FoNzY
-
Numero contenuti
6.647 -
Iscritto
-
Ultima visita
-
Giorni Vinti
458
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
sapevo che era tutto un complotto! 😂
-

Bambu Lab X1-Carbon – gommino per cuscinetto a sfera
FoNzY ha risposto a Marco nella discussione Hardware e componenti
ammazza che porcata 😅 che caduta di stile da un azienda come bambulab -
Problema Step/mm estrusore con ugello
FoNzY ha risposto a Xerion87 nella discussione Problemi generici o di qualità di stampa
continuo a non capire cosa intendi...peer hot end intendi ugello? questo test va fatto solo senza ugello, con ugello non serve a niente -
da bravi cinesi hanno ripetuto a nastro la frase indicata secondo me 😂 per pura casualita' avevano ragione 😅 adesso che so che devo cercare lo screen protector forse in quel punto si nota qualcosa...ma son convinto che anche loro siano andati a caso...

-
Problema Step/mm estrusore con ugello
FoNzY ha risposto a Xerion87 nella discussione Problemi generici o di qualità di stampa
questa frase mi lascia perplesso, che intendi "stampa 80mm" se dai il comando di estrudere 100mm l'hot end si satura di capacita' prima di estruderli se la velocita' non è schifosamente bassa. hai provato a stampare qualcosa? dubito che sia il motore, difficile che funzioni male, di solito non hanno vie di messo o tutto o niente.... parli di vref e lcd... la vref è una cosa, gestire la potenza ai motori da lcd un altra... -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
se son bruciati non hai modi semplici per capirlo, l'unica cosa che puoi fare che è anche la piu utile è verificare con il test un eventuale corto. l'unica cosa che puo' causare danni è un corto diretto. comunque i driver sono tosti diffcile che si siano bruciati -
un minimo si, secondo me saranno abbastanza ininfluenti. due soluzioni e mezza... la prima è il reso, la seconda è chiedere uno schermo sostitutivo in garanzia....continuare ad usare comunque questo schermo finche per necessita' non serve cambiarlo(questa era la mezza 😅)... fai bene ad essere preoccupato, è un difetto di produzione importante sebbene non ne pregiudichi il funzionamento. p.s. le mie stampanti hanno solchi che le tue bolle sembrano niente in confronto...e stampano da migliaia di ore senza problemi...
-
dipende, se vuoi il risultato migliore devi sempre metterli a mano magari partendo da quelli gia' messi in utomatico. tutti gli slicer per esempio mettono i supporti sull'angolo esterno del bordo cosa di un scemenza inaudita
-
Consigli su marca e grade filamenti TPU
FoNzY ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
si ma no, la guarnizione deve essere liscia e con la fdm non vengono liscie. per applicazioni "alla buona" vanno anche bene ma in generale no -
Consigli su marca e grade filamenti TPU
FoNzY ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
ni, perche sono tutti intorno a 90? perche è il compromesso migliore, morbidezze maggiori comportano problemi maggiori in fase di stampa, si preferisce modificare lo spessore delle pareti piuttosto che scendere di durezza. Premesso quanto sopra se sei costretto dal design vai di 60a ma in questo piu' che scegliere devi prendere quello che passa casa...non credo ci siano tante opzioni in questo senso.... se vuoi qualita' personalmente trovo che i filamenti form futura siano gli unici di una qualita' sensibilmente migliore rispetto alla media, vale per il tpu ma anche con tutti gli altri. non credo tuttavia abbiano il 60a -
Stampa finisce prima del dovuto
FoNzY ha risposto a matteoagricola nella discussione Problemi generici o di qualità di stampa
probabile che sia un errore nel gcode, hai provato con altri oggetti? potrebbe anche essere un errore di lettura della sd se capita su diversi gcode. hai cambiato slicer? hai sempre usato lo stesso slicer? lo hai aggiornato di recente? potrebbe anche essere un problema di natura elettrica ma è molto poco probabile.... -
tronxy x5sa-500-2e proviamo a farla stampare?...
FoNzY ha risposto a darkangel00 nella discussione Tronxy
dipende da che scheda madre scegli, visual bassic+ platformio o arduino ide se usi marlin. se passsi a klipper o rff (marlin non lo so) puoi usare l'input shaping per stampare a velocita' piu' alto se la meccanica te lo consente. questo è un errore di gestione del gcode, probabile che sia troppo vecchia la scheda e non supporti i nuovi gcode anche se sembrano simili magari un comando è diverso -
tronxy x5sa-500-2e proviamo a farla stampare?...
