lucaspennato
-
Numero contenuti
18 -
Iscritto
-
Ultima visita
Obiettivi di lucaspennato
")





-
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
Si, è la prima cosa ogni volta che cambio ugello -
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
Ho cambiato l'ugello, ho reinstallato Cura eliminando tutti i file della libreria quindi è di nuovo vergine. Ora sto ricalibrando tutto, e mi chiedo..... E' possibile che il linear advancer possa essere la causa? Mi scuso se la domanda è stupida, le sto pensando tutte. La cosa ancora strana è: prima non lo faceva, e il problema è solo su una parete quella in cui riparte il loop. Con una sola parete non ci sono differenze di spessore, cosa che invece succede quando aumento il numero delle pareti. Ho dei test delle stampe precedenti, tra cui due spaccati che mi servivano per aggiungerci dei magneti. Ho controllato le pareti e gli spessori, nessun problema di delaminazione e gli spessori sono coerenti (pareti da 4 linee) Se fosse un problema software in cui ci fosse una specie di ritrazione che ritarda l'estrusione lo dovrebbe fare solo alla partenza della nuova parete e non su tutte le linee (di quella parete), o no? Continuo con i test, darò aggiornamenti... -
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
In realtà quei parametri li ho scoperti solo ora. Prima utilizzavo il profilo Cura advanced, quei parametri escono solo in all ed erano impostati al 100%. Proverò come dici, tutto questo è iniziato con l'ugello della Creality. Prima avevo stampato dei porta lastre fotografici fatti di 3 parti con incastri vari, misure 15x23cm con perni passanti, e non ho avuto problemi di questo genere, anzi sono usciti abbastanza bene (già usati). Farò altre prove, tra cui con un nuovo slicer. Farò altri tentativi, se non risolvo provo a cambiare ugello. A dire la verità, appena ho montato quelli della creality non mi sono piaciuti molto, ho notato da subito delle differenze e in peggio. -
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
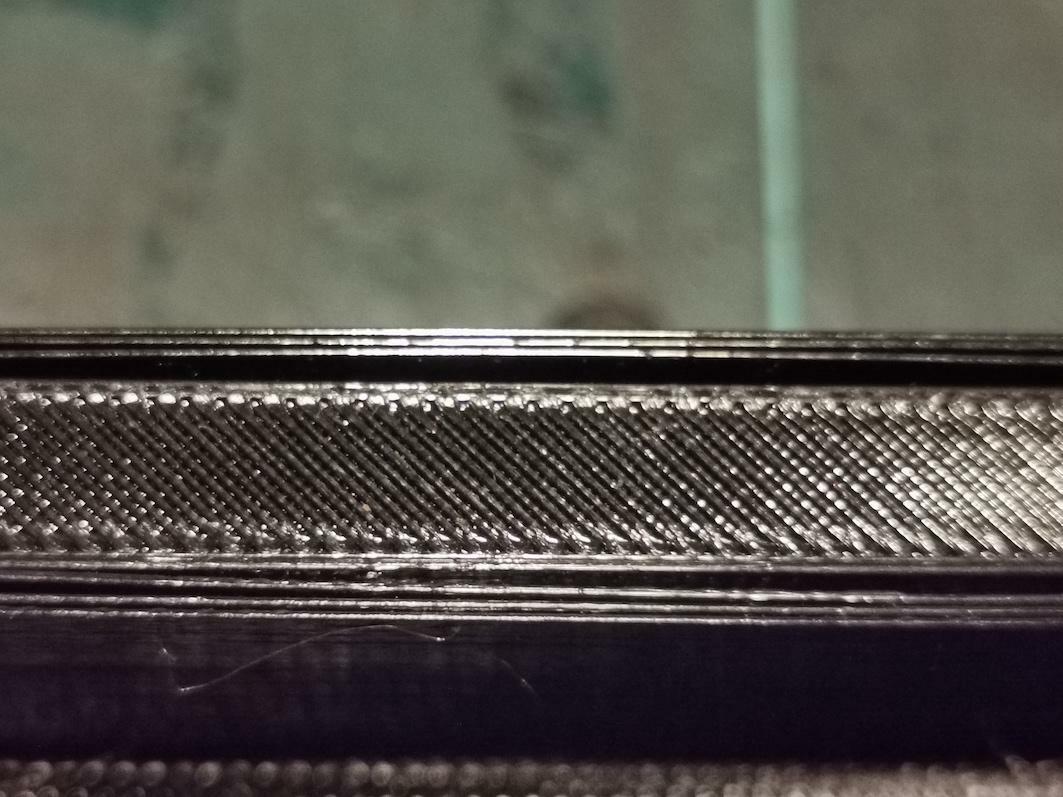
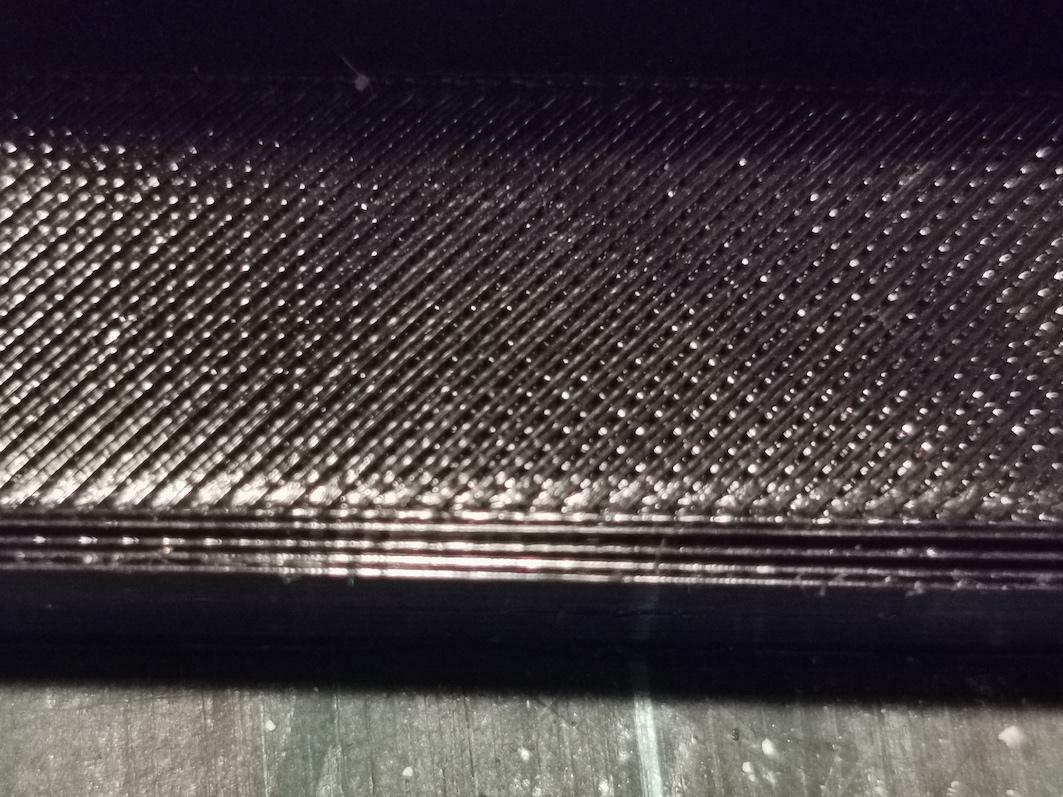
