Help3d
-
Numero contenuti
1.242 -
Iscritto
-
Ultima visita
-
Giorni Vinti
75
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Help3d
-

ABS quanti problemi
Help3d ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
@AndBag dimenticavo... il layer tiene fino a 60° poco meno -
ABS quanti problemi
Help3d ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
@AndBag ti devo contraddire... l'HS ha di gran buon che resiste a 90° ed ha una finitura eccezionale ma in quanto a resistenza non è il massimo. Un comune PLA ai test di trazione compressione e flessione (che stiamo svolgendo con l'università di Padova) su provini 3D printed non da buoni risultati, o meglio, non quelli sperati. Per il resto è un ottimo materiale @blulaserstar sono contento che tu ti sia convinto a passare al PLA direttamente, l'ABS può essere una rogna. Ho notato però alcuni difetti sulle tue stampe del tipo - Primo layer moooolto distaccato dal piatto. Agisci sul Z Offset avvicinando l'ugello di più al piano. Lo fai semplicemente avvitando la manopolina nera che trovi sul fondo della stampante, quella che batte sul fine corsa della Z. Avvitatala di 1/4 di giro alla volta fino a quando non vedrai sparire i buchi tra il riempimento e in particolare tra i loop. - Metti più lacca, ne vedo poca sul piatto - Usa il brim minimo 5 mm e meglio ancora attiva la raft Per quanto riguarda i filamenti ti consiglio quelli di Sharebot, sono ottimi ed hanno una ottima finitura. Se puoi prova il nylon che stampa a piatto freddo, una bomba Tutta la linea Keytech filamenti in particolare l'HS per una adesione ESTREMA al piatto di stampa e finiture eccezionali Colorfabb & Formfutura Eumakers (mi sono appena arrivati e sono ottimi) A breve farò partire il mio shop, non manca molto! Ciauz -
Estrusione non omogenea dopo il secondo layer
Help3d ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
@i3D non penso stia stampando in dual extrusion. Penso abbia fatto riferimento al fatto che ha provato un cambio filamento prima dell'inizio del secondo layer. Domanda delle domande: che materiale usi (marca) ? Colore? -
Estrusione non omogenea dopo il secondo layer
Help3d ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
butta su a 205/210°. Se non migliora compra questi: http://www.sharebot.it/index.php/prodotto/stura-ugelli/ funzionano -
Motori manovrabili manualmente
Help3d ha risposto a krashone nella discussione Hardware e componenti
@krashone prendi un bello schermino lcd come suggerito da @ShareMind http://www.ebay.it/itm/Smart-Controller-LCD2004-Display-schermo-3D-printer-robotics-ramps-1-4-/161662555568?pt=LH_DefaultDomain_101&hash=item25a3d6d5b0 questo va bene ed ha anche l'adattatore per metterlo sulla ramps Ciao ciao -
@Alessandro3d con Esun bianco nessunissimo problema, anzi ottimi risultati. Ogni tanto capita che tra colore e colore ci siano differenze ma mai da impiantare la stampa. Ciao
-
Stampa con due materiali (perimetri e infill)
Help3d ha risposto a LucaMar88 nella discussione Materiali di stampa
