Offshore
-
Numero contenuti
125 -
Iscritto
-
Ultima visita
Visite recenti




Obiettivi di Offshore
")





-

L'ennesimo nuovo arrivato... Prima stampante FDM
Offshore ha risposto a jonny89 nella discussione La mia prima stampante 3D
al momento la Sovol sta facendo delle buone offerte, io ho una sv07plus e ne sono contento, ma sappi che Sovol non è che sia eccelsa nel controllo qualità, molti, compreso il sottoscritto che ho trovato il piano caldo tutto mezzo smontato, e anche chi ha ricevuto la Sv08. Leggendo sui vari forum sovol ha appunto qualche fastidio sul controllo qualità, di contro reputo che i materiali di costruzione sono ottimi ed il prezzo è molto accessibile, certo ci devi spendere un po' di tempo dietro per capirla e regolarla, io al momento ho qualche intoppo ma nulla di non superabile, come te sono alle primissime armi ed ho scelto la Sovol solo per il prezzo, che a parità di altre marche era molto più conveniente e la macchina era veramente completa, l'assistenza a volte è inesistente o molto lenta e tutti i ricambi arrivano dalla cina, a parte le macchine nuove che partono dalla germania o francia... -
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
il bello che ha fatto anche la mesh del piano.... cosa devo fare per migliorare la situazione? -
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
qualcuno è anche leggermente segnato e non sono belli lisci come presumo dovrebbero essere ma sono molto( passami il termine) "ruvidi"....
-
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
...mi viene un dubbio.... ma non è che ho una bobina del pla del menga???? -
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
Questo è il primo.... layer 0.3 temp 205 bed 55... non è che sia il massimo, in basso a sx manca materiale gli altri non li riesco a decifrare sono quasi tutti uguali..... ti ringrazio delle dritte! le stampe piccole le fa senza problemi, se metto un brim di almeno 15mm non si stacca, ( il più delle volte al centro piano) è quando deve sfruttare quasi tutto il piano che vengono fuori sorprese, ma poi cacchio... uno spende soldi per una stampante che ha un piano decente e poi si ritrova a stampare lillipuziano? ma anche no....