

Alessandro Tassinari
-
Numero contenuti
1.540 -
Iscritto
-
Ultima visita
-
Giorni Vinti
37
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alessandro Tassinari
-

RepRap BCN3DR Delta 3D printer... WOW
Alessandro Tassinari ha risposto a Ociz nella discussione Notizie sulla stampa 3D
Attenzione: come hai citato tu, "BCN3DR is capable of moving at 500mm/s". Questo significa che il movimento della macchina arriva a 500mm/s, non la velocità con cui rilascia il materiale. In ogni caso è notevole, il modello delta merita sempre -
Stampare file da Thingiverse
Alessandro Tassinari ha risposto a Ociz nella discussione Software di slicing, firmware e GCode
I file di Thingiverse sono normalissimi .stl, quindi utilizzabili con qualsiasi stampante 3D. Li scarichi sul pc, procedi con lo slicing e lanci la stampa Io scarico spesso file per poi modificarli secondo le mie esigenze. Diciamo che mi torna utile per avere già una base di lavoro. Attenzione ai file farlocchi... alcuni contengono veri e propri errori di modellazione che rischiano solo di rallentare la stampa. Controllali sempre prima di lanciare la stampa! -
Grandi ragazzi! Se volete, postate le foto del work in progress. Si imparano sempre cose nuove da queste esperienze
-
Quando i soldini chiamano, Makerbot risponde. Sempre! Sono contento aprano anche in Europa, sarei stato ancora più felice averli in italia Comunque ben venga, credo che dal prossimo anno avremo campagne pubblicitarie e offerte mirate al mercato europeo.
-
Secondo non esiste possessore di stampante 3d che almeno una vota non si sia stampato questo
-
Stampa in serie con la Makerbot Replicator 2
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Nuove idee e progetti
In questo laboratorio di sono 4 Kentstrapper Volta, due MendelMax e una Mekerbot Replicator 2. Voci di corridoio mi dicono che sono in arrivo una Z18 e qualcosa a SLA... staremo a vedere. Oltre a queste stampanti ci sono due macchine a taglio laser, utilizzare soprattutto per il taglio del cartonlegno. I prezzi sono molto vantaggiosi per gli studenti della facoltà, appena ripasso da loro chiedo numeri precisi! -
ABS a diametro irregolare
Alessandro Tassinari ha risposto a Ociz nella discussione Materiali di stampa
Anche a me è capitato un problema di questo tipo. Il filamento blocca tutto e la stampa è quasi impossibile da recuperare. Credo anche io che sia proprio questa la differenza di prezzo tra filamenti: la cura con cui è prodotto e la qualità del materiale sono estremamente importanti per il risultato finale -
RepRap Ormerod - Costruzione e consigli generali
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Problemi generici o di qualità di stampa
Il montaggio è stato rimandato a data da destinarsi, l'amico ha avuto imprevisti In ogni caso, entro agosto mi ritroverò a doverla montare... quindi ogni consiglio è più che ben accetto!!! -
RepRap Ormerod - Costruzione e consigli generali
Alessandro Tassinari ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao amici! Tra pochissimi giorni dovrei iniziare a dedicarmi al montaggio di una RepRap Ormerod insieme a un amico. Qualcuno di voi ha informazioni su questo modello RepRap? Personalmente non ne ho mai vista una e, mi sembra intuibile, il montaggio sarà diverso dalla classica Prusa. Consigli? Strumenti per il montaggio? Di sicuro avrò problemi, preparatevi! -
Ciao Pietro!