Aggiornamento... Ho ricalibrato il flusso, adesso con un ugello 0,4 ho una parete di 0,42, e ho provato a stampare il cubo 20x20 con 4 pareti. Per non avere la delaminazione delle pareti ho dovuto aumentare il flusso delle pareti portandolo a 95%. Purtroppo pero una parete continua ad avere lo stesso problema, ed è sempre quella dove inizia il loop, le altre pareti sono attaccate saldamente. Le due linee esterne sono saldate, mentre le due interne sono delaminate. Ho provato anche con 3 pareti e 5, in ogni caso sono saldate solo le due esterne mentre le altre interne sono delaminate. Ho diminuito anche la velocità di stampa delle pareti (da 25 a 20 mm/s) ma continuo ad avere sempre lo stesso problema. Controllo accelerazione e controllo jerk sono disabilitate. La retrazione è 5mm, velocità di retrazione 40mm/s. La particolarità di questo problema è che tutte le pareti hanno lo stesso spessore, quella invece dove avviene la delaminazione ha uno spessore inferiore. Al momento le tre pareti con flusso al 95% misurano 1,80mm (4 pareti), mentre quella che delamina (la prima del loop) ha uno spessore di 1,60mm. Sospetto che quando inizia il nuovo loop, stampando la parete estrude meno materiale rispetto alle altre pareti. Da cosa può dipendere? Sono due giorni che tento di risolvere ma ancora niente.....questo mi fa comprendere quanto poco ne sappia di stampanti 3d. Spero che qualcuno possa aiutarmi!!!! Grazie.. -
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
Ok, ho compreso, e ti ringrazio come ringrazio tutti gli altri che mi stanno aiutando. Solo un'ultima cosa per procedere con i test che sto già iniziando. Uso Cura come slicer, dovrei modificare i parametri di flusso delle pareti? -
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
Eaman, grazie per la lettura. Se non ho capito male, per le linee perimetrali devo impostare il valore del nozzle x 1.05. Questo valore va inserito nello slicer nei parametri delle linee interne ed esterne? -
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
Il nozzle l'ho cambiato prima di fare la stampa, è della creality da 0,4mm. Dopo averlo cambiato ho ricalibrato la stampante e livellato il piatto. Le pareti, con il nozzle impostato a 0,4, mi davano 0,41mm per ogni lato. Gli step/mm XYZ mi davano 19,99mm su ogni lato con cubo da 20mm. Stampo in casa, ma vivendo in campagna l'umidità si sente. Comunque avevo stampato altri pezzi e non avevo avuto nessun problema (prima di cambiare il nozzle) Stampo a 25mm/s sia pareti che parti superiore/inferiore. Come dicevo, c'è adesione tra un layer e l'altro, ma è mancata l'adesione tra una linea della pare e l'altra. Quella interna si è legata con il resto per questo ha tenuto. Nel frattempo sto ripetendo i test di calibrazione... -