😂😂😂😂😂 deve funzionare....😂 ah... ho provato a vedere gli eccentrici quando era in movimento ma non è fattibile.... comunque ripeto che li ho controllati propio ieri e sono ok... niente giochi o ballamenti, il letto si sposta molto fluidamente senza nessun attrito e le ruote sono perfette, non ancora segnate nonostante abbia un 2-3 mesi di moto.....
-
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
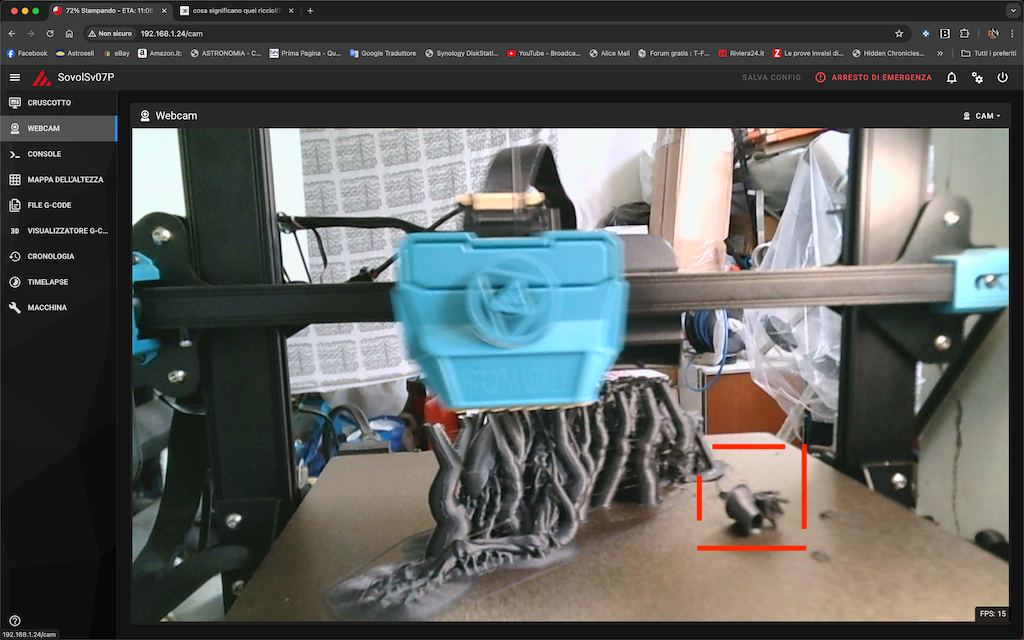
preso tnx...con quali impostazioni di stampa? quelle che sto usando per l'ultima stampa o altro? appena finisce lo stampo.... eta 11.30...... -
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
-
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
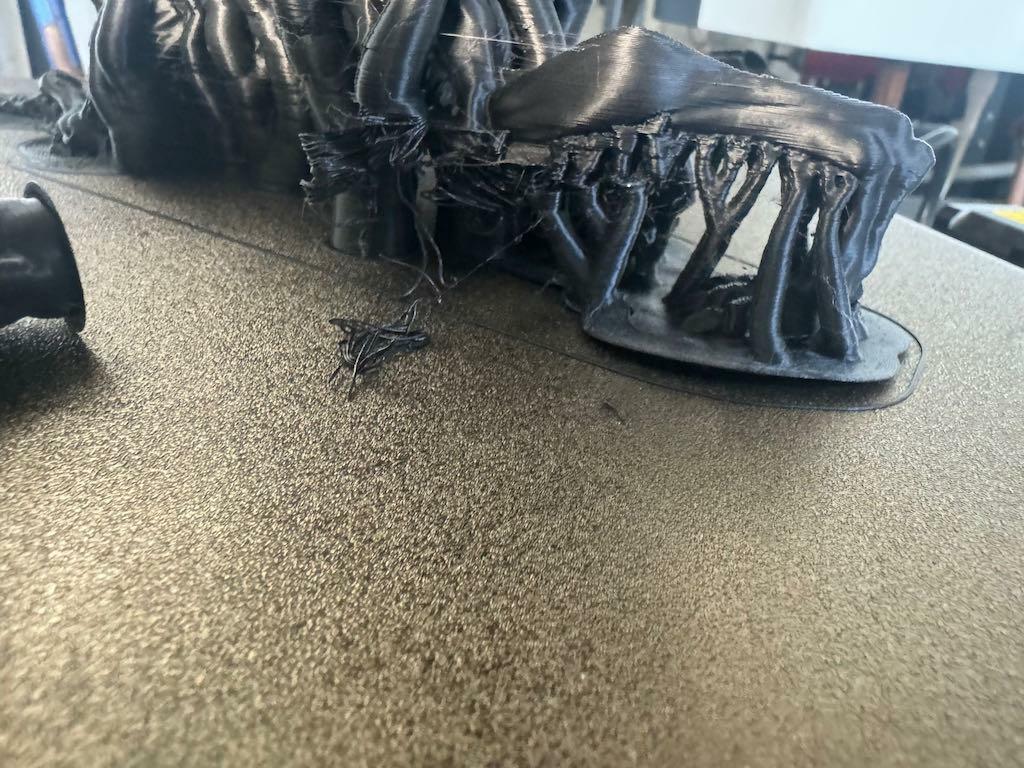
ieri ho rifatto l'oggetto con orca, ho provato a modificare un po qualche parametro, ho messo come primo layer 0.3 e successivi 0.2, ho alzato un pelo la temperatura del piatto e della stampa del filamento, ho abbassato la velocità in maniera consistente, la punta massima ho visto che era 80mm/ ma solo negli spostamenti, il resto non supera i 30mm/s, infatti sta ancora stampando, ci vogliono ancora 3 ore prima che finisca ma è una morte....nonostante questo aggiustamento stamane ho trovato un pezzetto di supporto che viaggia sul piatto per cui è successo qualcosa, ieri ho anche controllato che non ci fosse qualcosa sulla testa che poteva andare a sbattere sulla stampa ma non ho trovato nulla, tutto è a livello... ugello, ventola ecc ecc...epuure lo ha fatto lo stesso....che nervi....
-
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
eh ma li ho controllati! infatti non balla, scivola perfettamente senz intoppi non ha resistenze o giochi... di più non so.... e questa è la sorpresa di un minuto fa...... continua a staccarsi dopo un po'.....
