cose lisce Torna all'Indice Stampa con bordi inclinati Qual è il problema della stampa 3D? Man mano che la stampa si forma i bordi verticali sono stampati inclinati. Cosa sta causando questo problema di stampa 3D? La causa del problema è generalmente molto semplice; una delle pulegge attaccate a un motore passo-passo è leggermente allentata, oppure una delle cinghie sfrega contro qualcosa e blocca l'intera corsa della testa. Tutto quello che devi fare per correggere il problema è assicurarti che nessuna delle pulegge stia scivolando e che le viti senza testa che tengono le pulegge in posizione siano tutte serrate. Sebbene questa dovrebbe essere una soluzione rapida e semplice, un problema che potresti riscontrare mentre stringi le pulegge è che le piccole viti senza testa che si stringono sull'albero del motore non sono sempre di facile accesso. In primo luogo, capisci quale puleggia sta causando il problema. Risoluzione dei problemi relativi alla stampa 3D: stampa con bordi inclinati SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE GLI ASSI X E Y Dopo aver capito in quale direzione la stampa si inclina - asse X o asse Y - puoi controllare le cinghie e le pulegge. Se hai una stampante come la Prusa i3, il processo è piuttosto semplice, poiché gli stepper sono collegati direttamente alla cinghia di trasmissione principale. Per Ultimaker e altre stampanti, il processo può essere un po' più complicato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE LE CINGHIE NON SFREGHINO Guarda intorno a ciascuna delle cinghie e assicurati che non sfreghino contro il lato della macchina o altri componenti. Inoltre, verificare che l'allineamento delle cinghie sia corretto. Se uno è leggermente inclinato, ciò può causare problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SERRARE LA VITE SENZA TESTA DELL'ACCOPPIATORE DEL MOTORE PASSO-PASSO Dopo aver capito quale asse sta causando il problema, utilizzare una chiave a brugola per serrare la vite senza testa dell'accoppiatore corrispondente che si attacca al motore passo-passo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LE PULEGGE DELL'ASTA Macchine più complesse come Ultimaker 2 hanno una serie di cinghie e pulegge. Le aste principali X e Y nella parte superiore della macchina sono dotate di otto pulegge. È improbabile che questi causino uno slittamento, ma se uno è allentato, una cinghia potrebbe disallinearsi. Controllale tutte. Lista di controllo dei problemi di stampa 3D: modelli pendenti Controlla gli assi X e Y Controlla che le cinghie non sfreghino Serrare la vite senza testa della puleggia del motore passo-passo Controllare le pulegge dell'asta e serrare Torna all'Indice Le parti a sbalzo sono gestite male Qual è il problema della stampa 3D? Carichi la tua stampa nel tuo software di slicing e tutto sembra a posto. Premi stampa e scopri che alcune parti del modello vengono stampate assolutamente bene, mentre altre parti finiscono come un pasticcio filamentoso. Il problema delle sporgenze è spesso visto come un errore da principiante della stampa 3D, ma è sorprendente quanto spesso anche i più esperti cadano in questo problema. Cosa sta causando questo problema di stampa 3D? Il processo di FFF richiede che ogni layer sia costruito su un altro. Dovrebbe quindi essere ovvio che se il tuo modello ha una sezione della stampa che non ha nulla al di sotto, il filamento verrà estruso nel nulla e finirà per cadere per gravità. In realtà il software slicer dovrebbe evidenziare che ciò accadrà. Ma la maggior parte dei software di slicer ci consente semplicemente di andare avanti e stampare senza evidenziare che il modello richiede un qualche tipo di struttura di supporto. Risoluzione dei problemi relativi alla stampa 3D: le parti a sbalzo sono stampate male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AGGIUNGERE SUPPORTI La soluzione più rapida e semplice è aggiungere supporti. La maggior parte dei software di slicing ti consentirà di farlo rapidamente. In Simplify3D fare clic su Modifica impostazioni processo > Supporto > Genera materiale di supporto; puoi regolare la quantità, il modello e le impostazioni. In Cura basta selezionare il tipo di supporto desiderato dalle impostazioni di base. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE SUPPORTI NEL MODELLO I supporti generati dal software a volte possono essere invadenti e causare il blocco del materiale di supporto in punti impossibili da rimuovere. Creare i supporti nel software di modellazione è una buona alternativa. Ci vuole un po' più di abilità, ma può consentire alcuni risultati fantastici. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CREARE UNA PIATTAFORMA DI SUPPORTO Anche l'utilizzo di supporti dal piano di stampa può causare problemi poiché spesso devono coprire distanze verticali piuttosto grandi. Considerato che i supporti sono strutture fragili, più le stampi alte e grandi più rischi che ei rompano da sole durante la stampa. Creare un blocco solido o un muro sotto le parti a sbalzo del mdoello può essere un'ottima soluzione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INCLINARE LE PARETI Se si dispone di una sporgenza in stile mensola, una soluzione semplice è quella di inclinare il muro a 45º in modo che il muro si sostenga effettivamente da solo ed elimini la necessità di qualsiasi altro tipo di supporto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SCOMPORRE IL MODELLO Un altro modo per guardare il modello è scomporlo in stampe separate. Con alcuni modelli questo ti permette di capovolgere quello che sarebbe uno sbalzo e renderlo invece una base. L'unico problema con questo metodo è che devi quindi trovare un modo per rimettere insieme le due parti. Lista di controllo dei problemi di stampa 3D: le sporgenze sono disordinate Aggiungi supporti Crea nei supporti del modello Crea una piattaforma di supporto Stampare le pereti inclinate a 45 gradi Separare il modello in stampe più piccole Torna all'Indice Le superfici che appoggiano sui supporti vengono male Qual è il problema della stampa 3D? Hai stampato un modello complesso con supporti creati con il software scelto. Ma quando si tratta di rimuovere la struttura, sulla superficie rimangono piccoli resti di materiale. Quando provi a carteggiare o rimuovere il materiale rimanente, rovina l'effetto complessivo del modello. Cosa sta causando questo problema di stampa 3D? I supporti sono una parte essenziale della stampa 3D. Potresti anche essere sorpreso dalle capacità della tua stampante, la quale può anche creare ponti molto lunghi se gestisci bene i parametri di stampa. Le soluzioni software come Cura e Simplify3D sono in grado di produrre strutture di supporto eccezionali e, per la maggior parte, questi supporti generati automaticamente supereranno di gran lunga la qualità di qualsiasi soluzione pensata diversamente. Ma sebbene i supporti generati automaticamente facciano il loro lavoro, possono essere difficili da rimuovere. A seconda del software di slicing, l'abilitazione dei supporti richiederà l'attivazione di una casella di controllo. Ci sono molte opzioni associate che ti consentono di mettere a punto la struttura di supporto e ridurre al minimo l'effetto che le strutture avranno sulla superficie dei tuoi modelli. Tuttavia, per quanto tu sia attento con le impostazioni del supporto, i supporti stessi servono per toccare le parti a sbalzo del modello, le quali si appoggiano su di essi, quindi lasceranno sempre una sorta di traccia. Il problema della finitura superficiale quando si utilizzano i supporti è importante e la gravità dell'effetto cambierà a seconda dei tipi di materiale utilizzati. Un filamento più fragile come il PLA è spesso più difficile da lavorare e rifinire rispetto a un ABS. Risoluzione dei problemi della stampante 3D: le superfici che appoggiano sui supporti vengono male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL POSIZIONAMENTO DEL SUPPORTO La maggior parte dei software di slicing ti consentirà di scegliere se dove creare i supporti. I supporti potrebbero appoggiare sul piatto di stampa, ma anhe direttamente sul modello. Tutto dipende dalla forma del modello che devi realizzare, caratteristica fondamentale per definire come e dove usare i supporti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA CAPACITÀ DELLA STAMPANTE Molto spesso le persone usano i supporti senza rendersi conto che la loro stampante può coprire alcuni sbalzi e stampare facilmente angoli relativamente ripidi. La maggior parte delle stampanti è in grado di colmare sbalzi di 50 mm e angoli di stampa di 50º senza errori. Provaci! