rafec
-
Numero contenuti
8 -
Iscritto
-
Ultima visita
Obiettivi di rafec
")




-
Analisi del test
rafec ha risposto a rafec nella discussione Problemi generici o di qualità di stampa
grazie dei preziosi consigli a entrambi! -
Analisi del test
rafec ha risposto a rafec nella discussione Problemi generici o di qualità di stampa
ma no infatti, i test di e-step e flow li avevo fatti con la bobina appena aperta, infatti erano perfetti, ho una buona accuratezza dimensionale. sono le ultime stampe che non vanno bene e il test che ho mostrato in foto l'ho fatto solo per capire cosa può essere successo dalle prime stampe ad ora. Avevo già in mente di passare al PLA+. hai qualche marca da consigliarmi? e inoltre, anche per fare qualche valutazione, mi hai consigliato prima un essiccatore. anche per questo, qualche consiglio? -
Analisi del test
rafec ha risposto a rafec nella discussione Problemi generici o di qualità di stampa
si è vero, sono perfette.... -
Analisi del test
rafec ha risposto a rafec nella discussione Problemi generici o di qualità di stampa
l'ho determinato con il retraction test di orcaslicer. lo so che è tanto. in realtà dal retraction test mi risulterebbe un 3 mm ma un po stiracchiato. certo, se come ha suggerito eaman faccio questi test con un filamento non ottimale i dati possono essere falsati. prima di preoccuparmi di queste cose ascolterò i suoi suggerimenti, poi rivedrò anche la distanza di retrazione. -
Analisi del test
rafec ha risposto a rafec nella discussione Problemi generici o di qualità di stampa
Sulla cattiva retrazione sono un po perplesso, essendo un direct drive ho impostato 4mm... se così fosse avrei problemi persino alla ruota godronata. ma procediamo con ordine: grazie ancora per le risposte e farò come hai detto. procederò ad un essiccazione del filamento e monterò un nuovo nozzle. farò le mie valutazioni alla fine delle operazioni. -
Analisi del test
rafec ha risposto a rafec nella discussione Problemi generici o di qualità di stampa
Grazie della risposta. il punto è proprio questo, non sono sicuro che sia il filamento umido, mi sembrerebbe strano visto come lo conservo. infatti la domanda è: considerando che è chiuso in un contenitore con silica gel e misuratore di umidità al 17%, come faccio a capire se, nonostante tutto, ho il filamento umido? dal test che ho postato, si può