doum89
-
Numero contenuti
10 -
Iscritto
-
Ultima visita
Obiettivi di doum89
")





-
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha risposto a doum89 nella discussione La mia prima stampante 3D
Oh wow ok! Spero non accada più. Lo stringing test mi sembra riuscito, non è perfetto ma neanche da schifo. L'ultima stampa fatta mi sembra molto buona tra l'altro -
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha risposto a doum89 nella discussione La mia prima stampante 3D
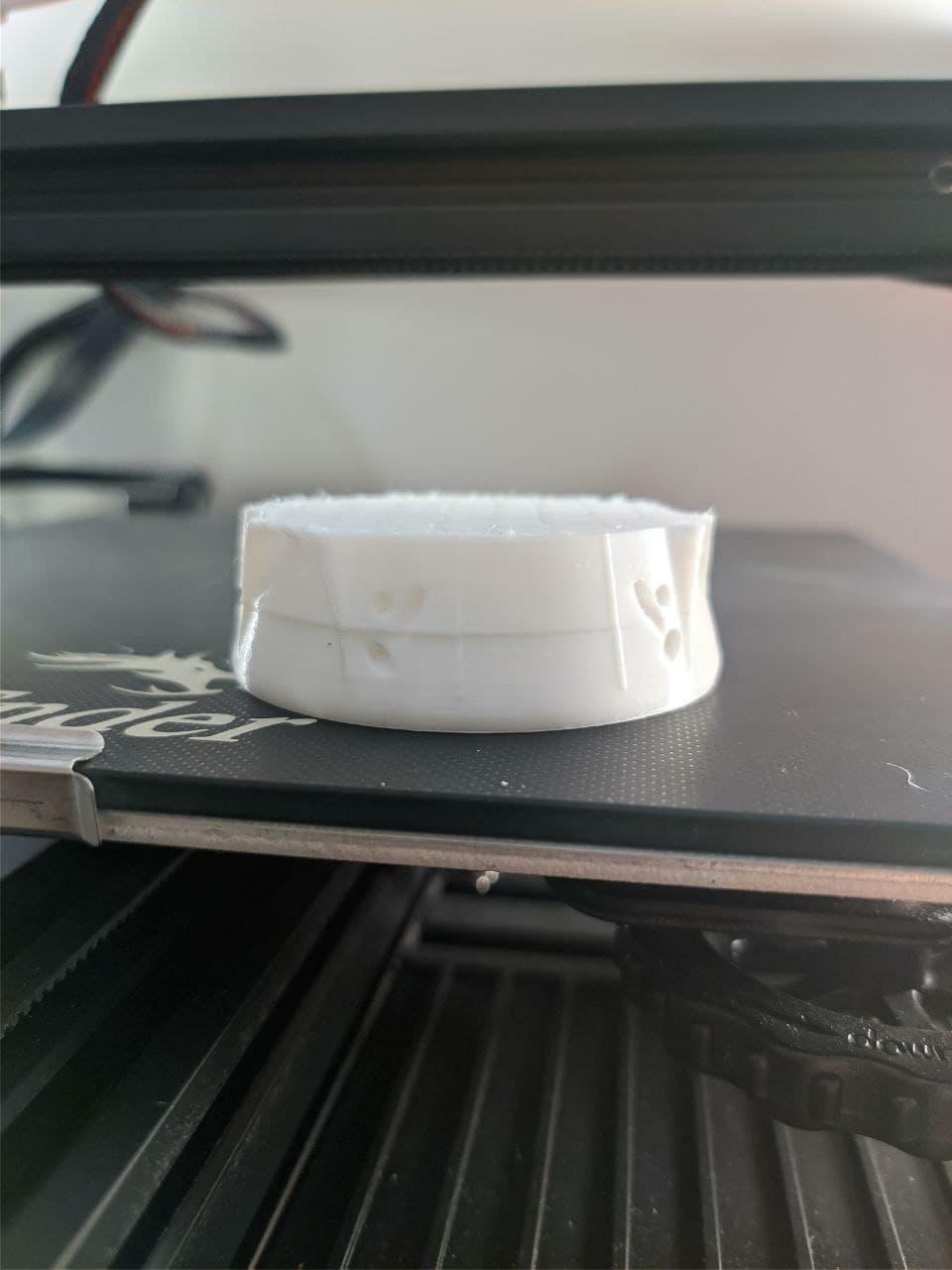
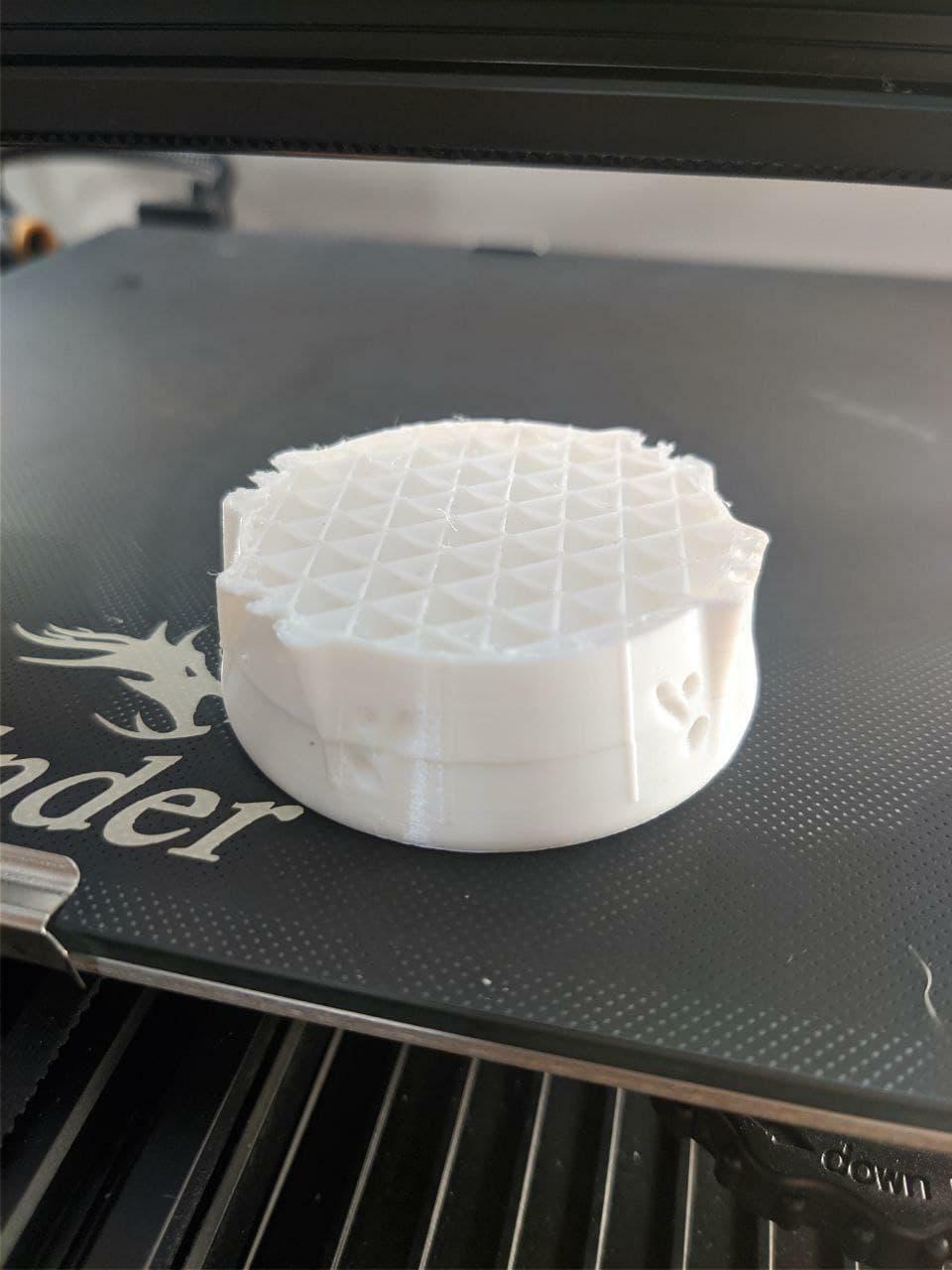
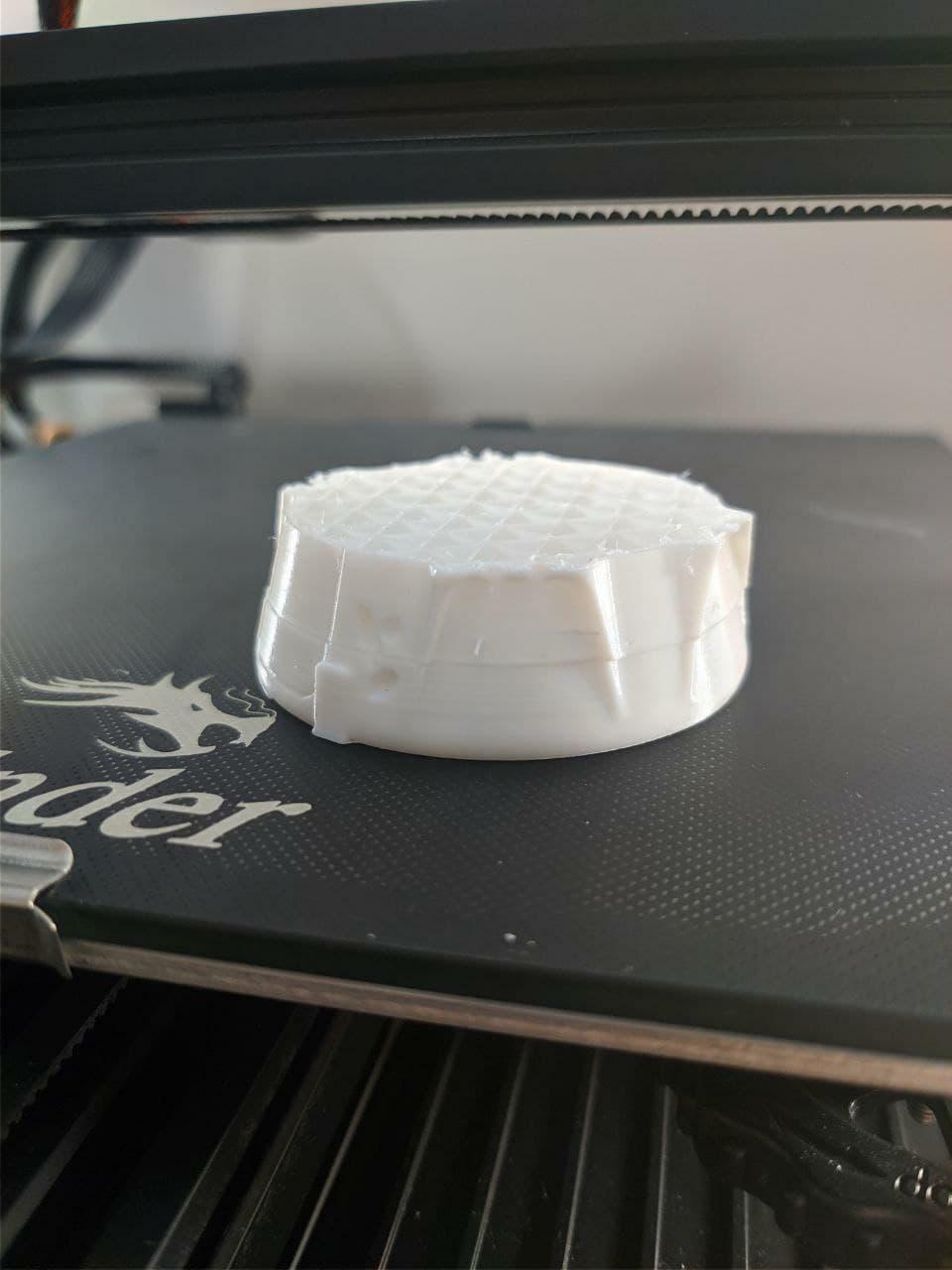
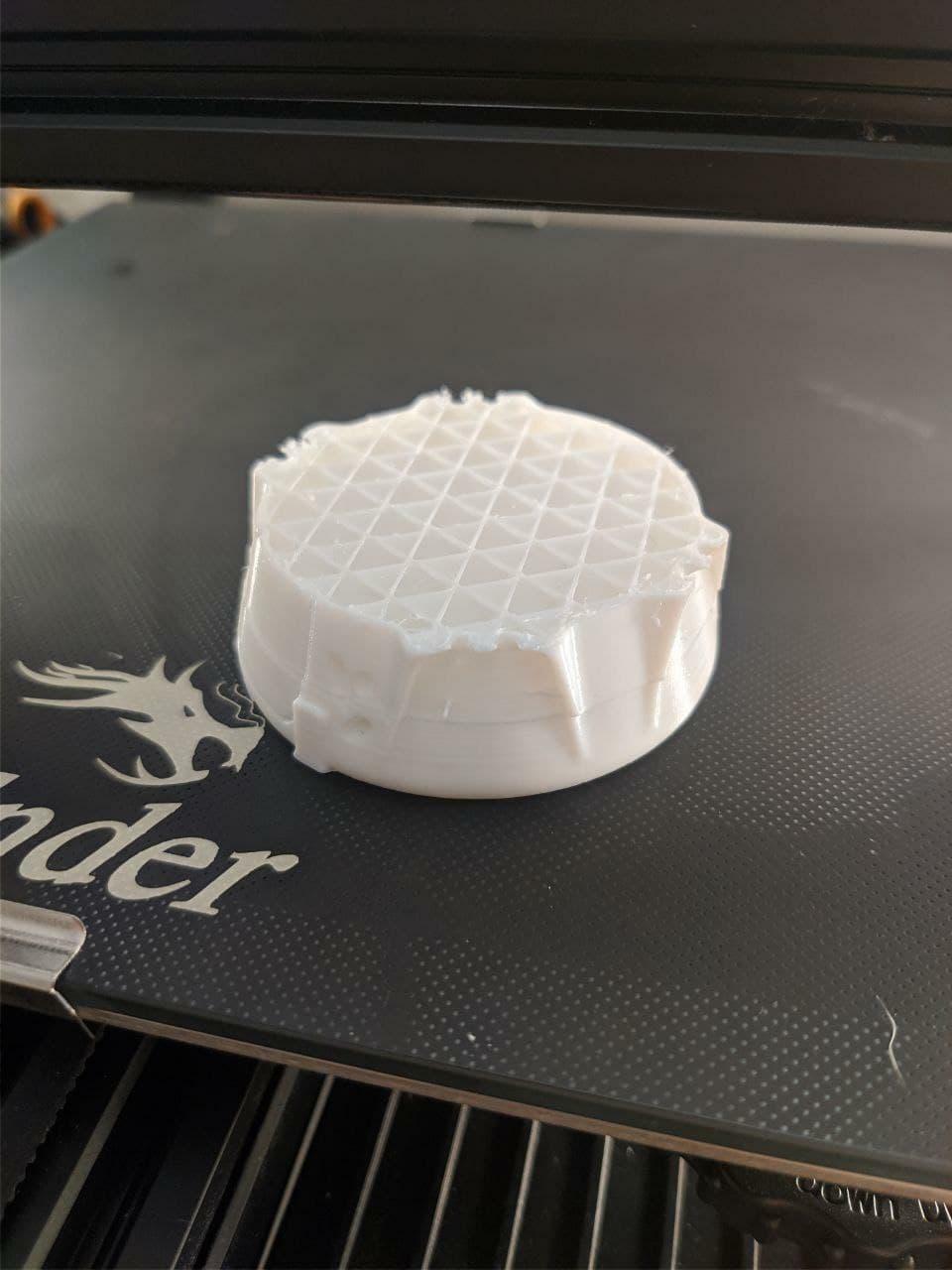
