

Novasoul33
-
Numero contenuti
22 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Novasoul33
-
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Quello di default di orca,penso due -
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Pesa troppo come posso mandartelo? -
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Il filamento l'ho appena comprato quindi dubito sia umido, il nozzle si l'ho cambiato prima di fare le stampe. Il piatto l'ho pulito con acqua e sapone e poi con l'alcol isopropilico fatto asciugare e poi ho stampato. mh quindi potrebbe dipendere proprio dal modello 3D e non lasciare gli spigoli vivi. Il filamento non indicato in che senso? OK proverò ad usare queste temperature suggerite -
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Ma come faccio a sapere quali sono i layer come mi interessano? Perchè si sono quelli iniziali ma non sono proprio i primi primi. Dovrei minuire la velocità ipoteticamente la sparo a caso per i primi 50...? -
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
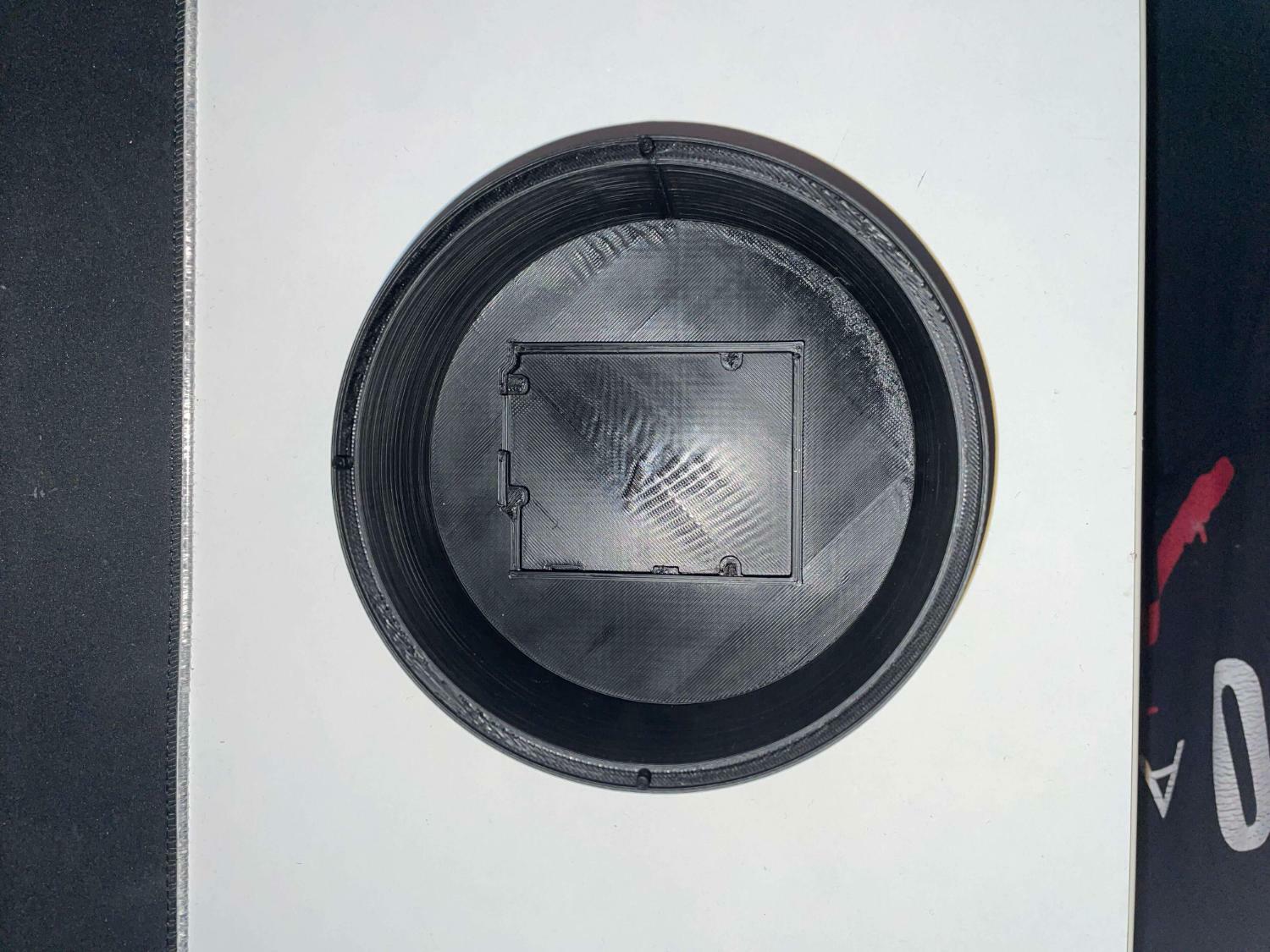