capire? per quanto riguarda le altre informazioni, rivelo che sto stampando su una creality ender 3 neo e si, sono in direct drive e si, ho un doppio asse z indipendente dal primo (nel senso che ho due stepper e nessuna timing belt). ho controllato meticolosamente che sia in squadro (usando una barra di metallo come distanziatore tra asse X e supporti) e poi utilizzando uno spessimetro di metallo tra piatto e ugello per correggere piccoli dislivelli. non essendo esperto, ho postato le foto del test proprio per chiedere consigli, ovvero, dalle foto, si possono capire se e quali problemi presenta la stampante e/o il filamento e come tentare di risolverli? -
Buongiorno, sono Andrea (rafec) un nuovo utente del forum ed un neofita della stampa 3d... studio ingegneria meccanica e spero di poter fare collaborare questi due mondi al più presto. In modo un po irrituale ho già postato, prima di presentarmi, una richiesta di confronto e consigli con chi è più esperto di me, spero vogliate contribuire con la vostra esperienza. ciao a tutti
-
- 1
-

-
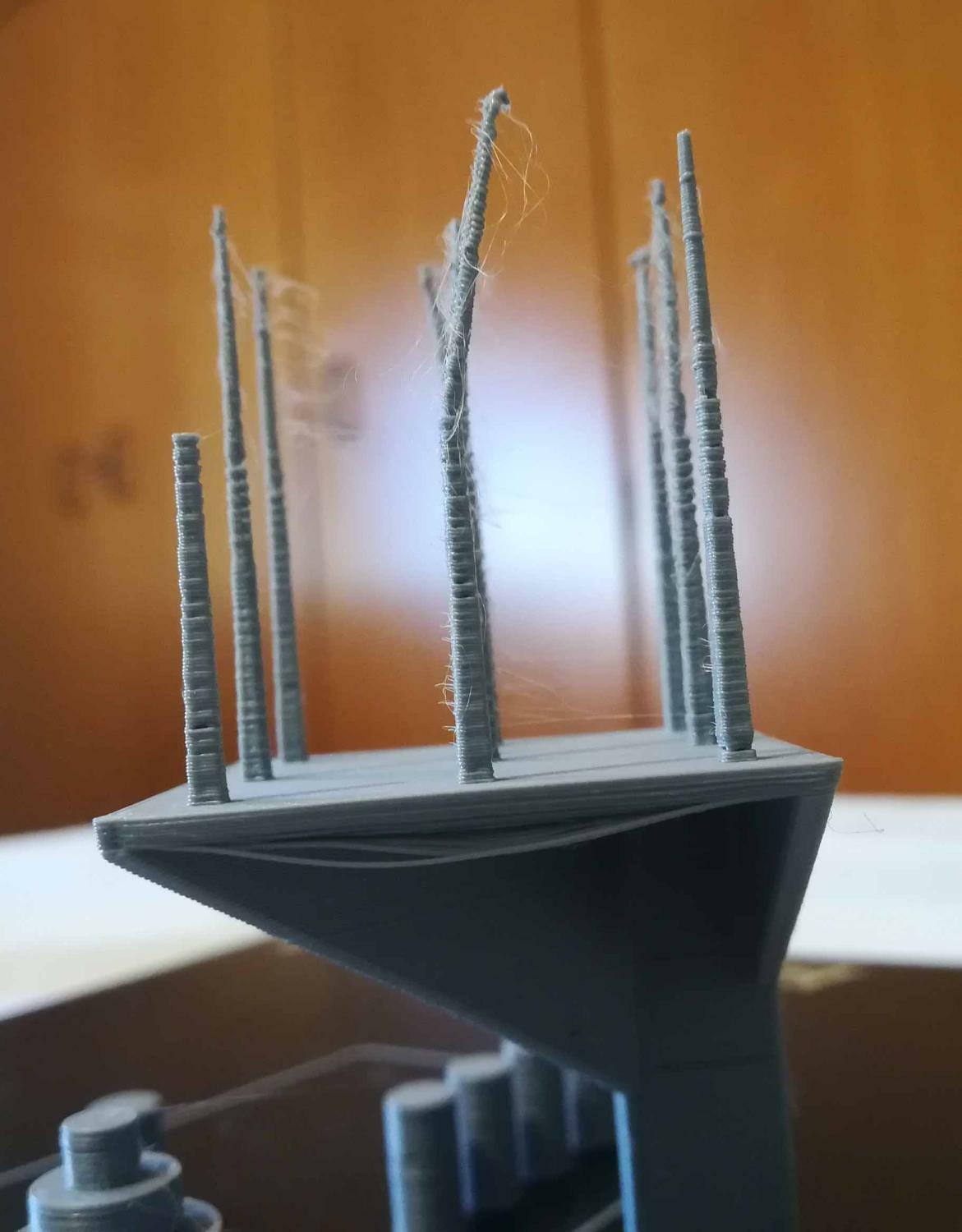
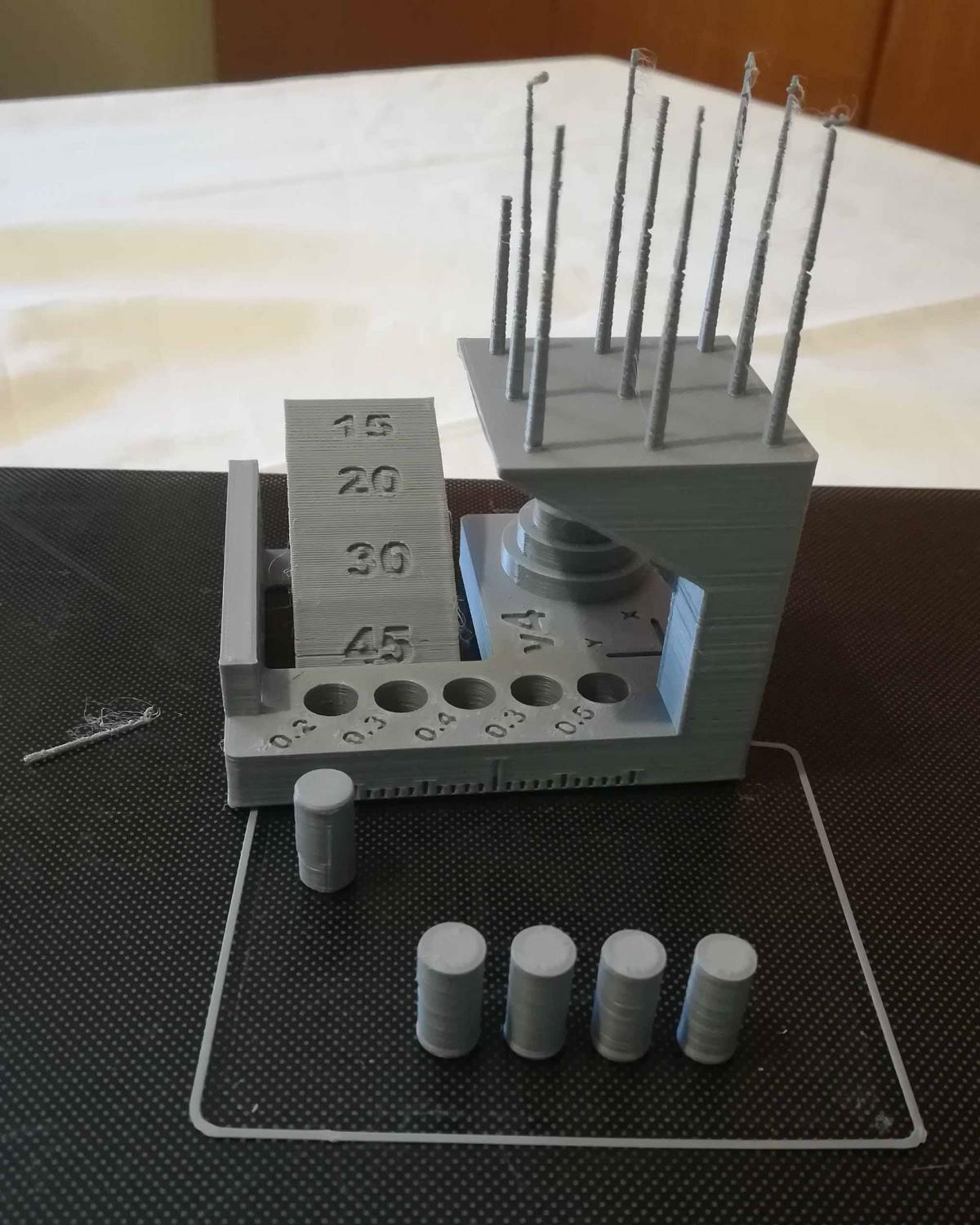
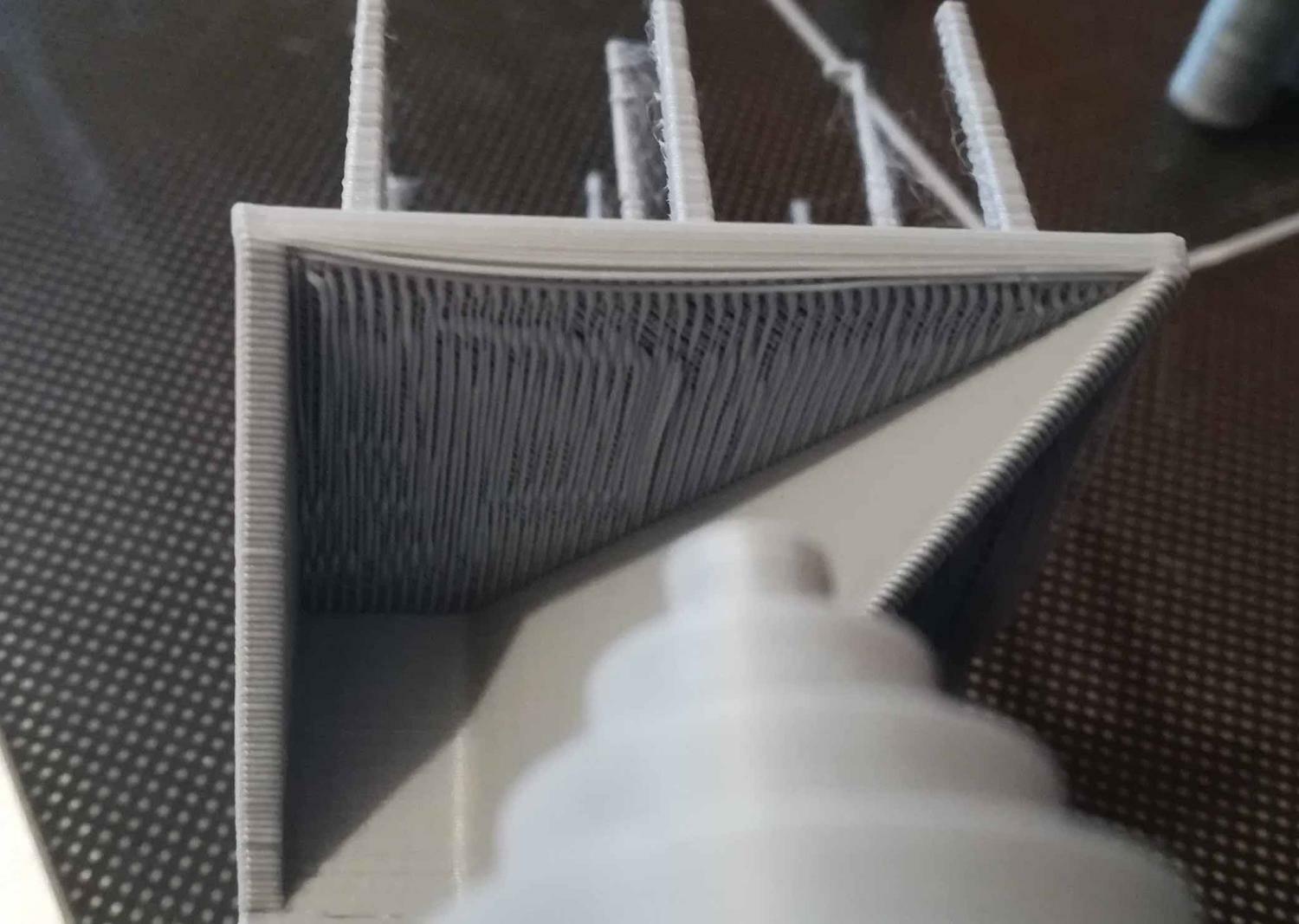