-
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
è un po' lungo... si ha la sonda capacitiva...ma qui fa vedere cosa combina la sonda mentre fa la bed mesh adaptive.... a me pare che tutto funzioni... ho controllato gli eccentrici del piatto... scivola perfettamente, non ha scatti e non ha nessun gioco...comunque domani ( quando finirà di stampare il coso) provo a fare come dici... 19:04 Pre-print procedure done. 19:04 Driving fast to the print-start position, to prevent ouzing. 19:04 SET_GCODE_OFFSET Z_ADJUST=-0.01 MOVE=1 19:04 Nozzle Priming: Prime Spiral Adaptive. Filament: PLA 19:04 Nozzle Priming: Prime Line FRONT. Filament: PLA 19:04 Ready to print: Nozzle. 19:03 Waiting for min/max nozzle print temperature of 190.0°C / 210.0°C... 19:03 Bed Mesh state has been saved to profile [Adaptive] for the current session. The SAVE_CONFIG command will update the printer config file and restart the printer. 19:03 Mesh Bed Leveling Complete 19:03 probe at 238.400,289.113 is z=1.912500 19:03 probe at 238.400,289.113 is z=1.910000 19:03 probe at 197.000,289.113 is z=1.960000 19:03 probe at 197.000,289.113 is z=1.960000 19:03 probe at 155.600,289.113 is z=1.945000 19:03 probe at 155.600,289.113 is z=1.942500 19:03 probe at 114.200,289.113 is z=1.897500 19:03 probe at 114.200,289.113 is z=1.892500 19:03 probe at 72.800,289.113 is z=1.865000 19:03 probe at 72.800,289.113 is z=1.860000 19:03 probe at 31.400,289.113 is z=1.880000 19:03 probe at 31.400,289.113 is z=1.875000 19:03 probe at -10.000,289.113 is z=1.947500 19:03 probe at -10.000,289.113 is z=1.945000 19:03 probe at -10.000,247.412 is z=1.942500 19:03 probe at -10.000,247.412 is z=1.937500 19:03 probe at 31.400,247.412 is z=1.892500 19:03 probe at 31.400,247.412 is z=1.887500 19:03 probe at 72.800,247.412 is z=1.890000 19:03 probe at 72.800,247.412 is z=1.882500 19:03 probe at 114.200,247.412 is z=1.940000 19:03 probe at 114.200,247.412 is z=1.932500 19:03 probe at 155.600,247.412 is z=1.977500 19:03 probe at 155.600,247.412 is z=1.972500 19:03 probe at 197.000,247.412 is z=2.002500 19:03 probe at 197.000,247.412 is z=2.000000 19:03 probe at 238.400,247.412 is z=1.945000 19:03 probe at 238.400,247.412 is z=1.945000 19:03 probe at 238.400,205.712 is z=1.952500 19:02 probe at 238.400,205.712 is z=1.950000 19:02 probe at 197.000,205.712 is z=2.020000 19:02 probe at 197.000,205.712 is z=2.017500 19:02 probe at 155.600,205.712 is z=2.000000 19:02 probe at 155.600,205.712 is z=1.995000 19:02 probe at 114.200,205.712 is z=1.932500 19:02 probe at 114.200,205.712 is z=1.935000 19:02 probe at 72.800,205.712 is z=1.905000 19:02 probe at 