MarcoS.
-
Numero contenuti
33 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MarcoS.
-
Consiglio sul text test
MarcoS. ha pubblicato una discussione in Problemi generici o di qualità di stampa
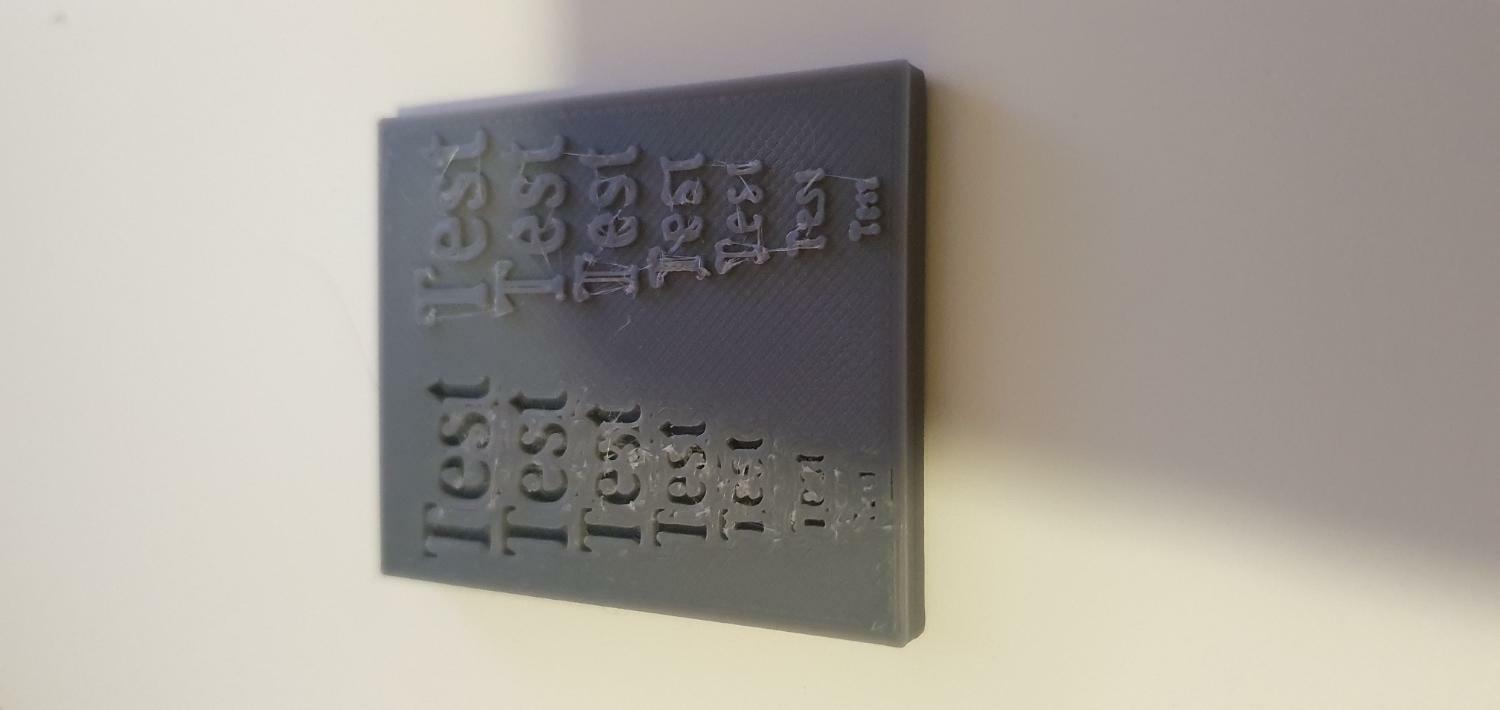
