Adryzz
-
Numero contenuti
709 -
Iscritto
-
Ultima visita
-
Giorni Vinti
44
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Adryzz
-
Anche io avevo settato la shell a 0,35 in effetti per far apparire tutto, in piu' ne ho stampata una sola per mettere alla frusta il raffreddamento :) Secondo me comunque il nozzle 0,4 e' quello che meglio si adatta a tutte le situazioni "standard" non andrei mai piu' in basso, semmai salirei in caso di stampe molto grandi e dove la precisione e' relativa.
-
Fatta al volo ero troppo curioso per aspettare domani ....... senza infamia ne lode non mi pare male, simplify3d, 2cm di diametro, 50mm/s velocita' , 0,16 layer 12 min stampa

-
Penso che Davide sa' il fatto suo, la stampa e' molto piu' pulita e il materiale meglio agglomerato, piu' che l'uggello credo faccia la differenza la macchina e la bravura a settare lo slicer, e ovviamente primo tra tutti il materiale usato per stampare. Domani provo a stamparla io con ugello da 0.4 su prusa cinesissima ridisegnata e dopata da me ... son curioso
-
Primo acquisto
Adryzz ha risposto a ascoenzo nella discussione Problemi generici o di qualità di stampa
www.koperfil.eu Ottimo pla a prezzo irrisorio, 17€/Kg -
Se era il cubo.gcode non va bene per te, era settato per ugello da 0,3
-
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Scusate l'assenza ma famiglia+lavoro = zero tempo libero Dunque, io non uso cura ma uso simplify3d, per evitare quelle maledette righe che dici tu ( finalmente ho capito cosa intendi ) c'e' un parametro che si chiama "coast at end", detto in parole povere, normalmente quando fai una riga da 10 cm, l'estrusore estrude 10 cm e alla fine resta in pressione, ovviamente quando si sposta cola fuori un po di filo fuso, questo parametro che io tengo a 2,4mm serve a dire all'estrusore che qualunque riga stampi, smetta di estrudere 2,4 mm prima della fine, quindi quello che cola riempie quei 2,4mm e quando si sposta e praticamente vuoto e non fila. Ma non ho idea se esista e come si chiami su cura. Roberto: Le ultime stampe sono davvero ok ,... complimenti !!! Per il vetro invece, che sia 3 o 6 mm puo' succedere che si delamina come e' successo a te perche' il pezzo aderisce troppo, se non riesci a staccarlo non forzare, immergi vetro + pezzo stampato in acqua tiepida e dopo un po si stacca facilmente ( ho detto tiepida non bollente altrimenti sciogli anche il pla ) -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Sinceramente nelle tue ultime foto non vedo tutti questi fili di cui parli, forse potresti provare un altra marca di filamento boh .. in ogni caso se vuoi un oggetto "bello" alla fine devi usare stucco spray, carta vetrata sottile e aerografo o bomboletta per il colore di finitura, nessuna stampante a filamento dara' mai un risultato esteticamente perfetto. -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Bella stampa, cominciamo a ragionare bravo !!! Non ho mai stampato pla caricati, ma si e' possibile che si debba alzare un po la temperatura, ogni materiale e' a se stante e ha le sue caratteristiche, per il riempimento 65% mi pare un po tanto a meno che non si stampino oggetti per cui e' richiesta molta resistenza, in genere per gli oggetti "standard" io metto 20% Mai provato, credo si debba usare la pausa della stampante per il cambio colore, ma non ho mai fatto cose multicolor, alternativa stampi i pezzi separati e li incolli con una goccia di attack che sul pla tiene benissimo -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
In breve .. la parte che scalda e la punta sono le solite ( nel video sono particolari ma e' irrilevante ) , tu hai un sistema diretto ovvero il filamento entra sul motore subito sopra la parte che fonde il materiale. In quel sistema invece i motori sono 4 e posti sopra la stampante, attraverso 4 tubicini di teflon portano 4 filamenti di 4 colori alla testina ( modificata per ricevere 4 filamenti al posto di uno ) poi da software ( e con l'ausilio di una scheda aggiuntiva ) decidi quali dei 4 colori usare, oppure puoi miscelare tra loro i colori come preferisci. Chiaramente ad ogni modifica del colore o del mix devi mandare la testina su un angolo sulla famosa torre di spurgo per far estrudere a vuoto finche il colore non si stabilizza e poi continuare la stampa. Il sistema in se e' favoloso e funziona molto bene, ma ha problemi con certe gomme che non gradiscono il tubo di teflon e si inceppano e poi rallenta in modo notevole la stampa, in compenso