Darkover
-
Numero contenuti
7 -
Iscritto
-
Ultima visita
Obiettivi di Darkover
")





-
Problemi di Warping
Darkover ha risposto a Darkover nella discussione Problemi generici o di qualità di stampa
Grazie a tutti per le vostre risposte e se non vi dispiace avrei ancora qualche domanda in merito. Dove trovate un PEI a 10e circa? Ho guardato sul Creality Shop e vengono circa 30e più la spedizione, in totale non meno di 40e Accidenti. In tutti i video che ho visto sullo sfondo c'erano file di stampanti che funzionavano allegre e felici senza nessuna copertura. Solo io sono il più sfigato che la deve tenere in un "acquario"! Comunque dove si può trovare sto' coso ? Possibilmente con pareti trasparenti, altrimenti come faccio a controllare che tutto vada bene. Anche qui guardando su Creality ne ho trovato uno circa sui 300e e non era neppure delle dimensioni giuste. Ridurre temperatura e velocità : Di quanto dovrei ridurre la temperatura (o si deve andare per tentativi) ? Inoltre, se ho capito bene il PLA ad alta velocità, che io uso, ha bisogno di temperature maggiori di quello normale. Stesso discorso per le velocità. Quali devo ridurre, 1° layer - Pareti esterne - Pareti interne, Tutto ? Il piatto in PEI è ruvido, anche in questo caso andrebbe scarteggiato ? O non sarebbe più sicuro cambiarlo ? Nessuno di voi ha citato il RAFT come soluzione. Nelle mie ricerche ho trovato l'indicazione di utilizzare 15 layer, vanno bene ? Oppure è una soluzione così negativa da non prenderla neppure in considerazione ? Proverò a controllare le ventole e soffiarle con la bomboletta di aria compressa. Se fosse da cambiare dove le trovo ? Il nozzle l'ho appena cambiato secondo le indicazioni per la manutenzione, però non ho ancora lubrificato i vari assi come indicato sul manuale della stampante. Questo potrebbe aiutare ? Cordiali saluti a tutti. -
Problemi di Warping
Darkover ha pubblicato una discussione in Problemi generici o di qualità di stampa
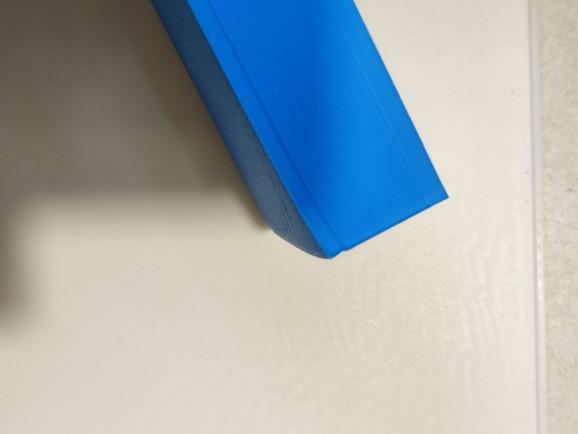
Buon giorno a tutti, spero che qualcuno mi possa consigliare ed aiutare. Ho una stampante ENDER 3 VE KE e stampo solo in PLA. Da circa una settimana a questa parte ho dei problemi di Warping con ogni pezzo che stampo. Mi sono letto documentazioni e guardato tutorial relativi all’argomento, ma nessuno dei rimedi sembra adattarsi al mio caso o funzionare. Correnti d’aria, ventilatori, condizionatore – Finestre sempre chiuse e nessuna corrente d’aria Livellamento del piano – C’è l’auto livellamento, che eseguo ad ogni accensione della macchina, e per di più ogni volta che do il comando di stampa, che lo voglia o no, parte nuovamente l’auto livellamento prima di iniziare l’estrusione. Inoltre non ci sono viti per il livellamento manuale. Temperatura del piatto – E’ impostata a 60° da quando ho installato ORCA SLICER che mi ha caricato il profilo relativo alla ENDER 3 e che non ho mai modificato. Pulizia del piatto – Prima di iniziare a stampare pulisco sempre il piatto con IPA e panno in microfibra e faccio attenzione a non lasciarci ditate sopra. Stato del PLA – Quando finisco di stampare lo conservo in buste sottovuoto con il sacchettino di gel igroscopico e lontano dalla luce del sole. Brim – Uno dei consigli era di utilizzare il Brim per annullare il Warping ed in effetti ha parzialmente funzionato (Brim INTERNO ed ESTERNO e 7mm di ampiezza). Il pezzo stampato senza Brim è molto più incurvato (vedi