Loro.08
-
Numero contenuti
34 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Loro.08
-
bambulab A1 mini senza AMS e la stampa multi colore
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Okkk grazie provo con orca -
bambulab A1 mini senza AMS e la stampa multi colore
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
ho provato, ma dopo i preparativi della stampa si blocca e mi dice che non trova l'AMS -
bambulab A1 mini senza AMS e la stampa multi colore
Loro.08 ha pubblicato una discussione in Software di slicing, firmware e GCode
ciao a tutti da quasi due settimane sono passato dalla mia fidata Ender a questo missile terra-aria. tutto molto bello se non che non vada per niente d'accordo con i cambi colore, succedono due cose: o skippa bellamente il cambio colore o si lamenta che non ha l'AMS anche se ho modificato il Gcode del cambio colore sostituendolo con una pausa, quando si fanno cambi colore in altezza non fa nulla, pausa e via, ma sullo stesso layer non me lo fa fare. idee soluzioni a questo problema? ho già provato con file diversi per ogni colore ma anche li si perde un casino di tempo e c'è il rischio che ti si raffreddi il piatto grazie a tutti coloro che mi risponderanno -
stampa inversa su orca slicer
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
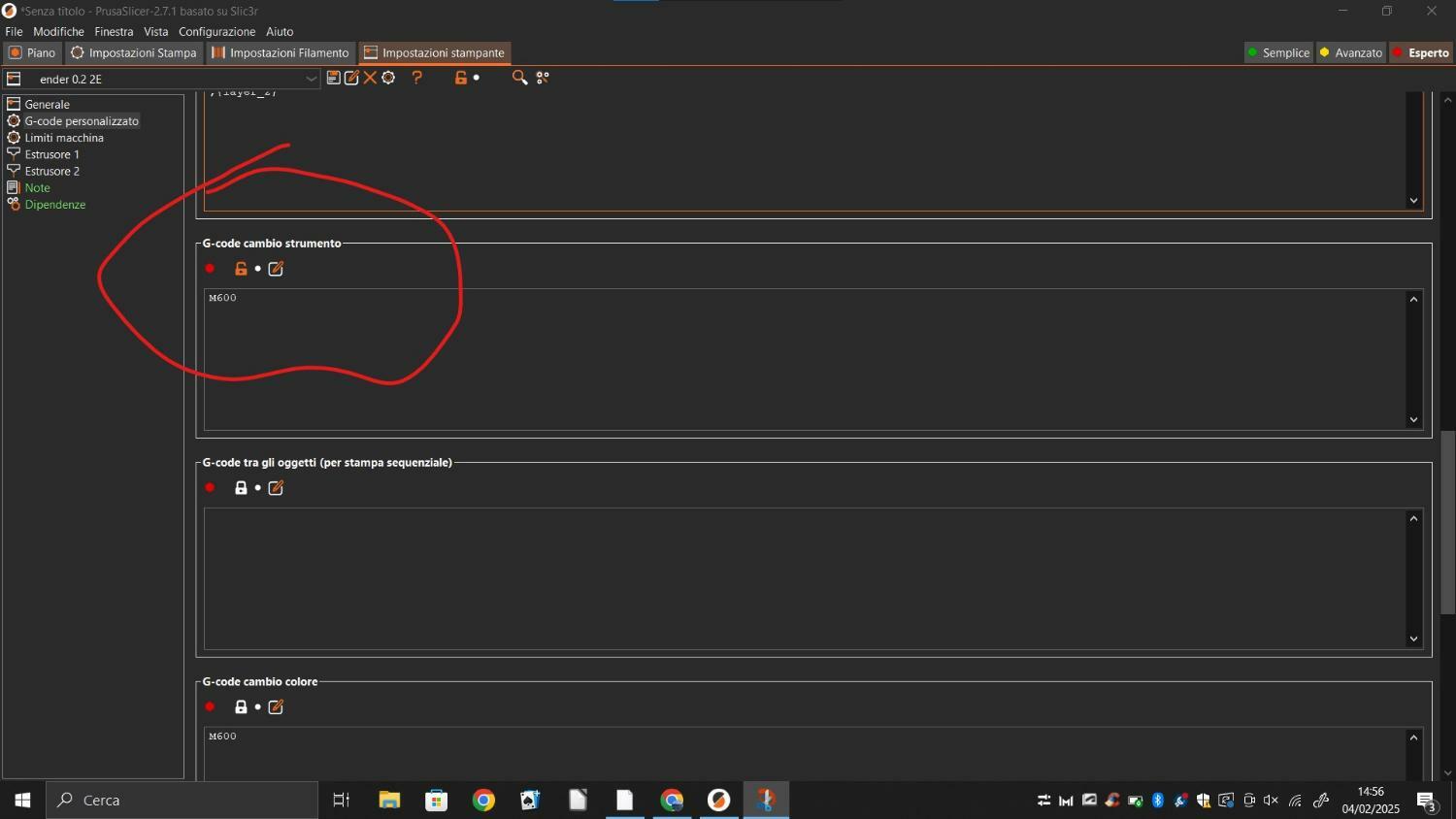
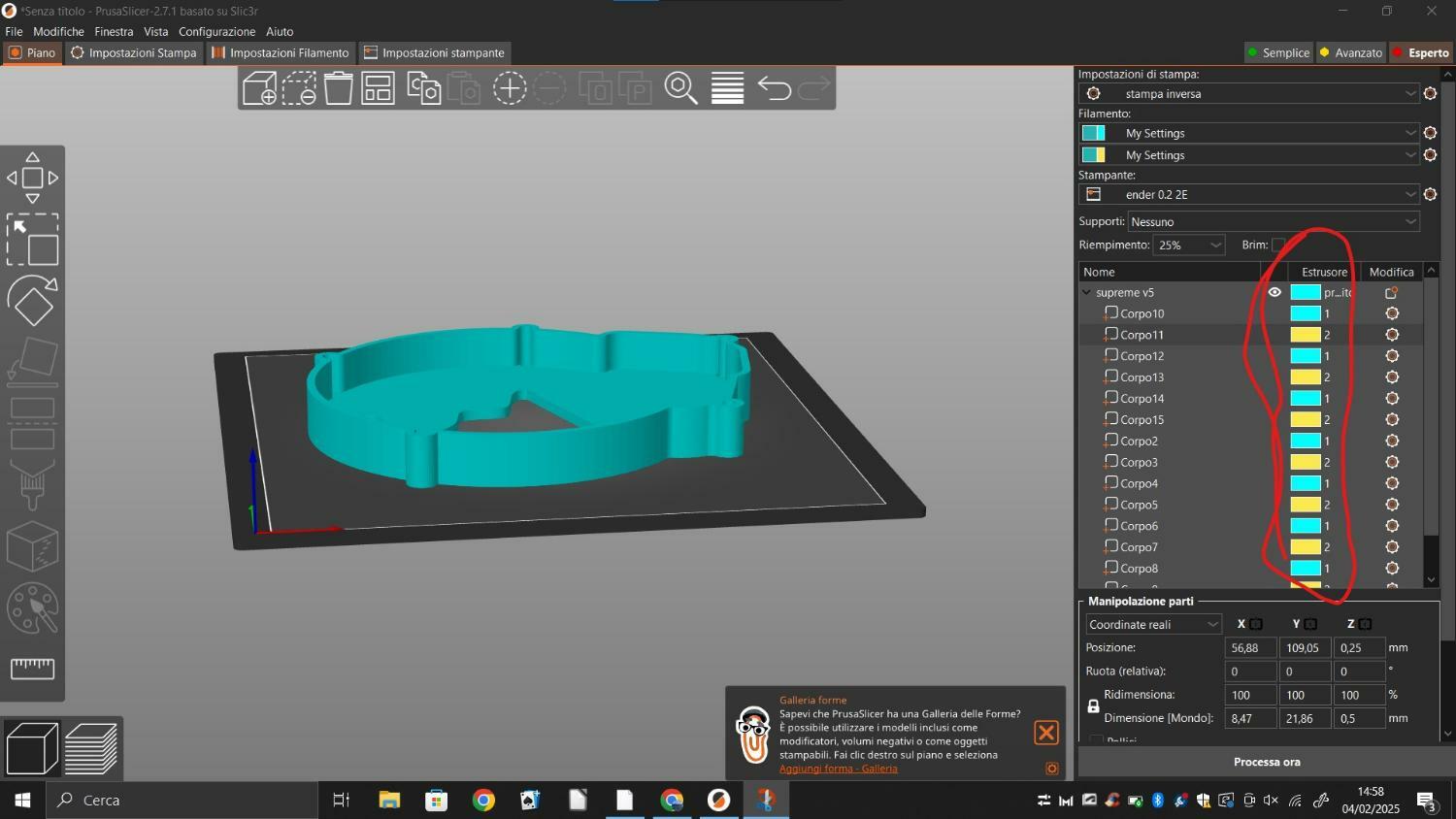