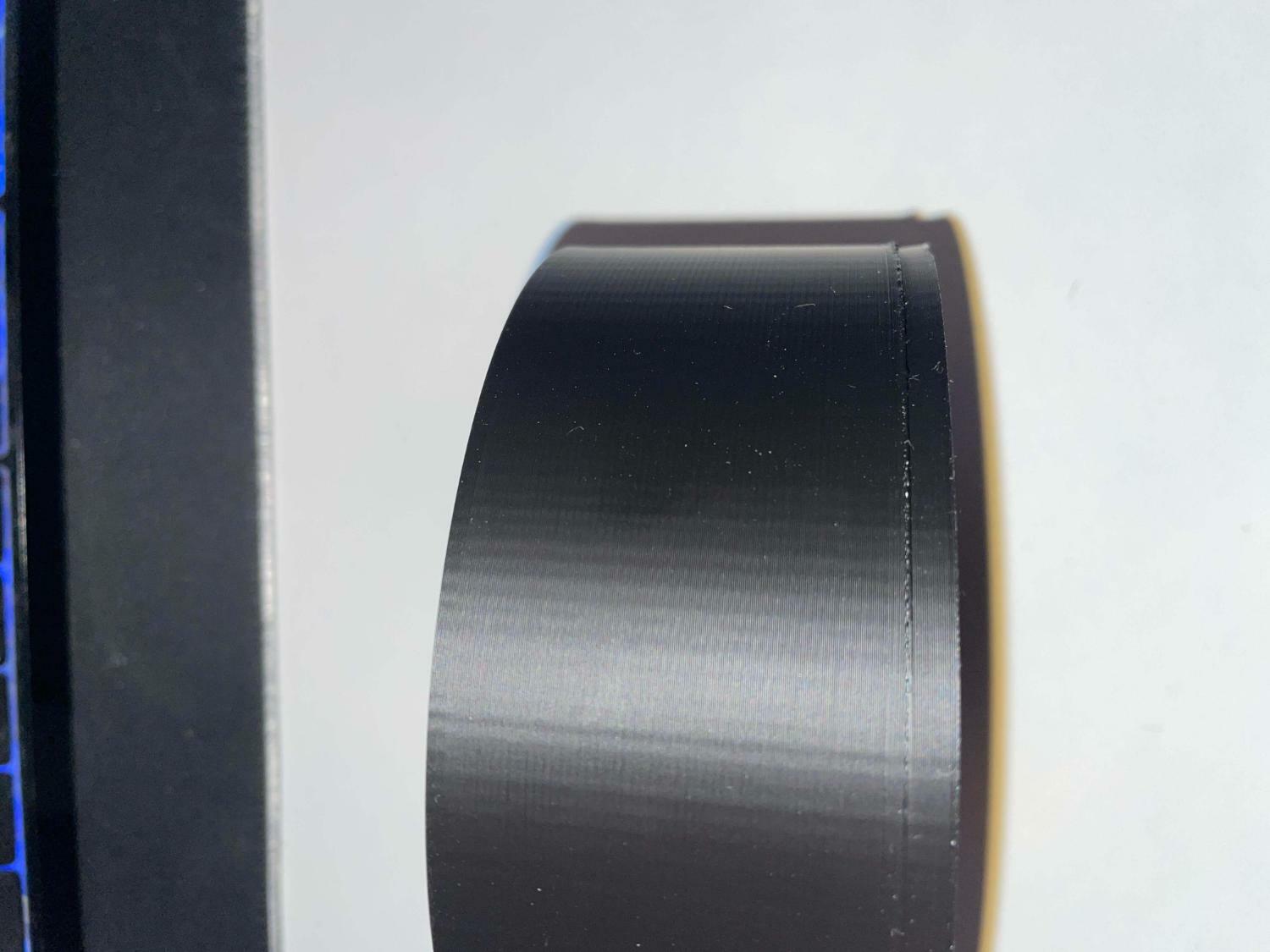
Scrivo due post perché non riuscivo a caricare altre foto. Su questo componente non ho avuto problemi di warping, ma come si vede, ho ancora il problema della rugosità su alcune aree del pezzo. Nella seconda foto si è creato un layer sporgente dopo circa un'ora, e non capisco come possa essere successo. Più che altro, sembra capitare più o meno sempre alla stessa altezza. Primo layer: piatto 65 C I successi layer: piatto 60 C I primi 4 layer li ho fatti con la ventola spenta
-
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
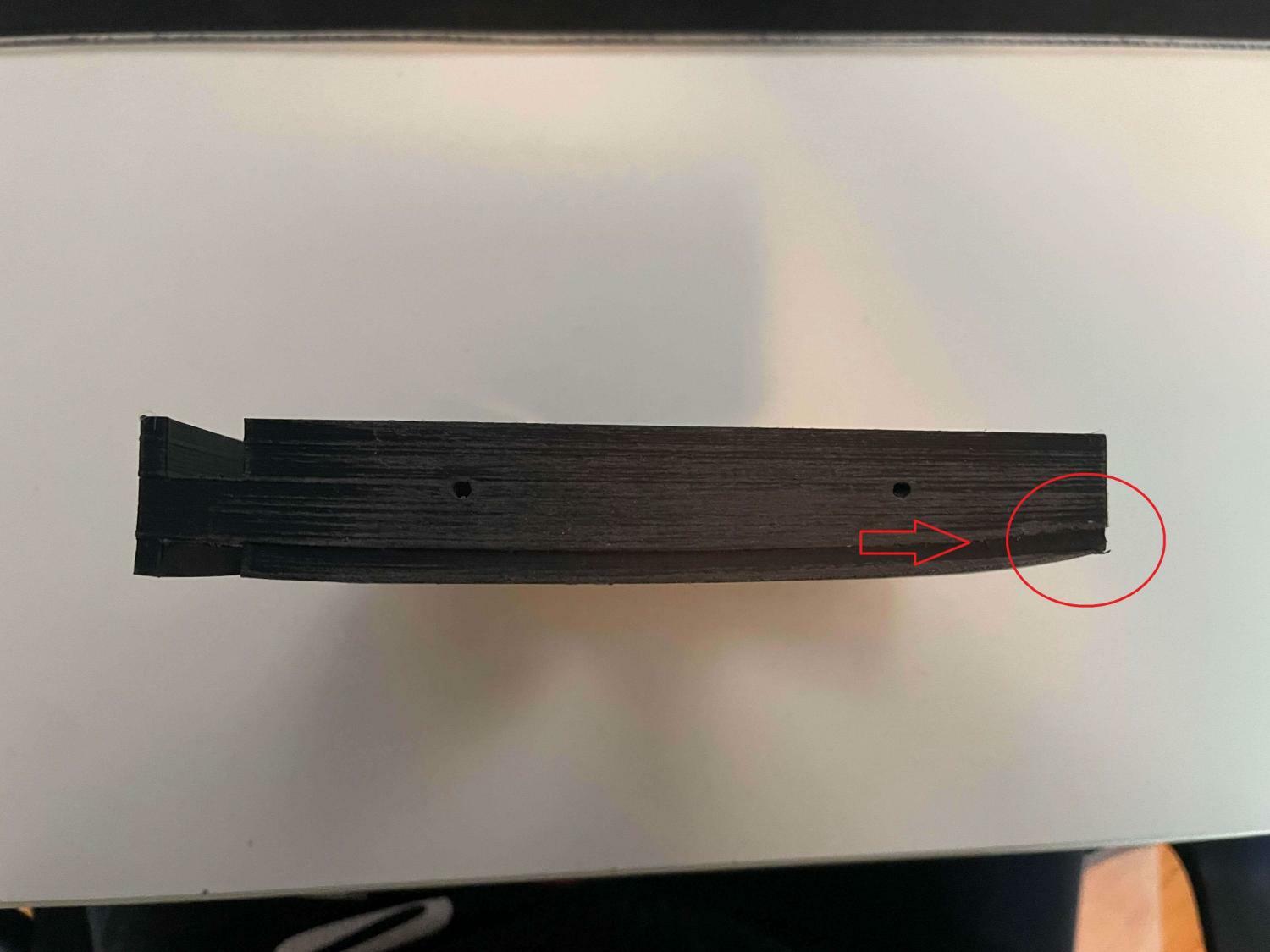
Ho seguito tutti i consigli che mi avevate dato e questi sono i risultati ottenuti. Un angolo del pezzo, dopo quasi un'ora abbondante di stampa, ha cominciato a deformarsi (warping), creando così una superficie difettosa e facendo sì che l'estrusore grattasse sul pezzo. Nella seconda foto, una parte della stampa presenta una superficie rugosa e irregolare; potrebbe essere causata dal calore o dipendere dal warping, dato che si trova nello stesso lato dove è avvenuto il distacco dal