72.800,205.712 is z=1.897500 19:02 probe at 31.400,205.712 is z=1.887500 19:02 probe at 31.400,205.712 is z=1.882500 19:02 probe at -10.000,205.712 is z=1.935000 19:02 probe at -10.000,205.712 is z=1.932500 19:02 probe at -10.000,164.013 is z=1.980000 19:02 probe at -10.000,164.013 is z=1.972500 19:02 probe at 31.400,164.013 is z=1.932500 19:02 probe at 31.400,164.013 is z=1.927500 19:02 probe at 72.800,164.013 is z=1.932500 19:02 probe at 72.800,164.013 is z=1.927500 19:02 probe at 114.200,164.013 is z=1.980000 19:02 probe at 114.200,164.013 is z=1.975000 19:02 probe at 155.600,164.013 is z=2.065000 19:02 probe at 155.600,164.013 is z=2.060000 19:02 probe at 197.000,164.013 is z=2.055000 19:02 probe at 197.000,164.013 is z=2.050000 19:02 probe at 238.400,164.013 is z=1.987500 19:02 probe at 238.400,164.013 is z=1.985000 19:02 probe at 238.400,122.313 is z=1.992500 19:02 probe at 238.400,122.313 is z=1.985000 19:02 probe at 197.000,122.313 is z=2.072500 19:02 probe at 197.000,122.313 is z=2.065000 19:02 probe at 155.600,122.313 is z=2.070000 19:02 probe at 155.600,122.313 is z=2.070000 19:02 probe at 114.200,122.313 is z=2.020000 19:02 probe at 114.200,122.313 is z=2.015000 19:02 probe at 72.800,122.313 is z=2.000000 19:02 probe at 72.800,122.313 is z=1.995000 19:01 probe at 31.400,122.313 is z=2.002500 19:01 probe at 31.400,122.313 is z=1.997500 19:01 probe at -10.000,122.313 is z=2.072500 19:01 probe at -10.000,122.313 is z=2.065000 19:01 probe at -10.000,80.613 is z=2.040000 19:01 probe at -10.000,80.613 is z=2.037500 19:01 Probe samples exceed tolerance. Retrying... 19:01 probe at -10.000,80.613 is z=2.037500 19:01 probe at -10.000,80.613 is z=2.027500 19:01 probe at 31.400,80.613 is z=1.965000 19:01 probe at 31.400,80.613 is z=1.960000 19:01 probe at 72.800,80.613 is z=1.940000 19:01 probe at 72.800,80.613 is z=1.935000 19:01 probe at 114.200,80.613 is z=1.957500 19:01 probe at 114.200,80.613 is z=1.955000 19:01 probe at 155.600,80.613 is z=1.992500 19:01 probe at 155.600,80.613 is z=1.987500 19:01 probe at 197.000,80.613 is z=2.002500 19:01 probe at 197.000,80.613 is z=2.000000 19:01 probe at 238.400,80.613 is z=1.935000 19:01 probe at 238.400,80.613 is z=1.935000 19:01 probe at 238.400,38.913 is z=1.870000 19:01 probe at 238.400,38.913 is z=1.865000 19:01 probe at 197.000,38.913 is z=1.937500 19:01 probe at 197.000,38.913 is z=1.932500 19:01 probe at 155.600,38.913 is z=1.925000 19:01 probe at 155.600,38.913 is z=1.922500 19:01 probe at 114.200,38.913 is z=1.875000 19:01 probe at 114.200,38.913 is z=1.870000 19:01 probe at 72.800,38.913 is z=1.857500 19:01 probe at 72.800,38.913 