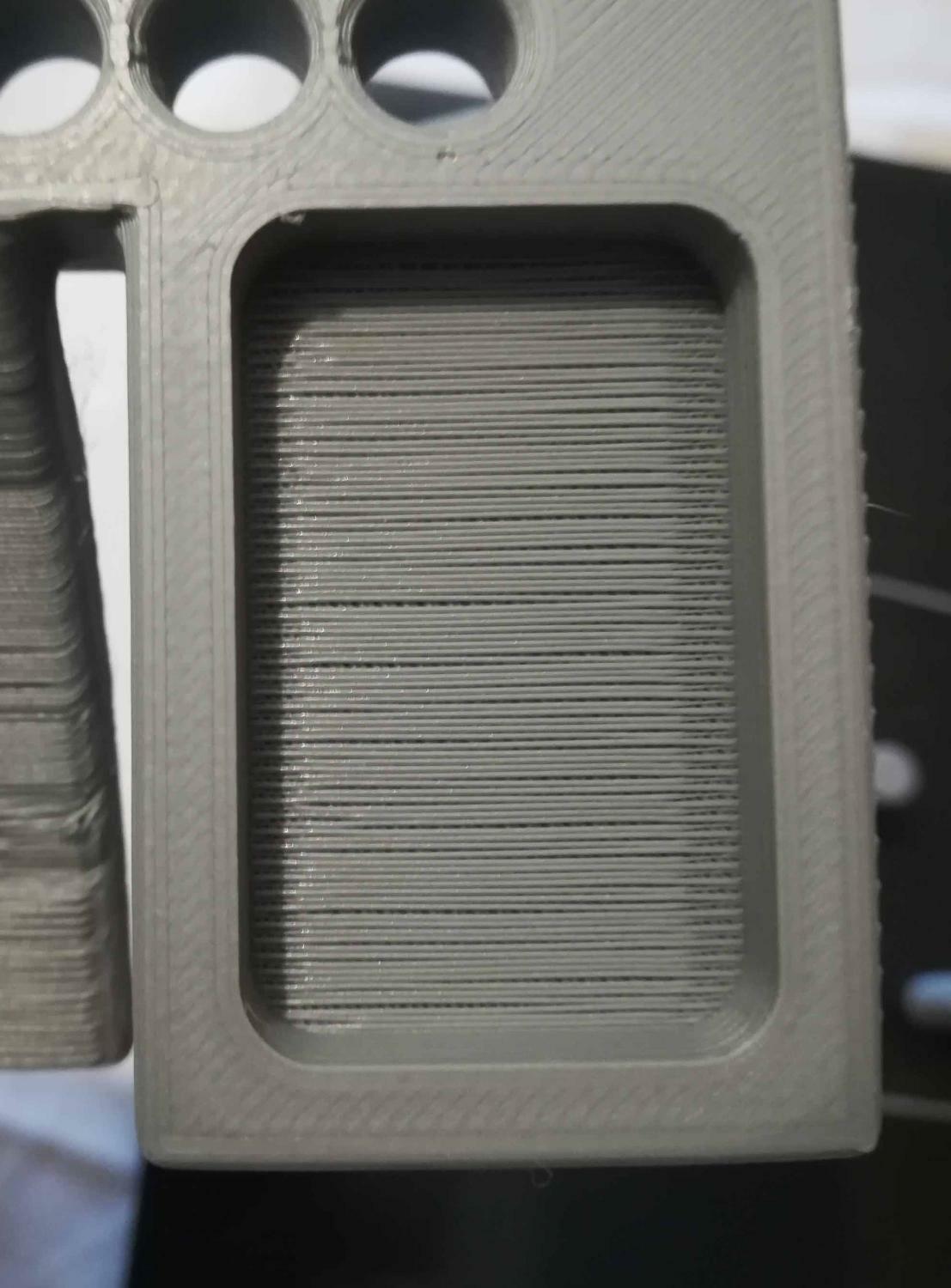
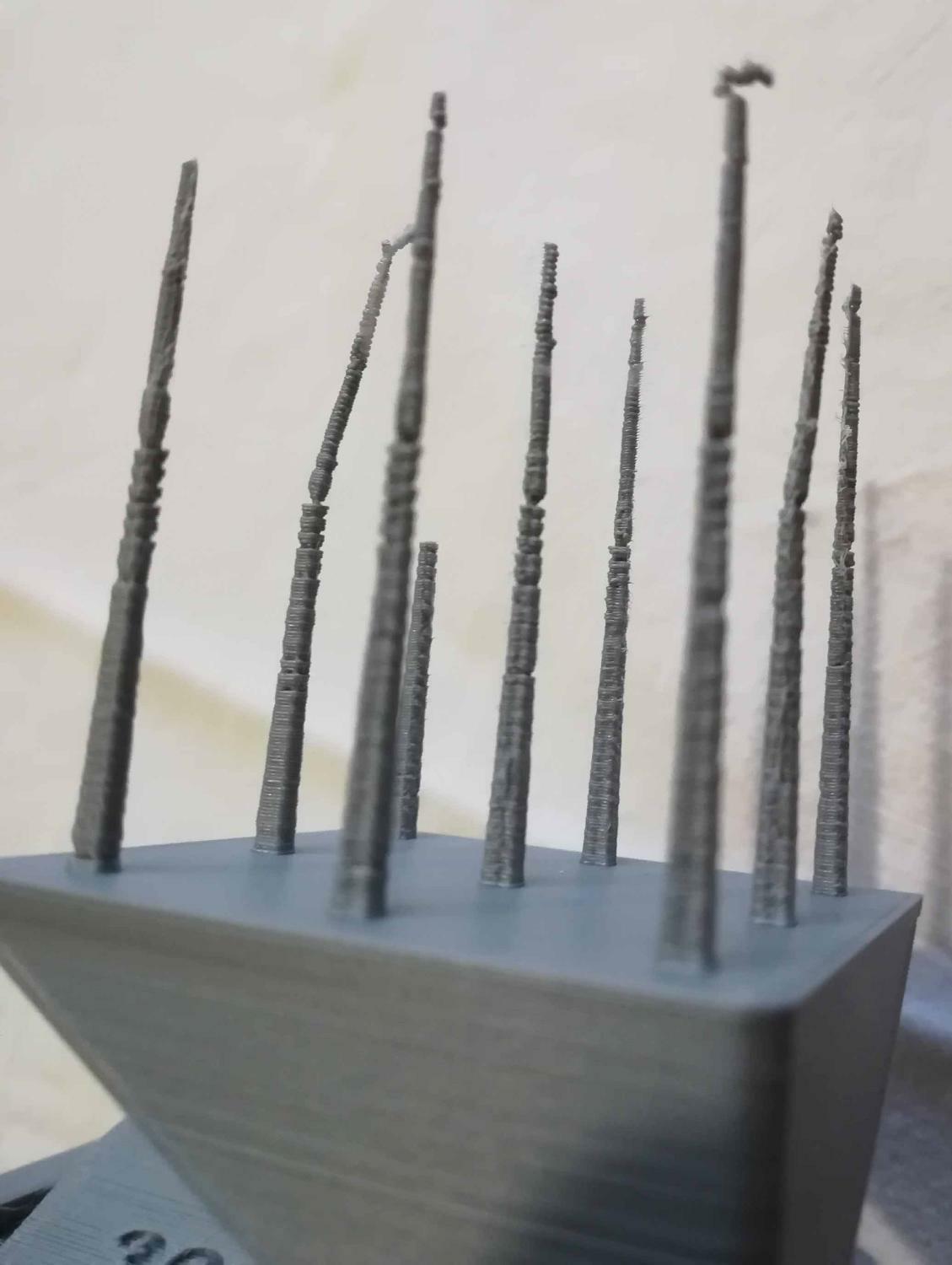
Buongiorno, sono nuovo del forum e soprattutto sono un neofita della stampa 3d. Ho ricevuto in regalo la mia prima stampante a dicembre e non l'ho usata molto. Ho più che altro fatto degli oggettini molto semplici, e soprattutto diversi test. Non voglio dirvi che stampante possiedo per non influenzare il vostro giudizio sulle foto che ho allegato, ma prima solo qualche piccola premessa. Sul finire della prima bobina per test ed altri oggettini come cassetti e giocattolini presi da thingiverse, mi sono accorto che le ultime stampe avevano una superficie verticale non proprio ottimale. Facendo delle ricerche ho scoperto che i filamenti sono igroscopici (uso solo PLA al momento). Quindi mi sono adoperato nel fabbricare un contenitore per tenere il filamento asciutto, di quelli ermetici per cereali, e nonostante una grossa quantità di silica gel l'umidità all'interno si mantiene intorno al 17% (prima di fare il contenitore ne ho testato la tenuta con dell'acqua, ed è perfetto). Forte del fatto che anche se l'umidità non è al 10% è ugualmente molto bassa, ho acquistato una nuova bobina (avendo