piatto di stampa? Quali potrebbero essere i problemi, visto che continua a darmi gli stessi errori? È davvero frustrante non riuscire a trovare una soluzione efficace. Ho eseguito il livellamento del piatto sia manualmente che automaticamente, e ho settato lo Z-offset come mi avevate suggerito. C'e qualcosa che sbaglio ancora? Grazie
-
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Ok grazie dopo provo. La scatola serve per mantenere la temperatura costante al interno? Ma c'e un modo semplice e veloce per regolare lo Z-offest perché non penso di farlo correttamente. Grazie -
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
No non go fatto nessun temptower, ho alzato di cosi tanto le temperature perché avevo visto un video che consigliavano di aumentare la temperatura del hotend e quella del piatto di stampa di ciascuna di 5-10 C. Ma il temptower andrebbe fatto per ogni filamento? Quindi ricapitolando: - la temperatura la tengo a 210 C e il piatto a 60 C? Anche per il primo layer oppure andrebbe aumentata? - pulisco il piatto di stampa - regolo il piano di stampa anche se avevo visto che aveva una buona mesh. Per caso avete da consigliarmi dei video su come regolare nei migliori dei modi lo Z-offest grazie. Potrebbe essere un problema anche della ventola, perché l'ho attivata subito dopo il primo layer, forse dovrei tenerla spenta per almeno i primi 3. Secondo voi? Grazie a tutti del aiuto -
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Il primo layer ho impostato una temperatura di 225 C e una velocità di 40 mm/s e il piatto di stampa a 70 C Poi i restanti layer 205 C e 60 C -
Porblema di warping ????
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
È il brim ma come puoi vedere non è servito a molto -
Porblema di warping ????
Novasoul33 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti stavo stampanda un componente in PLA il filamento è della JAYO 1,75 mm utilizzo un nozzle 0.4mm e utilizzo la stampante elegoo Neptune 4. Credo ci siano problemi di warping, perchè il primo layer aderisce benissimo; dopo un decina di minuti di stampa comincia ad alzarsi i lati del pezzo.Come posso risolvere? Può essere un altro tipo di problema?