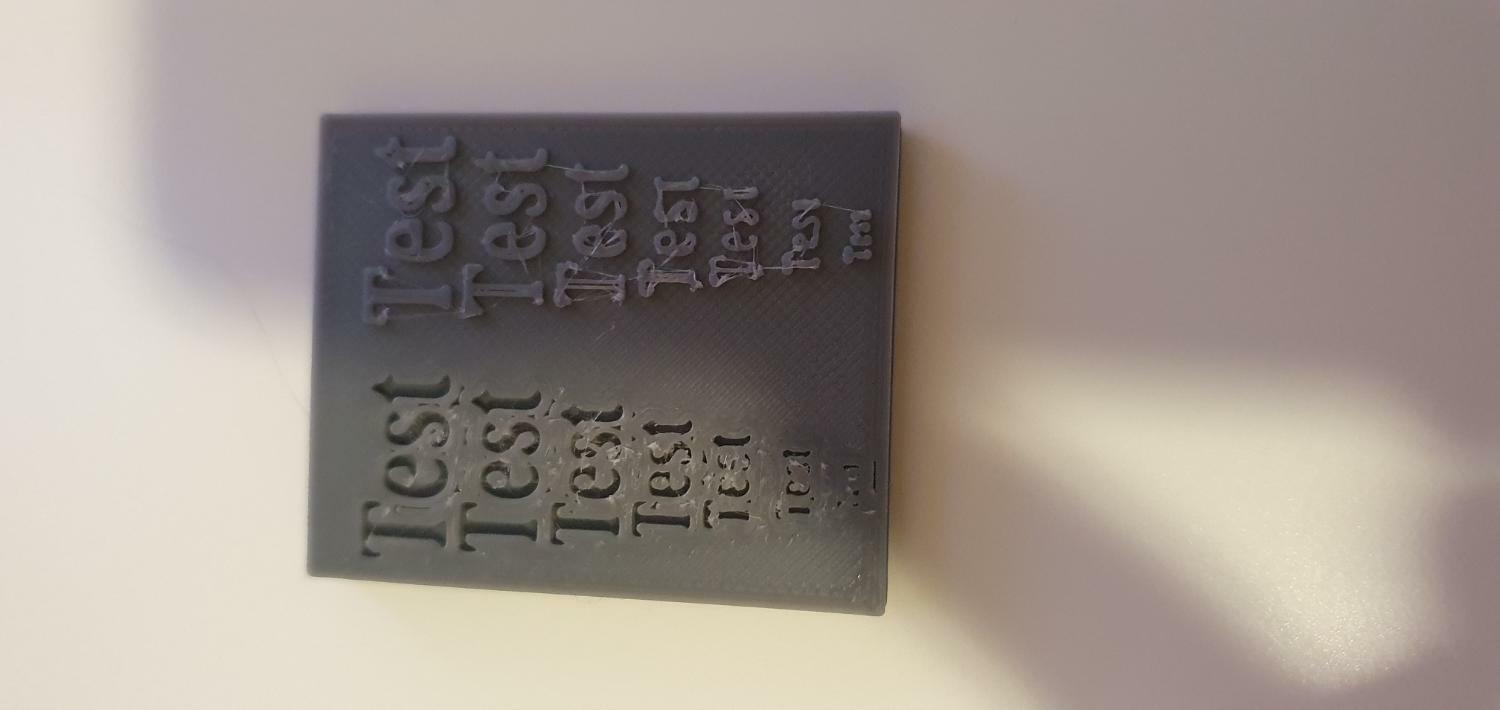
Salve a tutti. Ho scaricato da printables questo file: https://www.printables.com/model/361859-text-test per fare un test e il risultato è stato questo: Secondo voi cosa dovrei sistemare nelle impostazioni?