allora si, avevo trovato un video ma ora non lo trovo più. quindi per prima cosa si crea un nuovo profilo della stampante in cui si dice che ha due estrusori (anche se ne ha uno), poi si va nel Gcode del tool change e si mette o M600 (cambio colore) oppure M601 la pausa dovrebbe essere poi si inserisce o gli stl oppure un 3mf e si seleziona quale corpo a quale estrusore e ora si fa lo slice e inserirà automaticamente i cambi colore
-
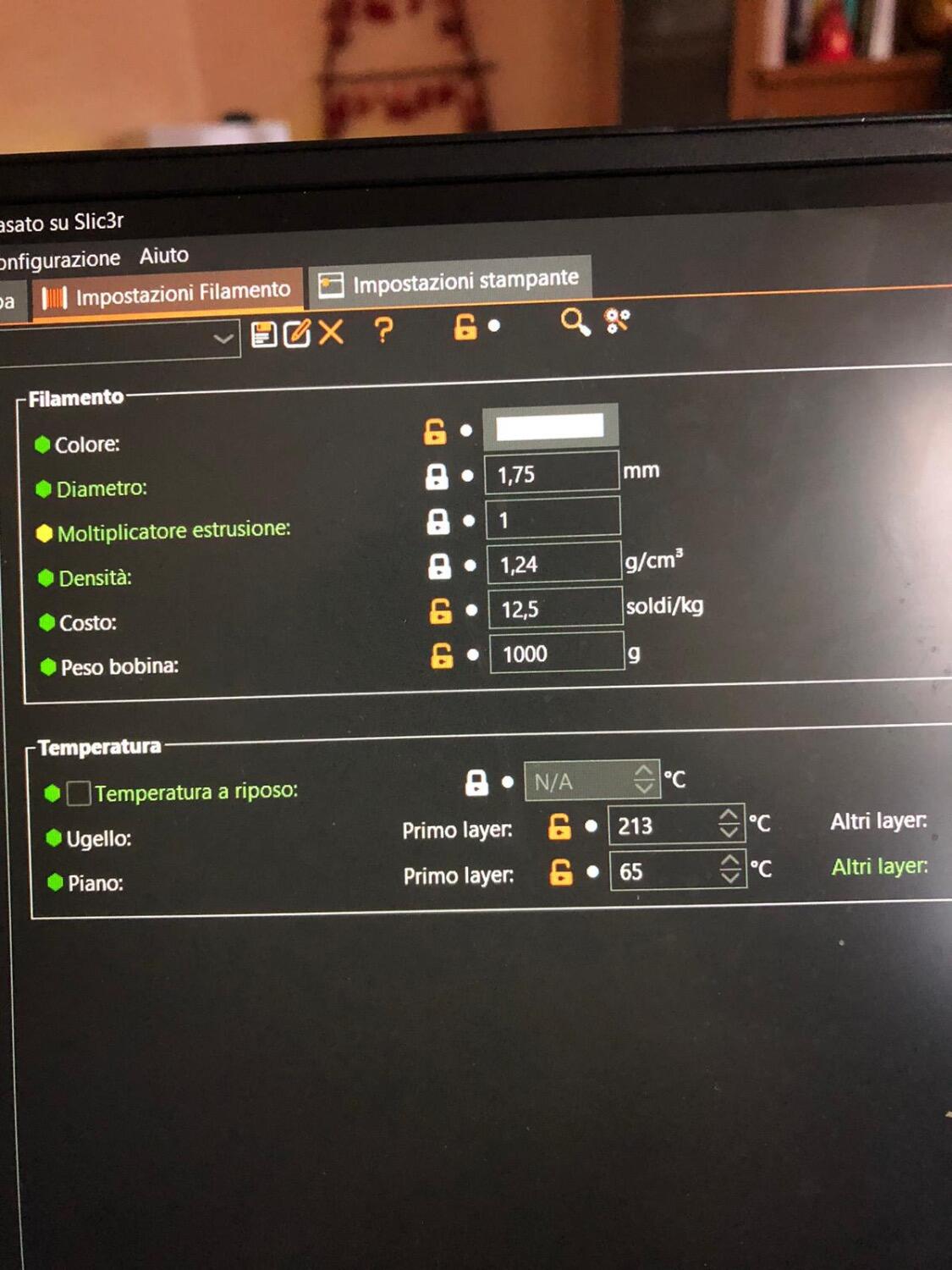
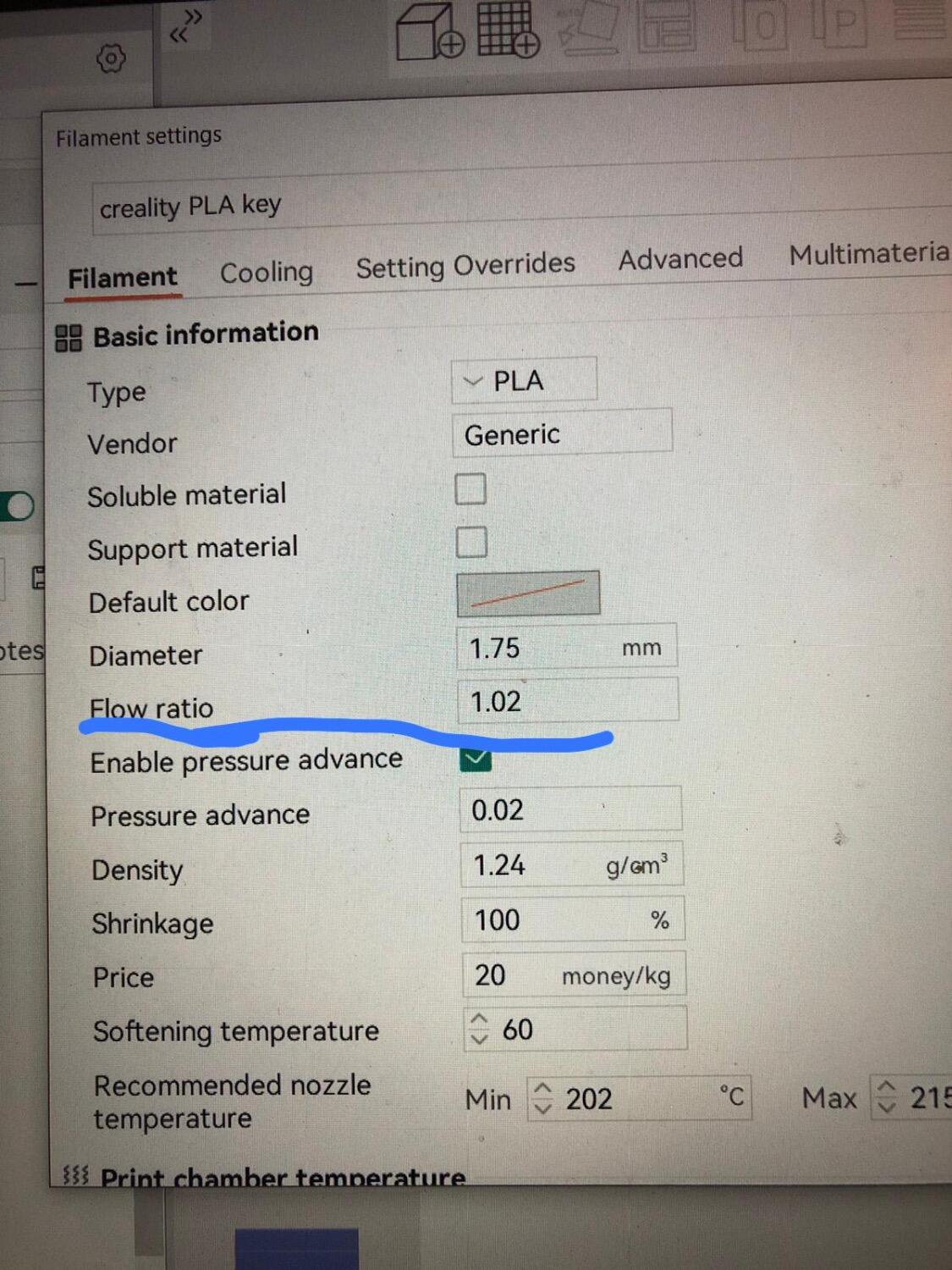
comunque il flusso varia tantissimo da filamento a filamento se usi sempre lo stesso brand ha senso sennò io con la mia Ender sto a 15 mm3 e me ne sbatto perchè secondo me ha senso solo quando viaggi veramente veloce