-
Problemi di stampa
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
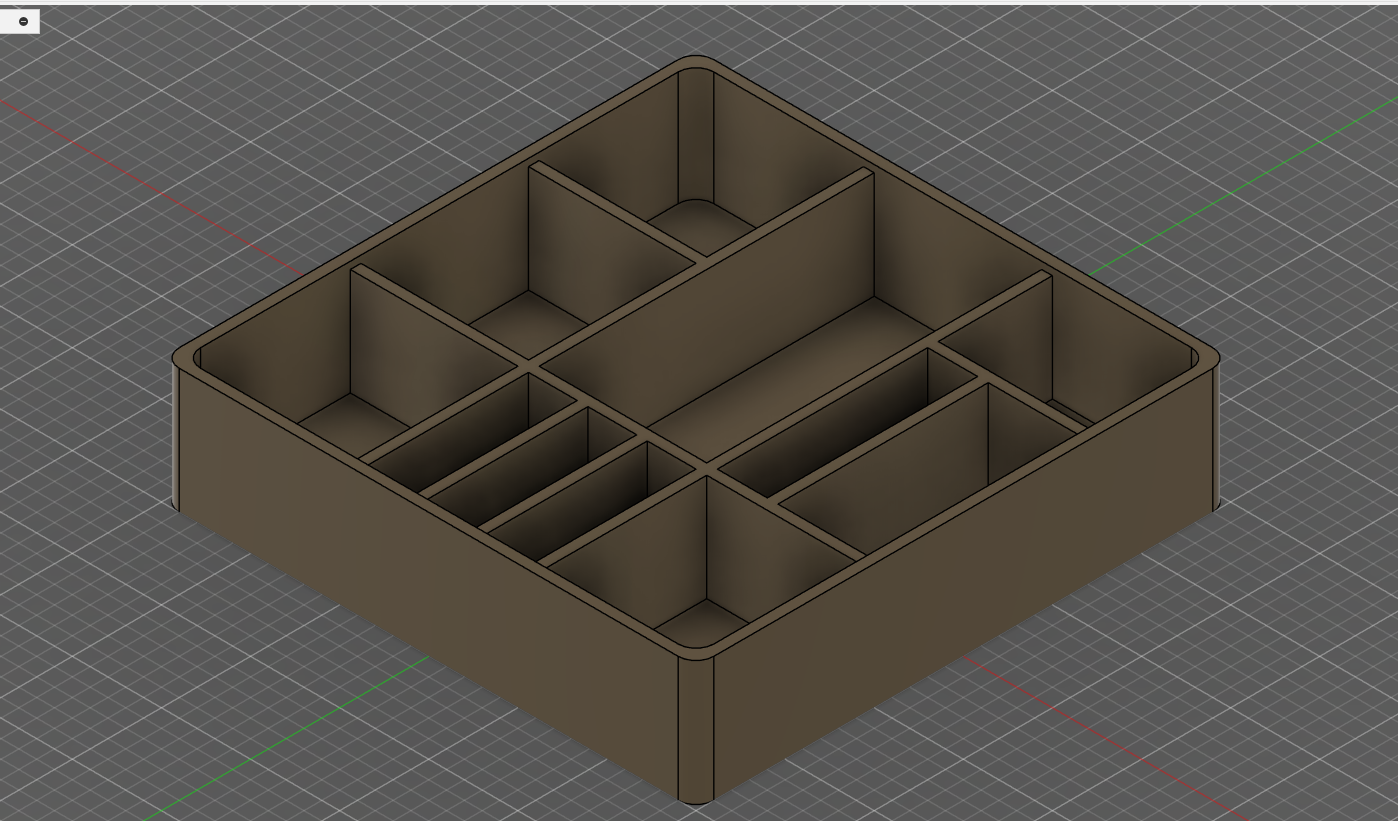
Ecco il pezzo che vorrei realizzare come dimensioni siamo 250x250x40 mm spessore delle pareti 3 mm Se riuscite ad indicarmi quali possono essere i punti critici in una stampa del genere, oltre a quelli già citati. Grazie, comunque inizierò ad utilizzare Orca Slicer come da consiglio. In alternativa non si potrebbe utilizzare Bambu studio, è un valido slicer?
-
Problemi di stampa
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Okay grazie dei chiarimenti. Scusa delle domande banali, ma ho iniziato da relativamente da poco con la stampa 3D Allora lo Z-Hop ed il solid infill penso sia quello di default di cura perché io non ho modificato nulla. Riusciresti a dirmi quali sono dei parametri ottimali per una corretta stampa? Oppure potresti dirmi se sono solo questi parametri su cui dovrei aggiustare/informarmi meglio? Oppure c'è altro? Grazie del aiuto e della collaborazione -
Problemi di stampa
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Come infill ho usato quello a griglia z-hop dovrebbe essere a -1.340 mm Solid infill non so cosa sia -
Problemi di stampa
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Quando sono arrivato, perché la mia stampante si trova in garage e la guardo da una webcam. Sono arrivato e la stampante grattava, sul pezzo. Quindi puó essere un problema di bed leveling? -
Problemi di stampa
Novasoul33 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, avrei una domanda da farvi. Allora stavo stampando questo organizer per la scrivania la dimensione è 250x250mm uso una stampante elegoo neptune 4 usando un filamento PLA bianco sempre della elegoo. Dato la dimensione ho avuto di fare un primo layer fatto ad regola d'arte, e fin qui nessun problema. I problemi sono iniziati dopo una mezz'ora buon cominciando a fare i successivi layer. Non capisco cosa possa essere successo, prima volta che mi succede. Il primo layer aderisce perfettamente... Quale puó essere il problema? Filamento umido? Devo fare una calibrazione del piano?