finito la prima) di Polyterra della Polymaker, un PLA matte grigio. Dopo alcuni test per calibrare gli step/mm e numerose calibrazioni del piatto, riesco ad ottenere stampe anche di un solo layer da 0,2 estremamente pulite. Soddisfatto, scarico un modello gratuito di una statuetta di un dragone tratto da monster hunter, glavenus (per chi fosse curioso di cercarlo). E' chiaramente un modello per stampanti a resina, ma avendo l'hobby della pittura delle miniature mi sono chiesto quanto avrei potuto ottenere in termini di qualità da una FDM. Così aumento le dimensioni del modello del 20%, per non perdere troppi dettagli e inizio a stamparlo a pezzi. L'ingombro complessivo è di circa 30x30x18 cm. Imposto il progetto su orcaslicer, uso il profilo da 0,12 per lo spessore del layer e riduco lo spessore della linea per cercare di riprodurre meglio i dettagli usando un nozzle da 0,4. Soddisfattissimo dalle prime stampe, proseguo con i pezzi del modello, che sono in tutto 10. Nelle ultime 3 stampe però mi accorgo che l'ugello inizia a crepitare durante l'estrusione... e nelle pareti verticali risultano esserci delle fessure di pochi mm su singoli layer, chiari problemi di sottoestrusione. Ma sono saltuari, non costanti, e dopo una pulizia profonda della gola (ho scoperto un piccolo accumulo di materiale) il problema si continua a presentare. Ho sostituito l'ugello ed ancora il problema si presenta. Inoltre, stampando un layer di prova, non riesco ad ottenere quell'ottima qualità che ho ottenuto la prima volta che ho fatto questa prova. So che il caratteristico crepitare dell'ugello indica un filamento umido, ma mi chiedo, come è possibile se è rimasto nel contenitore a al 17% per meno di 2 mesi? inoltre non lo estraggo dal contenitore per stampare, ma ho preso un passafilo ed un tubo in ptfe per estrarlo direttamente dal contenitore. Inoltre, sospettoso che potesse essere un problema di umidità, l'ho essiccato in forno per 2,5 ore a poco meno di 50gradi, e ho stampato uno stress test visto in molti video, i cui risultati sono riportati nelle foto allegate (stampato senza supporti a 205° con il profilo preimpostato di orcaslicer per i layer a 0,2mm). Consigli su quali possono essere le cause? è effettivamente un problema di filamento umido, o c'è altro? ed in generale, come pensate sia venuto il test? grazie dell'attenzione!