Aggiornamento rapido: alla fine non ho toccato alcun tipo di impostazione, ho lasciato tutto com'era. Ho ristampato il modello che era fallito e questo è il risultato (foto). Mi sembra che la stampa sia fallita 2 volte di fila per un caso fortuito, non saprei che altro pennsare
-
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha risposto a doum89 nella discussione La mia prima stampante 3D
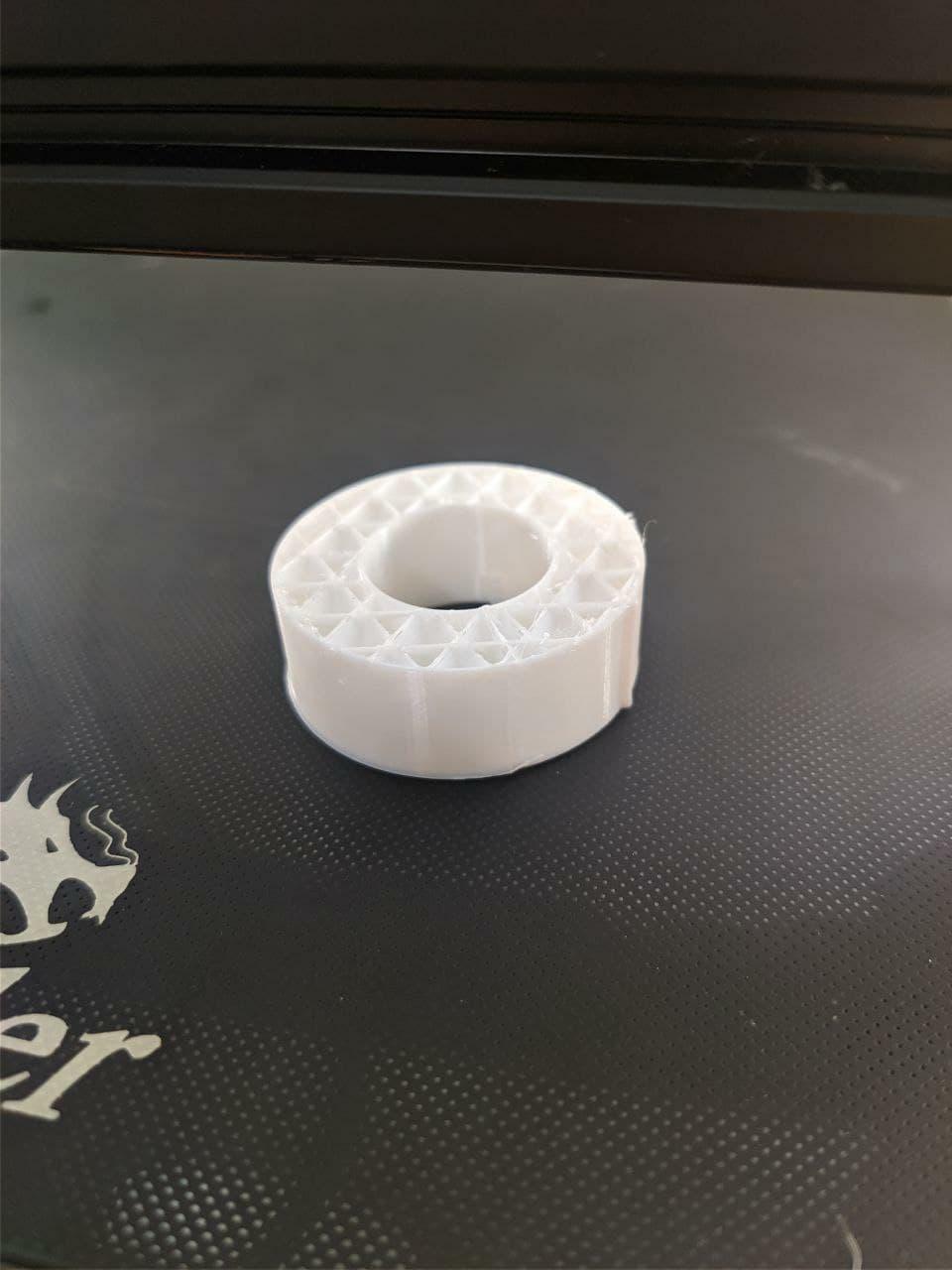
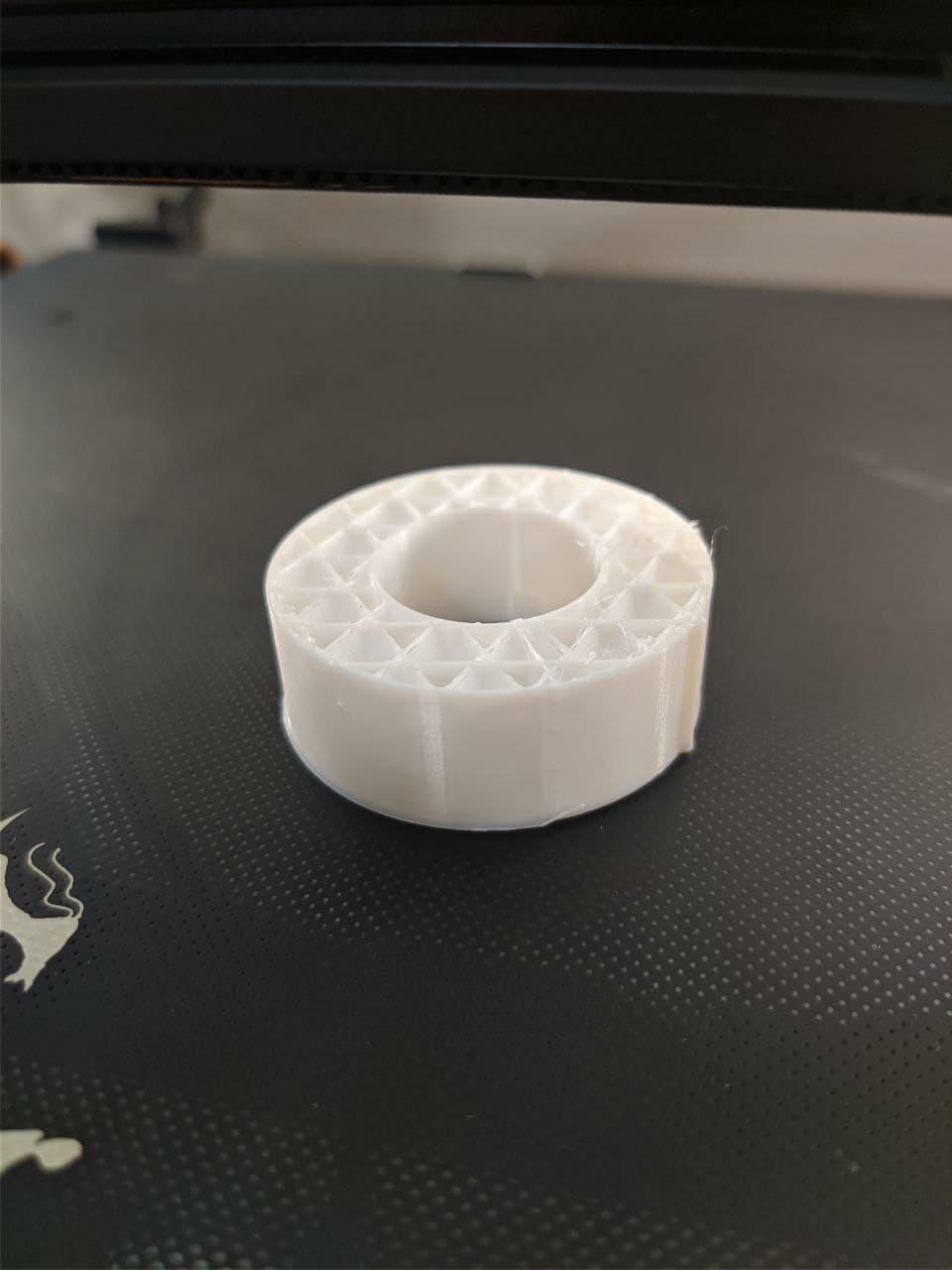
Eccomi qui. Premetto che ho fatto una prova con i parametri standard, ovvero quelli che già usavo (Retraction distance 5mm e Minimum Extrusion Distance windows 10mm). I risultati li potete vedere voi