-
Grasso sulla cinghia dentata elgooo neptune 4
Novasoul33 ha risposto a Novasoul33 nella discussione La mia prima stampante 3D
Purtroppo in gomma -
Grasso sulla cinghia dentata elgooo neptune 4
Novasoul33 ha pubblicato una discussione in La mia prima stampante 3D
Ciao a tutti stavo facendo la mia prima manutenzione alla stampante elegoo neputne 4. Potrá sembrare banale come domanda, ma video di manutenzione della mia stampante non ci sono almeno non del mio modello solo quella pro. volevo sapere siccome l'asse y si sposta su una cinghia dentata volevo sparare se bisognasse ingrassare anche quello oltre che alle barra filettata del asse z. inoltre mi chiedevo se qualcuno poteva indicarmi una rotuine standard da fare ad una stampante 1/2 al mese. Grazie -
Materiale si attacca al estrusore
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
Il nozzle éla parte metallica finale dove esce il filamento giusto? L’hot end e tutta la parte interna che riscalda in cui sulla parte finale appunto ha il nozzle? Su nozzole e come se si appiccicasse del filamento, dei residui e poi durante la stampa si agganciano con quelli presenti sul piatto e comincia a trascinarseli via. -
Materiale si attacca al estrusore
Novasoul33 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao tutti sono Matteo sta mattina ho effettuato una delle ennesima stampe. Oggi ho avuto diversi problemi poichè quando stampavo il PLA si attaccava al estrusore dopo poichi minuti di stampa. E di conseguenza c'era un fallimento di essa. uso una stampate FDM ELEGOO NEPTUNE 4. Il filamento che sto usando è elegoo PLA nero 1.75 mm. Quale può essere il problema? Il materiale? anche se ho già cambiato filamento per vedere differenze ma nulla. aiutatemi, grazie in anticipo -
Problemi Finitura di stampa
Novasoul33 ha risposto a Novasoul33 nella discussione Problemi generici o di qualità di stampa
ok grazie ho risolto grazie ai vostri consigli -
Problemi Finitura di stampa
Novasoul33 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, mi presento: sono Matteo e sono nuovo in questo forum. Questo è il mio primo thread. Da un paio di mesi ho acquistato una stampante 3D, il modello Elegoo Neptune 4. Finora ho stampato principalmente con due materiali: il classico PLA e un po' di TPU. Ho realizzato diverse stampe senza problemi, ma ultimamente sto riscontrando delle imperfezioni nella finitura superficiale, specialmente negli ultimi strati di stampa. Ad esempio, se devo stampare un foro, il risultato finale sembra più un esagono, ma solo nei layer finali. Utilizzo PLA di Elegoo e questo problema si presenta spesso con pezzi di grandi dimensioni. Allego un'immagine per spiegare meglio la situazione. Vorrei sapere se c'è qualche parametro di stampa da modificare o se si tratta di un problema di altra natura. Essendo la mia prima volta in un forum, non sono sicuro di dove inserire le altre domande che ho sulla stessa stampa. Posso aggiungerle qui o devo aprire un'altra discussione? Fatemi sapere, grazie. Inoltre, prossimamente dovrò stampare altri pezzi di dimensioni simili. Per l'adesione ho usato un RAFT, ma questo ha comportato un consumo di circa 50 g di materiale e un tempo di stampa di circa 3 ore. Ho scelto questa opzione perché con le altre il pezzo non aderiva bene e si spostava sul piatto. Avete suggerimenti su come migliorare l'adesione senza utilizzare così tanto materiale? Grazie in anticipo per l'aiuto!





.jpeg.b048c29994f344f3d89b4f7de25ae470.jpeg)