-
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
A saperlo prima...porca miseria -
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Allora provo a regolare prima il flow rate epoi vi faccio sapere. Sarà per la prossiama settimana purtroppo. Io nel frattempo sto ancora insistendo con l'assistenza anycubic ahahah. Non si sa mai fanno qualche aggiornamento. -
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ho provato a contattare anycubic e non sanno rispondermi. Comunque a me non si tratta di ritiro...bensì di ho 0.2mm in più. Come faccio a calibrare da slicer? -
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Capisco...e quindi come la calibro questa benedetta stampante? AHAH -
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Scusami l'ignoranza, ma ho cercato tante volte su internet e non riesco a trovare nulla che mi dica con certezza che tipo di firmware sia la mia stampante, perciò ho chiesto a chat gpt e mi ha detto che è Marlin. Comunque, se dovessi collegare un raspbarry sarebbe l'unico modo, oppure ci sarebbe un modo più semplice e veloce?- 26 risposte
-
- 1
-

-
- step/mm
- regolamentazionestampa3d
- (and 6 più)
-
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Come vedo da qui se è Marlin o Klipper?
-
Repieter server connection
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Questa documentazione purtroppo è solo per Linux. Poi io sapevo che il mio firmware fosse Marlin. Come faccio a connettermi via ssh? Ma dato che non sono il primo ci sarà qualcuno che avrà risolto questo problema?😅 I due file che ci sono in questa documentazione sono i firmware della mia stampante? Giusto? Posso basarmi su quei dati per modificare i miei step/mm? -
Repieter server connection
MarcoS. ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno. C'è qualcuno che saprebbe aiutarmi a configurare repieter server per la mia anycubic kobra 2 pro? Mi spiego meglio. Sto cercando di regolare gli step/mm alla stampante e per farlo vorrei configurare la rete con repieter. Non ho nessuna difficoltà, tranne per il fatto che le porte 8888 e 8887 su cui viaggia la mia stampante sono filtrate (telnet e nmap usati) e non riesco a collegarmi, nonostante abbia configurato nuove regole nel firewall oppure addirittura spento il firewall. Avete altre soluzioni? Grazie -
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ho entrambi...quindi posso usarle entrambi. Uso prusa slicer.- 11 risposte
-
- 1
-

-
- assez
- kobra 2 pro
- (and 1 più)
-
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Direttamente dal piano dove stanno scritte le dimensioni? -
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Si ci ho provato. Il problema è che abbassando lo z offset nello slicer il problema resta. Non so perché ma il pezzo viene sempre 2/3 decimi più alto -
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ok perfetto. Ho abbassato 0.05 centesimi e il pezzo è migliorato. Il resto lo faccio in progettazione- 11 risposte
-
- 1
-
-
- assez
- kobra 2 pro
- (and 1 più)
-
[RISOLTO]Regolare asse Z
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Quindi se dovessi diminuire lo z-offset di 0,2mm, c'è la possibilità che mi si ripresenti il problema su una stampa più grande oppure che diventi -0,2mm? -
[RISOLTO]Regolare asse Z
MarcoS. ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti. Sto calibrando la mia anycubic kobra 2 pro e ho stampato un cubo 20x20x20 e ho notato che sull'asse Z (l'altezza) ho +0,2mm. Come faccio a regolarla? Uso come software per lo slicing PrusaSlicer. Grazie -
Sovraestrusione??
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Perfetto. Proverò ad impostare meglio la stampante. -
Sovraestrusione??
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ciao. scusami se rispondo solo ora ma non ho avuto tempo proprio di accendere il pc. Comunque, ho una domanda. Ma la massima velocità volumentrica è uguale per tutti i pezzi? Oppure cambia in base alla grandezza del pezzo? Per quanto riguarda il flow rate cosa mi andrebbe a cambiare? Non ho ben capito a cosa serve. -
Sovraestrusione??
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Questi valori sinceramente li ho presi da forum oppure sono di default dello slicer. E come massima velocità volumetrica secondo voi va bene? Parlo di un pezzo che cmq è largo 220x120mm -
Sovraestrusione??