-
Braccio robotico stampa in 3D (grandi dimensioni)
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
Avete presente Kuka, il braccio robotico che si muove a velocità impressionanti, pieno di sensori di posizione e che può svolgere quasi qualsiasi funzione? Ecco un suo fratellino al lavoro, questa volta mentre stampa in 3d! Lo trovate a questo LINK. -
Amazon si dedica alla stampa 3D
Alessandro Tassinari ha risposto a SimonR nella discussione Notizie sulla stampa 3D
Tutto dipende da come si svilupperà il mercato... nella migliore delle ipotesi dobbiamo aspettare 3 anni (mia supposizione personale. Mi piace pensare positivo ) -
Aquisto su Shapeways
Alessandro Tassinari ha risposto a SimonR nella discussione Servizi di stampa 3D/ Negozi / E-commerce
Mai usato, ma la curiosità è tanta. Credo che il servizio sia di ottima qualità, io mi fiderei -
Novità in casa Sharebot
una discussione ha risposto a Alessandro Tassinari in Notizie sulla stampa 3D
Quindi si passa dalla piccolina alla cicciona... ci voleva! -
Stampare la lana by Disney
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
Bel video che mostra come funziona la stampante per tessuti della Disney!!! Link: -
Guida a Repetier-Host, impostazioni base - Parte I
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
View full post -
Guida a Repetier-Host, impostazioni base - Parte I
Alessandro Tassinari ha pubblicato un articolo in Guide
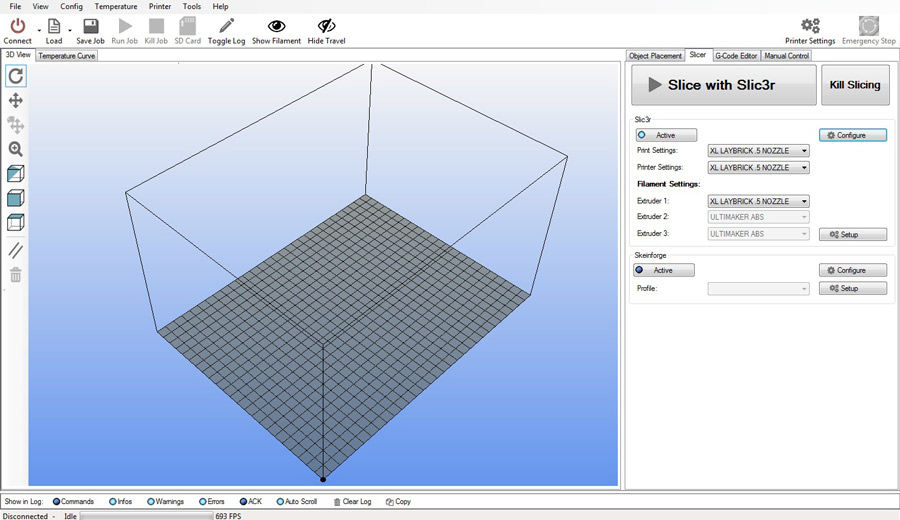 Abbiamo già affrontato, in una guida precedente, l'argomento slicing definendo, in particolare, di cosa si tratti ed analizzando i parametri base di uno degli slicer più diffusi, Cura (questo è il LINK per la guida). Tuttavia esistono anche altri programmi ugualmente validi ed uno di questi è sicuramente Repetier-Host. Per essere precisi, Repetier-Host non è lo slicer vero e proprio ma è un programma che ci consente di effettuare diverse operazioni, tra cui principalmente lo slicing, scegliendo a seconda delle preferenze che slicer usare tra Slic3r e Skeinforge. Repetier-Host non è così immediato come Cura a livello di user-experience ma risulta fondamentale nel caso in cui, per esempio, si possieda una stampante da ricalibrare spesso. Mi spiego, molte stampanti in commercio sono reperibili già assemblate e calibrate e non necessitano di essere ricalibrate con gran frequenza; per le stampanti DIY il discorso cambia, bisogna calibrarle da se almeno la prima volta e spesso, successivamente, il piatto va ricalibrato dopo un tot di tempo, in funzione del tipo di stampante che si possiede e dell'uso che se ne fa. Di sicuro una buona calibrazione del piatto incide fortemente sulla qualità della stampa. Repetier-Host possiede un pannello di controlli manuali della stampante che risulta imprescindibile in caso di calibrazione e non solo. Ma procediamo con ordine, partendo dal primo avvio del programma. Download ed installazione di Repetier-Host Repetier-Host è scaricabile gratuitamente dal sito (LINK) ed è compatibile con i sistemi operativi Windows, Mac OS e Linux. Una volta scaricato ed installato, analogamente anche a quello che si farebbe con Cura, bisogna settare i parametri della stampante. Questi parametri in realtà dipendono quasi tutti dal tipo di stampante che si possiede. In questa guida mostrerò nello specifico le impostazioni da usare per una Printrbot Simple cercando di fare, nei limiti del possibile, un discorso il più generale possibile, quindi niente paura per gli utenti in possesso di stampanti diverse dalla Printrbot. In ogni caso consiglio sempre di tener d'occhio il sito dell'azienda produttrice della propria stampante poichè, in genere, tra i vari contenuti, sono presenti anche delle guide al settaggio dei parametri di stampa. In alternativa, se avete difficoltà o dubbi, potete scrivere sul nostro forum. Impostazioni stampante con Repetier-Host Cliccando su "Printer Settings", nel riquadro rosso nell'immagine sottostante, si aprirà una finestra di dialogo costituita da quattro tab. Il primo, "Connection", è relativo alla connessione tra il PC e la stampante. In particolare segnalo che, a prescindere dalla stampante che si possiede, il campo il campo "Port" potrebbe variare in base a come è