Ecelo
-
Numero contenuti
113 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Ecelo
-
OK Grazie Deltaforce, faccio un ulteriore tentativo e vediamo se migliora.
-
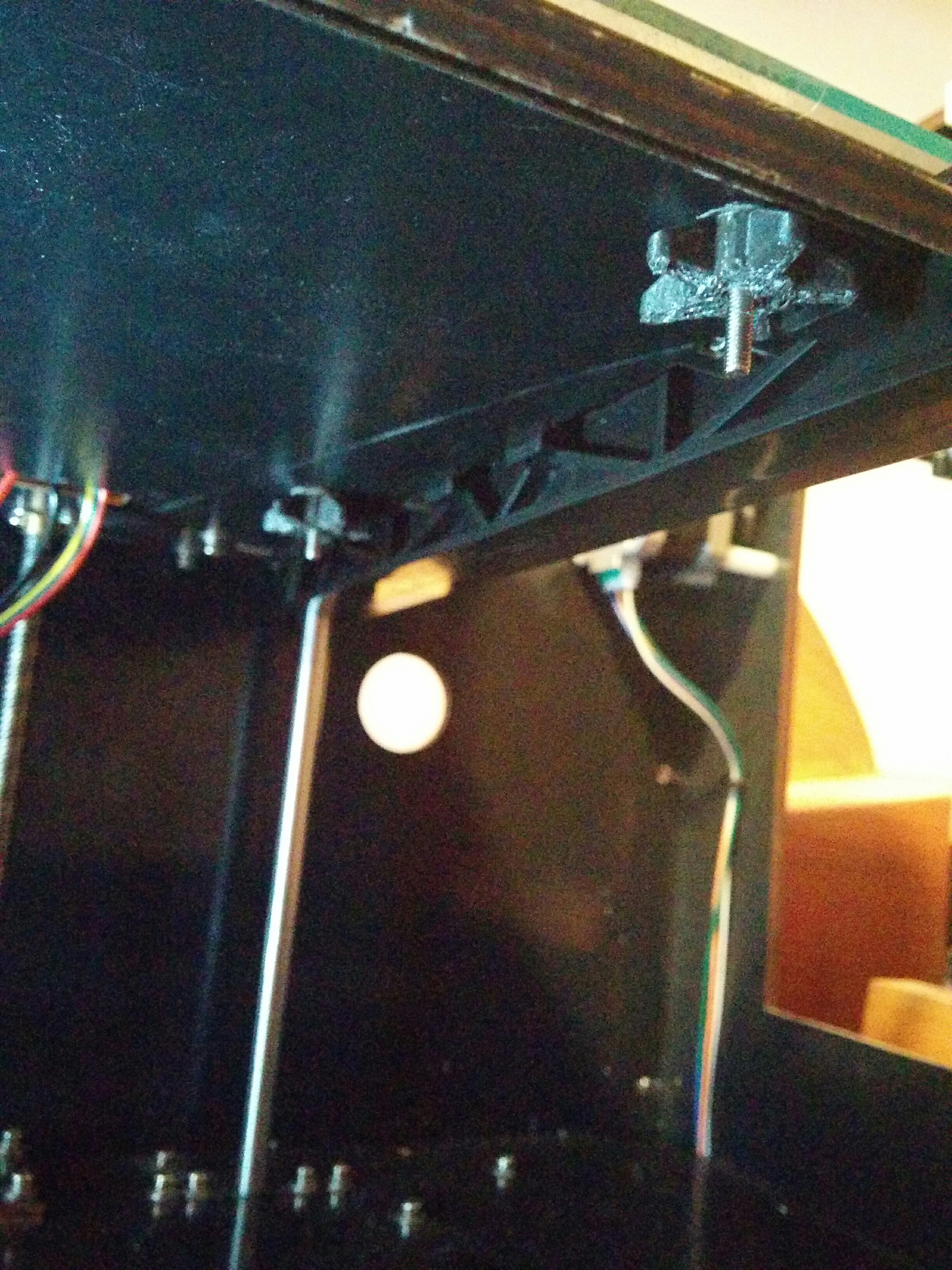
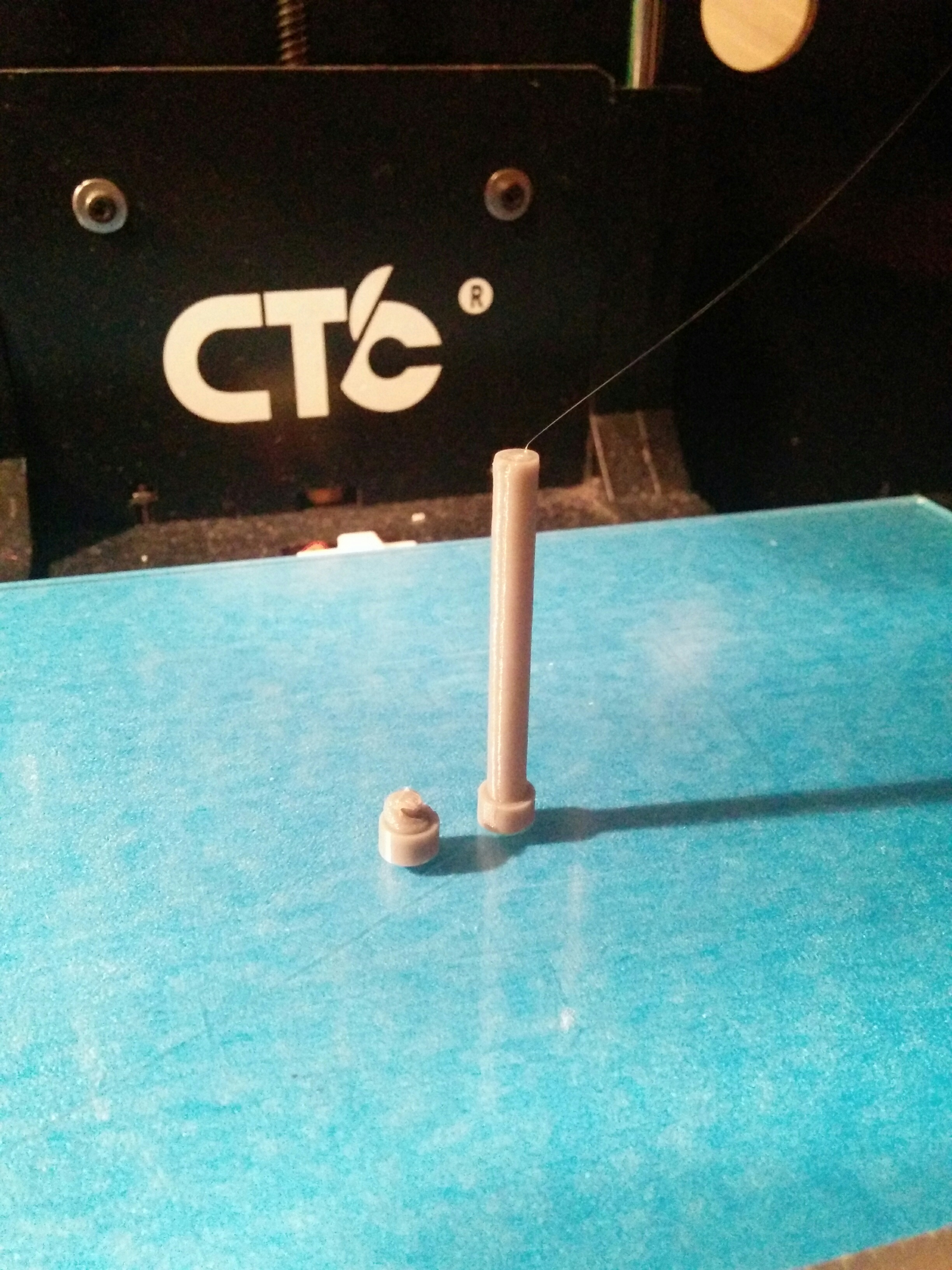
Io uso il Makerbot ultima versione e gira su pc con windows10 - L'allineamento della tavola è una costante necessaria. Purtroppo si disallinea per un sacco di motivi, primo fra tutti la tenuta indecente dei galletti che ho sostituito immediatamente con dei supporti per dadi da 3 mm che ho stampato ancora nei primi giorni di funzionamento della stampante (vedi foto). Con questo sistema hai un controllo maggiore e un'usura inesistente del galletto. Ad ogni modo la seconda causa è imputabile per la maggior parte dei casi alle sollecitazioni causate dai tentativi di distacco del pezzo dal piano di stampa. Tira oggi e tira domani, qualche micron lo perdi e devi rifare tutto daccapo. Sotto questo aspetto l'introduzione del piano in vetro è provvidenziale. Il mio è stato semplicemente appoggiato sopra al piano in alluminio e tenuto fermo da due angolari che ho stampato dopo averli scaricati da Thinghverse. Tenuta perfetta in sede e vantaggio incredibile nella rimozione del pezzo che a questo punto sono libero di trasportare con tutto il piano