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
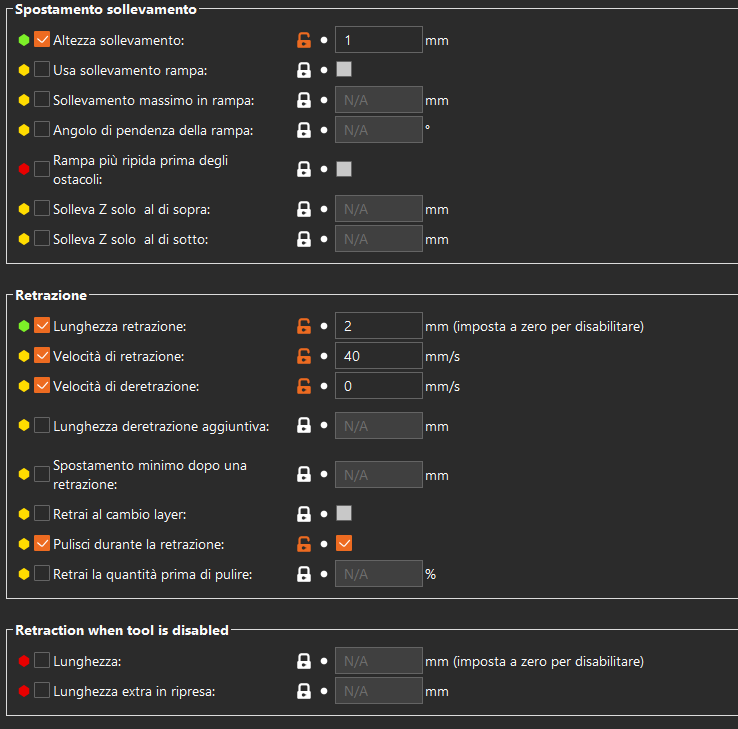
L'infill è al 30% mentre lo Z-hop ti allego una foto:
-
Sovraestrusione??
MarcoS. ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ciao. Come materiale uso il PLA di anycubic con una temperatura di 60° sul piano e 210° all'estrusore. La velocità massima volumetrica è di 25mm³/s, i primi 3 layer li faccio senza la ventola attivata e il primo layer a 30mm/s. Il moltiplicatore di estrusione è impostato di default a 1. Comunque non credo sia un problema di taratura, perchè tutti gli altri pezzi che stampo li fa perfettamente, non ci sono gap, nè sovraestrusioni. Quando stampo questo pezzo sento l'ugello che gratta sul riempimento, non capisco se sia un problema di asse z oppure di sovraestrusione. Però se fosse l'asse z dovrebbe grattare dai primi layer, giusto? Forse dovrei diminuire la massima velocità volumetrica e far fare prima il riempimento e poi i perimetri? -
Salve a tutti. Ho un problema con la mia anycubic kobra 2 pro. I pezzi piccoli li stampa benissimo, mentre oggi ho voluto provare a stampare qualcosa di più grande ed ho dovuto stoppare la stampa perché è successo questo: Che problema potrebbe essere?? Grazie per l'aiuto.
-
Ah okok peerfetto. Forse ho trovato quello che mi cercavo nel primo link github. Cito in basso quello che ho trovato: [extruder] step_pin : PC1 dir_pin : PC0 enable_pin : !PG7 heater_pin : PG12 sensor_pin : PB13 microsteps : 16.000000 full_steps_per_rotation : 200 step_distance : 0.00214 nozzle_diameter : 0.400000 filament_diameter : 1.750000 sensor_type : EPCOS 100K B57560G104F control : pid pid_Kp : 12.206120 pid_Ki : 0.517208 pid_Kd : 72.016108 min_temp : -200 max_temp : 275 pressure_advance : 0.020000 Dovrebbe essere il "full_step_per_rotation".
-
Controlla anche le velocità dinamiche di sporgenza e imposta il 100%
-
Sì, però prima modificare il flow rate avrei voluto saper quale fosse quel valore. Mi serve per impostare una buona velocità massima volumetrica, utile anche per regolare la velocità di stampa per pezzi con dettagli molto piccoli. Non vorrei creare danni per stampe troppo veloci. Poi vorrei capire se i parametri impostati da prusa slicer per la mia stampante siano esatti.
-
Ho provato a cercare online ma non trovo niente.