is z=1.852500 19:01 probe at 31.400,38.913 is z=1.882500 19:01 probe at 31.400,38.913 is z=1.875000 19:01 probe at -10.000,38.913 is z=1.945000 19:01 probe at -10.000,38.913 is z=1.942500 19:01 48 | (238.4, 289.1) | (265.4, 269.1) 19:01 47 | (197.0, 289.1) | (224.0, 269.1) 19:01 46 | (155.6, 289.1) | (182.6, 269.1) 19:01 45 | (114.2, 289.1) | (141.2, 269.1) 19:01 44 | (72.8, 289.1) | (99.8, 269.1) 19:01 43 | (31.4, 289.1) | (58.4, 269.1) 19:01 42 | (-10.0, 289.1) | (17.0, 269.1) 19:01 41 | (-10.0, 247.4) | (17.0, 227.4) 19:01 40 | (31.4, 247.4) | (58.4, 227.4) 19:01 39 | (72.8, 247.4) | (99.8, 227.4) 19:01 38 | (114.2, 247.4) | (141.2, 227.4) 19:01 37 | (155.6, 247.4) | (182.6, 227.4) 19:01 36 | (197.0, 247.4) | (224.0, 227.4) 19:01 35 | (238.4, 247.4) | (265.4, 227.4) 19:01 34 | (238.4, 205.7) | (265.4, 185.7) 19:01 33 | (197.0, 205.7) | (224.0, 185.7) 19:01 32 | (155.6, 205.7) | (182.6, 185.7) 19:01 31 | (114.2, 205.7) | (141.2, 185.7) 19:01 30 | (72.8, 205.7) | (99.8, 185.7) 19:01 29 | (31.4, 205.7) | (58.4, 185.7) 19:01 28 | (-10.0, 205.7) | (17.0, 185.7) 19:01 27 | (-10.0, 164.0) | (17.0, 144.0) 19:01 26 | (31.4, 164.0) | (58.4, 144.0) 19:01 25 | (72.8, 164.0) | (99.8, 144.0) 19:01 24 | (114.2, 164.0) | (141.2, 144.0) 19:01 23 | (155.6, 164.0) | (182.6, 144.0) 19:01 22 | (197.0, 164.0) | (224.0, 144.0) 19:01 21 | (238.4, 164.0) | (265.4, 144.0) 19:01 20 | (238.4, 122.3) | (265.4, 102.3) 19:01 19 | (197.0, 122.3) | (224.0, 102.3) 19:01 18 | (155.6, 122.3) | (182.6, 102.3) 19:01 17 | (114.2, 122.3) | (141.2, 102.3) 19:01 16 | (72.8, 122.3) | (99.8, 102.3) 19:01 15 | (31.4, 122.3) | (58.4, 102.3) 19:01 14 | (-10.0, 122.3) | (17.0, 102.3) 19:01 13 | (-10.0, 80.6) | (17.0, 60.6) 19:01 12 | (31.4, 80.6) | (58.4, 60.6) 19:01 11 | (72.8, 80.6) | (99.8, 60.6) 19:01 10 | (114.2, 80.6) | (141.2, 60.6) 19:01 9 | (155.6, 80.6) | (182.6, 60.6) 19:01 8 | (197.0, 80.6) | (224.0, 60.6) 19:01 7 | (238.4, 80.6) | (265.4, 60.6) 19:01 6 | (238.4, 38.9) | (265.4, 18.9) 19:01 5 | (197.0, 38.9) | (224.0, 18.9) 19:01 4 | (155.6, 38.9) | (182.6, 18.9) 19:01 3 | (114.2, 38.9) | (141.2, 18.9) 19:01 2 | (72.8, 38.9) | (99.8, 18.9) 19:01 1 | (31.4, 38.9) | (58.4, 18.9) 19:01 0 | (-10.0, 38.9) | (17.0, 18.9) 19:01 bed_mesh: generated points Index | Tool Adjusted | Probe 19:01 Generating new points... 19:01 An adaptive bed mesh will be created. Probe Points X: 7 Probe Points Y: 7 ..........Name: Adaptive 19:00 Homing Z... -
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