dalle foto e dai video (girati malissimo ma tant'è!). Mi sembrano dei buonissimi risultati onestamente, c'è qualche sbavatura ma non mi sembra uno stringing eccessivo. Video 1 Video 2 Che dite? Secondo voi vale la pena cambiare il valore della retraction (tra l'altro dovrei abbassarlo), perchè comunque per adesso è impostato col parametro consigliato dal video di Help3d per il mio tipo di estrusore. Grazie in anticipo
-
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha risposto a doum89 nella discussione La mia prima stampante 3D
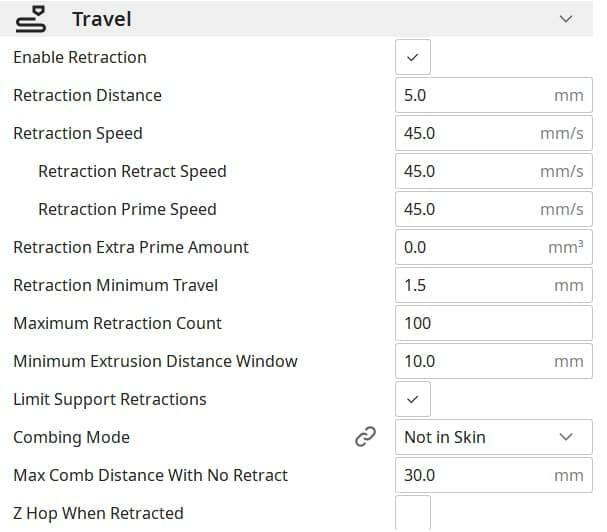
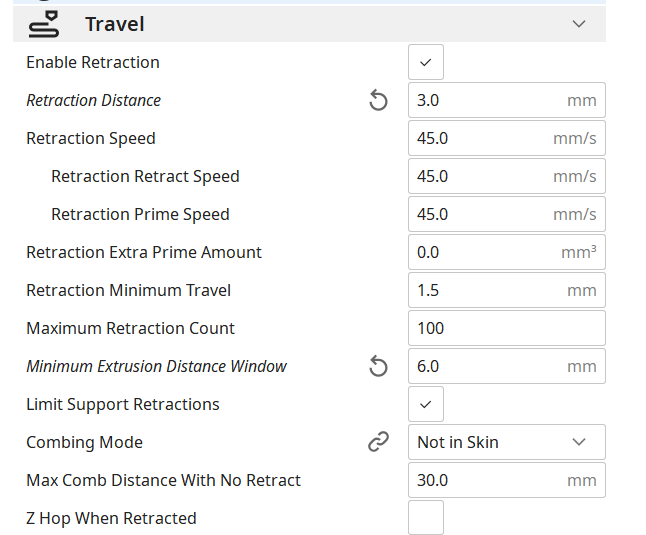
I parametri in foto sono quelli che ho sempre utilizzato. Li sto modificando in modo che la Retraction distance sia a 3mm (anche se nel video suggerisce esattamente il valore che già avevo impostato) e come conseguenza il valore della Minimun extrusion distance windows l'ho dovuto abbassare da 10 a 6mm (vedi seconda foto). Provo ad avviare una stampa, vediamo che succede.