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CARATTERIZZA I SUPPORTI A seconda del tipo di modello, un cambiamento nel modello di supporto potrebbe essere tutto ciò che serve per una migliore interfaccia del modello di supporto; prova a passare da "Grid" a "Zig Zag". SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA DENSITÀ DEL SUPPORTO Nel tuo software slicer cambia la vista in "Layers" e dai un'occhiata alla struttura di supporto. Il software predefinito di solito applica una struttura di supporto densa. Se riduci questa densità, il supporto diventerà più debole, ma fintanto che la tua stampante è regolata con precisione, questo non dovrebbe essere un problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA TEMPERATURA DI STAMPA Ricontrolla l'intervallo di temperatura del filamento e regola la temperatura dell'estremità calda al minimo per il materiale. Ciò può comportare un legame più debole tra gli strati, ma renderà anche più facile la rimozione della struttura di supporto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DOPPIA ESTRUSIONE E MATERIALI DI SUPPORTO SOLUBILI L'uso di una stampante con doppio estrusore può essere la soluzione definitiva. I materiali di supporto solubili in acqua come il PVA sono efficaci e forniscono un modo conveniente per ottenere stampe complesse senza sacrificare completamente la finitura superficiale. Soprattutto, puoi aggiungere supporti alle cavità da cui in precedenza sarebbe stato impossibile rimuovere i supporti del materiale di stampa standard, il che significa che anche le stampe più complesse saranno realizzabili più facilmente. Elenco di controllo dei problemi di stampa 3D: le aree superficiali sotto i supporti sono ruvide Controlla il posizionamento del supporto Verificare la capacità della stampante Caratterizza i tuoi supporti Ridurre la densità del supporto Usa una stampante con doppio estrusore Torna all'Indice Dettagli non stampati correttamente Qual è il problema della stampa 3D? La stampante non riesce a realizzare dettagli o elementi di piccola dimensione. I bordi e gli angoli che dovrebbero essere nitidi e precisi hanno una curva e una "morbidezza". Cosa sta causando questo problema di stampa 3D? Ci sono una serie di problemi che possono influire sulla qualità della stampa quando si tratta di dettagli precisi. La causa più comune di stampe con pochi dettagli è, ovviamente, l'altezza dei layer. Se hai impostato una bassa risoluzione (altezza dello strato elevata) per la tua stampante, non sarai in grado di ottenere stampe lisce, indipendentemente da quanto sia buona la tua stampante. La dimensione dell'ugello è un altro elemento. C'è un equilibrio molto delicato tra le dimensioni dell'ugello e la qualità di stampa fine. In un ambiente di produzione, un ugello da 0.5 mm è l'ideale. Per uso generale invece, un ugello da 0.4 mm va più che bene. Ma se devi ottenere dettagli di un certo livello, l'uso di un ugello da 0.2 mm potrebbe essere ideale. L'ugello più piccolo significherà anche che la tua macchina dovrà essere messa a punto con precisione poiché eventuali problemi verranno amplificati. La temperatura dell'ugello è fondamentale, poiché la tua stampante deve essere in grado di estrudere la plastica senza intoppi. Quando si tratta di dettagli, assicurati che l'ugello sia pulito prima di iniziare, anche il minimo accumulo di filamento o un piccolo blocco si evidenzieranno nella stampa. Anche la velocità di stampa avrà un enorme effetto sui dettagli. Potrebbe essere necessario regolare la velocità della ventola per far fronte all'aumento del tempo di estrusione. Alcune stampanti traggono vantaggio anche dal fatto che la ventola dell'estrusore sia impostata sull'impostazione più bassa (o addirittura spenta). Sebbene i marchi più economici di materiali per stampa 3D possano sembrare uguali, le tolleranze della composizione chimica del diametro possono variare e questa incoerenza verrà evidenziata nella stampa finale. Assicurati di usare materiali di qualità! Verifica infine che il piano di stampa sia livellato. Anche il minimo errore nel livello avrà ripercussioni su tutta la stampa quando si stampa ad alta risoluzione. Risoluzione dei problemi della stampante 3D: dettagli non stampati correttamente SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA RISOLUZIONE Aumenta la risoluzione: un'altezza dello strato inferiore darà alle stampe una finitura più uniforme. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: DIAMETRO DELL'UGELLO Più piccolo è il diametro dell'ugello, maggiore è il dettaglio che puoi stampare. Ma un ugello piccolo significa anche tolleranze inferiori, quindi la tua macchina deve essere altamente messa a punto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: FAI MANUTENZIONE ALLA TUA STAMPANTE Qualsiasi attrito aggiuntivo dovuto a barre leggermente disallineate o cinghie allentate sarà immediatamente evidente nella stampa. Assicurati che tutto sia stretto e allineato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PULIRE L'UGELLO Prima di iniziare una stampa dettagliata, assicurati che l'ugello sia pulito. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RALLENTA Riduci la velocità di stampa: una buona estrusione lenta è meno soggetta a errori. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: UTILIZZARE UN FILAMENTO DI QUALITÀ Selezionare il materiale giusto da un produttore di filamenti di qualità è la chiave per stampe di buona qualità. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE IL PIATTO DI STAMPA EseguI la procedura di calibrazione per verificare che la piattaforma sia livellata. Elenco di controllo dei problemi di stampa 3D: i dettagli fini non vengono stampati correttamente Bassa risoluzione Diametro dell'ugello ridotta Assicurati che tutto sia funzionante e manutenuto Pulisci l'ugello Stampa a bassa velocità Usa un filamento di qualità Controlla il livellamento del piatto Torna all'Indice Depositi e increspature sulle superfici (Ringing) Qual è il problema della stampa 3D? L'effetto delle onde visive o delle increspature sulla superficie di stampa è uno di quei problemi minori e fastidiosi che molti di noi semplicemente trascurano. Ha l'abitudine di andare e venire, e non sembra esserci davvero alcun motivo coerente per il problema. L'effetto è normalmente molto sottile e appare come un'onda o un'increspatura attraverso la superficie della stampa, anche la sua posizione e gravità possono cambiare. A parte un leggero effetto visivo sulla superficie, l'effetto di queste increspature ha poco altro effetto sulla qualità della stampa 3D finale, tranne ovviamente nei casi più gravi. Cosa sta causando questo problema di stampa 3D? Il problema delle onde nelle tue stampe 3D è solitamente dovuto a vibrazioni e velocità. I produttori fanno moltissimo con le loro macchine per assicurarsi che le piccole vibrazioni create dai motori siano ridotte al minimo assoluto. Il peso della macchina aiuta a ridurre al minimo le vibrazioni attraverso la macchina ma non le elimina completamente. Quelle piccole vibrazioni possono viaggiare attraverso gli assi della macchina, rovinando le tue stampe. Questo problema può riscontrarsi soprattutto nelle macchine a grande volume. Le vibrazioni possono anche essere amplificate da scarsa manutenzione e cuscinetti lineari usurati. Controlla regolarmente che la tua stampante sia pulita, priva di sporcizia e ricorda di mantenere le guide oliate. Quando la stampante è spenta controlla la qualità dei cuscinetti lineari e assicurati che il movimento della testina di stampa sia fluido, puoi farlo muovendo la testina con le dita. Assicurati che tutto sia a posto prima di iniziare. Mentre fai manutenzione, assicurati che tutti i bulloni e le punte all'interno della macchina siano in buone condizioni e serrati, soprattutto se hai costruito la macchina da solo. Le onde si presentano anche se stampi troppo velocemente. La soluzione semplice qui è semplicemente ridurre la velocità di stampa, questo risolverà il problema nella maggior parte dei casi. Se hai ancora bisogno di stampare velocemente, prova ad aumentare il flusso e la temperatura di estrusione. Infine, e questo è uno per gli utenti più avanzati, fai attenzone all'accelerazione del firmware. Questo regola la velocità della testa di stampa mentre cambia direzione, la sua funzione è quella di aiutare a prevenire il ronzio. Qui ci sono due funzioni che dovresti guardare e questo cambierà a seconda della macchina. Cerca l'accelerazione e il jerk, ci sono diversi valori elencati, inizia abbassando il jerk e poi l'accelerazione durante la stampa. Risoluzione dei problemi della stampante 3D: depositi e increspature sulle superfici (ringing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LE VIBRAZIONI Assicurati che la superficie che usi per la tua stampante 3D sia solida e mentre la stampante stampa non ci siano vibrazioni. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE I CUSCINETTI I cuscinetti lineari si consumano nel tempo, con la stampante spenta controllare che tutto funzioni ancora senza intoppi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: ASSICURARSI CHE TUTTO SIA STRETTO È incredibile come un bullone allentato possa influire sulla qualità di stampa, come parte della tua routine di manutenzione assicurati che tutto sia serrato e serrato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AGGIUNGERE OLIO Controllare che tutte le aste siano prive di polvere e sporco, quindi aggiungere una goccia di olio per assicurarsi che tutto sia ben lubrificato. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RALLENTARE LA STAMPA Ridurre la velocità di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: REGOLARE L'ACCELERAZIONE DEL FIRMWARE Solo per utenti avanzati, controlla il firmware della stampante e regola i valori nel codice per l'accelerazione e jerk, dovrai quindi caricare nuovamente il firmware sulla tua macchina. Elenco di controllo dei problemi di stampa 3D: increspature ed "echi" nella stampa (squilli) Ridurre le vibrazioni Controlla i cuscinetti Assicurati che tutto sia stretto Aggiungere l'olio Rallenta la stampa Regola l'accelerazione del firmware Torna all'Indice Strisce diagonali sulla stampa Qual è il problema della stampa 3D? Le linee appaiono sullo strato superiore della stampa, di solito in diagonale da un lato all'altro. Cosa sta causando questo problema di stampa 3D? Una stampa 3D viene creata disponendo strati successivi, uno dopo l'altro. Man mano che ogni strato viene impostato, la testa di stampa si sposta lungo gli assi X e Y. Una volta completato lo strato, la testa si solleva attraverso l'asse Z e ritorna al punto iniziale per depositare lo strato successivo. È a questo punto che possono verificarsi linee visibili. Queste possono essere causati da una serie di impostazioni della stampante, ma in sostanza il problema è dovuto dall'ugello che graffia fisicamente la superficie. Oppure, potrebbe esserci del filamento caldo che scende dall'ugello e, anche in questo caso, gratta la superficie. L'eccessiva estrusione è un'altra causa meno comune, poiché la testa solleva i trascinamenti in eccesso sulla superficie lasciando una traccia di filamento. Su superfici piane più grandi potresti vedere la linea diagonale sbiadire sulla superficie. Una temperatura troppo alta è una causa meno probabile, ma con alcuni filamenti più economici o più vecchi il calore residuo dell'ugello può portare il filamento a fuoriuscire dall'ugello, lasciando di nuovo una striscia mentre l'ugello si sposta. Risoluzione dei problemi della stampante 3D: strisce diagonali sulla stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RETRAZIONE Prova ad aumentare la quantità di retrazione. Se il problema persiste, dai un'occhiata alla sovraestrusione o alla temperatura dell'ugello. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE L'ESTRUSIONE Il modo in cui si regola la portata del filamento varia a seconda della stampante. Utilizzando Cura e la serie Ultimaker troverai i dettagli del flusso sulla macchina nelle impostazioni del materiale per Ultimaker 2, su Ultimaker 3 li troverai nelle impostazioni personalizzate nel software Cura. Ridurre la portata del 5% e stampare un cubo di calibrazione per verificare se il filamento viene estruso correttamente ed eliminare il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: TEMPERATURA DELL'UGELLO La tolleranza dei filamenti di buona qualità dovrebbe negare il problema in linea di principio, ma se il filamento è rimasto fermo per un po', esposto all'umidità o alla luce solare, potresti scoprire che le tolleranze del filamento alla temperatura si sono ridotte. Diminuire la temperatura dell'hot end di 5 ºC e riprovare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: Z-LIFT Se la testa non si solleva abbastanza in alto dalla superficie della stampa, l'ugello stesso può causare cicatrici mentre si sposta da uno strato all'altro. Ci sono impostazioni Z-lift o Z-hop, altrimenti aumenta Z-Hop o Z-Lift con incrementi di 0,25 mm. Elenco di controllo dei problemi di stampa 3D: strisce diagonali sulla stampa Usa la retrazione Controlla l'estrusione Abbassa la temperatura dell'ugello Usa lo z-hop Torna all'Indice Stampa filamentosa, che collassa (sovraestrusione) Qual è il problema della stampa 3D? Sovraestrusione significa che la stampante fornisce più materiale del necessario. Ciò si traduce in materiale in eccesso all'esterno del modello stampato. Cosa sta causando questo problema di stampa 3D? In genere, l'impostazione del moltiplicatore di estrusione o del flusso nel software di slicing è troppo alta. Risoluzione dei problemi relativi alla stampa 3D: stampa filamentosa, che collassa (sovraestrusione) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: MOLTIPLICATORE DI ESTRUSIONE Apri il tuo software slicer e verifica di aver selezionato il moltiplicatore di estrusione corretto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: IMPOSTAZIONE DEL FLUSSO Se tutto sembra corretto, diminuire l'impostazione Flusso nel software della stampante. Elenco di controllo dei problemi di stampa 3D: stampa filamentosa, che collassa (sovraestrusione) Verifica di avere le impostazioni corrette del moltiplicatore di estrusione Diminuire le impostazioni del flusso del filamento Torna all'Indice Strati sottili e deboli (sottoestrusione) Qual è il problema della stampa 3D? "Sottoestrusione" significa che non si fornisce materiale sufficiente per la stampa. La sottoestrusione si riconosce in diversi modi, in particolare dagli strati sottili, strati mancanti del tutto o fessure non volute. Cosa sta causando questo problema di stampa 3D? Ci sono diverse possibili cause. Innanzitutto, il diametro del filamento utilizzato non corrisponde al diametro impostato nel software di slicing. In secondo luogo, la quantità di materiale estruso è troppo bassa a causa di impostazioni errate del software dello slicer. Oppure il flusso del materiale in uscita attraverso l'estrusore è limitato dallo sporco nell'ugello. Risoluzione dei problemi relativi alla stampa 3D: strati sottili e deboli (sottoestrusione) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE IL DIAMETRO DEL FILAMENTO Verifica se hai impostato il diametro del filamento corretto nel software di slicing. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: MISURARE IL FILAMENTO Se ancora non ottieni i risultati desiderati e il flusso del filamento è il problema, usa un set di calibri per ricontrollare il diametro del filamento. Dovresti essere in grado di modificare accuratamente le impostazioni del diametro del filamento nelle impostazioni del software slicer. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE LA PRESENZA DI DETRITI NELL'HOT-END Dopo la stampa, la maggior parte delle stampanti solleverà la testina di stampa dalla base di stampa. Controllare rapidamente che l'ugello sia libero da un accumulo di filamenti e sporco. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: IMPOSTARE IL MOLTIPLICATORE DI ESTRUSIONE Se non c'è discrepanza tra il diametro effettivo del filamento e l'impostazione del software, allora il moltiplicatore di estrusione (noto anche come portata o compensazione del flusso) potrebbe essere troppo basso. Ogni applicazione slicer lo gestirà in modo leggermente diverso, ma il principio è aumentare questo valore in incrementi del 5% finché non vedi che il problema è scomparso. Elenco di controllo dei problemi di stampa 3D: sottoestrusione Controlla il diametro del filamento Utilizzare calibri per misurare il diametro del filamento Verificare che l'hot end sia pulito Regola il moltiplicatore di estrusione con incrementi del 5%. Torna all'Indice Accumulo di materiale nella superficie superiore (pillowing) Qual è il problema della stampa 3D? La superficie superiore della stampa mostra materiale in eccesso, fori o strisce antiestetiche. Cosa sta causando questo problema di stampa 3D? Le due cause più comuni sono il raffreddamento improprio dello strato superiore e il fatto che la superficie superiore non sia abbastanza spessa. Risoluzione dei problemi relativi alla stampa 3D: Accumulo di materiale nella superficie superiore (pillowing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LA POSIZIONE DELLA VENTOLA Verifica che le ventole attorno all'hot-end girino bene, specialmente nella fine della stampa. Se sembrano funzionare correttamente, il problema potrebbe essere che non dirigono un flusso d'aria sufficiente sulla stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: IMPOSTARE LA VELOCITÀ DELLA VENTOLA IN G-CODE Un g-code comune per Fan On è M106 ed è M107 Fan Off. M106 avvia la ventola e S255 la imposta al massimo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LO SPESSORE DELLO STRATO SUPERIORE La soluzione più semplice è aumentare lo spessore dello strato superiore. Assicurati di avere almeno 4 strati di materiale pieno. Elenco di controllo dei problemi di stampa 3D: accumulo di materiale nella superficie superiore (pillowing) Assicurati che le ventole siano a regime e in posizione Imposta manualmente la velocità della ventola Aumenta lo spessore dello strato superiore Torna all'Indice Stampa filamentosa o pelosa (stringing) Qual è il problema della stampa 3D? Il modello si presenta peloso, con filamenti sottili attaccati alle superfici esterne. Cosa sta causando questo problema di stampa 3D? Quando la testa di stampa si sposta con movimenti di travel, il filamento gocciola dall'ugello lasciando dei residui. Risoluzione dei problemi di stampa 3D: stampa filamentosa o pelosa (stringing) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: ABILITARE LA RETRAZIONE La retrazione è fondamentale quando si tratta di qualità della finitura e può essere abilitata attraverso la maggior parte dei software di slicing. La sua funzione è piuttosto semplice e funziona ritraendo il filamento nell'ugello prima che la testa si muova. L'idea è che eviti che il filamento fuso scenda dall'ugello quando ci sono movimenti senza estrusione. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CORSA MINIMA (MM) La riduzione della corsa minima è di solito la soluzione più rapida se la retrazione standard non sta facendo il lavoro. Riduci il valore in incrementi di 0,5 mm. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: TOGLI I FILI MANUALMENTE Questa non è la soluzione più elegante, ma sicuramente la più rapida e semplice. Elenco di controllo dei problemi di stampa 3D: stampa filamentosa o pelosa (stringing) Abilita la retraction Regolare la corsa minima prima che inizi la retrazione Pulisci il modello manualmente Torna all'Indice Poca precisione dimensionale Qual è il problema della stampa 3D? I modelli che stampi non hanno precisione dimensionale rispetto i modelli digitali originari. I fori vengono deformati. Le superfici a incastro sono deformate o non combaciano. Cosa sta causando questo problema di stampa 3D? Il problema potrebbe derivare da una progettazione digitale non fatta correttamente. Spesso si modella pensando a come si vuole il modello fisico senza considerare il processo di fabbricazione. Nella stampa 3D devi considerare la deposizione del materiale, i flussi di estrusione, eventuali eccessi o mancanze di materiale, movimenti bruschi e la dimensione dell'ugello, ecc. Se i fori non sono tondi, ma magari escono ovali, forse c'è un problema con le cinghie. Risoluzione dei problemi della stampante 3D: poca precisione dimensionale SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE L'UNITÀ DI MISURA DI LAVORO Nel tuo software di stampa 3D assicurati di aver selezionato le dimensioni reali e l'unità di misura corrette. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: RICONTROLLA LE MISURAZIONI Se stai progettando una parte che deve connettersi con altri oggetti, ricontrolla le tue misure e usa un calibro digitale. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FORI DELLE VITI SOVRADIMENSIONATI Se stai facendo un foro per una vite, crea una vite M5 3D virtuale con un diametro leggermente più grande di quello che dovrebbe essere e usala per estrarre/creare una sottrazione booleana dal modello in cui vuoi che appaia il foro. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE IL NUMERO DI POLIGONI Ridurre il numero di poligoni dei tuoi modelli può causare problemi con i bordi leggermente appiattiti. Assicurati di mantenere i poligoni entro un conteggio ragionevole per sfumature più uniformi e migliori adattamenti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PROVA LA PRECISIONE DELLA STAMPANTE CON TEST CUBE Usa un cubo di calibrazione della stampa 3D per controllare le dimensioni X, Y e Z della tua stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA DELL'UGELLO Prova a ridurre la temperatura di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE CINGHIE E BINARI Controllare la tensione di ogni cinghia e assicurarsi che tutti gli assi siano diritti e correttamente allineati. Elenco di controllo dei problemi di stampa 3D: accuratezza delle dimensioni di stampa Controlla le dimensioni Ricontrolla le misure Assicurati che le parti siano dimensionate correttamente Mantieni alto il numero di poligoni Controllare la temperatura dell'ugello Controllare le cinghie e le guide Torna all'Indice La stampa si sposta e risulta disallineata Qual è il problema della stampa 3D? Ottieni un effetto a gradini nella stampa. Gli strati sono disallineati o proprio staccati tra di loro in direzione longitudinale. Cosa sta causando il problema della stampa 3D? Le cinghie o i motori potrebbero perdere dei passi durante la stampa. L'estrusore potrebbe bloccarsi e perdere movimenti. Il piatto di stampa potrebbe avere vibrazioni. Potrebbe esserci qualcosa dentro la stampante che causa blocchi improvvisi. Se stampti troppo velocemente le guide potrebbero perdere passi. Risoluzione dei problemi relativi alla stampa 3D: la stampa si sposta e risulta disallineata SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE CHE LA STAMPANTE ABBIA UNA BASE STABILE Posizionare la stampante su una base stabile e in un luogo in cui eviterà urti e manipolazioni in genere. Anche una piccola spinta della stampante può spostare la base di stampa e causare problemi. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE IL PIANO DI STAMPA SIA SICURO Molte stampanti 3D utilizzano una qualche forma di letto di stampa staccabile. Anche se questo è utile quando si tratta di rimuovere le stampe ed evitare danni alla stampante, significa anche che nel tempo i fermagli e le viti possono allentarsi. Assicurarsi che quando si reinstalla la piattaforma di stampa sia agganciata o imbullonata saldamente in posizione per evitare scivolamenti o movimenti. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PRESTARE ATTENZIONE AGLI STRATI SUPERIORI DEFORMATI Gli strati superiori di una stampa possono facilmente deformarsi se raffreddati troppo velocemente. Man mano che gli strati si deformano, si sollevano e possono causare un'ostruzione all'ugello mentre si muove. Nella maggior parte dei casi la stampa si stacca dalla piattaforma, ma in caso contrario i potenti motori passo-passo possono spingere la stampa e la piattaforma in giro. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIDURRE LA VELOCITÀ DI STAMPA Riduci la velocità di stampa per evitare che le guide o le cinghie perdano passi durante la stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LE CINGHIE Controlla la tensione delle cinghie. Se c'è un bel po' di gioco nelle cinghie allora è il momento di sostituirle con delle nuove. Anche le cinghie troppo strette possono essere un problema, ma questo di solito è solo un problema se hai costruito la macchina da solo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE GLI ACCOPPIATORI DI TRASMISSIONE Questi sono solitamente collegati direttamente a un motore passo-passo e a una delle aste principali che aziona la testina di stampa. Se ruoti con attenzione l'accoppiatore vedrai un piccolo grano. Tieni l'asta e afferra la cinghia attaccata, quindi tira la cinghia e prova a forzare la rotazione della puleggia. Dovresti scoprire che non c'è slittamento tra l'accoppiatore e lo stepper o l'asta. Se c'è, stringere la vite senza testa e riprovare. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PULIRE E OLIARE LE ASTE Nel corso del tempo i detriti possono accumularsi sulle aste, il che significa che in alcuni punti lungo la loro lunghezza incontrano un aumento dell'attrito. Ciò può influire sul libero movimento della testa e causare lo spostamento degli strati. Una rapida pulizia e rilubrificazione delle aste di solito risolve il problema. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE LA PRESENZA DI ASTE DEFORMATE Se vedi che la testina di stampa vibra in determinati punti, potrebbe essere che una delle aste si sia leggermente piegata. Di solito puoi dirlo spegnendo la macchina in modo che non ci sia alimentazione attraverso gli stepper e quindi spostando la testa di stampa attraverso gli assi X e Y. Se senti resistenza, allora sai che qualcosa non va. Inizia vedendo se le aste sono allineate, se lo sono, rimuovi le aste e falle rotolare su una superficie piana. Se qualcosa è piegato, sarà abbastanza chiaro. Elenco di controllo dei problemi di stampa 3D: la stampa presenta offset in alcuni punti Verificare che la stampante sia su una base stabile Verificare che il piano di stampa sia ben saldo Fai attenzione agli strati superiori deformati Riduci la velocità di stampa Controlla le cinghie Controllare gli accoppiatori di trasmissione Controllare che le aste siano pulite e applicare dell'olio Verificare la presenza di aste deformate Torna all'Indice Ponti e bridge stampati male Qual è il problema della stampa 3D? I ponti sono essenzialmente un tratto di plastica che viene estruso tra due sostegni. Quando provi a coprire piccoli bridge il filamento cola per gravità, si arriccia o si aggrappa al modello. Anche nei bridge di appena 1-3 mm hai problemi di filamento arricciato o colato. La maggior parte dei filamenti sono performanti nel bridging e con una stampante ottimizzata la distanza raggiungibile durante il bridging può essere sorprendente. Cosa sta causando questo problema di stampa 3D? Andare a fondo dei problemi di bridging è di solito abbastanza facile e gran parte della diagnosi passa attraverso l'aspetto del bridge fallito. Nota che il modo in cui diverse applicazioni slicer gestiscono il bridging è molto diverso. Se i parametri legati ai bridge non sono impostati in modo ottimale, è inutile che tu prova a ottenere risultati migliori. Se il ponte che stai cercando di coprire è troppo grande, allora avrai sempre problemi. Devi scoprire quali sono i limiti della tua stampante e puoi farlo eseguendo semplici test. Il raffreddamento è un altro problema importante, il filamento deve essere raffreddato rapidamente per potersi sostenere tra le due colonne. La velocità di estrusione è altrettanto importante, se la testa di stampa si muove troppo velocemente, la velocità e le vibrazioni causeranno inevitabilmente instabilità prima che il filamento si sia solidificato. Una temperatura di estrusione troppo elevata risulterà spesso in bridging pessimo, mostrando ancora una volta il cedimento del filamento. Risoluzione dei problemi della stampante 3D: ponti e bridge stampati male SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICARE I PARAMETRI DI BRIDGING Fai dei test di stampa aggiustando i parametri di stampa legati al bridging. Puoi usare questo modello 3D gratuito per fare i test. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: AGGIUNGERE SUPPORTI Una soluzione rapida e semplice consiste nell'aggiungere dei supporti sotto la struttura a sbalzo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: AUMENTARE LA VELOCITÀ DELLA VENTOLA Aumenta la velocità della ventola di estrusione per garantire che il filamento si raffreddi rapidamente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: DIMINUIRE LA VELOCITÀ DI ESTRUSIONE L'estrusione rapida è un no assoluto quando si tratta di creare un ponte, è necessario un processo lento e costante poiché il filamento deve avere il tempo di stabilizzarsi man mano che la distanza viene superata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE SIMPLIFY3D Questo software di stampa 3D presenta un'opzione di bridging molto avanzata e riconoscerà automaticamente tutte le aree della stampa che richiedono un raffreddamento maggiore e velocità di estrusione inferiori. Lista di controllo dei problemi di stampa 3D: i ponti sono disordinati Controlla le capacità di bridging Aggiungi supporti Aumenta la velocità della ventola Diminuire la velocità di estrusione Usa Simplify3D Torna all'Indice Problemi di stampa 3D FDM: problemi generici Hai stampato correttamente e la stampa ha un bell'aspetto, ma c'è ancora un problema. Ecco i problemi di stampa 3D che non rientrano in nessuna delle categorie precedenti. Torna all'Indice La stampa non si stacca dal piano di stampa Qual è il problema della stampa 3D? Il modello in stampa non stacca dal piatto a fine stampa, è impossibile rimuoverlo. Il modello tende a rompersi in altri punti durante la rimozione dal piatto di stampa. Cosa sta causando questo problema di stampa 3D? Il piatto di stampa non è livellato correttamente. Il filamento ha aderito a colle o fori presenti nel piatto, diventando un tutt'uno con questi elementi. La temperatura del piatto è troppo alta e ha fatto aderire il materiale a colle o materiali superficiali. Risoluzione dei problemi della stampante 3D: la stampa non si stacca dal piatto di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: ABBI UN PO' DI PAZIENZA Attendo che la stampa si raffreddi completamente. Dopo un po' di tempo di raffreddamento, potrebbe rilasciarsi spontaneamente. Man mano che il filamento si raffredda, si solidifica, perdendo l'appiccicosità necessaria per l'adesione degli strati, compreso quello alla base. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: UTILIZZARE UNA SPATOLA Puoi trovarne una in qualsiasi negozio di ferramenta. Agisci con attenzione e cura per evitare rotture. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: PULIRE LA PIATTAFORMA DI STAMPA Se la tua piattaforma di stampa è sporca di colla, probabilmente è il momento di pulirla perché rischi che le stampe aderiscano troppo a questi residui di materiale. Passala sotto l'acqua calda (non bollente) e usa delicatamente una spatola per raschiare via l'eventuale colla superficiale. fai la stessa operazione se il modello non si stacca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INCOLLALO NEL FORNO Se hai un piatto di stampa in vetro o un'altra piattaforma resistente al calore senza plastica o componenti elettronici attaccati ed è possibile rimuoverlo dalla stampante, inseriscilo nel forno. Imposta la temperatura a 100º e poi usa una spatola per vedere se riesci a spostare la stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: NON UTILIZZARE FILAMENTI ECONOMICI I migliori filamenti non reagiscono chimicamente con altri materiali. Usa solo materiali di qualità! SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: PRATICARE DEI FORI Ciò richiede un po' di accortezza, ma creando alcuni fori nel design della base di stampa si può evitare un po' di adesione causata dall'eccessiva superficie di contatto. Elenco di controllo dei problemi di stampa 3D: la stampa è bloccata sul piano di stampa Attendi che il modello si raffreddi e ritiri un po' Usa una spatola Pulisci sempre la piattaforma di stampa Inserisci il piatto di stampa nel forno Non usare filamenti economici Fai dei buchi nel modello digitale Torna all'Indice Problemi di stampa 3D a resina: non viene stampato nulla Gli dei della stampa 3D ti guardano male. Hai passato mezz'ora a posizionare meticolosamente i supporti per cercare di assicurarti il successo, ma ora nulla si attacca al piano di stampa. E l'ingiustizia di tutto ciò? Probabilmente hai dovuto aspettare centinaia di strati per accorgertene. Torna all'Indice Resina troppo fredda Qual è il problema della stampa 3D? Proprio come alcuni filamenti di stampa 3D FDM, la temperatura ambiente può svolgere un ruolo importante nel determinare se una resina fotopolimerica si fisserà durante il processo di stampa SLA. Se la resina è troppo fredda, è improbabile che si indurisca e, in tal caso, si indurirà in modo incoerente, con conseguenti stampe parziali e scarsa adesione della lastra. Cosa sta causando questo problema di stampa 3D? La resina viene stampata a temperatura non consona. Per alcune resine possono essere necessarie temperature fino a 25-30 gradi Celsius. Risoluzione dei problemi della stampante 3D: resina troppo fredda SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: SPOSTARE LA STAMPANTE IN UNA STANZA PIÙ CALDA Spostare la stampante in una stanza più calda vicino a una fonte di calore potrebbe essere sufficiente per raggiungere quel punto ottimale e solidificare le stampe in resina. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: INVESTI IN UNA SOLUZIONE DI RISCALDAMENTO DELLA CAMERA Le stampanti SLA professionali hanno un sistema di riscaldamento della camera di stampa. Non è un caso, infatti, perché su queste macchine il problema della temperatura non deve esistere. Puoi provare a emulare questo sistema, provando a scaldare la camera di stampa della tua stampante. Lista di controllo dei problemi di stampa 3D SLA: resina troppo fredda Spostare la stampante in una stanza calda Trova un modo per riscaldare la camera Torna all'Indice Stampa debole, che si stacca o con residui Qual è il problema della stampa 3D? La stampa si stacca, presenta striature, layer staccati o residui. Nella stampa 3D SLA, una sorgente di luce UV, tipicamente un laser, indurisce la resina fotopolimerica. Proprio come la pellicola fotografica richiede una quantità significativa di esposizione alla luce affinché l'immagine venga catturata, così anche la resina deve essere esposta alla quantità appropriata di luce UV prima che si indurisca. Se la fonte luminosa non agisce a sufficienza, il materiale non indurisce. Cosa causa questo problema di stampa 3D? La sottoesposizione, a causa del laser che si muove troppo velocemente o di un laser sottodimensionato, non produrrà alcuna stampa o stampe deboli che non sono sufficientemente rigide per resistere alla forza di pelatura della tua macchina. Risoluzione dei problemi della stampante 3D: stampa debole, che si stacca o con residui SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DELLA STAMPANTE 3D: RIDURRE LA VELOCITÀ DI STAMPA A seconda della stampante SLA in uso, potrebbe essere possibile rallentare la velocità di stampa nelle impostazioni di slicing. Elenco di controllo dei problemi di stampa 3D SLA: stampa troppo veloce Diminuire la velocità di stampa Torna all'Indice Problemi di stampa 3D a resina: la mia stampa non è riuscita Ci sono una serie di possibili cause: vediamole. Torna all'Indice Il modello non aderisce al piano di stampa Qual è il problema della stampa 3D? La tua base di supporto non si attacca alla lastra di stampa. O si stacca parzialmente o si separa completamente e rimane a galleggiare attorno al serbatoio resina. Cosa causa questo problema di stampa 3D? Ci sono una serie di ragioni per cui questo può accadere. In primo luogo, è possibile che il modo in cui la tua stampante 3D SLA si riposiziona sullo strato di stampa successivo generi una forza maggiore di quella che puoi gestire con la stampa. L'effetto di aspirazione esercitato sulle stampe ogni volta che la lastra di stampa e il fondo della vasca di resina si separano per riposizionarsi può essere esagerato. A seconda del meccanismo con cui la tua stampante esegue questa azione, ci sono alcuni trucchi che puoi fare per ridurre al minimo o almeno mitigare questa attrazione. Potrebbe essere che la resina semplicemente non sia abbastanza calda. Risoluzione dei problemi della stampante 3D: il modello non aderisce al piatto di stampa SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIPOSIZIONA LA STAMPA Posizionare stampa in un'area della lastra di stampa soggetta a una minore forza di sfregamento può in qualche modo aiutare la stampa a ottenere un buon legame con la lastra di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: LIVELLARE LA VASCA Assicurati che la vasca e il piatto di stampa siano ben livellati. A volte non ci si rende conto di disallineamenti importanti. Cerca qualche tipo di istruzione per il livellamento del letto per la tua stampante o passaggi di calibrazione avanzati e provali. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE LA TEMPERATURA Prova a riscaldare la resina e la camera di stampa in qualche modo. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: CONTROLLARE LO STRATO DI INTERFACCIA DELLA VASCA DI RESINA Molte stampanti 3D SLA utilizzano un sottile strato di materiale simile al gel sul fondo della vasca di resina acrilica per fungere da strato di interfaccia. È inevitabile che, nel tempo, l'usura possa portare a una stampa scadente, rendendo alcune aree della lastra di stampa non più praticabili su cui stampare. La soluzione è sostituire lo strato di interfaccia, acquistare un nuovo strato di interfaccia se disponibile o, in caso contrario, una nuova vasca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FILTRA LA RESINA È buona norma setacciare la vasca dopo ogni stampa non solo per catturare delle particelle e rimuoverle, ma anche per rimuovere l'eventuale resina fissata sul fondo della vasca Elenco di controllo dei problemi di stampa 3D SLA: stampe che non aderiscono alla lastra di stampa Livella la tua vasca per resina Riposiziona il tuo modello per la stampa Controlla la temperatura della resina Controllare il livello dell'interfaccia della vasca Filtra la resina Carteggiare il piatto di stampa Torna all'Indice Una parte della stampa o dei supporti è staccata o spostata Qual è il problema della stampa 3D? Ad un certo punto durante la stampa, un pezzo della resina indurita si è spostato, separandosi completamente o spostandosi abbastanza da interferire e rovinare le altre parti della stampa. Cosa causa questo problema di stampa 3D? Potrebbe essere che ciò che stai stampando sia orientato in modo errato per resistere alle forze che si attivano nella vasca quando il materiale, dopo essere stato colpito dalla fonte luminosa, deve staccarsi dalla pellicola in FP o dal vetro sul fondo della vasca. La conseguenza è che si creano movimenti distorsivi che causano la separazione di parti o supporti. Tale movimento nella parte causerà la formazione di strati successivi sull'interfaccia della vasca, piuttosto che sulla stampa stessa, oppure con residui di plastica sul fondo della vasca. In alternativa, forse la tua stampa è posizionata correttamente, ma le tue strutture di supporto non sono abbastanza forti. Risoluzione dei problemi della stampante 3D: una parte della stampa o dei supporti è staccata o spostata SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: STAMPE VUOTE DI GRANDI DIMENSIONI Per i modelli che presentano un'ampia superficie in qualsiasi punto della loro stampa, dovresti prendere in seria considerazione l'idea di svuotarli (e aggiungere fori di drenaggio) ove possibile. Ciò significa che invece di forzare una grande superficie piatta a staccarsi dal fondo della vasca di resina ad ogni cambio di strato, si sta invece staccando ogni volta un contorno più sottile del modello. Ciò richiede molta meno forza ed è meno probabile che separi la tua stampa, anche se funziona meglio se aggiungi fori di drenaggio utilizzando il tuo software di modellazione/slicing. Senza buchi aggiunti alle masse solide della tua stampa, intrappolerai la resina non fissata all'interno. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SUPPORTI PIÙ FORTI Se il tuo modello sembra buono da stampare, ma sospetti che la forza di distacco sia ancora responsabile delle stampe fallite, il passaggio successivo che suggeriamo è rafforzare i tuoi supporti. Aumenta la larghezza delle punte in cui il supporto incontra la parte stampata di una frazione di millimetro e aggiungi dei montanti tra di loro se non l'hai già fatto. Potresti anche prendere in considerazione l'aggiunta di più supporti se non ti dispiace la prospettiva di una maggiore pulizia post-elaborazione una volta che la stampa è stata curata. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: VERIFICA/PROTEGGI LA PIATTAFORMA DI STAMPA È possibile che la tua piattaforma di stampa non sia adeguatamente protetta. Man mano che la stampante svolge la propria attività spostando la piattaforma strato dopo strato, lievi variazioni di posizione dovute allo spostamento della piattaforma potrebbero causare il disallineamento degli strati e la loro separazione (delaminazione). SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: RIORIENTARE LA STAMPA Spesso un problema di stampa SLA può essere risolto con un migliore orientamento del modello. Questo non solo può migliorare la qualità delle tue stampe, ma può anche ridurre le sollecitazioni nella vasca e aumentare le possibilità di stampare con successo il modello. Per un orientamento ottimale del modello, è necessario considerare quanto segue: Posizionamento. Molte, se non tutte, le stampanti 3D a resina dal basso verso l'alto presentano una qualche forma di meccanismo di distacco per separare la lastra di stampa dal fondo della vasca di resina durante il riposizionamento sull'asse Z per lo strato successivo. A seconda del metodo utilizzato dalla stampante, è possibile che la forza di distacco cambi nell'area della lastra di stampa. Se è così, puoi aumentare la probabilità che la stampa sopravviva alle forze posizionandola in un'area soggetta a una forza di distacco più debole. Sostieni le sporgenze. Come per la stampa 3D FDM, le sporgenze gravi devono avere una qualche forma di supporto per stampare correttamente. Con alcuni modelli 3D, puoi mitigare la necessità di alcuni inclinando il tuo modello, diminuendo gli angoli di sporgenza nel processo e rendendoli fattibili per la stampa senza supporto. Punti minimi (o minimi). Come per le sporgenze che necessitano di supporti, i punti minimi sono parti isolate della tua stampa che non sono direttamente collegate al corpo di una stampa. Pensa a una persona con le braccia lungo i fianchi che stampano nella direzione giusta: i polpastrelli sarebbero considerati minimi, poiché iniziano a stampare separati dal corpo, con le braccia che si materializzano in alto e si collegano alle spalle. Tali minimi richiedono supporti, altrimenti è molto probabile che si stacchino e galleggino liberi nella tua vasca di resina. In alternativa, puoi eliminare la necessità di supportare i minimi con l'orientamento tattico del modello (girare la persona per stampare prima la testa rimuove i minimi, mentre il corpo si assottiglia verso le braccia e, infine, i piedi). Fori di drenaggio. il modello che stai pianificando di stampare potrebbe presentare dei vuoti rivolti verso la vasca di stampa, specialmente se si tratta di un modello di grandi dimensioni che hai scavato. Una tale caratteristica può causare un enorme problema di forza di distacco eccessiva per superare la stampa (con ogni probabilità rovinando la stampa durante il processo). Se la il vuoto è poco profondo, l'angolazione della stampa potrebbe essere sufficiente per ridurre al minimo l'effetto. La soluzione alternativa consiste nell'aggiungere fori di drenaggio al modello nel software di modellazione preferito, che consentirebbe alla resina di fluire attraverso ogni cambio di strato. Elenco di controllo dei problemi di stampa 3D SLA: parte della stampa staccata/spostata Grandi stampe cave Aggiungi supporti più forti Controlla/proteggi la piattaforma di stampa Riorienta la stampa Torna all'Indice Problemi di stampa 3D a resina: stampa di bassa qualità La stampante ha lavorato tranquillamente per ore e ore e ha terminato con successo la sua stampa. Il problema è che idettagli non si vedono, non si leggono o proprio non vengono stampati. Torna all'Indice Strati separati (delaminazione) Qual è il problema della stampa 3D? Ci sono aree della stampa che sono diventate in qualche modo sfilacciate, come se la stampa si sta staccando dagli strati e non si lega bene/per niente. Gli strati non sono legati tra di loro, le superfici presentano fessure, pellicole di resina, residui superficiali. Cosa sta causando questo problema di stampa 3D? Quando gli strati di una stampa SLA non si legano bene (noto come delaminazione), possono esserci un paio di cause. In primo luogo, è possibile che tu non abbia orientato la tua stampa abbastanza bene da evitare i minimi. Queste parti vengono stampate separatamente da ciò che è stato fissato alla piattaforma di stampa e come tali si staccano. Oltre allo spostamento di parti non supportate, detriti, resina mal miscelata e problemi di ghosting sulla vasca stessa possono essere causa di delaminazione. Questi sono tutti facili da affrontare. Inoltre, la delaminazione potrebbe verificarsi dopo una stampa riuscita durante la fase di post-elaborazione. Se il tuo materiale ha un legame degli strati particolarmente debole, lasciare la parte in IPA per il lavaggio per troppo tempo potrebbe indebolire ulteriormente gli strati e causare la rottura della parte. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: SUPPORTI Assicurati di generare supporti per tutti gli angoli e i punti severi che non sono direttamente collegati alla stampa principale nel loro punto più alto. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: VERIFICARE CHE IL PERCORSO DEL LASER SIA LIBERO Controlla che la resina su cui stai stampando sia "pulita" e priva di detriti. Verifica lo stato del fondo della vasca. Se questa non è la prima stampa nella tua vasca attuale, verifica la presenza di ghosting sullo strato di interfaccia nella tua vasca di resina. I segni deboli delle stampe precedenti sono senza dubbio visibili e nel tempo questi possono diventare un'ostruzione sufficiente perché il laser causi stampe più deboli o addirittura fallite. In caso, acquista una nuova vasca. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: NON BAGNARE LE PARTI IN ALCOOL ISOPROPILICO PER TROPPO TEMPO Se sospetti che la tua parte abbia strati deboli di legame, lavarla troppo a lungo in alcool isopropilico può indebolirla ulteriormente. Mantieni il tuo ciclo di lavaggio IPA al minimo, agitando rapidamente e delicatamente la resina non fissata prima di risciacquare in acqua. Elenco di controllo dei problemi di stampa 3D SLA: i livelli si sono separati Usa i upporti Controllare il percorso del laser per eventuali ostacoli Pulizia minima in IPA Torna all'Indice Superfici esfoliate o con pezzi sottili di stampa attaccati (ragging) Qual è il problema della stampa 3D? Scaglie di resina indurita si sono incorporate nella tua stampa, dando una brutta finitura superficiale con superfici che non fanno parte del modello. Cosa causa questo problema di stampa 3D? La probabile causa di queste scaglie indesiderate nelle stampe è un percorso ottico poco chiaro. A volte il laser può diffondersi, "perdendo" nella resina al di fuori del punto che dovrebbe essere fissato. Anche la resina depositata, la resina offuscata con particelle di grandi dimensioni provenienti da stampe precedenti o piani macchiati o sporchi tra il laser e la resina possono contribuire al problema. Risoluzione dei problemi relativi alla stampa 3D: irregolarità ed esfoliazioni (ragging) SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: FILTRA LA TUA RESINA Elimina eventuali particelle di resina indurita dalle stampe precedenti facendola passare attraverso un filtro. Questi filtri in carta e rete catturano particelle di grandi dimensioni che potrebbero altrimenti offuscare la resina durante il processo di stampa. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI DI STAMPA 3D: MESCOLA LA TUA RESINA Se la tua resina è rimasta nella vasca per alcuni giorni, potrebbe essersi divisa nelle sue componenti: il pigmento in uno strato e il fotopolimero nello strato superiore. Mescola la resina, assicurandosi che il pigmento e il fotopolimero siano distribuiti uniformemente. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CONTROLLARE/PULIRE IL PERCORSO OTTICO A seconda della tua macchina, potresti essere in grado di accedere alla barriera interna trasparente che protegge i laser/galvanometri. Se puoi, controlla che sia privo di polvere, impronte digitali e altri contaminanti che potrebbero impedire il passaggio pulito del laser. Elenco di controllo dei problemi di stampa 3D SLA: piccoli dischi e alette attaccati alla stampa Filtra la tua resina Rimescola la tua resina Controllare/pulire il percorso ottico Torna all'Indice Stampa poco dettagliata Qual è il problema della stampa 3D? I dettagli del modello stampato non sono corretti dimensionalmente come nel file digitale. I dettagli non si leggono e spariscono del tutto. I dettagli accumulano materiale sulle loro superfici, diventando impossibili da leggere. Cosa sta causando questo problema di stampa 3D? La sotto e la sovraesposizione possono influire su un modello anche se viene stampato correttamente. Anche se il tempo di esposizione può essere abbastanza lungo da consentire al modello di aderire alla piastra di costruzione e stampare, se la sorgente luminosa non ha tempo sufficiente per polimerizzare completamente la geometria desiderata, piccoli dettagli potrebbero perdersi o essere troppo deboli per resistere al successivo lavaggio IPA. Al contrario, se il tempo di esposizione dello strato è troppo elevato, si verificherà una sovraesposizione in cui la sorgente luminosa indurisce più resina di quanto desiderato e sbiadisce i bordi taglienti o chiude piccoli fori e canali. Anche i residui di resina semipolimerizzata sulle stampe dopo il lavaggio IPA sono un indicatore di sovraesposizione e possono essere regolati gestendo il tempo di esposizione dello strato nel software o sulla macchina stessa, a seconda del modello. Sia la sovra che la sottoesposizione si tradurranno in imprecisioni dimensionali e perdita di dettagli fini, per cui vale la pena trovare il tempo di esposizione dello strato ottimale per le stampe più accurate possibili. SUGGERIMENTO PER LA RISOLUZIONE DEI PROBLEMI RELATIVI ALLA STAMPA 3D: CALIBRAZIONE Esiste un'ampia gamma di file di calibrazione offerti dai produttori di resine e stampanti, nonché da appassionati privati, che rendono la calibrazione del tempo di esposizione dello strato semplice e diretta. Eseguire una configurazione di calibrazione è generalmente una buona pratica quando si roda una nuova stampante 3D e ogni volta che viene utilizzata una nuova resina. Coloranti come pigmenti e altri contaminanti possono anche influenzare i valori di esposizione. Elenco di controllo dei problemi di stampa 3D SLA: stampa poco dettagliata Controlla la risoluzione minima dei dettagli della tua stampante 3D Eseguire un test di calibrazione Mantenere la pulizia in IPA al minimo Torna all'Indice -
Cos'è il warping e come evitarlo
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo-
- 1
-
-
 Il warping è un problema comune che può verificarsi durante la stampa 3D. Si verifica quando le estremità del modello si piegano o si deformano durante il processo di stampa, rendendo il risultato finale imperfetto e non conforme alle specifiche desiderate. Come scoprirai in questa gudia, il warping può essere causato da diverse ragioni, ma di solito dipende dal materiale utilizzato e dalle condizioni ambientali durante il processo di stampa. Il warping è un problema molto facile da riconoscere e anche da risolvere: seguimi e scopri come fare! In questa guida: > Le cause principali del warping > Regole generali per evitare il warping > Soluzioni per prevenire il warping > Usare brim o raft per evitare il warping > Togliere umidità dal filamento per evitare il warping > Regolare il flusso di stampa per evitare il warping > Conclusioni Le cause principali del warping Il warping è un problema di stampa 3D molto comune e facile da riconoscere: il modello in stampa presenta deformazioni nei primi layer di stampa, con angoli e superfici distaccate dal piano. Una delle principali cause di warping è la contrazione termica: quando il materiale viene raffreddato rapidamente, si ritira e può causare la deformazione del modello. Considerato che nella stampa 3D FDM i materiali usati sono delle termoplastiche, è facile intuire come ritiri e contrazioni del materiale di stampa facciano parte del processo di produzione. Il warping è un problema che si presenta più comunemente in due condizioni particolari: se si usano termoplastiche tecniche - se stampi utilizzando materiali tecnici, che richiedono temperature di estrusione elevate, la probabilità di riscontrare ritiri nei primi layer è maggiore; se il piatto di stampa non è livellato bene - in tal caso i primi layer di materiale non potranno aderire bene al piano, raffreddandosi diversamente e staccandosi. In pratica, è più facile riscontrare warping se stampi ABS piuttosto che PLA o PETG. I motivi sono strettamente legati al materiale usato: ABS necessita di una temperatura di stampa maggiore. L'ABS è una termoplastica che ritira parecchio, per questo motivo è necessario usare il piatto riscaldato. Inoltre, l'ABS tende a delaminare se non viene stampato all'interno di una camera calda. Altre cause comuni di warping includono la mancanza di adesione adeguata alla piattaforma di stampa a causa di una temperatura errata del piatto stesso. Una piattaforma di stampa troppo calda o troppo fredda e l'utilizzo di una velocità di stampa troppo elevata incidono senza alcun dubbio alla presenza di warping. Torna all'Indice Regole generali per evitare il warping Per evitare il warping, esistono diverse soluzioni che è possibile utilizzare. Una delle soluzioni più efficaci è l'utilizzo di una base adesiva per la stampa, che aiuta a garantire che il modello rimanga saldamente attaccato alla piattaforma durante il processo di stampa. Inoltre, è importante regolare la temperatura della piattaforma in base al tipo di materiale utilizzato e considerare l'utilizzo di un riscaldamento dal basso per mantenere la piattaforma calda e uniforme. Un altro modo per prevenire il warping è l'utilizzo di un sistema di raffreddamento per raffreddare rapidamente la parte superiore del modello durante il processo di stampa. In alcuni casi, l'utilizzo di un materiale di supporto può essere utile per sostenere le parti del modello che altrimenti potrebbero deformarsi a causa del warping. Se hai una stampante 3D con doppio estrusore, tutto sarà più semplice! Torna all'Indice Soluzioni per prevenire il Warping Di seguito ricapitolo in modo semplice alcuni modi per prevenire o ridurre il warping: Utilizzare una base adesiva per la stampa: una base adesiva può aiutare a impedire che il modello si stacchi dalla piattaforma durante la stampa, riducendo così il warping. Regolare la temperatura del piano di stampa: un piatto di stampa troppo caldo può causare il warping, quindi assicurati di regolare la temperatura in base al tipo di materiale che stai utilizzando. Utilizzare un riscaldamento dal basso: il riscaldamento dal basso può aiutare a mantenere la piattaforma calda e uniforme, prevenendo il warping. Utilizzare un sistema di raffreddamento: un sistema di raffreddamento può aiutare a raffreddare rapidamente la parte superiore del modello, impedendo che si deformi durante il processo di raffreddamento. Utilizzare un materiale di supporto: in alcuni casi, l'utilizzo di un materiale di supporto può aiutare a sostenere le parti del modello che altrimenti potrebbero deformarsi a causa del warping. Regolare la velocità di stampa: riducendo la velocità di stampa, si dà più tempo al materiale per raffreddarsi e stabilizzarsi, il che può aiutare a prevenire il warping. Torna all'Indice Usare brim o raft per evitare il warping Brim e raft possono essere tuoi fedelissimi alleati contro il warping, evitando distacchi e fastidiose deformazioni alla base del pezzo. Brim e raft servono a generare un'allargamento del primo layer di stampa o una base su cui il modello viene a sua volta stampato. In questo modo l'adesione del primo strato aumenta notevolmente, assicurandoti migliore adesione nel caso in cui il