no non era già attiva... anche io ho dovuto mettere mano nelle configuazioni, ora prima di ogni stampa fa la mesh adaptive in base alla grandezza dell'oggetto da stampare, è decisamente più comodo e veloce, e la pulizia del piatto è costante, la faccio sempre appunto perchè penso non si attacchi per quello, ma non è solo quello, il mio è 300x300 ma ogni volta è una sorpresa, non sai mai se il primo layer attaccherà correttamente,ho anche provato a far quasi toccare l'ugello al piatto ma poi ovviemente non estrudeva...insomma credo sia problema di livellamento a questi punti ma mi fa strano che non sempre lo fa... diciamo il 95% delle volte sembra quasi che si sfasi qualcosa... il piano? lo Z? bho...
-
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
è di efault la bed mesh adaptive.... -
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
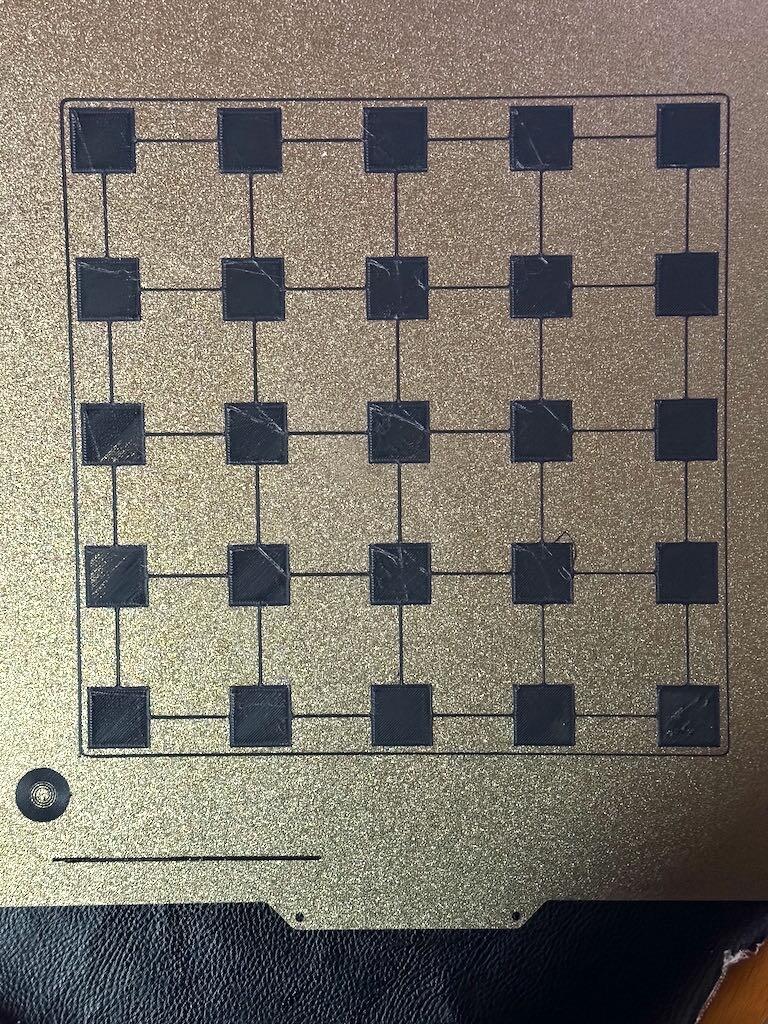
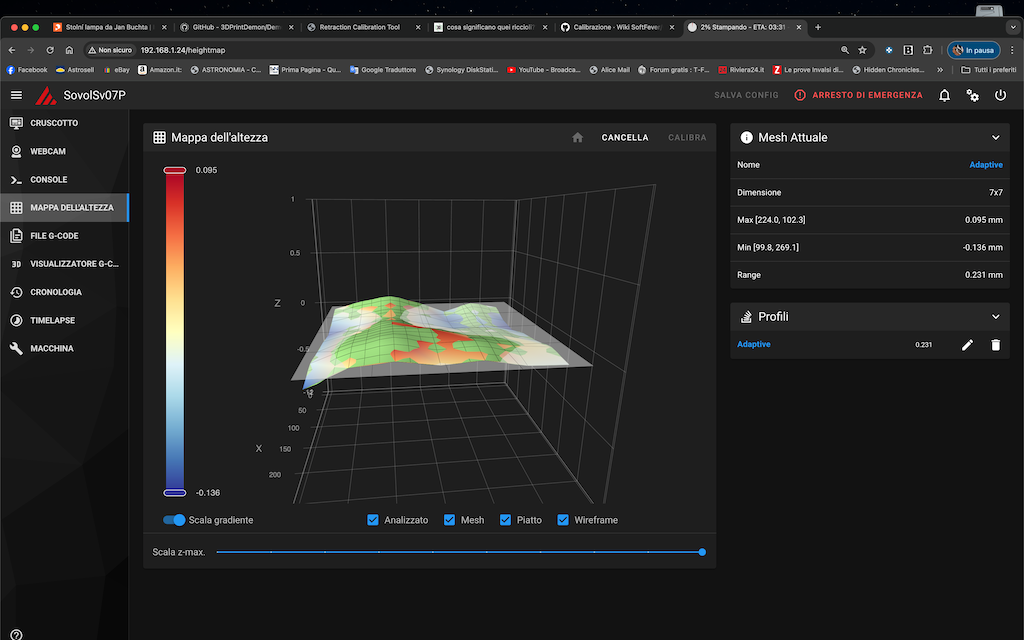
piano piano sto riuscendo a capire da dove arrivano tutti i problemi.... credo sia colpa del piano e sto cercando di capire cosa posso fare di meglio, ma ad ogni tentativo i risultati sono sempre diversi, per scrupolo ho rifatto anche le calibrazioni del pla, ed ho provato a stampare dei test per il livellamento del piano ( previa regolazione manuale) ma ad ogni test ( ne ho fatti 4) riscontro sempre dei valori diversi, come se non rimane fermo al suo posto o la parte anteriore ha un valore alto e la parte posteriore ha un valore diverso o più basso o più alto, (questo dalla mappa dell'altezza) nonostante ho fatto a regolazione delle viti con klipper ed ho rifatto il livello z e calibrazione sia con probe_calibrate che con il foglio di carta...ma nonstante ciò la stampa una parte attecchisce bene e l'altra ( in linea con y) si stacca o si arriccia....la foto indica l'ultimo test e che pare il più decente, quelli prima oltrepassavano il valore di range dei 300...al momento sta stampando, ed il primo layer pare tenere...ma non si può tutte le volte diventare pazzi così......
-
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
a proposito del piano.... ho in dotazione dei cilindretti di plastica da mettere al posto delle molle.... ora ci sono le molle....cosa cambia tra i due sistemi per il livellamento del letto? come filamento sto sempre usando il sunlu plus... -
cosa significano quei riccioli???
Offshore ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
sto rifacendo per il pla, temperatura, flusso e retrazione e per il piano ho controllato il livello con i vari sistemi e per lo z sia con probe calibrate e la carta di più non so che fare.... ah e pulizia del piano con lavaggio manuale mi dimentico qualcosa? so che se cambio pla devo rifare i controlli... quello lo ho imparato!😂