Generalmente non stampo mai ABS. Se hai delle fessurine prova ad aumentare il flow di estrusione di un 10% -
Montaggio e configurazione piano riscaldato
Help3d ha risposto a krashone nella discussione Hardware e componenti
1bis) non è detto... verifica che possano portare agevolmente 11A. Non è detto che se ci passa la 220 allora sono ok 5) si -
Stampa con due materiali (perimetri e infill)
Help3d ha risposto a LucaMar88 nella discussione Materiali di stampa
Yes ne ho usate un bel po' e non le trovo male. In particolare il bianco ha una ottima finitura. -
Montaggio e configurazione piano riscaldato
Help3d ha risposto a krashone nella discussione Hardware e componenti
Ciao 1 bis) verifica di aver collegato i cavi di alimentazione del piatto con alcuni di sezione adeguata. Il classico cavo "piattina" rosso/nero non va bene 1) Controlla bene con il tester/multimetro 2) Nel firmware non hai selezionato il tipo giusto di termistore. Ogni modello ha la sua tabella di temperatura/resistenza di riferimento. Quindi se ne inserisci uno a caso ti verrà tutto sballato: cerca le caratteristiche del tuo anche se in genere sono termistori da 100 k 3)http://www.ebay.it/itm/Termisotre-cablato-1-m-100-k-NTC-RepRap-3d-printer-extruder-thermistor-/161510956250?pt=LH_DefaultDomain_101&hash=item259acd9cda 4) no 5) ti avvisa quando il piatto è acceso o spento 6) perchè il termistore inserito nel configuration.h è sbagliato Ciao ciao -
La scelta non è per niente facile. Aiutatemi a venirne fuori, per favore :)
Help3d ha risposto a criss nella discussione La mia prima stampante 3D
Per qualsiasi cosa sono a tua disposizione Ciao ciao! Piraz -
La scelta non è per niente facile. Aiutatemi a venirne fuori, per favore :)
Help3d ha risposto a criss nella discussione La mia prima stampante 3D
@criss per la mia esperienza e quella dei miei clienti la NG è una bomba. Ho montato diverse I3 e 3D rag ma le sconsiglio a chi deve essere produttivo da "subito". Con le autocostruite si risparmia un bel po' ma comunque ci si deve sporcare le mani (cosa che a me piace moltissimo ). Se hai bisogno di acquistare la NG fammi sapere, a breve metterò online il nuovo sito parallelo al Fablab only for 3D printing con tutta la sezione di assistenza online via chat e telefonica. Questo è per far in modo di dare assistenza al 100% anche per chi non è qui di Padova (dato che ho un paio di clienti anche all'estero) Ciao ciao! -
Stampa con due materiali (perimetri e infill)
Help3d ha risposto a LucaMar88 nella discussione Materiali di stampa
Per oozing e cose del genere beh.... provare provare e provare!!! non ho mai provato l'Xt -
Stampa con due materiali (perimetri e infill)
Help3d ha risposto a LucaMar88 nella discussione Materiali di stampa
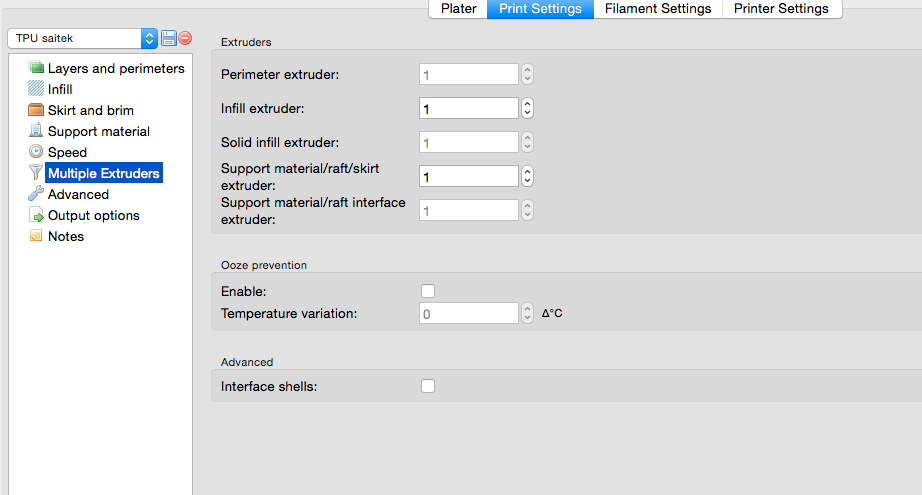
Che furbo che sono... lo trovi anche nella sezione Estrusione multipla!! :)
-
@Borderbike benvenuto! Bel challenge quello di stampare telai per bici... non impossibile ma lungo viste le dimensioni di stampa della macchina! In bocca al lupo!
