FoNzY
-
Numero contenuti
6.659 -
Iscritto
-
Ultima visita
-
Giorni Vinti
462
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Problema Fliyng bear ghot 5 Underextrusion
FoNzY ha risposto a Umberto Salviati nella discussione Flying Bear
quando gli dici di estrudere 10cm ne estrude 1,5cm? non ho capito che ti previene di estrudere.... li puoi mettere qualsiasi numero da 0.1 a 4.294.967.295,al firmware non frega nulla di quel numero, non ti limita ne ti corregge se sbagli...puoi metterci cio' che vuoi tu hai scritto: "M92 E -300" quando il comando giusto è "M92 E 300",hai solo sbagliato a scrivere qui oppure è questo il problema? -
Doppio estrusore e quantità di spurgo materiale.
FoNzY ha risposto a workale nella discussione Problemi generici o di qualità di stampa
uhm...forse qualche tipo di ugello particolare (nel senso che comunque dovresti cambiare hot-end) piu' apuntito dei classici ugelli... -
Problema Fliyng bear ghot 5 Underextrusion
FoNzY ha risposto a Umberto Salviati nella discussione Flying Bear
e adesso da controllo manuale quanti cm estrudi con il comando da 10cm? -
Doppio estrusore e quantità di spurgo materiale.
FoNzY ha risposto a workale nella discussione Problemi generici o di qualità di stampa
perche' il filo arriva nella parte centrale ed essendo il foro nella parte centrale la maggior parte del fio che esce è il nuovo filo, quello che era gia' presente nell'ugello tende ad essere spinto al lato e ci vuole un po' affinche' venga mischiato... -
3D-one anno 2013 Robofactory
FoNzY ha risposto a Claudio Valente nella discussione Hardware e componenti
certo che si ed è anche la cosa piu' sensate da fare, con 70 euro prendi una scheda madre,driver e touch elimini pc,porteparallele,mach3 etc... -
Problema a staccare layer di base da pezzo
FoNzY ha risposto a Tycho83 nella discussione Problemi generici o di qualità di stampa
intendi il brim? quella struttura che fa da base al pezzo (ma non è 1 solo layer, è una struttura molto piu' complessa) se è il brim, vai nello slcier e toglilo, crea molti problemi e l'utilita' è molto relativa....usa lo skirt -
setteggi chitubox
FoNzY ha risposto a elisa vannozzi nella discussione Software di slicing, firmware e GCode
layer->altezza layer layer iniziali->sarebbero i bottom layer in anycubic tempo di cura->Esposizione tempo di cura base-> tempo di cura dei layer solidi di base ritardo cura e ritardo cura base-> è il tempo in cui la luce rimane spenta dopo la stampa del layer e la stampa la stampa del successivo, serve a far "assestare la resina" dopo che la piastra ha compiuto il ciclo alto\basso. in genere 1sec è sufficiente. stacco dalla base-> la distanza alla quale si deve spostare la piastra(dove lo 0 è il fondo della vaschetta) non c'è un numero giusto,dipende dall'altezza dei bordi della vaschetta,8-15mm va bene (meno è e piu' tempo risparmi, influisce sul 3-8% del tempo di stampa) vel di stacco\stacco base-> la velocita' di sollevamento della piastra. valori alti vanno bene per resine particolarmente liquide. valori troppo bassi aumentano il tempo di stampa,troppo alti creano bolle e quindi imperfezioni. un valore buono è 60-65mm\s velocita' ritrazione-> è la velocita' con la quale la piastra si abbassa nella resina (durante la stampa). valori troppo bassi aumentano il tempo di stampa, troppo alti fanno schizzare via la resina. valori ottimali sono tra 120 e 150 mm\s -