-
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha risposto a doum89 nella discussione La mia prima stampante 3D
mm ok grazie 🙂 almeno abbiamo individuato il problema, adesso non rimane altro che risolverlo. Vi tengo aggiornati 😄 grazie! -
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha risposto a doum89 nella discussione La mia prima stampante 3D
La linea di "delaminazione" sulla Crew Dragon è dovuta al fatto che se n'è andata la luce per 10 secondi (avevo una multipresa difettosa che mi ha fatto scattare il contatore) e ho fatto prontamente "resume" sulla stampanate. Ad ogni modo come vedi le prime foto sono della Crew Dragon, le altre sono relativa al cilindro del booster del Falcon 9, un cilindro in pratica.
-
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha risposto a doum89 nella discussione La mia prima stampante 3D
il pezzo l'ho già staccato dalla stampa. Era la capsula crew dragon di Space X che considera come un "uovo", quindi parte con un diametro di base maggiore e poi si va rastremando in altezza. La stampa precedente era fallita allo stesso modo. In quel caso era un cilindro, quindi diametro costante per tutta l'altezza. Da un certo momento in poi ha cominciato a non estrudere più. Se servono le foto dei pezzi falliti le posto lo stesso, se dopo i test che farò sulla ritrazione il problema si ripresenta, proverò anche a fare un video. -
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha risposto a doum89 nella discussione La mia prima stampante 3D
Grazie mille, già ho beccato il video, nel fine settimana comincio a fare qualche test. Quello che non capisco è perchè da nulla è successa questa cosa e soprattutto perchè la fa da una certa altezza in poi. Grazie ad ogni modo, come prima opzione proverò a lavorare sulla retrazione. -
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha risposto a doum89 nella discussione La mia prima stampante 3D
grazie della risposta innanzitutto. Considera però che non ho neanche agito sui parametri di cura ultimaker, quindi non capisco perchè debba succedere questo improvvisamente. In questo caso cosa mi consigli di fare, che parametri di ritrazione devo mettere? non vorrei andare incontro a una sovraestrusione -
Ender 3 V2 - estrusione fallita durante fusione
doum89 ha pubblicato una discussione in La mia prima stampante 3D
Ciao a tutti, spero che il titolo non sia fuorviante. Ho comprato da circa 1 mesetto una Ender 3 V2, tutta Stock, nessuna modifica effettuata. Ho già stampato un bel po' con filamento in PLA Geetech tanto che ho finito la prima bobina senza aver alcun problema di stampa. Successivamente ho cambiato bobina, stesso filamento e tutto ha filato liscio..poi improvvisamente per ben 2 stampe di fila ad un certo punto l'estrusore non estrude più e stampa a vuoto, ovvero continua a muoversi seguendo le coordinate del gcode ma non estrude nulla. La cosa strana è che i primi layer (o per meglio dire, le prime 3-4 ore fusione) li stampa perfettamente, poi improvvisamente non esce più filamento. Ho smontato la ventola, tolto il tubo in PTFE e rimesso (è quello originale) controllato l'ugello e addirittura sostituito, ma non capisco dove sia il problema. I primi layer, come già detto, li fonde perfettamente, poi ad un certo punto si rifiuta. Premetto che quando "non estrude più" vedo cmq che il filamento viene "tirato" ma non esce nulla. Avete suggerimenti? Grazie mille in anticipo.