FoNzY ha risposto a darkangel00 nella discussione Tronxy
devi si cambiare scheda madre per abilitare le funzioni piu' moderne ma non sperare di trovare guide gia pronte, smanettare il firmware devi farlo tu. boh, dipende da cosa cerchi di ottenere, irrigidire la stuttura potrebbe aiutare il problema non è cura ma sei tu, devi essere tu a ritoccare le impostazioni per migliorare la stampa, se speri nella pappa gia' fatta stai fresco.... -
Nuovo arrivo Bambu Lab A1 Combo: suggerimenti per stampe "organiche"
FoNzY ha risposto a Franco_64 nella discussione La mia prima stampante 3D
senza offesa ma puoi e dovresti pretendere di piu' dalla tua stampante, questa stampa ha molto margine di miglioramento supporti esclusi, con la bambulab anche nel peggior set up possibile sarai avanti anni luce comunque. -
Nuovo arrivo Bambu Lab A1 Combo: suggerimenti per stampe "organiche"
FoNzY ha risposto a Franco_64 nella discussione La mia prima stampante 3D
ma ti ha dato un parere giusto, se provi a buttare giu un muro con lo stuzzicadenti, e ti suggeriscono di usare il martello è perche' il martello è la scelta piu' idonea, il consiglio di eman è sensato, se vuoi qualita' lascia perdere la fdm, poi se non ti piace è un altro discorso. dipende dal tipo di supporto, non esiste una risposta universale, la domanda è: vuoi smanettare i settaggi per ogni supporto? per prestazioni ottimali dovresti ogni volta modificare le impostazioni della stampante per ottenere la soluzione ideale in base al caso specifico. essendo un filamento originale,bambulab ha ottimizzato le impostazioni ad un buon livello al posto tuo,realisticamente simile a quello del pla bambulab con la differenza che essendo questo un filamento pcabs la temperatura di fusione è piu' alta e quindi non viene intaccato dal materiale dell'oggetto stesso, tutto sommato è leggermente migliore del pla come supporto nel 90% dei casi. un consiglio che non hai chiesto ma ti dico lo stesso è quello di non credere mai ai filamenti che non hanno la chimica nel nome, se chiami un filamento "magic support" e non "pc+abs" hai qualcosa da nascondere aka solo marketing. La bambulab non è la stampante idonea al tuo scopo, avresti dovuto prendere una doppio estrusore e non una singola estrusore, implica che ad ogni cambio filo perdi un eternita' nello