stata riconosciuta la stampante dal PC quindi basta scegliere il valore disponibile dopo aver connesso la stampante via USB. Cliccando sul secondo tab, "Printer", è possibile settare dei parametri un po' più familiari rispetto a quelli della finestra precedente, nel mio caso ho impostato la temperatura di default dell'estrusore a 200°C e la temperatura del piatto a 0°C perchè la Printrbot in questione non possiede piatto riscaldato. Il numero di estrusori è 1. Le due velocità, "Travel Feed Rate" e "Z-Axis Feed Rate" sono relative ai controlli manuali. Consiglio di spuntare tutte le caselle che compaiono nella finestra e che sono relative al caso in cui si decida di interrompere la stampa. "Park Position" indica la posizione di stand-by, in particolare dalle mie impostazioni si nota che in caso di interruzione di stampa, l'estrusore si posizionerà in posizione stand-by corrispondente alle coordinate (0;0;0). Il tab "Printer Shape" è quello che più dipende dalle proprietà della stampante, sostanzialmente si settano le dimensioni dell area di stampa, nel mio caso 10x10x10 cm e si impostano le posizioni "Home" relative a ciascun asse, nel mio caso il minimo per tutti, quindi in posizione (0;0;0). La posizione "Home" in generale è diversa da "Park Position" vista nel tab precedente. Per comodità mia ho stabilito la loro coincidenza ma non è una regola. Per quanto riguarda il tab "Advanced", consiglio di lasciare le impostazioni di default che si vedono nell'immagine sottostante. Importazione file STL in Repetier-Host Cliccando sull'apposita icona evidenziata in rosso nell'immagine sottostante, nel tab "Object Placement", è possibile inserire l'oggetto che si vuole stampare. Per comodità ho importato un oggetto scaricato da Thingiverse al link seguente (http://www.thingiverse.com/thing:14702/#files). Come si può notare, nel riquadro in verde sono presenti delle informazioni sull'oggetto inserito, per esempio che si tratta di una mesh, che non ci sono collisioni, che è un solido manifold e che non presenta particolari criticità a livello di intersezioni di triangoli o lati (per saperne di più leggere l'articolo sulla modellazione degli oggetti). Assegnando opportunamente dei valori a "Translation" possiamo impostare la posizione dell'oggetto all'interno del volume di stampa, con "Scale" possiamo modificarne le dimensioni e con "Rotate" possiamo farlo ruotare attorno ad uno o più assi. Altri comandi gestibili da questa stessa finestra sono richiamabili dalle icone accanto a quella dell'importazione dell'oggetto, evidenziate nel riquadro giallo e ci consentono, per esempio, di centrare l'oggetto all'interno dell'area di stampa oppure rimediare ad eventuali problemi inierenti alle normali della mesh. Slicing tramite Repetier-Host Cliccando sul tab "Slicer" abbiamo due possibilità, scegliere se usare lo slicer Slic3r oppure Skeinforge. Di default è attivo Slic3r ma è sufficiente cliccare su "Active" in Skeinforge per cambiare slicer. Personalmente raccomando il primo, più che altro perchè ho riscontrato, da esperienze personali e da opinioni di altri utenti, che Slic3r è più immediato ed user-friendly. Quindi al momento, per questa guida, ci focalizzeremo sullo slicer Slic3r riservando ad un eventuale altro articolo il confronto tra Slic3r e Skeinforge. Configurazioni Slic3r Una volta scelto lo slicer, si devono configurare delle opzioni che, come è noto, variano da oggetto ad oggetto in funzione delle caratteristiche e delle proprietà che si vogliono conferire. Cliccando su "Configure", riquadro rosso immagine in basso, si aprirà una finestra di dialogo avente tre tab e per ciascuno di essi dei sottomenù. Partiamo da "Print Settings", in particolare dal primo sottomenù, "Layers and perimeters" e notiamo che compaiono delle impostazioni di default. I parametri devono essere modificati in funzione delle nostre esigenze ed in seguito bisogna salvare le modifiche mediante l'apposita icona "save". Quando si salva il programma da la possibilità di dare un nome alle impostazioni scelte, in modo tale da poterle facilmente richiamare per le stampe successive. Nel mio caso, ho deciso di chiamare le impostazioni con il nome "Mr.Jaws2" come si vede dal menù a tendina evidenziato in verde. I parametri da settare sono abbastanza familiari e non troppo diversi da quelli visti nella guida a Cura, quindi in "Layer height" andrà un valore inferiore al diametro dell'ugello e che dipende dalla qualità che si vuole conferire all'oggetto, in genere si usa 0,1 per oggetti che richiedono una maggiore accuratezza e 0,35/0,4 per stampe che non richiedono particolare dettaglio. Possiamo gestire agilmente diversi parametri, tra cui l'altezza del primo layer, il contorno esterno vericale "Vertical Shell", il numero di layer da impiegare per la base superiore ed inferiore "Horizontal Shell". Sempre rimanendo in "Print Settings" passiamo al secondo sottomenù, "Infill", in cui possiamo gestire, tra le varie cose, la densità del riempimento, il tipo di trama che verrà adoperata, l' eventuale inclinazione del pattern di riempimento. Io ho usato riempimento 15% e pattern lineare inclinato a 45° sia per il riempimento che per le basi. Nel sottomenù "Speed" si possono gestire le velocità, parlo al plurale perchè non è affatto detto che l'oggetto debba essere stampato tutto alla stessa velocità, anzi. Per i bridges o il materiale di supporto ci si può permettere di adoperare valori superiori. Tuttavia modificare le velocità è un'operazione che si raffina con l'esperienza e con molte prove e che, ancora una volta, è influenzata sia dal tipo di stampante che dall'oggetto che si vuole realizzare. Consiglio di mantenere i valori di default. In "Skirt and brim" si può scegliere il numero di giri della skirt, la distanza di quest'ultima dall'oggetto, la sua altezza in termini di layers e l'ampiezza del brim. Nel sottomenù "Support material" si possono gestire tutte le impostazioni relative all'eventuale materiale di supporto, per esempio se inserirlo, a partire da quale inclinazione (il valore 0 corrisponde ad un inserimento automatico) e al raft. Tralasciamo gli altri sottomenù visto che in questa guida analizziamo più che altro le funzioni principali di Repetier-Host e passiamo direttamente al secondo tab, "Filament settings". Nel primo sottomenù, "Filament", bisogna inserire i parametri relativi al filamento usato e le temperature di estrusione. Anche in questo caso parlo al plurale perchè il primo layer può essere settato ad una temperatura diversa rispetto agli altri, in genere di poco superiore. Per quel che concerne il piatto, nel mio caso la temperatura è nulla in entrambi i casi vista l'assenza del piatto riscaldato. Il sottomenù "Cooling" riguarda principalmente le impostazioni della ventola, e ovviamente sappiamo che possono variare moltissimo in funzione del materiale che si è scelto di adoperare. Anche in questo caso salvo le impostazioni relative al filamento fornendo un nome ad hoc, "1.75mm PLA_MrJaws". Dell'ultimo tab, "Printer settings" ci interessano prevalentemente il primo ed il terzo sottomenù. In "General" inseriamo le informazioni riguardanti l'area di stampa ed il numero di estrusori. Saltiamo "Custom G-code". Avendo un solo estrusore, riscontriamo solo il sottomenù "Extruder1", se avessimo inserito nel sottomenù precedente 2 o 3 estrusori avremmo avuto anche i sottomenù "Extruder2" ed "Extruder3". I parametri riguardano prevalentemente il diametro dell'ugello e la retrazione. Salvo le modifiche ed assegno un nome appropriato, nel mio caso "Simple". Generazione del G-code A questo punto premiamo su "Slice with Slic3r" ed attendiamo che si generi il G-code. Le operazioni fin qui descritte possono essere effettuate anche a stampante disconnessa. Adesso premendo il pulsante di connessione in alto a sinistra, nel riquadro rosso, si connette la stampante al PC. GUIDA A REPETIER-HOST - PARTE II
Abbiamo già affrontato, in una guida precedente, l'argomento slicing definendo, in particolare, di cosa si tratti ed analizzando i parametri base di uno degli slicer più diffusi, Cura (questo è il LINK per la guida). Tuttavia esistono anche altri programmi ugualmente validi ed uno di questi è sicuramente Repetier-Host. Per essere precisi, Repetier-Host non è lo slicer vero e proprio ma è un programma che ci consente di effettuare diverse operazioni, tra cui principalmente lo slicing, scegliendo a seconda delle preferenze che slicer usare tra Slic3r e Skeinforge. Repetier-Host non è così immediato come Cura a livello di user-experience ma risulta fondamentale nel caso in cui, per esempio, si possieda una stampante da ricalibrare spesso. Mi spiego, molte stampanti in commercio sono reperibili già assemblate e calibrate e non necessitano di essere ricalibrate con gran frequenza; per le stampanti DIY il discorso cambia, bisogna calibrarle da se almeno la prima volta e spesso, successivamente, il piatto va ricalibrato dopo un tot di tempo, in funzione del tipo di stampante che si possiede e dell'uso che se ne fa. Di sicuro una buona calibrazione del piatto incide fortemente sulla qualità della stampa. Repetier-Host possiede un pannello di controlli manuali della stampante che risulta imprescindibile in caso di calibrazione e non solo. Ma procediamo con ordine, partendo dal primo avvio del programma. Download ed installazione di Repetier-Host Repetier-Host è scaricabile gratuitamente dal sito (LINK) ed è compatibile con i sistemi operativi Windows, Mac OS e Linux. Una volta scaricato ed installato, analogamente anche a quello che si farebbe con Cura, bisogna settare i parametri della stampante. Questi parametri in realtà dipendono quasi tutti dal tipo di stampante che si possiede. In questa guida mostrerò nello specifico le impostazioni da usare per una Printrbot Simple cercando di fare, nei limiti del possibile, un discorso il più generale possibile, quindi niente paura per gli utenti in possesso di stampanti diverse dalla Printrbot. In ogni caso consiglio sempre di tener d'occhio il sito dell'azienda produttrice della propria stampante poichè, in genere, tra i vari contenuti, sono presenti anche delle guide al settaggio dei parametri di stampa. In alternativa, se avete difficoltà o dubbi, potete scrivere sul nostro forum. Impostazioni stampante con Repetier-Host Cliccando su "Printer Settings", nel riquadro rosso nell'immagine sottostante, si aprirà una finestra di dialogo costituita da quattro tab. Il primo, "Connection", è relativo alla connessione tra il PC e la stampante. In particolare segnalo che, a prescindere dalla stampante che si possiede, il campo il campo "Port" potrebbe variare in base a come è stata riconosciuta la stampante dal PC quindi basta scegliere il valore disponibile dopo aver connesso la stampante via USB. Cliccando sul secondo tab, "Printer", è possibile settare dei parametri un po' più familiari rispetto a quelli della finestra precedente, nel mio caso ho impostato la temperatura di default dell'estrusore a 200°C e la temperatura del piatto a 0°C perchè la Printrbot in questione non possiede piatto riscaldato. Il numero di estrusori è 1. Le due velocità, "Travel Feed Rate" e "Z-Axis Feed Rate" sono relative ai controlli manuali. Consiglio di spuntare tutte le caselle che compaiono nella finestra e che sono relative al caso in cui si decida di interrompere la stampa. "Park Position" indica la posizione di stand-by, in particolare dalle mie impostazioni si nota che in caso di interruzione di stampa, l'estrusore si posizionerà in posizione stand-by corrispondente alle coordinate (0;0;0). Il tab "Printer Shape" è quello che più dipende dalle proprietà della stampante, sostanzialmente si settano le dimensioni dell area di stampa, nel mio caso 10x10x10 cm e si impostano le posizioni "Home" relative a ciascun asse, nel mio caso il minimo per tutti, quindi in posizione (0;0;0). La posizione "Home" in generale è diversa da "Park Position" vista nel tab precedente. Per comodità mia ho stabilito la loro coincidenza ma non è una regola. Per quanto riguarda il tab "Advanced", consiglio di lasciare le impostazioni di default che si vedono nell'immagine sottostante. Importazione file STL in Repetier-Host Cliccando sull'apposita icona evidenziata in rosso nell'immagine sottostante, nel tab "Object Placement", è possibile inserire l'oggetto che si vuole stampare. Per comodità ho importato un oggetto scaricato da Thingiverse al link seguente (http://www.thingiverse.com/thing:14702/#files). Come si può notare, nel riquadro in verde sono presenti delle informazioni sull'oggetto inserito, per esempio che si tratta di una mesh, che non ci