o usi nozzle grossi nel tuo caso una stampante prusa like non farti troppi problemi, ti rallenta quando ti avvicini a quel valore
-
Orca slicer top surface
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
eh lo so, calibrato grossolanamente ed è ancora parer mio sotto estruso, però non mi spiego come abbassando di uno 0.05 lo z-offset si sistema tutto solo che appunto non posso stare li a farlo manualmente, appena ho un buco libero sicuro prima cosa calibrazione flow cosi sono sicuro che quello è ok -
Orca slicer top surface
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
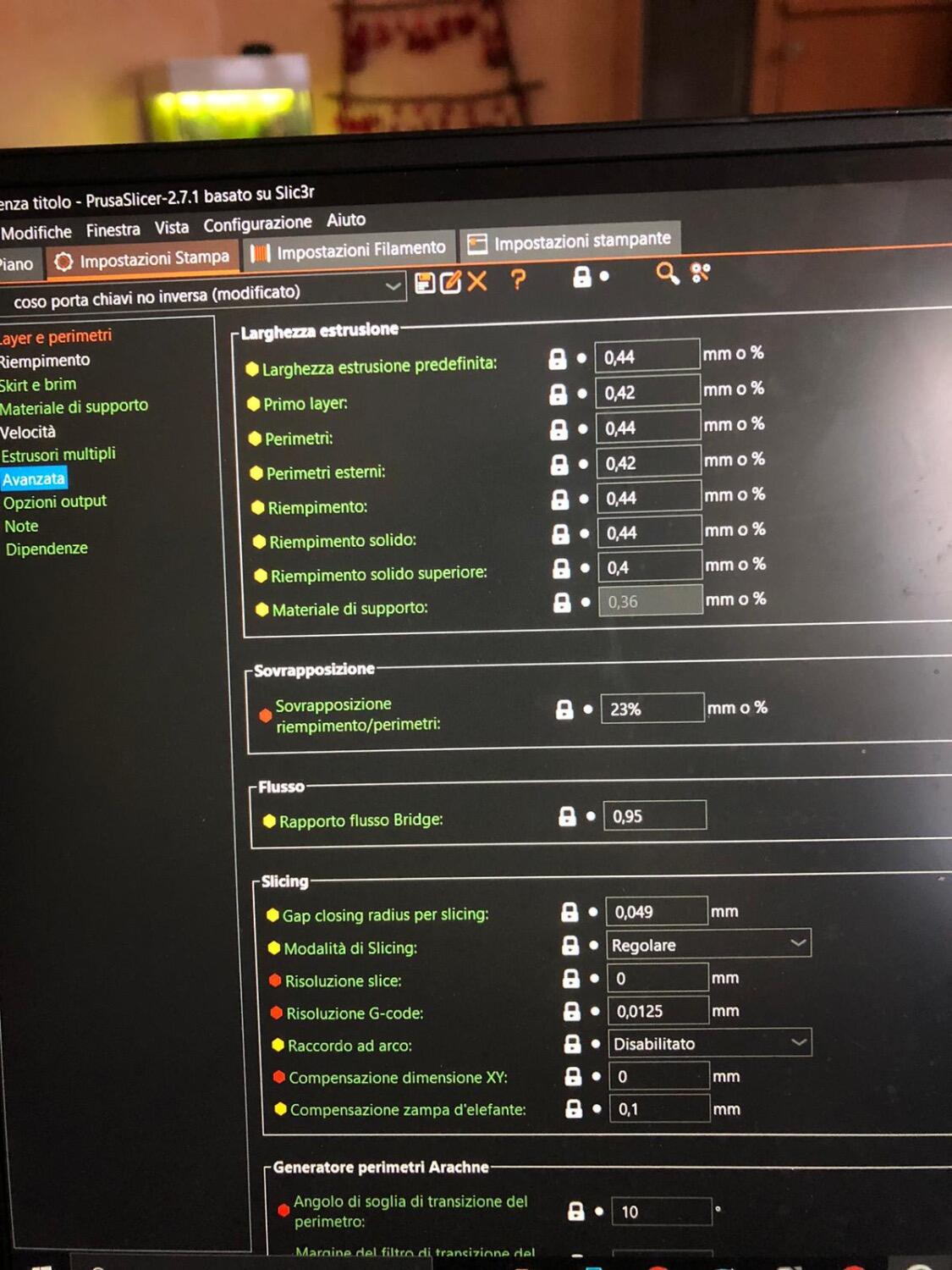
Line width della top surface di tutte e due è di 0.4 spaccato magari adesso lo tiro su a 0.42 che dovrebbe essere un filo meglio -