spurgo e un eternita' a tornare alla temperatura target che sara' sempre sbagliata comunque. una doppio ugello sarebbe stata la scelta piu' giusta,con un ugello usato solo per i supporti. (non è un consiglio è per farti capire che è inutile eccellere sul filamento se poi hai limitazioni altrove) il pva non è meccanicamente migliore del pcabs, ha il solo vantaggio di sciogliersi in acqua ma ha una serie di problemi giganteschi dovuti all'umidita', in una scala di difficolta di stampa,il pva è sicuramente tra 8 e 10, dove il pla è 3 e il pcabs 6\7 in ambito professionale si usa il ppa, sicuramente piu' costoso di un qualsiasi filamento classico ma va d'accordo con l'umidita' e non è un panico come il pva seppur meccanicamente simile agli altri. -
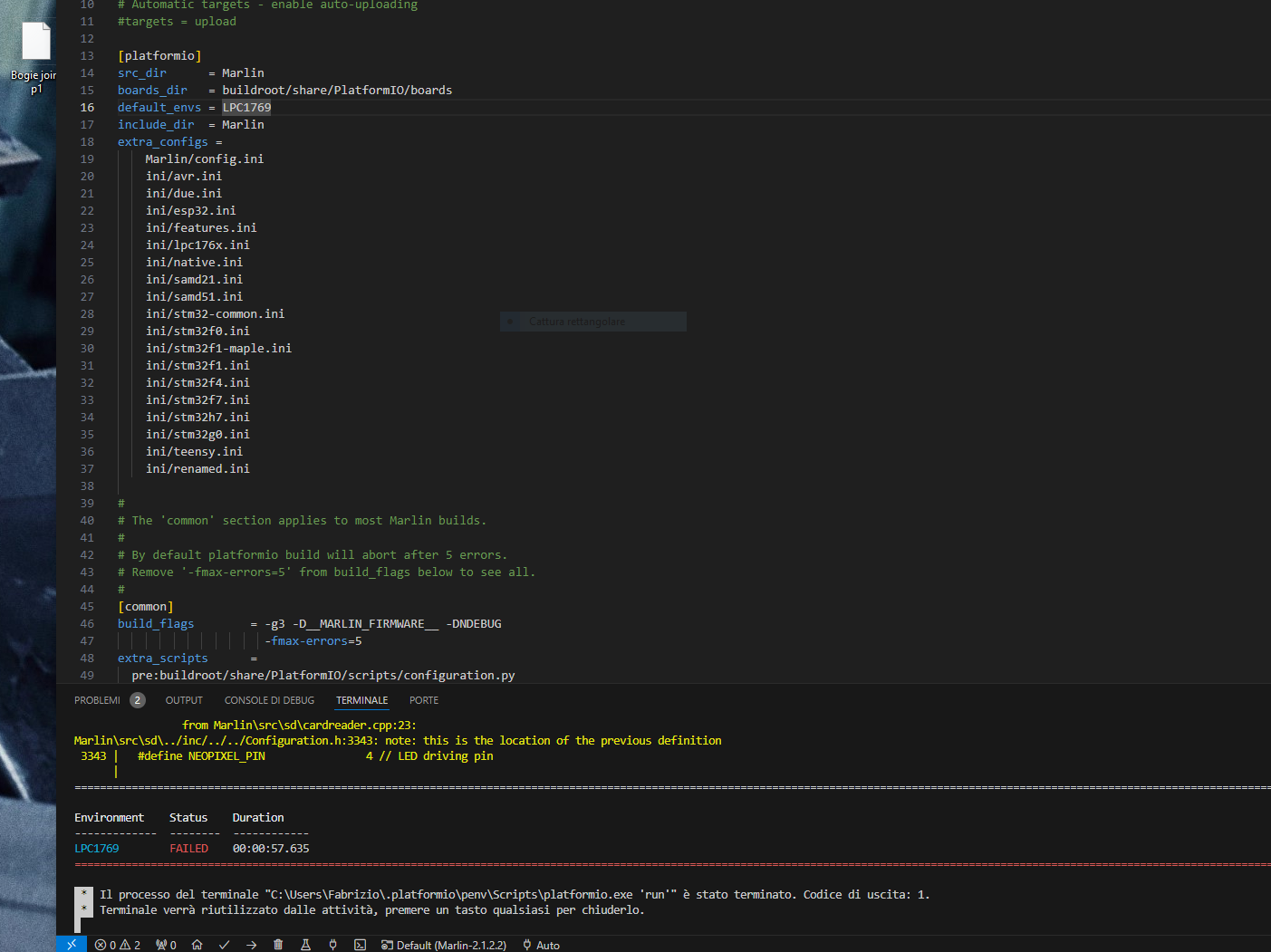
problema firmware
FoNzY ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
a me da errore di compilazione, quello che ricevo io è sicuramente qualcosa fuori posto che è effettivamente incasinato riguardo ai led!?, quello che ricevi' tu è di natura diversa : dicono che sia legato a qualche estensione che tu hai, io confermo di non avere estensioni.
-
Antialiasing
FoNzY ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
ti ho mandato un pm, non so' qui che sia successo 😅 i pm li trovi in alto a destra sopra il tuo nome, c'è una busta delle lettere -
che significa? puoi usare praticamente ogni scheda madre sul mercato, devi decidere basandoti su due fattori, che firmware vuoi usare e su che budget vuoi spendere....
-
Stampa a resina, domande sceme da niubbo...
FoNzY ha risposto a Otto_969 nella discussione La mia prima stampante 3D
ti sei risposto 😅 se vuoi aspettare sulla carta la saturn è la scelta migliore se non vuoi aspettare la mars è la scelta migliore ma a mio parere l'area di stampa piccola primo o poi ti fa pentire maramente. considera che le differenze non esistono tra queste stampanti, come sulle fdm alla fine son tutte estremamente simili...9,12 47573k è l'ultimo dei problemi.... io ho solo anycubic e mi trovo molto bene, sono piccoli carri armati pero' si, la sensazione è che siano rimaste un po' indietro.... ni, in un settore dove 10euro fanno la differenza basta una sciocchezza per spingerti fuori merato purtroppo... -
Stampa a resina, domande sceme da niubbo...