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
Si sapevo di questo. Stampando a volte pezzi con incastri piccoli, una misura di 0,45 o 0,43 non mi trovo con le misure, preferisco mantenere 0,4mm. Qui sembra non esserci adesione tra un tratto della parete e l'altro, potrei sbagliarmi (forse sicuramente) ma non penso che questo valore incide, dovrebbe aderire sia con 0,4 che con 0,45, o no? Cioè? Potresti spiegarti meglio? Vuoi dire che se imposto un nozzle da 0,4 sullo slicer devo avere una parete da 0,44mm? -
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
Stampo in Pteg, 225° - 80° il piatto. Dopo aver sostituito il nozzle 0,4mm originale della Ender 3 Max Neo con uno della creality sempre 0,4mm ho ricalibrato la macchina. Avevo impostato il nozzle a 0,4mm, il test flusso dopo calibrato mi ha dato un valore di 0,41mm su tutti e quattro i lati. Per scrupolo lo sto rifacendo. Le pareti nelle immagini sono state allargate da me per far notare meglio il problema. Sembra non ci sia stata adesione tra una parete e l'altra, pero ha una buona adesione tra un layer e l'altro. -
Mancata adesione delle pareti
lucaspennato ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa

-
Mancata adesione delle pareti
lucaspennato ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti, spero qualcuno potrà darmi una mano nel comprendere meglio questo problema e cercare di risolverlo. Nell'ultima stampa ho avuto un problema di adesione delle pareti, 3 delle 4 si sono staccate sfogliandosi, solo una parete, quella interna, è rimasta saldata alla stampa. Premetto che, avendo cambiato ugello (creality 0,4mm), ho effettuato tutte le calibrazioni. Non ho ritoccato nessun altro parametro rispetto alle stampe precedenti, unica eccezione è il riempimento da lineare a zig-zag (sovrapposizione 30%, riempimento 60%) La stampa ha una superficie di 296x296mm, con un foro all'interno di 177x127mm. L'altezza varia da 8mm a 30mm, tutte le pareti sono lineari Le pareti si sono sfogliate sia estenamente che internamente lungo tutto il perimetro. Vi ringrazio in anticipo per l'aiuto che potrò ricevere!! -
Petg si attacca al piatto..