immagine) di altri stampati con. Comunque anche se ridotta l’incurvatura c’è lo stesso. Raft – Su ORCA lo indica per l’utilizzo con ABS. Io non l’ho provato perché non so come si deve configurare e quanti layer bisogna dare perché funzioni. Colla/Lacca – Questi non li ho utilizzati, sia perchè non mi ispira impiastricciare il piano, sia perchè da qualche parte ho letto che Colla e Lacca sono indicati per il vetro e possono invece rovinare il PEI. Quello che mi preoccupa è che mi sembra che il problema non sia legato alla configurazione di ORCA ma che sia puramente meccanico, anche perché è cominciato senza che si sia verificato alcun problema apparente (rumori strani, problemi di estrusione ect. ect. ). In precedenza ho stampato senza problemi dei pezzi che erano quasi al limite dell’area di stampa (sino a 21cm), ora invece non riesco a stampare neppure una piastrina di 8x8 cm. Forse ha ragione uno che su un sito diceva che le ENDER 3 sono delle “cianfrusaglie” di basso prezzo ? Ho la stampante da meno di un anno ed ho accumulato quasi 150 h. di stampa, forse sono arrivato al limite del ciclo di utilizzo e la stampante è da buttare ? Grazie in anticipo a chi mi risponderà e per ogni eventuale consiglio e/o suggerimento. Se può essere di aiuto di seguito riporto le configurazioni di ORCA in uso : PLA – Creality od Anycubic Hyper series alta velocità Noozle 0,04 mm. Temperatura Noozle 220° Rapporto di flusso 0.98 1° Layer 220° successivi 220° Piano 1 Layer 60° successivi 60° Nessun raffreddamento per il 1° layer Altezza layer 0,16mm – primo layer 0,2mm Densità di riempimento 15% Velocità 1° layer 50 mm/s – Parete esterna 200 mm/s – Parete interna 300 mm/s
-
Estrusore che sfrega sul riempimento
Darkover ha risposto a Darkover nella discussione Problemi generici o di qualità di stampa
Grazie ad entrambi per le vostre indicazioni. Mi sono reso conto che ho spiegato malissimo il mio problema. Quello che non riuscivo a capire è perchè pur avendo le configurazioni corrette di stampante e filamento la stampa fallisse. L'utilizzo di un parametro piuttosto che un altro è relativo. Secondo il mio ragionamento lo Slicer di Creality doveva essere più affidabile perchè riferito a prodotti della stessa Creality e non perchè mi piacesse in particolare. Poi ho letto il testo sui Riempimenti che mi ha segnalato EAMAN e forse ho capito che lo Slicer, pur con le configurazioni impostate, non può essere utilizzato tale e quale, ma va modificato di volta in volta a seconda di quello che si deve stampare. E' così ? Non pensavo assolutamente a qualcosa "click and forget" e mi rendo, se ho capito bene, che il tutto va adattato alle circostanza volta per volta. Mi sono creato con il CAD degli oggetti con pareti verticali alte 10 cm. a nido d'ape (proprio come la stampa fallita) , ma questa volta utilizzando diversi tipi di riempimento. Pensate possa funzionare come test ? Grazie ancora e buona giornata ad entrambi. -
Estrusore che sfrega sul riempimento
Darkover ha risposto a Darkover nella discussione Problemi generici o di qualità di stampa
