MarcoS.
-
Numero contenuti
33 -
Iscritto
-
Ultima visita
Obiettivi di MarcoS.
")





-
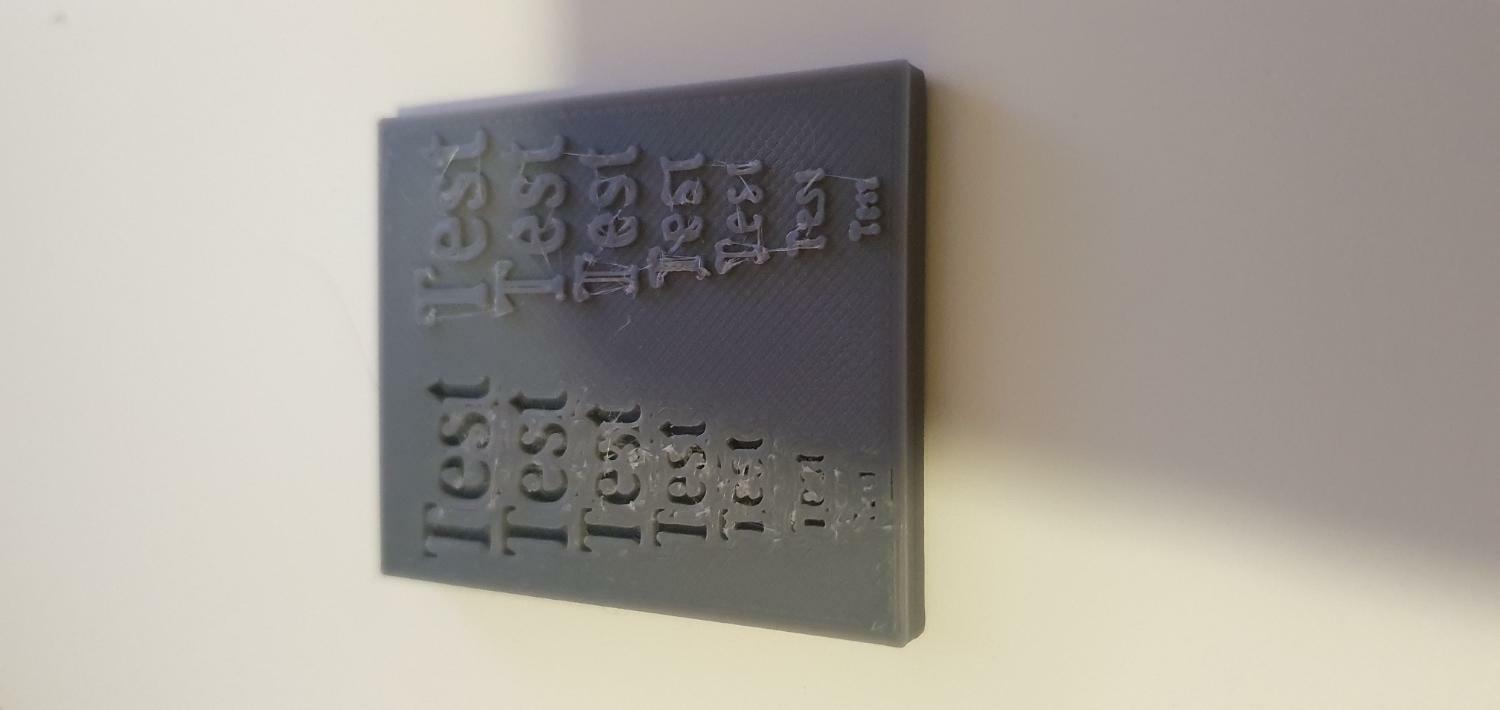
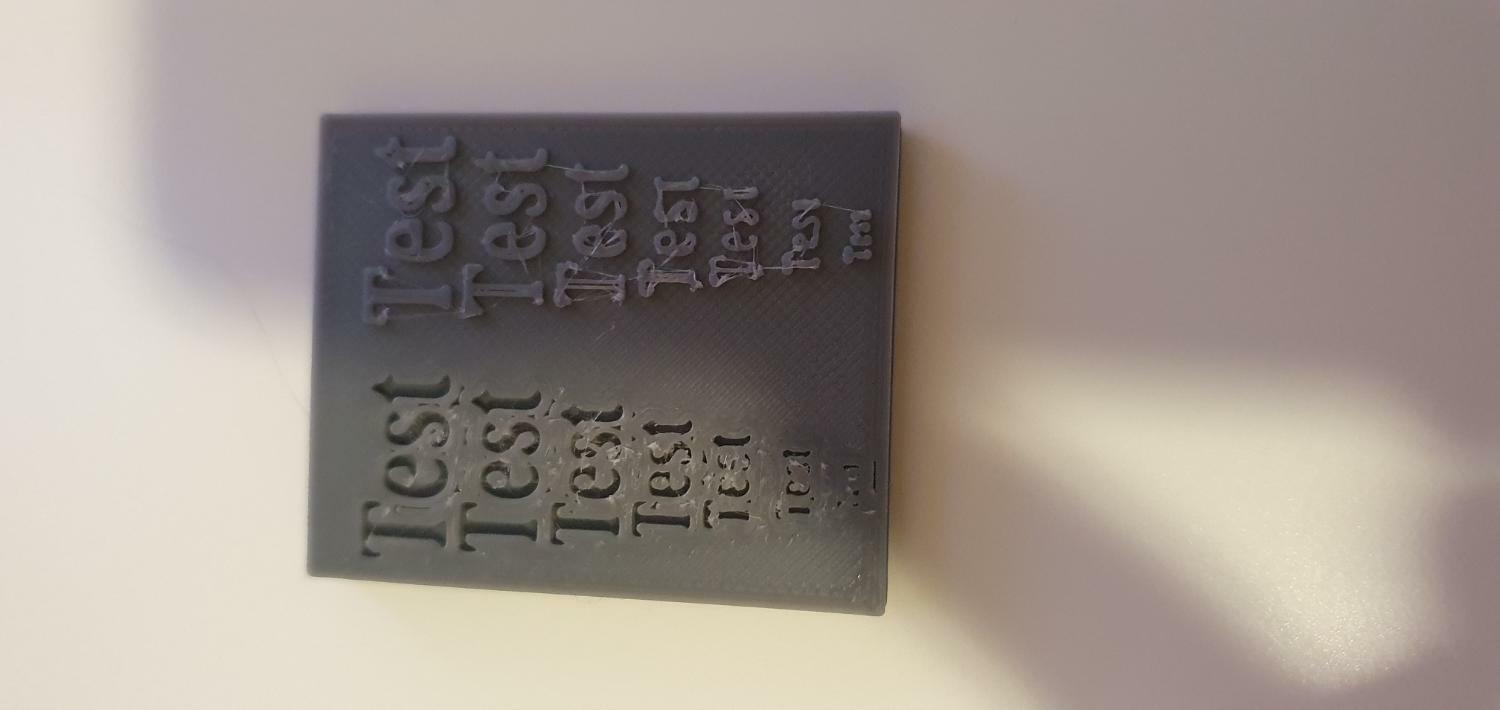
Consiglio sul text test
MarcoS. ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti. Ho scaricato da printables questo file: https://www.printables.com/model/361859-text-test per fare un test e il risultato è stato questo: Secondo voi cosa dovrei sistemare nelle impostazioni?
-
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
A saperlo prima...porca miseria -
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Allora provo a regolare prima il flow rate epoi vi faccio sapere. Sarà per la prossiama settimana purtroppo. Io nel frattempo sto ancora insistendo con l'assistenza anycubic ahahah. Non si sa mai fanno qualche aggiornamento. -
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ho provato a contattare anycubic e non sanno rispondermi. Comunque a me non si tratta di ritiro...bensì di ho 0.2mm in più. Come faccio a calibrare da slicer? -
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Capisco...e quindi come la calibro questa benedetta stampante? AHAH -
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Scusami l'ignoranza, ma ho cercato tante volte su internet e non riesco a trovare nulla che mi dica con certezza che tipo di firmware sia la mia stampante, perciò ho chiesto a chat gpt e mi ha detto che è Marlin. Comunque, se dovessi collegare un raspbarry sarebbe l'unico modo, oppure ci sarebbe un modo più semplice e veloce?- 26 risposte
-
- 1
-