-
Stampa con due materiali (perimetri e infill)
Help3d ha risposto a LucaMar88 nella discussione Materiali di stampa
Ciao Certamente, scarica SLIC3R 1.2.6 experimental. Quando hai caricato il pezzo cliccaci due volte sopra e vedrai che ti si apre un menù avanzato. Da li puoi indicare come fare l'infill piuttosto che i loop con l'estrusore che preferisci. In allegato trovi una bella gif animata che ti spiega tutto passo passo Kisslicer, slicer del quale sono un PROFONDO sostenitore, purtroppo queste cosine non le fa. Però per il resto è una bomba atomica
-
La scelta non è per niente facile. Aiutatemi a venirne fuori, per favore :)
Help3d ha risposto a criss nella discussione La mia prima stampante 3D
@criss non è il massimo rispetto a cosa? Alla fine se ti guardi bene attorno con tutte le marche hai sempre pareri contrastanti. Basta che una non stampi come deve vuoi per difficoltà di chi la ha comprata vuoi per qualche difetto (riparabile) della macchina e vien fuori il giudizio totalmente negativo. Personalmente ho deciso di trattare ESCLUSIVAMENTE Sharebot e di offrire sul suolo Veneto assistenza al 100% su tutte le macchine. Poi mi è capitato di sentire di tutto da tutti, anche che le wasp stampano di merda quando in realtà così non è , sono delle ottime macchine. Purtroppo i forum sono un po' come tripadvisor dei ristoranti... se tutti ne parlano bene ok ma appena hai una recensione negativa ed è quella che il cliente legge informandosi beh quella gli rimane in testa anche se quelle dopo sono tutte positive Se sei del Veneto passa trovarmi che ci facciamo una chiacchierata, ciao ciao Piraz -
Invent One Makerdreams, Zortrax M200 o Poetry2 Ira3d
Help3d ha risposto a Andrea78 nella discussione La mia prima stampante 3D
Valutare la Sharebot? Tutta Italiana e va che è una bomba... se sei del veneto fammi un fischio che ti faccio provare quelle del FabLab Ciauz -
Kiwi stampa fuori dal piano
Help3d ha risposto a SKAL nella discussione Problemi generici o di qualità di stampa
uhm... ma che cacchio. Hai provato con slic3r? -
Kiwi stampa fuori dal piano
Help3d ha risposto a SKAL nella discussione Problemi generici o di qualità di stampa
@SKAL forse ho capito Apri il GCODE (con notepad) di SLICER e TOGLI i seguenti comandi G90 ; use absolute coordinates M82 ; use absolute distances for extrusion Salva e rimanda in stampa, fammi sapere -
Kiwi stampa fuori dal piano
Help3d ha risposto a SKAL nella discussione Problemi generici o di qualità di stampa
@SKAL mi chiamo Andrea ma in genere mi chiamano tutti Piraz Al momento mi trovi sguarnito di Kiwi purtroppo, la ho venduta ieri l'ultima che avevo. Sento un amico se riesce a farmi comunque una prova. Ciao ciao! -
Problema homing migbot prusa i3
Help3d ha risposto a megatoby96 nella discussione Problemi generici o di qualità di stampa
controlla di non aver messo offset nello slicer che usi -
Dopo alcuni layers, quelli successivi sono spostati.
Help3d ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
in effetti potrebbe essere... non lo avevo considerato dato che lo davo per scontato fosse libera :) -
Kiwi stampa fuori dal piano
Help3d ha risposto a SKAL nella discussione Problemi generici o di qualità di stampa
posta un STL, ti faccio lo slice e provi a mandarlo in stampa -
Meglio usare il Brim, il Raft o nessuno dei due?
Help3d ha risposto a Rodrigoson6 nella discussione Problemi generici o di qualità di stampa
Se stampi PLA basta che regoli bene l'estrusione per il primo strato in modo tale che non overextruda e vai tranquillo senza brim e raft anche con pezzi oltre 20 cm. Piano a 50° in vetro e lacca. Per ABS , PC, Nylon ecc ecc vai di raft bella estesa