sono collisioni, che è un solido manifold e che non presenta particolari criticità a livello di intersezioni di triangoli o lati (per saperne di più leggere l'articolo sulla modellazione degli oggetti). Assegnando opportunamente dei valori a "Translation" possiamo impostare la posizione dell'oggetto all'interno del volume di stampa, con "Scale" possiamo modificarne le dimensioni e con "Rotate" possiamo farlo ruotare attorno ad uno o più assi. Altri comandi gestibili da questa stessa finestra sono richiamabili dalle icone accanto a quella dell'importazione dell'oggetto, evidenziate nel riquadro giallo e ci consentono, per esempio, di centrare l'oggetto all'interno dell'area di stampa oppure rimediare ad eventuali problemi inierenti alle normali della mesh. Slicing tramite Repetier-Host Cliccando sul tab "Slicer" abbiamo due possibilità, scegliere se usare lo slicer Slic3r oppure Skeinforge. Di default è attivo Slic3r ma è sufficiente cliccare su "Active" in Skeinforge per cambiare slicer. Personalmente raccomando il primo, più che altro perchè ho riscontrato, da esperienze personali e da opinioni di altri utenti, che Slic3r è più immediato ed user-friendly. Quindi al momento, per questa guida, ci focalizzeremo sullo slicer Slic3r riservando ad un eventuale altro articolo il confronto tra Slic3r e Skeinforge. Configurazioni Slic3r Una volta scelto lo slicer, si devono configurare delle opzioni che, come è noto, variano da oggetto ad oggetto in funzione delle caratteristiche e delle proprietà che si vogliono conferire. Cliccando su "Configure", riquadro rosso immagine in basso, si aprirà una finestra di dialogo avente tre tab e per ciascuno di essi dei sottomenù. Partiamo da "Print Settings", in particolare dal primo sottomenù, "Layers and perimeters" e notiamo che compaiono delle impostazioni di default. I parametri devono essere modificati in funzione delle nostre esigenze ed in seguito bisogna salvare le modifiche mediante l'apposita icona "save". Quando si salva il programma da la possibilità di dare un nome alle impostazioni scelte, in modo tale da poterle facilmente richiamare per le stampe successive. Nel mio caso, ho deciso di chiamare le impostazioni con il nome "Mr.Jaws2" come si vede dal menù a tendina evidenziato in verde. I parametri da settare sono abbastanza familiari e non troppo diversi da quelli visti nella guida a Cura, quindi in "Layer height" andrà un valore inferiore al diametro dell'ugello e che dipende dalla qualità che si vuole conferire all'oggetto, in genere si usa 0,1 per oggetti che richiedono una maggiore accuratezza e 0,35/0,4 per stampe che non richiedono particolare dettaglio. Possiamo gestire agilmente diversi parametri, tra cui l'altezza del primo layer, il contorno esterno vericale "Vertical Shell", il numero di layer da impiegare per la base superiore ed inferiore "Horizontal Shell". Sempre rimanendo in "Print Settings" passiamo al secondo sottomenù, "Infill", in cui possiamo gestire, tra le varie cose, la densità del riempimento, il tipo di trama che verrà adoperata, l' eventuale inclinazione del pattern di riempimento. Io ho usato riempimento 15% e pattern lineare inclinato a 45° sia per il riempimento che per le basi. Nel sottomenù "Speed" si possono gestire le velocità, parlo al plurale perchè non è affatto detto che l'oggetto debba essere stampato tutto alla stessa velocità, anzi. Per i bridges o il materiale di supporto ci si può permettere di adoperare valori superiori. Tuttavia modificare le velocità è un'operazione che si raffina con l'esperienza e con molte prove e che, ancora una volta, è influenzata sia dal tipo di stampante che dall'oggetto che si vuole realizzare. Consiglio di mantenere i valori di default. In "Skirt and brim" si può scegliere il numero di giri della skirt, la distanza di quest'ultima dall'oggetto, la sua altezza in termini di layers e l'ampiezza del brim. Nel sottomenù "Support material" si possono gestire tutte le impostazioni relative all'eventuale materiale di supporto, per esempio se inserirlo, a partire da quale inclinazione (il valore 0 corrisponde ad un inserimento automatico) e al raft. Tralasciamo gli altri sottomenù visto che in questa guida analizziamo più che