in vetro sulla scrivania in modo da poterlo lavorare con precisione e tranquillità. In effetti il piano in vetro ha vantaggi sotto tutti gli aspetti: maggior tenuta, facilità di allineamento del piano visto che non ha problemi di microcurvature come nel caso dell'alluminio, estrazione di tutto il piano con il modello stampato per poterlo staccare o lavorare sulla scrivania, aspetto molto lucido delle superfici di contatto con il piano (ad esempio stampando la cover del cellulare la finitura è totalmente lucida.) Insomma per farla breve, i vantaggi ci sono, anche in termini economici visto che non devi più acquistare il nastro, ma solo la lacca che costa pochi euro. Io al momento non ho risolto il problema del distacco dei pezzi costruiti con filamento Flex della Nunus e qui chiedo eventualmente aiuto a Deltaforce che ha più esperienza di me per un eventuale ulòteriore suggerimento. Nel progetto che mi hai evidenziato, non trovo particolari difficoltà, quindi direi che hai qualche parametro da correggere. Io aumenterei il numero di shell e diminuirei la velocità e la temperatura. Ho sviluppato il disegno e lo sto stampando. Lasciando inalterati i valori standard, come dici tu la base da 7 non ha problemi mentre il perno assume la forma di una vite perchè la temperatura di fusione