FoNzY ha risposto a Otto_969 nella discussione La mia prima stampante 3D
va premesso che la stampante a resina ha la sua curva di apprendimento, devi considerare una curva di apprendimento piu' o meno importante. direi che sei obbligato ad usare le resine ad acqua, le resine classiche fanno un cattivo odore per quanto tu possa starci attento non lo elimini e dentro casa non è fattibile. le resine ad acqua si lavano in appunto acqua a discapito delle prestazioni della resina stessa che rispetto a quelle classiche sono meno performanti e dovrai prendere un prodotto piu' "premium" se vuoi prestazioni superiori. non sono resistenti come quelle in plastica ma hanno una piu' che buona resistenza, l'importante da tenere a mente è che la luce diretta del sole le distrugge e vanno dipinte oppure va stimata una durata di 18mesi -
Stampa 3d di modelli architettonici
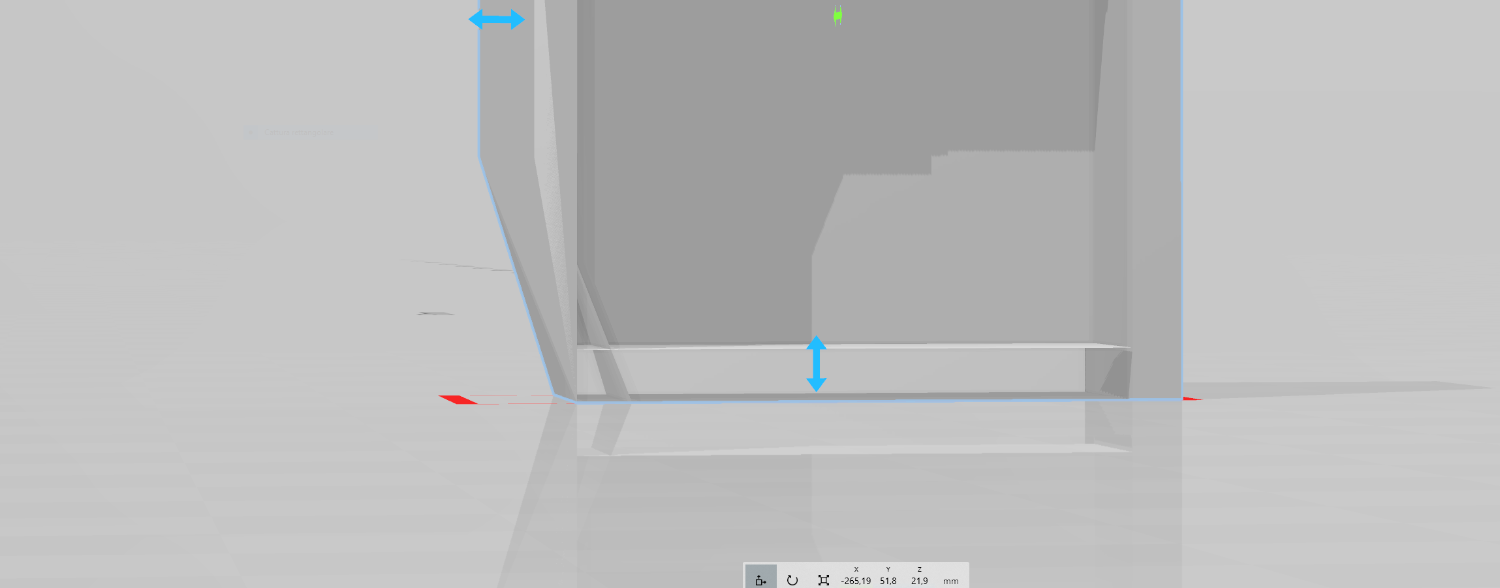
FoNzY ha risposto a luca95 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
il tuo problema sono le linee di troppo nel programma di disegno, questa è la sezione interna del tuo file, come vedi ci sono delle facce interne di troppo
-
Problema di temperatura piatto fuori controllo
FoNzY ha risposto a Marco712 nella discussione Hardware e componenti
hai fatto la cosa giusta, cambiare scheda è l'unica opzione. il piccolo interruttore elettronico sulla tua vecchia scheda madre si è bruciato rimanendo su "chiuso", anche volendo sostituirlo il ricambio probabilmente non esiste. -
Antialiasing
FoNzY ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
Come sicuramente gia' sai il mondo è pieno di imprenditori che sono andati a gambe all'aria per aver acquistato stampanti nella fascia 80-100k, le professionali hanno costi di gestione altissimi e allo stesso tempo non sono adatte per un utilizzo service quindi concordo in pieno, bisogna stare molto lontani dalle stampanti per uso interno perche' nel 99% dei casi son soldi buttati allora, nel professionale industriale si usa un tipologia di stampa diversa, la stampante è essenzialmente rovesciata dove la piastra affonda nella resina e l'oggetto viene creato dal basso verso l'alto direttamente sulla pistra. AL primo layer la piastra è sotto la superficie di 0,05mm, al secondo layer 0.1mm etc...in questo modo sul pezzo le uniche forze sono quelle indotte dalla resina. le stampanti a resina ad alta precisione usano tecnologie proprietarie ed il sistema è totalmente diverso. per quanta riguarda le "semi professionali" l'unica esperienza (pessima) che ho avuto è con le dws, usano una vaschetta in plexiglass rigido con fondo in silicone anti-aderente, i pezzi vengono separati dal fondo vasca con un movimento verticale ma anche orizzontale, la vaschetta si muove in senso orizzontale rispetto alla piastra in modo da dividere le forze su due direzioni ed assicurare una piu' omogenea usura su tutta la superficie della vaschetta. c'è anche formlab con la tecnologia "low-force" che è lunga da spiegare qui... Ormai mi hai catturato, se mi permetti vorrei mandarti un prototipo (ovviamente gratuito) almeno mi dici che ne pensi 😅 , scommetto che non hai mai visto niente di simile 😁 -
Antialiasing
FoNzY ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
che hai oltrepassato il mondo della stampa 3d trattata nel forum(ma in tutti i forum) di anni luce 😅 è un concetto che diverge molto dalla stampa 3d hobbystica, ne le stampanti ne le resine comunemente usate per queste stampanti hanno mai approfondito questo aspetto perche' essenzialmente non importa a nessuno ed anche volendo non sarebbero in grado di sfruttarlo. è un discorso che all'atto pratico perde di significato perche' ne la resina,ne la macchina,ne il suo hardware sono in grado di esprimere realmente queste potenzialita' anche volendo. non lo so' per certo ma con buona pace credo che l'anti alising presente nella stampante non sia altro che un derivato/residuo di quello che è stato fornito dal produttore dello schermo che pensava sarebbe stato usato su un tv. La gestione hardware della sorgente luminosa anche, piu' che un vero controllo in potenza hai una cosa del tipo on\off... se usciamo dal mondo hobbystico,le stampanti non hanno impostazioni da smanettare ed usano solo resine proprietarie... c'è una fascia di resine professionali per stampanti "aperte" che son sicuro abbiano fatto ricerche in questo senso, liqcreate,siraiatech,basf,bluecast. non avevo visto il post senno' avrei risposto prima 😅, pero' devo chiederti, come mai sei anche tu cosi' "ossessionato" dalla precisione? sono 15 anni che lavoro nel settore, ho conosciuto tantissima gente ossessionata ben oltre ogni sano liimite dalla precisione di questo mondo additivo che preciso non è..che cambia 0,1mm in + o in - su l'anello? o su una dentiera, o su una protesi...per quanto ne so' solo i mattoncini lego rispecchiano questi standard in questo mondo 😂 -
Spessore zattera non conforme
FoNzY ha risposto a Slevin19 nella discussione Problemi generici o di qualità di stampa
puoi quantificarlo? Premettendo che queste stampanti sono dei giocattoloni e che le resine utilizzate siano comunque una mezza schifezza, dalle foto si nota chiaramente che le tue zattere presentano deformazioni evidenti nella prima parte. In molte immagini si può facilmente individuare una separazione dei singoli strati nella prima parte della zattera, dovuti ad una non ideale esposizione ed alla grande dimensione della zattera dovuto principalmente al limite tecnologico. Se consideriamo la notevole forza necessaria per rimuovere la zattera dal fep e la sottigliezza degli strati, si verificherà inevitabilmente un allungamento verticale. Questo è evidenziato nella tua ultima foto, dove si nota che solo i primi strati della base sono interessati dalla delaminazione, mentre successivamente la situazione migliora grazie all'aumento della rigidità che piu' o meno coincide anche con uno spessore sufficiente a bloccare la luce impedendo ulteriore esposizione ai layer gia' induriti. le stampanti con fep hanno tutte di queste problemi infatti nella stampa 3d industriale il fep non si usa proprio per evitare deformazioni dovute alle trazioni verticali. la risposta corta e: fai la zattera piu' piccola che puoi ma non fasciarti la testa tanto non lo risolvi. Questo è il problema con i pacchi Stampanti. Non sai mai cosa c'è dentro fino a quando non li apri 😅