altro le funzioni principali di Repetier-Host e passiamo direttamente al secondo tab, "Filament settings". Nel primo sottomenù, "Filament", bisogna inserire i parametri relativi al filamento usato e le temperature di estrusione. Anche in questo caso parlo al plurale perchè il primo layer può essere settato ad una temperatura diversa rispetto agli altri, in genere di poco superiore. Per quel che concerne il piatto, nel mio caso la temperatura è nulla in entrambi i casi vista l'assenza del piatto riscaldato. Il sottomenù "Cooling" riguarda principalmente le impostazioni della ventola, e ovviamente sappiamo che possono variare moltissimo in funzione del materiale che si è scelto di adoperare. Anche in questo caso salvo le impostazioni relative al filamento fornendo un nome ad hoc, "1.75mm PLA_MrJaws". Dell'ultimo tab, "Printer settings" ci interessano prevalentemente il primo ed il terzo sottomenù. In "General" inseriamo le informazioni riguardanti l'area di stampa ed il numero di estrusori. Saltiamo "Custom G-code". Avendo un solo estrusore, riscontriamo solo il sottomenù "Extruder1", se avessimo inserito nel sottomenù precedente 2 o 3 estrusori avremmo avuto anche i sottomenù "Extruder2" ed "Extruder3". I parametri riguardano prevalentemente il diametro dell'ugello e la retrazione. Salvo le modifiche ed assegno un nome appropriato, nel mio caso "Simple". Generazione del G-code A questo punto premiamo su "Slice with Slic3r" ed attendiamo che si generi il G-code. Le operazioni fin qui descritte possono essere effettuate anche a stampante disconnessa. Adesso premendo il pulsante di connessione in alto a sinistra, nel riquadro rosso, si connette la stampante al PC. GUIDA A REPETIER-HOST - PARTE II -
Consiglio primo acquisto e dubbi generali
Alessandro Tassinari ha risposto a Thai nella discussione La mia prima stampante 3D
Ci sono vari fattori per considerare una stampante "buona" oppure no, la 3Drag a quanto ne so è la più venduta in Italia, complice il prezzo ovviamente ma di sicuro qualcosa di buono ce l'ha Comunque se vuoi approfondire la questione 3Drag ti consiglio l'apertura di un nuovo topic con riferimento a questa stampante, altrimenti andiamo un pò in OT. -
Makerbot lancia Desktop
una discussione ha risposto a Alessandro Tassinari in Problemi generici o di qualità di stampa
Non so che problemi avete avuto ma io ci sono riuscito al primo colpo! comunque confermo, oltre all'integrazione con Thingiverse e il must della telecamerina (solo per le nuova generazione di stampanti) non vedo alcuna modifica della parte slicer -
Ciao Bob, benvenuto su Stampa 3D forum! Speriamo anche noi che tu possa trovare tutte le info che cerchi
-
Concorsi di stampa 3D
Alessandro Tassinari ha risposto a SimonR nella discussione Corsi, concorsi, workshop
Piacerebbe anche a me partecipare a qualcosa delle durata di qualche giorno. Se trovo qualcosa a breve t'informo! -
Stampa in serie con la Makerbot Replicator 2
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Nuove idee e progetti
Sarò sincero... non so di chi sia il modello, quindi non so se sarà trattato! Comunque non credo, sono venute molto bene, io le avrei lasciate così -
Stampa ABS senza piatto riscaldato: ecco cosa succede
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Materiali di stampa
E' stato stampato con una Kentstrapper Volta! Abbiamo usato l'ABS perché ci manca il PLA, pur sapendo quali sarebbero state le conseguenze... il PLA dovrebbe avere meno ritiro! In ogni caso, con questo post una cosa l'abbiamo imparata: se studiate architettura usate con cautela l'ABS -
MakerBot Replicator 2X - Abs che si stacca
Alessandro Tassinari ha risposto a willagenet nella discussione Problemi generici o di qualità di stampa
Se posti lo screen dell errore forse riusciamo a capire... -
Stampanti materiali metallici
Alessandro Tassinari ha risposto a jtz81 nella discussione Stampa 3D industriale
Come ti ha già detto Amaker per le soluzioni low cost se così si possono definire c'è una gran sperimentazione... In qualche altro topic si parlava di un ragazzo di 17 anni che stava sviluppando una stampante 3D sul migliaio di dollari in grado di stampare il metallo. Per curiosità, che prezzi ti han dato?