i risultati sono da libidine !!!! Non e' uno spessore di alta precisione, il foglio deve "grattare" un po quando lo passi sotto, poi stampi e se non attacca bene giri la vite di regolazione di z per abbassare la punta di poco poco ( meno di un quarto di giro ) e riprovi Ricorda di cambiare sul programam di slicer il diametro dell'ugello da 0,3 a 0,4 e' molto importante -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Il foglio deve passare facendo attrito !!!!! non liscio, ma chi le inventa queste scemenze ? Se non attacca prova a lavare bene il vetro con acqua calda e sapone e poi rimetti due belle passate di lacca, forse c'e' un po di grasso lasciato dalle mani sul vetro. Il layer lascialo a 0.2 e vedrai che se e' tutto tarato bene attacchera' anche troppo Si usano testine particolari come questa : -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Di niente figurati ... a domani -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Ok torniamo qua .... Stampa metti una minima e una massima io direi 30-60 Spostamento meglio se sempre veloce per evitare fili quindi 100-100 Primo layer il piu' importante quindi SEMPRE LENTO 30-30 Perimetro esterno e' quello che vedi quindi SEMPRE LENTO 30-30 perimetro interno 30-60 tanto non si vede etc ...... No, e' la torre di spurgo se hai piu' colori su un solo ugello, al momento del cambio deve spurgare il primo colore -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Diametro e' quello che misuri conil calibro, misuralo in 4 punti su 1 metro di lunghezza e fai la media, flusso meglio 95% -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Quale ? -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
La terza immagine puo' andar bene cosi' ... questa invece dall'alto : 100 3 3 0.1 0 0 0.3 Crea wipe io lo toglierei ma vedi se ti serve o no -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Esatto, certe cose DEVONO restare lente -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
partendo dall'alto metti : 30-60 100-100 30-30 30-30 30-60 30-60 30-30 poi .... altezza layer 0.2, altezza primo layer 0.22 -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Riguardati le foto che avevi messo all'inizio ... hai fatto passi da gigante !!! 30 euro/kg e' tanto per i prossimi ti consiglio www.koperfil.eu e' quello che uso io, va davvero molto bene si stampa a 195 gradi con piatto a 40 gradi e costa 16 euro al kilo, pochissimi fili molto fluido e risente pochissimo dell'umidita' nel tempo. -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Al 90% i fili dipendono dal PLA .. pla culo=tanti fili, in ogni caso una buona ritrazione e' sui 3mm a 100mm/s -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
PLA fuso a 250 gradi ? .....davvero troppo sei al limite dei fumi tossici -
Stampante con due caratteristiche
Adryzz ha risposto a olac nella discussione La mia prima stampante 3D
Con una qualsiasi stampante anche economica si fa' ciò' che chiedi ma secondo me il problema e' un altro ... il pezzo sarebbe tremendamente fragile, anche piu' di un "uovo" Ah dimenticavo ... la trasparenza https://www.filoprint.it/sbs-glass-like-o-175-mm/390-sbs-glass-trasparente-o-175-mm.html -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Primo commento dell'anno nuovo e poi vado a nanna che senno sveglio il pupo e poi son dolori .... NO CONVOGLIATORI CIRCOLARI per l'amor del cielo ... FANNO SCHIFO !!!!! Aria sempre diretta http://www.thingiverse.com/thing:540716 Questo e' un esempio non e' che devi fare proprio quello ... ma aria diretta niente cerchi o giretti vari E comunque BUON 2017 !!!!!!!!!! AUGURONI A TUTTI -
geetech prusa i3 estrusore mk8
Adryzz ha risposto a massi5s nella discussione La mia prima stampante 3D
Metto mille motorini nema collegati alla ruota della cyclette e la moglie a pedalare tutto il giorno, lei resta in forma e io disdico l'Enel ... FATTAAAAAAAAAA !!!!!!!!!!!! -
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
Forse cosi' si capisce meglio ... sempre guardandolo di fronte
-
geeetech prusa i3 mk8 pro B roberto milano sta arrivando ma...??
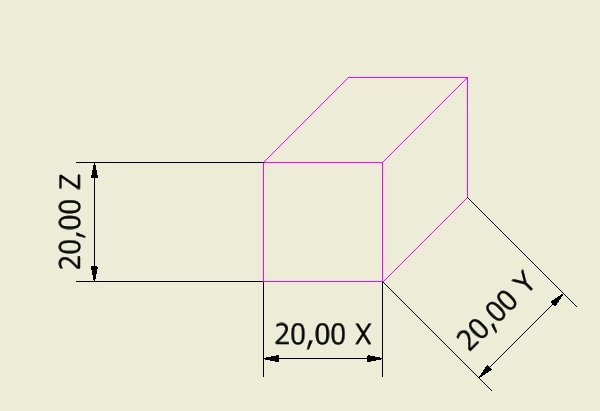
Adryzz ha risposto a roberto76milano nella discussione La mia prima stampante 3D
mamma mia che mal di testa .....a me servono 3 misure : Guarda il cubo dal davanti del piatto 1: Larghezza lato frontale presa nel mezzo = X 2: Larghezza del lato destro o sinistro presa nel centro = Y 3: Altezza del lato frontale presa dal centro = Z Si decisamente