-
- step/mm
- regolamentazionestampa3d
- (and 6 più)
-
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Come vedo da qui se è Marlin o Klipper?
-
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Questa documentazione purtroppo è solo per Linux. Poi io sapevo che il mio firmware fosse Marlin. Come faccio a connettermi via ssh? Ma dato che non sono il primo ci sarà qualcuno che avrà risolto questo problema?😅 I due file che ci sono in questa documentazione sono i firmware della mia stampante? Giusto? Posso basarmi su quei dati per modificare i miei step/mm? -
Repieter server connection
MarcoS. ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno. C'è qualcuno che saprebbe aiutarmi a configurare repieter server per la mia anycubic kobra 2 pro? Mi spiego meglio. Sto cercando di regolare gli step/mm alla stampante e per farlo vorrei configurare la rete con repieter. Non ho nessuna difficoltà, tranne per il fatto che le porte 8888 e 8887 su cui viaggia la mia stampante sono filtrate (telnet e nmap usati) e non riesco a collegarmi, nonostante abbia configurato nuove regole nel firewall oppure addirittura spento il firewall. Avete altre soluzioni? Grazie -
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ho entrambi...quindi posso usarle entrambi. Uso prusa slicer.- 11 risposte
-
- 1
-

-
- assez
- kobra 2 pro
- (and 1 più)
-
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Direttamente dal piano dove stanno scritte le dimensioni? -
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Si ci ho provato. Il problema è che abbassando lo z offset nello slicer il problema resta. Non so perché ma il pezzo viene sempre 2/3 decimi più alto -
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ok perfetto. Ho abbassato 0.05 centesimi e il pezzo è migliorato. Il resto lo faccio in progettazione- 11 risposte
-
- 1
-
-
- assez
- kobra 2 pro
- (and 1 più)
-
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Quindi se dovessi diminuire lo z-offset di 0,2mm, c'è la possibilità che mi si ripresenti il problema su una stampa più grande oppure che diventi -0,2mm? -
[RISOLTO]Regolare asse Z
MarcoS. ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti. Sto calibrando la mia anycubic kobra 2 pro e ho stampato un cubo 20x20x20 e ho notato che sull'asse Z (l'altezza) ho +0,2mm. Come faccio a regolarla? Uso come software per lo slicing PrusaSlicer. Grazie