mpit
-
Numero contenuti
22 -
Iscritto
-
Ultima visita
Obiettivi di mpit
")





-
Buongiorno. Ho iniziato ad utilizzare Anycubic Slicer Next, per l'utilizzo in workbench di una Kobra S1. Il problema è che, scaricando dei file da stampare da Makeronline, questi sono praticamente tutti in 3MF, e caricandoli sullo slicer importano giustamente tutti i profili materiale, stampante, etc., e non permettono di utilizzare i profili personali che mi ero creato con fatica in precedenza (addirittura vengono proprio eliminati). Domanda 1: c'è la possibilità di importare il file 3MF e contemporaneamente utilizzare i profili di stampa personali? Domanda 2: si può convertire un file 3MF in STL? Grazie
-
👍👍
-
Mi sapresti dire come fare ad effettuare il test con orca in merito al flow rate? Sono ancora acerbo in materia
-
Grazie. Proverò. Ho visto che il profilo prevede velocità alte. Ho sempre avuto paura a stampare sopra i 50 Scusa l'ignoranza, cosa intendi PS/SS?
-
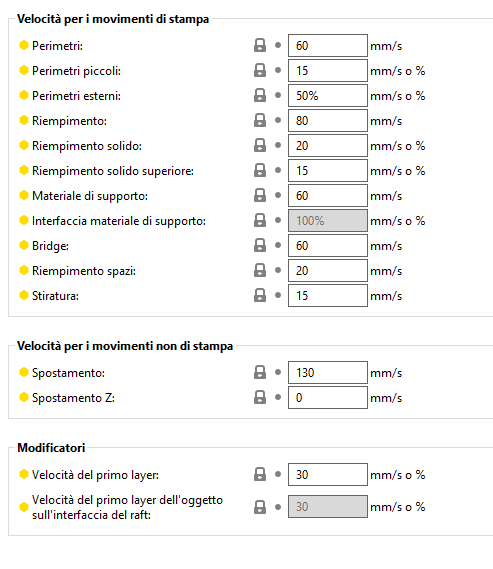
Buongiorno. Utilizzo una Artillery X2 e volevo provare Orca Slicer in quanto simile a Prusa e mi sembra con funzionalità aggiuntive interessanti. Il problema è che ha impostato delle velocità assurde che la mia stampante non riesce a supportare e, pur avendole diminuite, rimangono lo stesso alte e non capisco il motivo. Qualcuno saprebbe darmi qualche soluzione o nel caso inviarmi un profilo di Orca Sl. Per l’Artillery? Grazie
-
Artillery X2 - sottoestrusione - step/mm
mpit ha risposto a mpit nella discussione Problemi generici o di qualità di stampa
Ho dato la colpa ai supporti organici. Messi supporti normali tutto ok. Quindi ogni volta che si cambia filamento bisogna calibrare l estrusione? -
Artillery X2 - sottoestrusione - step/mm
mpit ha risposto a mpit nella discussione Problemi generici o di qualità di stampa
Aggiornamento: 1. Sono riuscito a collegare la stampante a pronterface con Mac, ho effettuato prove di estrusione più consistenti come suggerito da dnasini e inserito nuovo valore “E”. 2. Fatto test cubo X y X e flusso tutto ok 3. fatto partire stampa cambiando filo da pla a petg e questa è stata la sorpresa….
-
Artillery X2 - sottoestrusione - step/mm
mpit ha risposto a mpit nella discussione Problemi generici o di qualità di stampa
Nel caso non riuscissi a collegarmi con il computer a pronterface, il valore da inserire nello slicer come lo ottengo non conoscendo il valore iniziale? -
Artillery X2 - sottoestrusione - step/mm
mpit ha risposto a mpit nella discussione Problemi generici o di qualità di stampa
Il problema è che posso collegarmi solo con Mac e mi viene già paura. Proverò. La soluzione dello slicer era l’ultima alternativa. Proverò Grazie -
Artillery X2 - sottoestrusione - step/mm
mpit ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno. Ho notato ultimamente problemi di sottoestrusione. Ho migliorato la situazione irrigidendo la pressione della molla che agisce sulla ruota godronata. Ho provato a fare una verifica degli step/mm, ed estrudendo una lunghezza di filamento di 100mm, l'effettivo estruso è di 87,38 mm, Il problema è che il firmware della X2 non prevede la possibilità di memorizzare il nuovo valore sulla eprom ed ovviamente non conosco il valore di default impostato sulla macchina. Se si considerasse teoricamente tale valore 100, allora dovrei impostare un gap di 114,44. Potrebbe essere valida l'alternativa di modificare il gcode iniziale sullo slicer con riga di comando "M92 E115"? Grazie in anticipo per i suggerimenti -
Allora ieri ho modificato alcuni parametri ho ristampato con Prusa come slicer arrivato a metà processo la stampa si è fermata senza alcuna spiegazione. mi sono poi accorto del problema di filo ingarbugliato sulla bobina, ho sistemato, ricreato gcode con cura e stampa perfetta. Presumo sottoestrusione dovuta al problema bobina. Oggi farò altre prove con Prusa
-
Artillery X2 Comprata usata da un amico, presumo ventole originali Ti allego schermata velocità/spostamenti Se mi giri i parametri mi faresti una grossa cortesia, non per copiare, ma per ragionarci anche sopra. Stavo provando come slicer Prusa che non mi sembra affatto male. Cura è un po' pesantino....
-
Cosa intendi per valore PA/linear advance?
-
Rieccoci….. Problema su realizzazione in vase mode. Come si vede dalle foto su tutta la superficie vi sono degli spazi tra i layer (controluce si vede la luce filtrare). PLA Amazon 215 gradi primo layer, successivi 210 bed 65, poi 60 primo utilizzo Prusa slicer grazie in anticipo per i consigli
-
Problemi su superfici laterali
mpit ha risposto a mpit nella discussione Problemi generici o di qualità di stampa
Mi scuso per il ritardo. 1. ho essiccato per bene il PLA, ho messo la cucitura in zona posteriore e non casuale, e il problema si è praticamente risolto (sono spariti i bozzi, poi non so se per filamento umido o cucitura, o per tutte e due le ipotesi); 2. all'accensione della stampante compare "V 3.0.5, mentre dal menù, alla scheda "ABOUT" compare: Type: Sidewinder X2 Version: 3.2.6 Come mi era stato detto in post precedente, (Mr Killrob 👍) se la stampante funziona bene, non andiamo a svegliar can che dorme, tenuto conto che ho una bassa esperienza di programmazione di questo tipo. Ero solo curioso di andare a vedere i parametri di stampa inseriti nel firmware originale, ma non trovo una guida passo passo da seguire per collegare la stampante al PC, utilizzando, per esempio, Pronterface. Grazie