e la velocità sono troppo alte. Ho ridotto da 220 a 195 e ridotto la velocità insets a 40 lasciando 2 shell. Il risultato è soddisfacente. Il perno viene fuori correttamente. In effetti nella prima prova ho notato che il perno si piegava trascinato dal movimento della testina e questo era sicuramente dovuto al PLA troppo fluido. La temperatura e la velocità in questo particolare caso fanno ASSOLUTAMENTE la differenza! (vedi foto)

-
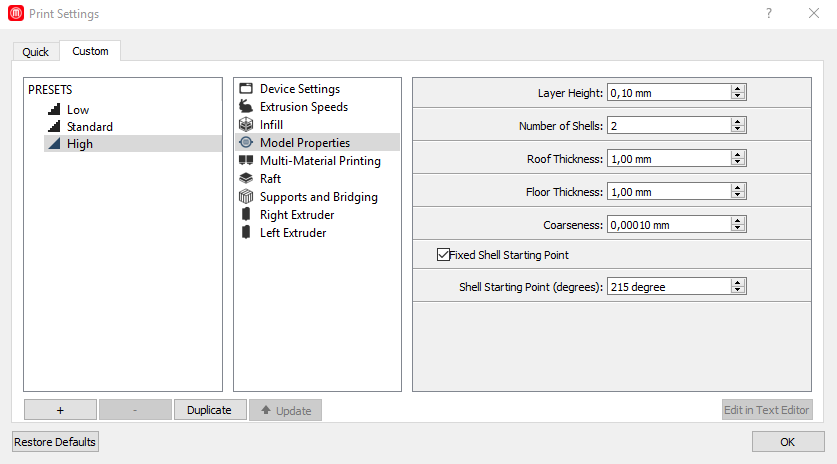
Non so se mi sbaglio, ma il tuo programma sembra parecchio datato. Gira su XP? Comunque sotto vedi le schermate del mio programma
-
Dipende dal software che usi. Se usi Makerware puoi solo variare il Thickness del sopra (roof =tetto) e del sotto (floor=pavimento) esprimendolo in millimetri o frazioni di millimetri. Se usi il Simplify3d hai più controllo sui parametri e puoi impostare quanti strati desideri. Nel mio caso nella foto precedente il pezzo a sx ha 3 strati sopra e 3 sotto l'infill, mentre nel pezzo a dx ce ne sono 5 che a mio giudizio sono appena sufficienti. Nelle prossime stampe ne inserirò altri due in quanto la gomma che estrudo è particolarmente ostica e non si spalma bene. Io a 90 mm sec estrudo il PLA standard e sono i parametri di default di Makerware, tu che filamento e che software usi?