Anycubic i3 mega s - eccessiva estrusione
FoNzY ha risposto a Cecco. Gnr nella discussione Problemi generici o di qualità di stampa
1\2 giro di vite e sei passato all'estremo opposto? devi regolare l'altezza del piano in modo che il primo layer aderisca, non tropo basso come è adesso e non troppo alto come era prima... -
Mks gen v1. 4 vcc troppo bassa
FoNzY ha risposto a Pendragon8991 nella discussione Hardware e componenti
è normale, la scheda non è pensata per essere smanettata da usb, l'usb serve solo a caricare il firmware. per tutte le altre cose la stampante deve essere anche alimentata dal suo alimentatore altrimenti il povero usb si scioglie e comunque la scheda non è pensata per essere alimentata dal lato usb... un usb 2.0 puo' erogare 0,5amp (gia con le ventole sei critico) il 3.0 arriva ad 1 amp (praticamente il minimo indispensabile per accenderla) -
devi cambiare solo il valore stpp\mm di E in quanto prima era un estrusore diretto e adesso è ridotto
-
devi invertire anche gli altri due fili
-
Anycubic i3 mega s - eccessiva estrusione
FoNzY ha risposto a Cecco. Gnr nella discussione Problemi generici o di qualità di stampa
Sicuro che non stia solo scolando? se la stampa viene interrotta il filo rimane nell’hot end e quando lo scaldi cola via fai una prova come ti ho detto,se il problema rimane vediamo.... -
perche' tutti non vedono l'ora di smanettare sul firmware? realisticamente se vai a toccare il firmware la stampante finisce nel secchio dopo 20giorni 😅 contatta l'assistenza e spiegagli il problema, vedrai che ti inviano nel giro di un paio di giorni un touch screen nuovo e\o una scheda madre nuova p.s il firmware non c'entra niente con questo problema....
-
Anycubic i3 mega s - eccessiva estrusione
FoNzY ha risposto a Cecco. Gnr nella discussione Problemi generici o di qualità di stampa
mi sembra (da quello che riesco a vedere) che questa "fuoriuscita anomala" non ci sia... credo che sei semplicemente troppo basso di primo layer quindi il materiale non ce la fa ad uscire e quando trova uno spiraglio a causa dell'alta pressione generata all'interno dell'ugello esca in maniera incontrollata... prova a ad estrudere in aria con il controllo manuale per verificare che non ci siano ostruzioni nell'hot end. se non ci sono estruzioni avvita di 1\2 giro tutte le viti del piano in modo che si abbassi di circa 0,1mm -
Non capisco i top layer
FoNzY ha risposto a luigi.carreca nella discussione Problemi generici o di qualità di stampa
in teoria la larghezza del'ugello non influisce su questo fattore, solo l'altezza dei layer influisce ma comunque c'è un limite, sotto a 0,1 mm non ha tanto senso con una fdm...comunque tutto considerato con la mia stampante stampo a 0,070mm e comunque i segni sono presenti -
nuova generazione di stampanti 3d a resina...