Ti chiedo scusa, non intendevo offenderti o mancarti di rispetto. Ho bisogno di imparare e fare esperienza, e niente di quello che ho letto mi ha preparato a questa situazione (anzi neppure la nominano). La mia frustrazione è grande e, se non ho basi solide su cui fare affidamento o se la curva di apprendimento è quasi verticale, l'esperienza della stampa 3d finisce qui. Se non vorrai più rispondere alle mie domande (e purtroppo ce ne saranno ancora molte) lo capirò. Grazie comunque. P. S. Comunque su una cosa hai assolutamente ragione, e "no offence meant, Sir", siamo utenti diversi. Quando ho trovato Creality Print nella chiavetta ho pensato "ma che gentili, mi hanno dato anche uno slicer in omaggio". Ingenuità da principiante, che ci vuoi fare ! -
Estrusore che sfrega sul riempimento
Darkover ha risposto a Darkover nella discussione Problemi generici o di qualità di stampa
Grazie per la risposta relativa all'Infill. mi potresti chiarire perchè sei contrario allo Slicer di Creality? Ho installato Orca perchè consigliato. Una volta indicata la stampante ed il tipo di filamento (PLA alta velocità - Creality Hyper Filament PLA) mi ha caricato le configurazioni e mi sono limitato a fare lo slicing. Se la stampa è miseramente fallita la colpa è solo di Orca, perchè io non ho toccato neppure una virgola. Capirai quindi la mia diffidenza nei confronti di Orca e del suo utilizzo. Creality Print sarà anche più scarno, ma almeno all'apparenza, mi sembra più semplice da usare. -
Estrusore che sfrega sul riempimento
Darkover ha risposto a Darkover nella discussione Problemi generici o di qualità di stampa
Grazie DNASINI ed Eaman per avermi risposto. Dnasini : Z-Hop : L'impostazione dello Z-Hop l'ho trovata sui vari forum come soluzione del problema. Tutti concordavano nell'utilizzarla e tutti discordavano sul come e dove (da qui la mia massima confusione). Tieni presente che le mie conoscenze di stampa 3D ammontano ad una settimanella di letture di tutorial su stampa e stampanti in attesa del corriere con la stampante e pratica di 3gg. conclusi come da immagine. Non è che voglia lo Z-Hop a tutti i costi, a me va bene anche se devo agitare la bacchetta di Henry Potter gridando "Impostazio Parametrorum" purchè eviti all'estruder di trasformarsi in un Gratta Formaggio oltre i 4/5 cm. di altezza. Temperatura : La temperatura di 220° era già nei parametri di configurazione sia di ORCA che di Creality Print relativi alla mia stampante (ENDER 3 V3 KE). Inoltre è coerente con quanto riportato nell'etichetta del produttore che per il PLA ad alta velocità (Creality Hyper PLA e Anycubic High Speed PLA) indica 210 ° - 230° per velocità 150-300 mm/s . 230° - 260° per velocità 300° - 600° mm/s. Io non ho cambiato nessun valore di quelli proposti partendo dal presupposto (forse errato) che le configurazioni impostate fossero affidabili e non errate od incomplete. P. S. Non credo che utilizzerò mai PLA diverso da quello ad Alta Velocità. Nozzle : Ecco, lo sapevo che avrei omesso qualche parametro essenziale ed inserito quelli inutili. Comunque il Nozzle è di 0,4 mm. Eaman: Infill : Grazie mi leggero l'articolo . Cercherò nei parametri di ORCA e CREALITY se sono presenti i pattern di riempimento che citi. Perdonami ma quando scrivi "Prova prima senza combinare piu' layers di infill, magari sottoestrudilo." mi hai già perso per strada, non so assolutamente cosa voglia dire, e la stessa cosa vale anche per lo Z-HOP. Test : Per fare un test posso disegnarmi col CAD un una torre di 10 cm. con scalini di 1 cm e poi provare a stamparla? La stampante è comunque veloce (300mm/s) ma devo dire che malgrado gli urti il pezzo non si è staccato dal piano (anzi ho fatto pure fatica a toglierlo). Un'ultima domanda : Conoscete ORCA e CREALITY PRINT ? Io sarei orientato ad usare il secondo, partendo dal presupposto che Creality non sia così autolesionista da inserire parametri errati od incompleti nelle sue configurazioni come invece è per ORCA. Cosa ne pensate ? Grazie ancora per il vostro aiuto. Buon giornata ad entrambi. -
Estrusore che sfrega sul riempimento
Darkover ha pubblicato una discussione in Problemi generici o di qualità di stampa
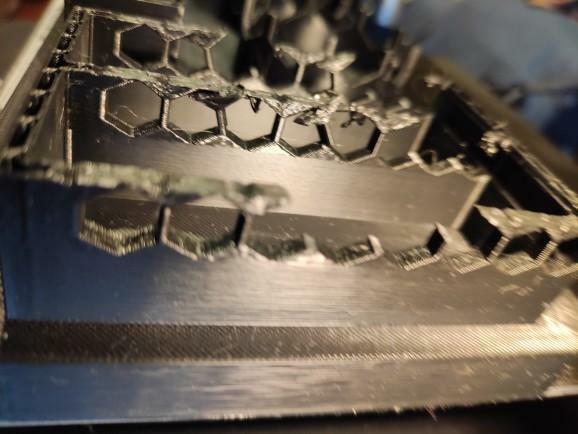
Buongiorno, da non più di una settimana ho ricevuto in regalo una Creality Ender 3 V3 KE,(come Slicer utilizzo ORCA, Creality Hyper PLA) ed avrei bisogno di aiuto. Ho scaricato dai vari siti molti modelli più o meno piccoli, e visti i buoni risultati , ho pensato di stampare un contenitore che avevo disegnato con Freecad, e qui sono cominciati i guai. La stampa avrebbe dovuto durare circa 3h ed è andata bene sino a metà. Da questo punto in avanti il nozzle ha cominciato a grattare la parte superiore che aveva appena stampato, ed alla fine, l'ha addirittura rotta (come si può vedere dalla foto). Ho pensato ad un errore nel disegno ed ho verificato la correttezza su Freecad, ma non ho trovato errori. Ho cercato a lungo su internet e sembra che il problema sia legato allo "Z-hop" ma quello che ho trovato mi ha confuso ancora di più le idee. In un tutorial su ORCA per questo argomento Nella Configurazione della Stampante il valore di Z-Hop veniva azzerato e come Tipo : Inclinato. In un altro tutorial (sempre su Orca) invece sosteneva che è inutile impostare lo "Z-Hop" nella configurazione della Stampante perchè è in quella del "Filamento" che devono essere fatte le modifiche, altrimenti quelle in Stampante vengono ignorate. Un altro ancora diceva che lo "Z-Hop" non và assolutamente toccato, ma in fase di stampa bisogna mettere in pausa e regolare lo "Z-Offset"(però il video si riferiva ad un modello di ENDER precedente al mio). Insomma tutto ed il contrario di tutto, non so più cosa fare ed ho interrotto le stampe. Mi potreste aiutare a risolvere il problema ? Forse è sbagliata la scelta dello "Slicer". Io utilizzo ORCA perchè mi è stato consigliato, ma curiosando dentro CREALITY SLICER ho vito che i parametri per lo Z-Hop sono già impostati di default, al contrario di ORCA. In ORCA ho provato nelle impostazioni di "Filamento" ad attivare lo Z-Hop ma la voce e tutte quelle collegate sono diventate di un minaccioso ed inquietante rosso e così ho lasciato subito perdere. So che è necessario fornire le impostazioni utilizzate, quindi spero di aver indicato quelle rilevanti tra le tantissime presenti (c'è anche una spunta per il Sesso e Numero degli Angeli che stanno su un nozzle). FILAMENTO : Creality Hyper PLA IMPOSTAZIONI STAMPANTE : Estrusore : Lunghezza Retrazione 0,5 mm. Z-Hop in fase di retrazione 0,1 mm. Tipo Z-Hop Normale velocità di retrazione 40 IMPOSTAZIONI FILAMENTO: Flow Rate 0,98 Temperatura di stampa 220 1°layer - 220 2°layer Temperatura Piano 60 1°layer - 60 altri layers Ventola Sempre accesa Z-Hop in retrazione N/A tipo Z-Hop N/A GENERALI : Qualità : Altezza layer 0,16 mm. - Altezza primo layer 0,2 mm Resistenza : Densità di riempimento 15% Trama di riempimento Griglia Velocità : 1° Layer 50mm/s - Spostamento 300 mm/s. Supponendo di modificare lo Z-Hop c'è poi un test (tipo barchetta) per verificare il risultato ? Mi seccherebbe molto dover stampare per 1,5 h. per vedere il risultato. Grazie in anticipo a chi vorrà aiutarmi.