-
Come vedi non è detto. Non è ancora perfetto al 100% come piace a me, ma posso già dirmi soddisfatto. Ho già previsto il prossimo passaggio a 7 layer di Top e Bottom e vediamo se arrivo al risultato sperato. Dal mio punto di vista, con questo filamento, più irrigidisci la base e meno ritrazione hai negli angoli. D'altra parte mi pare anche logico; se fai una buona base che non si deforma e aderisce bene al piatto, gli angoli rimangono per così dire distesi. Adesso ho lanciato come test un tubo diametro 10 mm che questa mattina era miseramente collassato al 15% del lavoro, ora sono al 40% e il risultato è perfetto. Anche in questo caso ho messo 7 layer usando il simplify3d
-
ecco le foto: praticamente un disastro. Ho nuovamente lanciato la stampa con ulteriore passata di lacca. Brim aumentato da 3 a 5, Top solid e Bottom solid da 2 a 5 layer, stessa velocità e stessa temperatura. Incrociamo le dita...
-
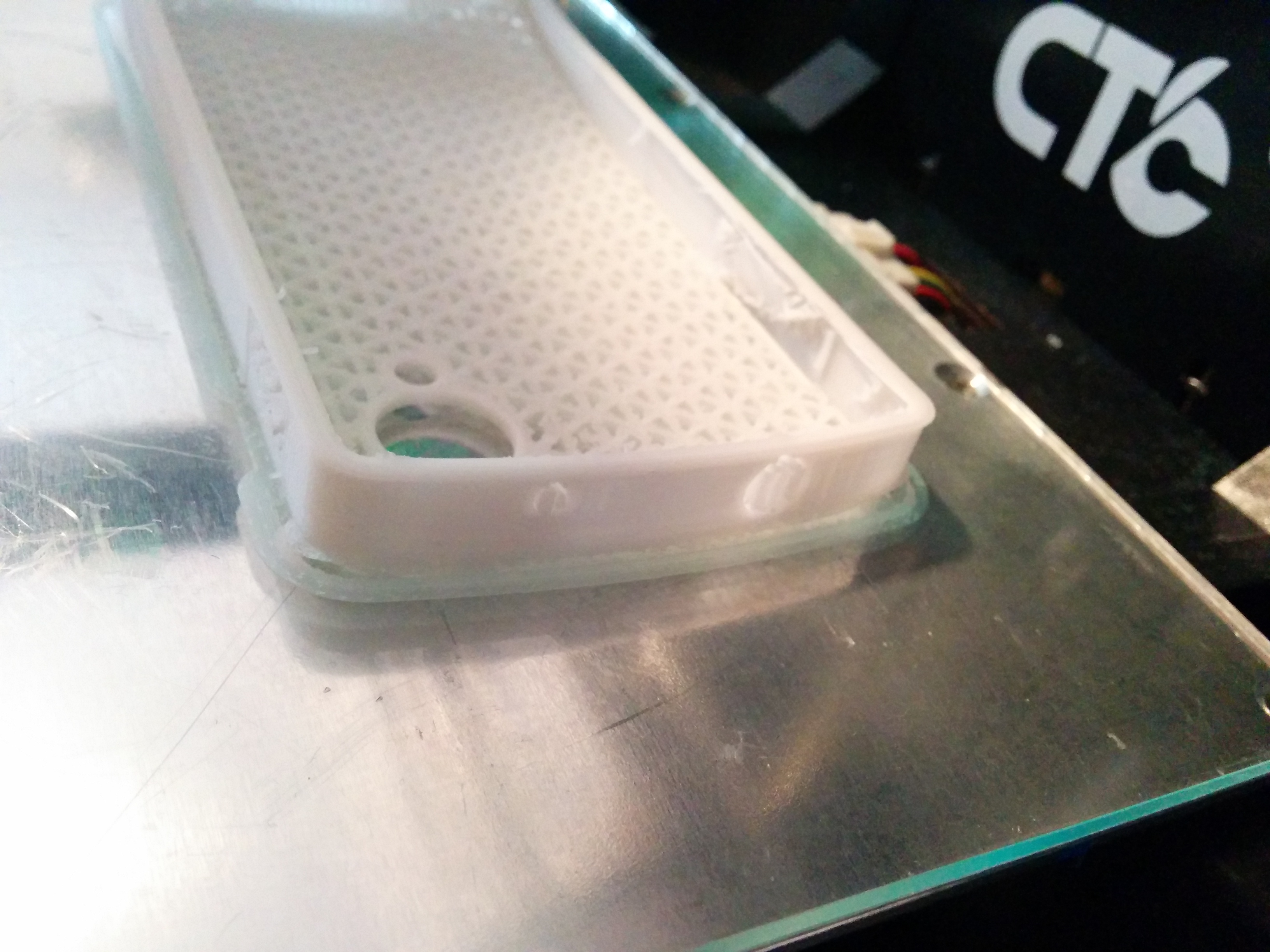
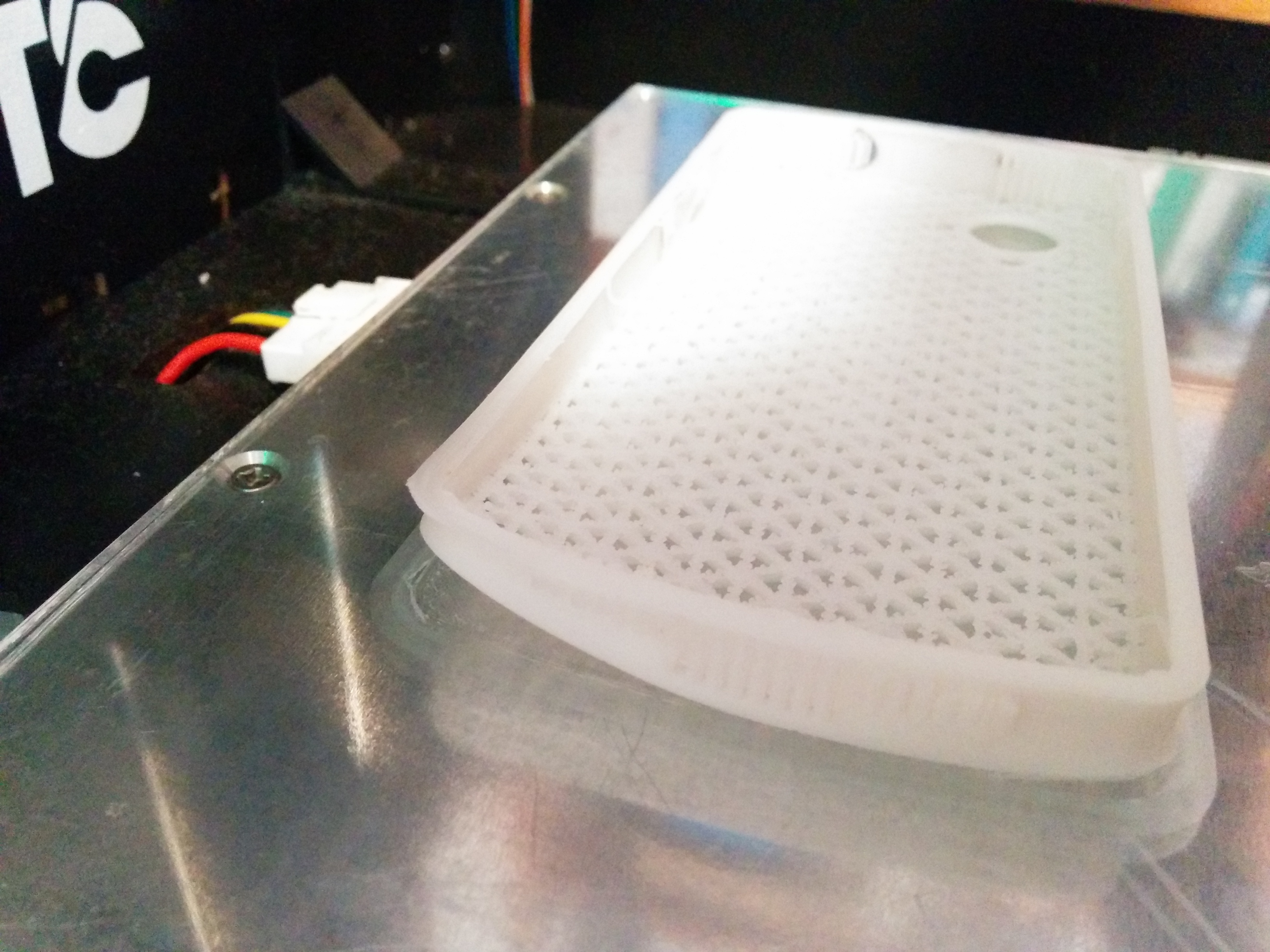
Vi aggiorno sullo stato degli esperimenti con il piano in vetro: questa mattina ho cambiato fornitore e sono andato dal mio vetraio di quartiere che conosco da almeno 40 anni. Mi ha confermato che lo spessore minimo del vetro borosilicato è di 4 mm e quindi...amen, mi tengo quello. In ogni caso mi sono fatto tagliare anche del comune vetro da 3 mm che il vetraio di vecchia conoscenza mi ha regalato (fa patta con quello di ieri). Ora sto stampando la solita cover utilizzando il solito stramaledetto filamento PLA Flex NUNUS, cambiando però programma. Sono passato da Makerware a Simplify3d abbassando drasticamente la velocità di stampa da 90mm/sec a 40 mm/sec. La stampa in se per se riesce, ma questo filamento ha una retrazione angolare terribile. Praticamente 2 angoli su 4 si sono staccati a causa della ritrazione e il pezzo sicuramente non sarà utilizzabile. Lo lascio comunque finire per farvi vedere il problema. Non so onestamente che altro fare per risolvere visto che stampo seguendo le linee guida dei bravi stampatori: piatto in vetro freddo, velocità bassa, discreto brim, ma niente da fare. Chiedo lumi a Deltaforce, magari mi trova la soluzione.... Normalmente con PLA normale lavoro con Makerware a 90 mm/sec e non ho nessun problema. Deltaforce, mi ha confermato che per i flex bisogna scendere di brutto ed in effetti la stampa migliora, ma permare comunque il grossissimo problema della ritrazione
-
Direi proprio niente male per una stampantina da 400 euro! Continua così che vai bene. Adesso io devo risolvere questo problema del PLA flessibile (ne devo venire a capo, costi quello che costi)
-
Ciao GG_1969, oggi sono parecchio demoralizzato perché ho messo su il piatto in vetro borosilicato (che mi é costato un occhio della testa), ma il vetraio testa di caxxo me lo ha dato da 4 anziché da tre millimetri. In pratica sovrapponendolo al piatto in alluminio il tutto diventa tutto troppo grosso non consentendomi una taratura ottimale. Il punto è proprio questo e non finirò mai di ripeterlo, il piatto deve essere livellato perfettamente, ne troppo lontano ne troppo vicino altrimenti le stampe degradano e gli ugelli si intasano. Ho appena finito di ripulire la puleggia spingi filo perché si era sporcata grattando sul filo che faticava a entrare nell'estrusore a causa del livello troppo basso del piatto. Morale, domani vado a cambiare vetro altrimenti divento matto. Per quanto riguarda il primo quesito diventa abbastanza difficile dare delle dritte perché bisogna fare esperimenti anche solo al cambio di materiale. Sto impazzendo con un filamento flessibile, ma mi sa che lo butto perché la nostra stampante non lo gradisce molto. Il PLA é un polimero a base di amidi del mais o delle patate e per certi versi è ecologico in quanto si degrada con l'umidità e il tempo. Il PP è un polimero derivato dal petrolio (polipropilene) e non dovresti usarlo nella nostra stampante che è accreditata solo per PLA e ABS. non l'ho mai usato e non penso nemmeno di farlo perché non mi va di farmi delle canne di roba sintetica. Già il filamento flessibile NUNUS di PLA secondo me ha della roba strana dentro perché puzza parecchio e i fumi (pochi per la verità)pizzicano occhi e naso.
-
OK provo subito, grazie per le dritte!
-
immaginavo....quanto più piano? Makerware mi da insets a 90 mm/s adesso sono a 70 mm/s, ma mi sa che non basta
-
...altro aborto, sembra quasi che il filamento fatichi ad uscire regolarmente. Ho aumentato a 245 e ridotto la velocità da 90 a 70. Vediamo se migliora.
-
secondo me è proprio il filamento. E' diverso dal solito, ne parlano tutti come di un filamento estremamente duro per essere un flessible, adatto per le cover dei cellulari ad esempio. A 230 gradi fatica a rimanere fluido e in certi momenti forma come delle palline negli incroci dei layer. Adesso lo sto provando a 240 gradi e poi ti so dire. Tieni presente che il PLA non NUNUS lo stampo a 205, mentre quello NUNUS lo devo stampare a 220 gradi. Ho idea che il Flessibile vada stampato a 240 - 250. Attualmente è al primo layer e quindi non so dirti niente, vediamo tra un po....
-
Ho provato con il PLA normale e non ho problemi il pezzo viene perfetto, ma il flessibile è proprio difficile da stampare. Faccio un tentativo con le temperature e vediamo se cambia qualche cosa. Grazie per l'offerta di stampa, ma temo sia tempo e materiale perso. IL problema è proprio del filamento che eviterò come la peste. Farò un tentativo con il Ninja che tutti declamano e vediamo se ottengo risultati
-
Si sto cercando di stampare PLA flessibile della Nunus, ma é terribile. L'adesione sembra buona, ma poi inizia a ritrarsi negli angoli e la testina stacca il pezzo. Mi sa che non lo potrò usare per cose particolarmente impegnative
-
E...ho parlato troppo presto, sto procedendo con la stampa con la forza della disperazione. Niente da fare il pezzo si ritrae e tende a staccarsi dal piano. Ho messo in pausa e nell'angolo peggiore ho passato un velo di vinavil. L'adesione non è ottimale ma almeno la testina passa. Sto maledetto filamento non riesco proprio a stamparlo e del pezzo ne ho proprio bisogno. .... ...stampa abortita nuovamente. Altra spruzzata di lacca + aggiunta del raft. Lancio terza stampa e nel frattempo vado a farmi benedire da Sant'Antonio, visto che ce l'ho a portata di mano.
-
Mi autoaggiorno....stampa precedente abortita per distacco. Stampa rilanciata dopo applicazione di una quantità industriale di lacca e per il momento (incrociamo le dita) non si notano ritrazioni o distacchi. In ogni caso il filamento è particolarmente ostico per cui non do sicuramente la colpa al piano in vetro anzi, spessore errato a parte, direi che la sensazione di tenuta è certamente superiore alla precedente e cosa da non sottovalutare, sto pensando anche al consistente risparmio sull'acquisto del 3M tape che proprio economico non è...
-
Ciao, Vi aggiorno sulla sperimentazione piano in vetro. Questa mattina ho fatto tagliare un piano 23x15x3 in vetro borosilicato. In rapporto, costa più della stampante: 30 euro e solo perchè ho pianto come un bambino e il lad...hem vetraio non aveva da cambiare 50 euro, sono riuscito a portarlo via a 25 euro. Arrivo a casa e comincio l'opera di montaggio. Come prima operazione stampo i supporti con il vecchio sistema e mi accingo ad effettuare le tarature del piatto e qui sono partite un milione di maledizioni al vetraio incompetente che mi ha tagliato il vetro da 4 millimetri anzichè da 3. Quel maledetto millimetro mi ha fatto perdere tutta la mattinata per riuscire a recuperarlo avendo dovuto sollevare la testina cercando di trovare una soluzione ottimale. Purtroppo, dovrò cambiare vetraio e cercarne uno che me lo faccia da 3 millimetri in quanto sono al limite con il livellamento del piatto. Ho appena lanciato una stampa di Nunus Flex che mi aveva dato un sacco di problemi con il vecchio sistema, ma non noto significativi miglioramenti. Ancora ritrazione angolare nonostante piatto freddo e temperatura di fusione consigliata da Nunus impostata a 230 gradi. Delle due, o il filamento è di qualità mediocre o sbaglio io qualche cosa. In ogni caso il PLA standard Nunus aderisce al piatto in maniera perfetta...oserei dire troppo, visto che per togliere il pezzo devo tirare come un matto. Suggerimenti? PS: ho rilanciato la stampa con una quantità doppia di lacca. Vediamo che succede.
-
perfetto! Per fermarlo ho già trovato quello che mi serve in Thinghverse. Grazie dell'Info.
-
se dovessi stampare ABS i 110 gradi del piatto non creano problemi al vetro?
-
Bene...non avendo il piano in vetro la domanda seguente è: borosilicato o vetraccio da cornice Ikea? Come lo fermo sul piano senza usare le mollette che non mi piacciono e che mi preoccupano per possibili scontri catastrofici con la testina in movimento?
-
Si, abbiamo la stessa CTC clone della Makerbot Dual, lo stesso software e lo stesso filamento. Tranquillo, non me la sono presa, ho avuto gli stessi problemi tranne quello della retrazione, e pensavo che la mia esperienza potesse in qualche modo aiutarlo. Temo che il problema sia solo ed esclusivamente una questione di taratura del piatto di stampa che in questa stampante è particolarmente complicato da settare. Altro punto debole del piatto sono i galletti che si mangiano il filetto delle viti facendo perdere il settaggio alla prima vibrazione. Io ho risolto stampando delle ghiere nel cui all'oggiamento ho inserito un dado dello stesso calibro. Risultato perfetto e nessuna "staratura" accidentale. Pensa che il galletto dell'angolo destro mi si è rovinato dopo una settimana di uso. Non hanno risparmiato nei motori e nella fattura generale e risparmiano su un componente dal valore inesistente...mah.
-
Chiaro che la lacca si spruzza anche sulla piastra in metallo, ma io personalmente la evito per non impiastricciare i connettori elettrici. Comunque, ti ripeto che di deformazioni io non ne ho mai avute, tranne quando ho usato il nastro di carta normale che ha, purtroppo, una aderenza al piano pessima. Per il resto 0 problemi anche in aderenza. Mi piacerebbe sperimentare il borosilicato, ma al momento non ne vedo l'utilità o la necessità. Il Nunus, dal mio punto di vista é migliore di altri filamenti, ma per alcuni magari é difficile da trattare per via delle temperature superiori. Il problema di questo filamento é che la componente PLA deve essere stata "rinforzata" in qualche modo visto che resiste molto di più allo sforzo rispetto ad esempio, all'Esun. Ad ogni modo, io mi fermo qui con le mie osservazioni non avendo altri suggerimenti da dare.
-
Immaginaecrea, non abbiamo piatti in vetro e quindi ti prego di non generare ulteriore confusione mentale. Il Nunus per essere alla giusta fluidità va portato a 220 gradi anche se a te sembrano tanti (sembravano tanti anche a me, ma é così e basta). Il 3M + 50 gradi + lacca + livellamento é la soluzione che ha funzionato per me e come sai le ricette magiche non esistono, quindi deve sperimentare. Credo che il suo problema sia dovuto all'errata distanza testina piatto.
-
Il PLA Nunus sulla mia stampante va a 220 con piatto a 50. Non vorrei che con il piatto a 80 gradi non riesca a raffreddarsi velocemente e quindi venga via. Usa un velo di lacca e rifai la taratura del piatto. Io ho risolto con una calibrazione fine del piatto.