piatto non fosse correttamente livellato. Inoltre, il raft torna molto utile se il flusso di stampa non è del tutto costante. Nella guida che ti lascio di seguito puoi scoprire nel dettaglio come usare brim e raft per evitare il warping. Torna all'Indice Togliere umidità dal filamento per evitare il warping I filamenti per stampa 3D possono assorbile umidità dall'aria. La presenza di acqua può rendere instampabili i filamenti per stampa 3D, causando tutta una serie di problemi durante la stampa. Se utilizzi bobine aperte da settimane o mesi, magari non tenute correttamente, il filamento potrebbe essere degradato e dare problemi di stampa tra cui anche il warping. Un modo per assicurarti che le tue bobine siano in buono stato è quello di usare un essiccatore per filamenti, così da rimuovere l'umidità assorbita ed evitare qualsiasi problema. In questa guida ti spiego come fare: Torna all'Indice Regolare il flusso di stampa per evitare il warping Il blocco estrusore è dotato di una ruota dentata agganciata a un motore stepper che tira il filamento spingendolo verso l'ugello. Se l’estrusore non riesce a spingere la giusta quantità di materiale necessaria da estrudere potresti ottenere una stampa deformata, con fessurazioni, zigrinata o in difetto di materiale. Spesso il warping è causato proprio da un flusso di stampa poco costante: il mio consiglio è di fare una bella calibrazione del flusso ogni 100 ore di stampa, così da non avere alcun tipo di problema. Come fare? Ho una guida anche per questo 😎 Torna all'Indice Conclusioni In sintesi, il warping è un problema comune nella stampa 3D che può essere causato da una serie di fattori, come la contrattazione termica, la mancanza di adesione alla piattaforma di stampa e la velocità di stampa troppo elevata. Utilizzando le soluzioni che ho elencato in precedenza, è possibile prevenire o ridurre il warping e ottenere modelli di stampa di alta qualità. Hai altri problemi di stampa da risolvere? Chiedi consiglio nella community, saremo tutti felici di darti una mano! Torna all'Indice
Il warping è un problema comune che può verificarsi durante la stampa 3D. Si verifica quando le estremità del modello si piegano o si deformano durante il processo di stampa, rendendo il risultato finale imperfetto e non conforme alle specifiche desiderate. Come scoprirai in questa gudia, il warping può essere causato da diverse ragioni, ma di solito dipende dal materiale utilizzato e dalle condizioni ambientali durante il processo di stampa. Il warping è un problema molto facile da riconoscere e anche da risolvere: seguimi e scopri come fare! In questa guida: > Le cause principali del warping > Regole generali per evitare il warping > Soluzioni per prevenire il warping > Usare brim o raft per evitare il warping > Togliere umidità dal filamento per evitare il warping > Regolare il flusso di stampa per evitare il warping > Conclusioni Le cause principali del warping Il warping è un problema di stampa 3D molto comune e facile da riconoscere: il modello in stampa presenta deformazioni nei primi layer di stampa, con angoli e superfici distaccate dal piano. Una delle principali cause di warping è la contrazione termica: quando il materiale viene raffreddato rapidamente, si ritira e può causare la deformazione del modello. Considerato che nella stampa 3D FDM i materiali usati sono delle termoplastiche, è facile intuire come ritiri e contrazioni del materiale di stampa facciano parte del processo di produzione. Il warping è un problema che si presenta più comunemente in due condizioni particolari: se si usano termoplastiche tecniche - se stampi utilizzando materiali tecnici, che richiedono temperature di estrusione elevate, la probabilità di riscontrare ritiri nei primi layer è maggiore; se il piatto di stampa non è livellato bene - in tal caso i primi layer di materiale non potranno aderire bene al piano, raffreddandosi diversamente e staccandosi. In pratica, è più facile riscontrare warping se stampi ABS piuttosto che PLA o PETG. I motivi sono strettamente legati al materiale usato: ABS necessita di una temperatura di stampa maggiore. L'ABS è una termoplastica che ritira parecchio, per questo motivo è necessario usare il piatto riscaldato. Inoltre, l'ABS tende a delaminare se non viene stampato all'interno di una camera calda. Altre cause comuni di warping includono la mancanza di adesione adeguata alla piattaforma di stampa a causa di una temperatura errata del piatto stesso. Una piattaforma di stampa troppo calda o troppo fredda e l'utilizzo di una velocità di stampa troppo elevata incidono senza alcun dubbio alla presenza di warping. Torna all'Indice Regole generali per evitare il warping Per evitare il warping, esistono diverse soluzioni che è possibile utilizzare. Una delle soluzioni più efficaci è l'utilizzo di una base adesiva per la stampa, che aiuta a garantire che il modello rimanga saldamente attaccato alla piattaforma durante il processo di stampa. Inoltre, è importante regolare la temperatura della piattaforma in base al tipo di materiale utilizzato e considerare l'utilizzo di un riscaldamento dal basso per mantenere la piattaforma calda e uniforme. Un altro modo per prevenire il warping è l'utilizzo di un sistema di raffreddamento per raffreddare rapidamente la parte superiore del modello durante il processo di stampa. In alcuni casi, l'utilizzo di un materiale di supporto può essere utile per sostenere le parti del modello che altrimenti potrebbero deformarsi a causa del warping. Se hai una stampante 3D con doppio estrusore, tutto sarà più semplice! Torna all'Indice Soluzioni per prevenire il Warping Di seguito ricapitolo in modo semplice alcuni modi per prevenire o ridurre il warping: Utilizzare una base adesiva per la stampa: una base adesiva può aiutare a impedire che il modello si stacchi dalla piattaforma durante la stampa, riducendo così il warping. Regolare la temperatura del piano di stampa: un piatto di stampa troppo caldo può causare il warping, quindi assicurati di regolare la temperatura in base al tipo di materiale che stai utilizzando. Utilizzare un riscaldamento dal basso: il riscaldamento dal basso può aiutare a mantenere la piattaforma calda e uniforme, prevenendo il warping. Utilizzare un sistema di raffreddamento: un sistema di raffreddamento può aiutare a raffreddare rapidamente la parte superiore del modello, impedendo che si deformi durante il processo di raffreddamento. Utilizzare un materiale di supporto: in alcuni casi, l'utilizzo di un materiale di supporto può aiutare a sostenere le parti del modello che altrimenti potrebbero deformarsi a causa del warping. Regolare la velocità di stampa: riducendo la velocità di stampa, si dà più tempo al materiale per raffreddarsi e stabilizzarsi, il che può aiutare a prevenire il warping. Torna all'Indice Usare brim o raft per evitare il warping Brim e raft possono essere tuoi fedelissimi alleati contro il warping, evitando distacchi e fastidiose deformazioni alla base del pezzo. Brim e raft servono a generare un'allargamento del primo layer di stampa o una base su cui il modello viene a sua volta stampato. In questo modo l'adesione del primo strato aumenta notevolmente, assicurandoti migliore adesione nel caso in cui il piatto non fosse correttamente livellato. Inoltre, il raft torna molto utile se il flusso di stampa non è del tutto costante. Nella guida che ti lascio di seguito puoi scoprire nel dettaglio come usare brim e raft per evitare il warping. Torna all'Indice Togliere umidità dal filamento per evitare il warping I filamenti per stampa 3D possono assorbile umidità dall'aria. La presenza di acqua può rendere instampabili i filamenti per stampa 3D, causando tutta una serie di problemi durante la stampa. Se utilizzi bobine aperte da settimane o mesi, magari non tenute correttamente, il filamento potrebbe essere degradato e dare problemi di stampa tra cui anche il warping. Un modo per assicurarti che le tue bobine siano in buono stato è quello di usare un essiccatore per filamenti, così da rimuovere l'umidità assorbita ed evitare qualsiasi problema. In questa guida ti spiego come fare: Torna all'Indice Regolare il flusso di stampa per evitare il warping Il blocco estrusore è dotato di una ruota dentata agganciata a un motore stepper che tira il filamento spingendolo verso l'ugello. Se l’estrusore non riesce a spingere la giusta quantità di materiale necessaria da estrudere potresti ottenere una stampa deformata, con fessurazioni, zigrinata o in difetto di materiale. Spesso il warping è causato proprio da un flusso di stampa poco costante: il mio consiglio è di fare una bella calibrazione del flusso ogni 100 ore di stampa, così da non avere alcun tipo di problema. Come fare? Ho una guida anche per questo 😎 Torna all'Indice Conclusioni In sintesi, il warping è un problema comune nella stampa 3D che può essere causato da una serie di fattori, come la contrattazione termica, la mancanza di adesione alla piattaforma di stampa e la velocità di stampa troppo elevata. Utilizzando le soluzioni che ho elencato in precedenza, è possibile prevenire o ridurre il warping e ottenere modelli di stampa di alta qualità. Hai altri problemi di stampa da risolvere? Chiedi consiglio nella community, saremo tutti felici di darti una mano! Torna all'Indice -
Come asciugare filamento per stampa 3D: PLA, ABS e Nylon
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo