FoNzY
-
Numero contenuti
6.659 -
Iscritto
-
Ultima visita
-
Giorni Vinti
462
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Rumore alimentatore
FoNzY ha risposto a xaem nella discussione Problemi generici o di qualità di stampa
ma da quanti watt è l'alimentatore? forse sei al limite della potenza erogabile ed essendo un alimentatore economico emette quel "ronzio" per indicare che sta "soffrendo" -
PRIMA STAMPA IN ABS
FoNzY ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
è da 12 ampere, se l'alimentatore di regge ci metti poco tempo... -
PRIMA STAMPA IN ABS
FoNzY ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
forse puoi mettere una lampada riscaldante, producono molto calore,consumano pochissimo e costano su i 10 euro (dicono forse perche' si scaldano tanto e se non stai attento sciolgono i materiali con i quali entrano in contatto) la usi per scaldare la camera mentre il bed si riscalda,roba di 30minuti e puoi spegnerla..... https://www.amazon.it/dp/B01D5SI8CK/ref=sspa_dk_detail_2?psc=1&pd_rd_i=B01D5SI8CK&pd_rd_w=jwY1K&pf_rd_p=365a3205-59f3-4b5b-b44d-9c9ece8162af&pd_rd_wg=JDTYD&pf_rd_r=W8QJVKSCQ5MN556XFVRW&pd_rd_r=42407331-98ae-48ca-98c0-9b60d148689a&spLa=ZW5jcnlwdGVkUXVhbGlmaWVyPUExTjZKUDlMSTAwQkpYJmVuY3J5cHRlZElkPUEwNDI0OTY3Mlo2NkYxRlg1MVRKVSZlbmNyeXB0ZWRBZElkPUEwNzUyODY3MjdDSUg3NlUxMzNYWSZ3aWRnZXROYW1lPXNwX2RldGFpbCZhY3Rpb249Y2xpY2tSZWRpcmVjdCZkb05vdExvZ0NsaWNrPXRydWU=- 25 risposte
-
- 1
-

-
- abs
- ender 3 pro
- (and 1 più)
-
PRIMA STAMPA IN ABS
FoNzY ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
infatti non credo sia un problema, se puoi cerca di aumentare la temperatura in camera, sarebbe meglio riscaldarla fin da subito piuttosto che arrivare dopo un ora -
PRIMA STAMPA IN ABS
FoNzY ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
dipende, un sottile strato su tutto il piano puo' bastare, senza esagerare puoi metterla un poco ad ogni stampa.... regola l'altezza per ottenere un primo layer perfetto, non importa veramente se è 0,2\0,2510,3...l'importante è che sia il piu' possibile omogeneo e ben fatto è stato un caso- 25 risposte
-
- 2
-
-

-
- abs
- ender 3 pro
- (and 1 più)
-
dubito che basti solo un nuovo firmware, secondo me il danno è hardware... comunque qui trovi il firmare: https://www.elegoomars.com/forum/showthread.php?tid=2 il tizio dice che all'interno trovi tutte le istruzioni...sembra che non esista una cosa "ufficiale"
-
problemi durante la stampa
FoNzY ha risposto a And Bot 06 nella discussione Problemi generici o di qualità di stampa
non saprei proprio dipende troppo dalle caratteristiche uniche della tua stampante.. -
il laser non puo' creare modelli per fusione e quindi per forza di cose ti servono due prodotti distinti. la stampante 3d puo' stampare in resina calcinabile (non economica) modelli che possono essere fusi per poi usarli come stampi per metallo. a te interessano le stampanti a resina, i prezzi partono da 150 euro in su'..in questo caso potrebbe bastare una stampante entry level quindi sei sotto i 200 euro... alcune stampanti 3d sotto i 200 euro: elegoo mars, creality ld002,longer orange. parlando dell'incisore laser, un incisore non taglia nulla, un laser co2 taglia ma incide anche. per poter lavorare su i metalli con i laser devi spendere...almeno quello che pagheresti un monolocale in centro 🤣 quindi dimentichiamoci dei metalli.... per i soli incisori molto economici non ne so' molto quindi sorvolo... per i taglio\incisori laser il prodotto piu' economico è il laser "cinese da 40watt" che trovi su amazon (amazon ti offre una garanzia praticamente fondamentale perche' questi cosini sono una trappola!) il prezzo è intorno ai 300 euro e non richiede altre spese, almeno all'inizio.... https://www.amazon.it/Techlifer-Incisione-Taglierina-Strumenti-Lavorazione/dp/B07SF5FF82/ref=sr_1_1?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=40+watt+laser&qid=1603047106&sr=8-1
-
Problemi mesh poco dettagliate
FoNzY ha risposto a Gabriele0711 nella discussione Problemi generici o di qualità di stampa
premettendo che il formato .stl è un file a bassa risoluzione composto da triangoli, quindi non esistendo superfici curve le curve vengono ridotte ad un numero finito di triangoli. in questo caso credo che stiamo un po' esagerando, credo che il problema sia il cad. anche i cad riducono le curve in segmenti (quindi un cerchio sono un tot di segmenti dritti) e questa % di riduzione è personalizzabile in base alle proprie necessità. devi modificare l'impostazione di accuratezza di archi e cerchi (almeno solo per l'esportazione) tenendo presente che il file .stl non è super accurato in questo senso e quindi valori estremamente alti non servono -
problemi durante la stampa
FoNzY ha risposto a And Bot 06 nella discussione Problemi generici o di qualità di stampa
fidati che lo sono, il fatto che prima andava bene dipende da un milione di fattori, è uan stampa da 8 ore a singolo perimetro anche un "pelo" puo' rovinartela se vuoi puoi provare e riprovare a cambaire questo e quello ma non ne vale la pena.... P.s. la parte centrale è piu' facile da stampare -
problemi durante la stampa
FoNzY ha risposto a And Bot 06 nella discussione Problemi generici o di qualità di stampa
non è che deposita filamento in piu', stampare quel modello di eclipson richiede dei settaggi precisissimi, devi lavorare parecchio sui settaggi per poter stampare quell'aereo in modo perfetto, realisticamente un po' di punti brutti è piu' che accettabile data la difficolta. per quanto riguarda il piano...perche hai cambiato piano? se hai difficolta di adesione livella il piano... -
TPU e ragnatele nonostante detrazione
FoNzY ha risposto a markee66 nella discussione Materiali di stampa
se gia' hai abilitato la ritrazione (cosa che normalmente non serve e non deve essere fatta) l'unica altra cosa da fare è ridurre la temperatura -
Creazione modello cad con Geomagic design x??
FoNzY ha risposto a vitoditano nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
anche se ancora non ho ben capito diverse cose.... il cad che puoi usare per trasformare un file .stl in un file .step è fusion 360 che probabilmente viene ancora dato in versione gratuita per gli studenti, in alternativa qui lo abbiamo un po' tutti fusion e non credo sara' un problema esportarlo -
Creazione modello cad con Geomagic design x??
FoNzY ha risposto a vitoditano nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
e questo cad editabile che estensione deve avere? -
Creazione modello cad con Geomagic design x??
FoNzY ha risposto a vitoditano nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
non ho capito se hai una mesh,un stl o un altra cosa.... nella foto sembra una scansione 3d ed uno scanner cosi grande credo e spero esporti anche in stl... aggiorno: mi sono andato a vedere cos'è geomagic, quindi tu hai un file di geomagic che è la scansione e vorresti trasformarla in un altra cosa giusto? -
Problema connessione Cr10Spro/Tinymachines-Pronterface
FoNzY ha risposto a Lince nella discussione Software di slicing, firmware e GCode
con qualsiasi altro comando non succede niente? -
Problema connessione Cr10Spro/Tinymachines-Pronterface
FoNzY ha risposto a Lince nella discussione Software di slicing, firmware e GCode
non ho capito... -
Problema connessione Cr10Spro/Tinymachines-Pronterface
FoNzY ha risposto a Lince nella discussione Software di slicing, firmware e GCode
non è che devi tirarla ad indovinare, devi mettere quella giusta... da gestione dispositivi controlla se la stampante ha i driver giusti ed in quale porta si connette -
Scheda Madre Ender 3 rotta. Che fare?
FoNzY ha risposto a Frasier nella discussione Hardware e componenti
se è di ottima qualita' problemi non dovrebbero esserci -
Scheda Madre Ender 3 rotta. Che fare?
FoNzY ha risposto a Frasier nella discussione Hardware e componenti
anche sulla bigthree...praticamente su tutte le schede puoi farlo.... forse il nema 34 è un po' troppo grosso per una stampante di plastica 😂 non se sono certo ma direi di no, praticamente nessuna lo è... si, è ok l'unica differenza con la turbo sta nel fatto che per l'asse Z su questa puoi montare un solo driver quindi la potenza va divisa per due motori non è assolutamente un problema il firmware devi caricarlo allo stesso modo della turbo...allo stesso modo di tutte...la differenza con le schede madri "Brand" (tronxy,creality,anycubic...etc) è che non serve altro hardware per il boot loader e fai tutto con un cavetto usb -
Scheda Madre Ender 3 rotta. Che fare?
FoNzY ha risposto a Frasier nella discussione Hardware e componenti
non ho capito...hai marlin configurato per la scheda anycubic? e puoi editarlo? se puoi editarlo siamo al 99% del lavoro questa ha anche i driver: https://www.amazon.it/BIQU-DIRECT-Printer-Control-Upgrade/dp/B083GN5MJ2/ref=sr_1_1_sspa?__mk_it_IT=ÅMÅŽÕÑ&crid=240AEAGA691I3&dchild=1&keywords=skr+turbo+1.4&qid=1602721003&sprefix=skr+turb%2Caps%2C167&sr=8-1-spons&psc=1&spLa=ZW5jcnlwdGVkUXVhbGlmaWVyPUEyMlhNRDVTUVFBVlNYJmVuY3J5cHRlZElkPUEwMzE0MTIxMllQSkQ1RlhTRUhBVSZlbmNyeXB0ZWRBZElkPUEwMTA2MjA3M0Q4RUlCRjdPQkJPWiZ3aWRnZXROYW1lPXNwX2F0ZiZhY3Rpb249Y2xpY2tSZWRpcmVjdCZkb05vdExvZ0NsaWNrPXRydWU= (questi driver sono tra i migliori) https://www.amazon.it/BIGTREETECH-Smoothieware-Controller-stampanti-Compatibile/dp/B082H8M1LV/ref=sr_1_8?__mk_it_IT=ÅMÅŽÕÑ&crid=240AEAGA691I3&dchild=1&keywords=skr+turbo+1.4&qid=1602721056&sprefix=skr+turb%2Caps%2C167&sr=8-8 (questa non ha i driver e devi acquistarli separatamente, spendendo anche meno rispetto a quella sopra) questo è il dysplay, puoi usare diversi tipi di display questo offre un buon rapporto qualita'\prezzo https://www.amazon.it/PoPprint-BIGTREETECH-TFT35-V3-0-touchscreen/dp/B07W1Q42KK/ref=sr_1_22_sspa?__mk_it_IT=ÅMÅŽÕÑ&crid=240AEAGA691I3&dchild=1&keywords=skr+turbo+1.4&qid=1602721056&sprefix=skr+turb%2Caps%2C167&sr=8-22-spons&psc=1&spLa=ZW5jcnlwdGVkUXVhbGlmaWVyPUEyNzUyVUc2ME5LVUdSJmVuY3J5cHRlZElkPUEwOTk1OTg2M1c0OVNZSVQzMlpQRSZlbmNyeXB0ZWRBZElkPUEwNjYxNDM1SDc0OTg5SkhXRFZXJndpZGdldE5hbWU9c3BfYnRmJmFjdGlvbj1jbGlja1JlZGlyZWN0JmRvTm90TG9nQ2xpY2s9dHJ1ZQ== -
Scheda Madre Ender 3 rotta. Che fare?
FoNzY ha risposto a Frasier nella discussione Hardware e componenti
in questo caso aiutarti da remoto diventa difficile ,il firmware va testato di persona ,capito cosa manca e sistemato, fare gli aggiustamenti al firmware a distanza è mooolto controproducente.... come scheda io ti consiglio la skr 1.4 turbo, è economica ma ha ottime prestazioni, soprattutto trovi migliaia di video guida sul tubo (video in inglese) la soluzione piu' economica è la ramps 1.4 anche questa ha parecchi video tutorial in rete... piu' che un libro se mastichi l'inglese guardati i video attento perche potrebbe essere stato l'alimentatore a friggerti la scheda madre e se ne metti un altra fa la stessa fine -
Problemi di autolivellamento del piano z su sul piano in vetro
FoNzY ha risposto a albatros nella discussione Hardware e componenti
ehm....no nel modo piu' assoluto! 😅 -
è il filamento ad intasare il nozzle, anche a me è successo con un filamento simile. all'interno ci sono delle impurita' che non è detto siano costanti per tutto il "filo" ma depositandosi all'interno dell'ugello prima o poi lo intasano. ho avuto lo stesso problema con due pla opachi, uno ho stampato piu' del 70% della bobina e poi piu' niente...ugelli completamente intasati ed anche difficili da pulire... io ho provato un po' tutte le soluzioni tranne quella di un nozzle piu' largo che forse è l'unica cosa da fare
-
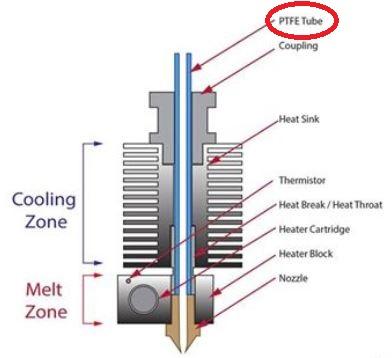
Problemi con l estrusione
FoNzY ha risposto a Farixxx nella discussione Problemi generici o di qualità di stampa
non devi cambiare l'ugello devi controllare che ci sia il tubo all'interno dell'hot end il tubo "blu" nella foto deve essere presente ma spesso dimenticano di metterlo