Orca slicer top surface
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
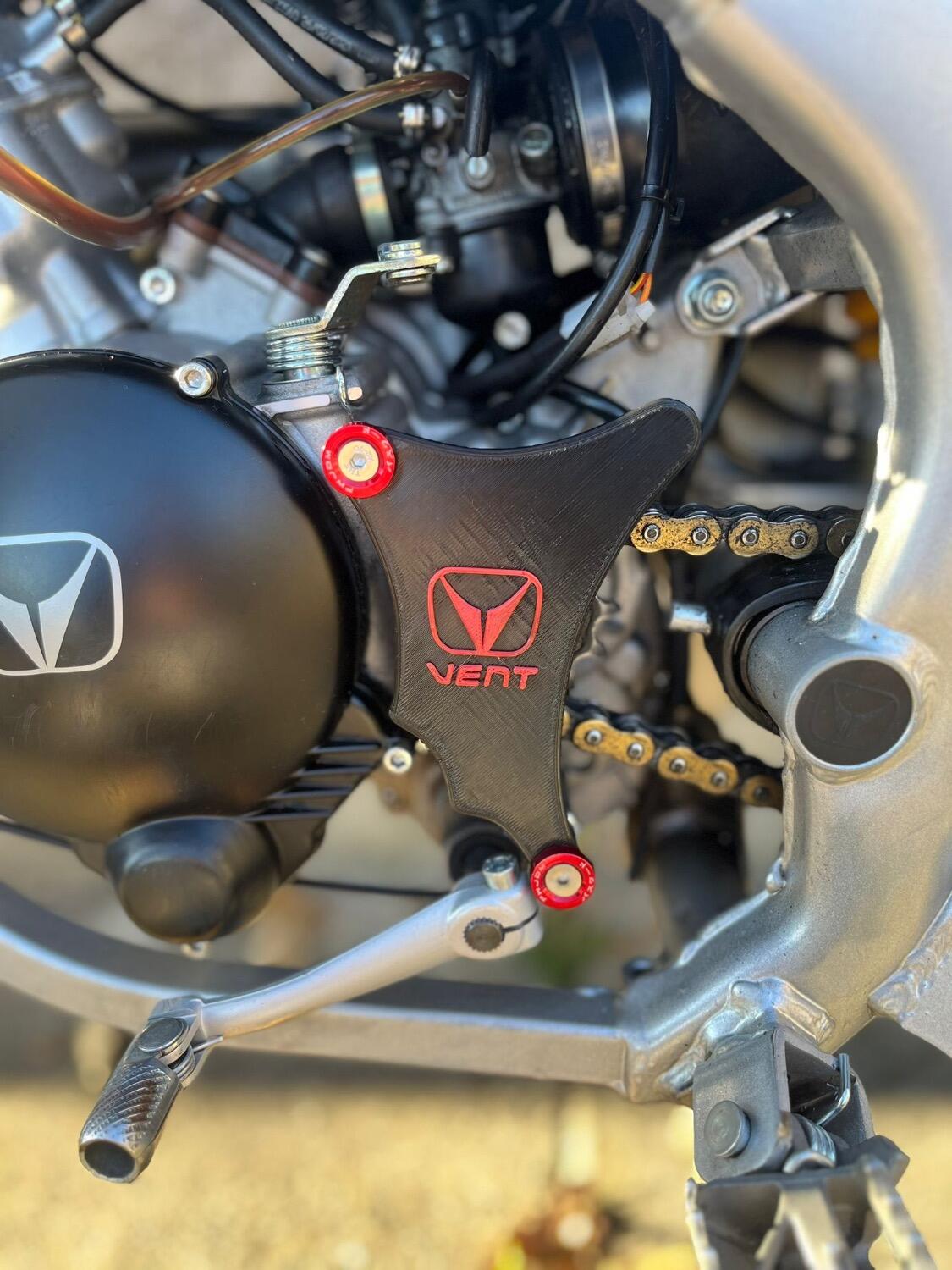
Ecco le foto chill guy è stato fatto con prusa 4 top e il flow nella foto, il para pignone del 50ino invece con orca 4 top e adesso cerco le foto dei flow
-
Orca slicer top surface
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Nozzle nuovo di pacca avrà su una decina di ore, per quanto riguarda line width e flusso devo guardare -
Orca slicer top surface
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
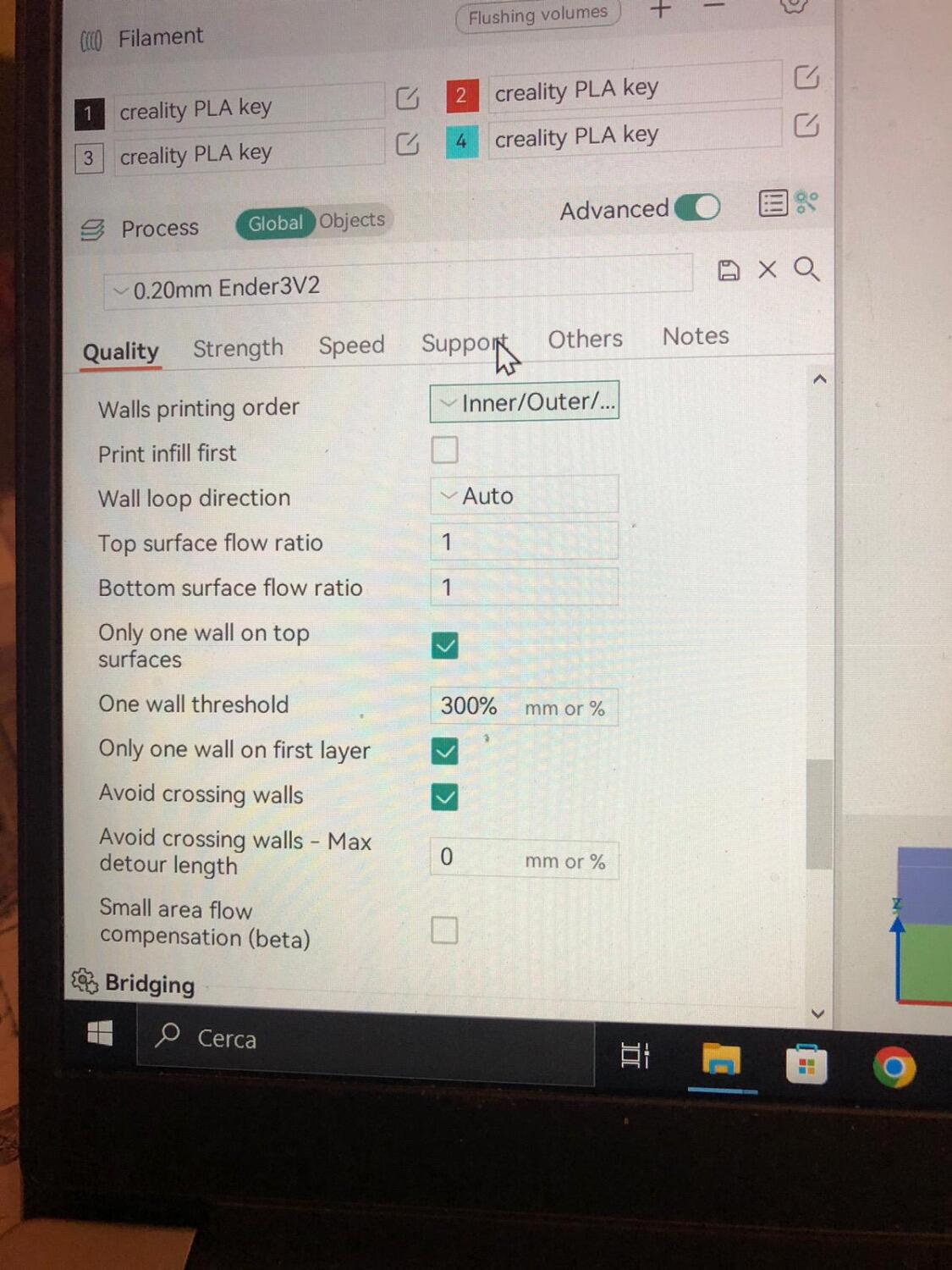
Si scusate per la foto ma è l'unica che ho, perché non sono a casa, per quanto riguarda gli strati top, ne uso 4 quando mi serve una bella top surface e paradossalmente il terzo strato è migliore del 4 cosa che non succede quando uso prusa slicer con 4 top in cui mi viene come voglio oggi pomeriggio faccio una stampa sia con prusa che con orca per farvi vedere le differenze -
Orca slicer top surface
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
No il contrario, mi alza lo z-offset circa 0.05 mm, non mi fa allegare una foto in cui si vede bene prima e dopo che regolassi lo z-offset, flusso lo avevo già calibrato grossolanamente e addirittura un filo carente, devo verificare i flussi per i vari casi, non credo sia solo quello ma ci proverò grazie mille Ecco la foto in questione spero si veda quello che intendo
-
Orca slicer top surface
Loro.08 ha pubblicato una discussione in Software di slicing, firmware e GCode
È da un po' che uso orca slicer sebbene io ami questo softwere ha una piccola "grossa pecca" sulle top surface mi crea un piccolo z-offest che mi rovina le stampe perché inizia a fare delle onde sulla superficie rendendole estremamente crespe mentre appunto con software come prusa slicer ottengo delle superfici stupende, pensavo appunto che fosse colpa dell'hot end della mia ender ma anche cambiandolo stessi risultati, con orca una superficie crespa e penosa mentre prusa perfetta ho provato a cercare tra le impostazioni ma non ho trovato nulla idee?
-
stampa inversa su orca slicer
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Io ho aggiornato il firmwere con il video di un'indianino ed è stato un bel upgrade se lo ritrovo magari lo condivido, posso scegliere quanto spurgare sul momento e si sistema in una posizione comoda la testa di stampa almeno con quello non devo litigare hahahhs dopo apro tread -
stampa inversa su orca slicer
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Grazie proverò anche con questo, anche se devo dire che M600 non lavora male. un'altra cosa, mi sapete dire se ti sono topic aperti sulle top surface penose di orca? -
stampa inversa su orca slicer
Loro.08 ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
si si con grazie, questo tutorial lo avevo già usato questa primavera per fare stampe con prusa poi sono passato ad orca, alla fine dopo svariate ore passate su orca ho trovato la famosa impostazione, il preset della ender è fatto "male" ossia orca pensa che le ender abbiano un AMS di conseguenza nella sezione del preset della stampante nella sezione "multimatirial" non è attiva la funzione "manual filament change" che ottimizza i cambi filamento. orca mi sta dando delle grosse soddisfazioni con la Ender (dopo 70 fail ovvio) ma è il bello/rottura delle stampanti vecchio stile, comunque credo che proverò a disattivare questa funzione per provare ad avere stampe inverse più pulite così da mettere il nero dopo che mi sporchi meno la stampa tutto molto bello rispetto ad prusa che usavo prima, ma ovviamente non può essere tutto rose e fiori, per tutte le stampe in cui mi interessa una buona finitura della top surface devo rispolverare prusa, perchè non capisco il motivo per cui orca mi faccia un "piccolo" z-offet sulle top surface generando il delirio. forse faccio meglio a sborsare 200 euro per una bambu e salvarmi i soldi dello psichiatra.... grazie ancora a tutti per l'aiuto -
Ahhhh forse ho capito, sull' hot end alla base verso il blocchetto c'è un prigioniero nero da svitate, così dovrebbe uscire
-
se sei sicuro che sia fuso dentro allora cambia tutto, le cose che salvi è il blocchetto di alluminio con il termistore e resistenza
-
anche io ho avuto difficolta ad estrarre il PTFE, poi ho direttamente svitato il dado su cui c'è il "sistema di sgancio rapido" sull'hot end ed è venuto fuori con qualche difficoltà, e un'altra cosa, da come hai scritto non ho capito bene se ti si è fuso il PTFE all'interno dell'hot end o appena fuori
-
stampa inversa su orca slicer
Loro.08 ha pubblicato una discussione in Software di slicing, firmware e GCode
salve a tutti da poco sono passato ad usare orca slicer per creare i gcode per la mia ender 3 tuttavia non sono riuscito a creare un file adatto per fare stampa inversa, con prusa usavo il trucchetto del "doppio estrusore" cosi da fare tutto in un solo file, in orca quando unisco i due stl nel componente e gli assegno i filamenti mi va a stampare prima la parte esterna del primo layer e poi quella interna (quella più delicata) quindi mi obbliga a fare un cambio filamento in più e una peggiore qualità di stampa perché mi va a chiudere in modo consistente il buco dove andrà l'altro colore, voi che metodo usate con orca? ringrazio in anticipo per tutte le risposte che arriveranno -
cosa significano quei riccioli???
Loro.08 ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
Non credo proprio che sia problema softwere, a me capita quando ho uno z-offset troppo attaccato e un flow o temperatura eccessivo -
Prusa slicer tool change
Loro.08 ha risposto a Loro.08 nella discussione Problemi generici o di qualità di stampa
Ok perfetto grazie! -
Prusa slicer tool change
Loro.08 ha risposto a Loro.08 nella discussione Problemi generici o di qualità di stampa
Ok, sistemato quando setta il primo tool da usare nella riga prima mette un M600 esattamente dopo lo start gcode la rottura di scatole è che bisogna aprire il file ogni singola volta per sistemarlo -
Prusa slicer tool change
Loro.08 ha risposto a Loro.08 nella discussione Problemi generici o di qualità di stampa
Okkk, appena ho tempo provo a smanettare col gcode -
Prusa slicer tool change
Loro.08 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti, sto sfruttando questa funzione di prusa slicer da un po' per fare le mie stampe inverse con la mia ender 3, e ho riscontrato un problema che non riesco a comprendere, dopo che la stampante esegue il gcode iniziale, applica un tool change anche se non c'è ne bisogno ( e non è compreso nel numero di tool changhe che fornisce lo slicer) smanettando all'interno de software non ho trovato nulla, qualcuno ha riscontrato lo stesso problema e sa come risolverlo? grazie in anticipo per tutte le risposte -
Stampa inversa
Loro.08 ha risposto a Loro.08 nella discussione Problemi generici o di qualità di stampa
Okkkk, grazie mille