lucaspennato ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti, leggendo nel forum e guardando i tutorial, si incontra molto spesso il problema della mancata aderenza delle stampe sul piatto. Stampo in Petg e ho l'esatto problema contrario, cioè le mie stampe, non sempre, si attaccano su alcuni punti e sono molto difficili da staccare, alcune si sono anche rotte lasciando alcuni pezzettini di materiale incollato al piatto. Premetto: non penso sia un problema di livellamento o di Z offset, il primo layer stampa abbastanza bene. Lascio raffreddare il piatto prima di staccare la stampa, e pulisco sempre il piatto con alcool prima di stampare. Ho una Ender 3 Max Neo con piatto originale. Con stampe piccole non ho nessun problema, ma normalmente stampo oggetti grandi con molta superficie di contatto. La stampante l'ho comprata per stampare parti di un banco ottico (macchina fotografica di grande formato), come ad esempio porta pellicole, dorsi, ecc. Leggendo qua e la, ho trovato che il petg può attaccare molto sul piatto e causare problemi come il mio (forse?). Qualcuno può darmi delle info, aiuti, letture ecc che mi aiutino a comprendere di più questo problema e poterlo risolvere? Ho letto che è possibile usare colla stick per facilitare il distacco. Vi ringrazio per l'aiuto che potrete darmi... -
Ender 3 Max Neo Marlin firmware
lucaspennato ha risposto a lucaspennato nella discussione Software di slicing, firmware e GCode
Aggiornamento... Dopo 15 giorni di prove, sembra sia tutto ok, la stampante funziona perfettamente, ho stampato diversi oggetti, per il momento solo test, volevo assicurarmi che i disegni erano giusti. Ho comprato la stampante per stampare alcune parti di una banco ottico (macchina fotografica di grande formato), come portalastre, dorso ecc. In questi giorni farò le stampe definitive. L'aggiornamento custom mi ha permesso di avere altre funzioni nel display che prima non avevo. Per il momento più che soddisfatto, spero che questa mia esperienza possa essere di aiuto per altri. -
Ender 3 Max Neo Marlin firmware
lucaspennato ha risposto a lucaspennato nella discussione Software di slicing, firmware e GCode
Come dicevo nel post precedente, ho seguito i passi indicati da Victor in questo video: https://www.youtube.com/watch?v=2NqHNYtyEa4 Non è stato necessario installare il firmware del display, le impostazioni ora sono aumentate e inaspettatamente c'è una funzione di livellamento del piano in cui ti indica il dislivello dei diversi punti. Sto ancora controllando che tutto sia ok, quindi un responso preciso non ce l'ho. In Visual Studio Code ho inserito solo alcuni parametri base, niente di che. La versione di Marlin è la più recente disponibile nel sito. Comunque ripeto, basta seguire il video, i passaggi sono semplici, se ci sono riuscito io può farlo chiunque. Vi aggiornerò durante le varie verifiche... -
Ender 3 Max Neo Marlin firmware
lucaspennato ha risposto a lucaspennato nella discussione Software di slicing, firmware e GCode
Aggiornamento... Ho seguito le indicazioni dei Victor Bared (vedi link su), ho modificato i codici che mi servivano, il lin_advance era già abilitato, e creato il nuovo firmware. L'ho caricato e funziona, devo comunque fare tutti i test di prova prima di verificare il suo completo funzionamento. Anche il display funziona, ha aggiunto diverse schermate che prima non avevo, penso che sia stato aggiornato alla versione della 3 V2. L'unico handicap, che non mi piace affatto sono i punti di livellamento automatico del piano che sono passati da 25 della 3 Max Neo a soltanto 4. Come posso rimediare per il livellamento automatico?