FoNzY ha pubblicato una discussione in Hardware e componenti
vorrei sentire un po' di pareri sulla nuova generazioni di stampanti a resina, che per la cronaca sono gia' disponibili in pre-ordine... vorrei sentire il parere della comunita' ed "eleggere la migliore" in rapporto qualita'\prezzo 😅 per prima abbiamo la Elegoo Saturn (l'unica non disponibile in pre-ordine), https://www.elegoosaturn.com/products/elegoo-saturn-8-9-inch-4k-uv-lcd-3d-printer dicono che sara' disponibile su amazon (anche in italia?) a partire da ottobre\novembre, prezzo? 500 dollari-->500 euro? 550eur? poi c'è la anycubic mono x, la data di spedizione è il 5 novembre e verra' spedita da europa, quindi niente dogana (almeno è quello che dice anycubic) prezzo prevendita $589.00 https://www.anycubic.com/collections/anycubic-photon-3d-printers/products/photon-mono-x-resin-printer per la prevendita da italia il prezzo è 699,00 e dato il considerevole rincaro direi che anycubic mente sulla spedizione da europa sapendo di mentire 😂 (solo una battuta ma 150eur in + mi sembrano tantini) ultima c'è la anycubic photon X, la differenza con la "mono x" è il tempo di esposizione\layer che "è normale" e non di 1 secondo come nella mono anycubic non pre-ordina piu', è comunque disponibile in pre-ordine da 3djake a 519eur. (che ci siano 150eur di rincaro anche qui?), ho chiesto quale fosse il prezzo in pre-ordine ad anycubic vediamo se rispondono.... che ne pensate? quale scegliereste? la mono x senza dogana ha un prezzo interessante e la data di spedizione "è certa" (per la saturn no) anycubic dice il 5novembre...se invece il prezzo fosse intorno ai 700eur(spedizione+dogana), bè non so' quanto quel 30-40% di tempo in meno sulla stampa valga la differenza di prezzo...la saturn potrebbe essere la piu' economica e con garanzia amazon (alcune delle saturn prima gen. arrivavano con i pezzi mancanti....tipo... i led 😅) ma non si hanno garanzie se sara' disponibile su amazon.it....la photon x al momento è l'unica con data di arrivo e prezzo certi, venduta da uno shop che non è amazon ma comunque molto serio... -
Non capisco i top layer
FoNzY ha risposto a luigi.carreca nella discussione Problemi generici o di qualità di stampa
puoi ridurre l'altezza layer ma non spariranno mai -
Non capisco i top layer
FoNzY ha risposto a luigi.carreca nella discussione Problemi generici o di qualità di stampa
è la geometria del disegno, purtroppo quando si ha una superficie "sferica" con l'apice in z gli ultimi layer vengono fatti a "gradoni", succede anche con le stampanti 3d professionali... è un parametro influenzato solo da "altezza layer" ma come ti ho detto non riesci a farlo sparire -
3D-one anno 2013 Robofactory
FoNzY ha risposto a Claudio Valente nella discussione Hardware e componenti
perche' non c'era, ho preferito usare un pc moderno rispetto ad uno datato con porta parallela. si, per forza serve un controller esterno. puoi muovere l'asse manualmente,portarlo a zero e poi azzerare manualmente su mach3 con l'apposito "bottone" uc100 è l'unico convertitore usb\parallelo che supporta mach3 (quello da 10Eur che trovi su amazon non funziona) win10 è piu' per il discorso del pc moderno,a mach3 non frega niente del sistema operativo, ma visto che il mio laser è "industriale",usarlo con un pc di 15 anni fa' non mi sembrava cosa buona cosi ho optato per un pc moderno con win10 ma se hai un pc del 2000 tanto vale lasciarci xp la licenza per mach3 nuova sta a 165eur. usata direi intorno ai 100-120 kisslicer--> non so' la stampante 3d....ehm 80?!?50 forse 😅 -
Aiuto scelta prima stampante 3D FDM
FoNzY ha risposto a Massimotx nella discussione La mia prima stampante 3D
come dice killrob se si ha esperienza è tutto ok ma se non si ha...nel 99% dei casi quando dicono "fiirmware aggiornato a marlin" intendono che ci hanno buttato dentro una versione che come minimo era per una delta di 10 anni fa' perche' "lo ha detto lo youtuber" e vi vogliono almeno 20giorni per capire che ca** aveva la stampante 😅 come per il modellismo dinamico,8 su 10 stampanti vengono prese da persone che credono di "sapere come smanettarci", fanno un gran macello e le vendono per rientrare dei soldi buttati.... -
Aiuto scelta prima stampante 3D FDM
FoNzY ha risposto a Massimotx nella discussione La mia prima stampante 3D
una delle frasi piu' azzeccate nella storia dell'umanita' -
Mesh Irregolare
FoNzY ha risposto a Alexandru nella discussione Problemi generici o di qualità di stampa
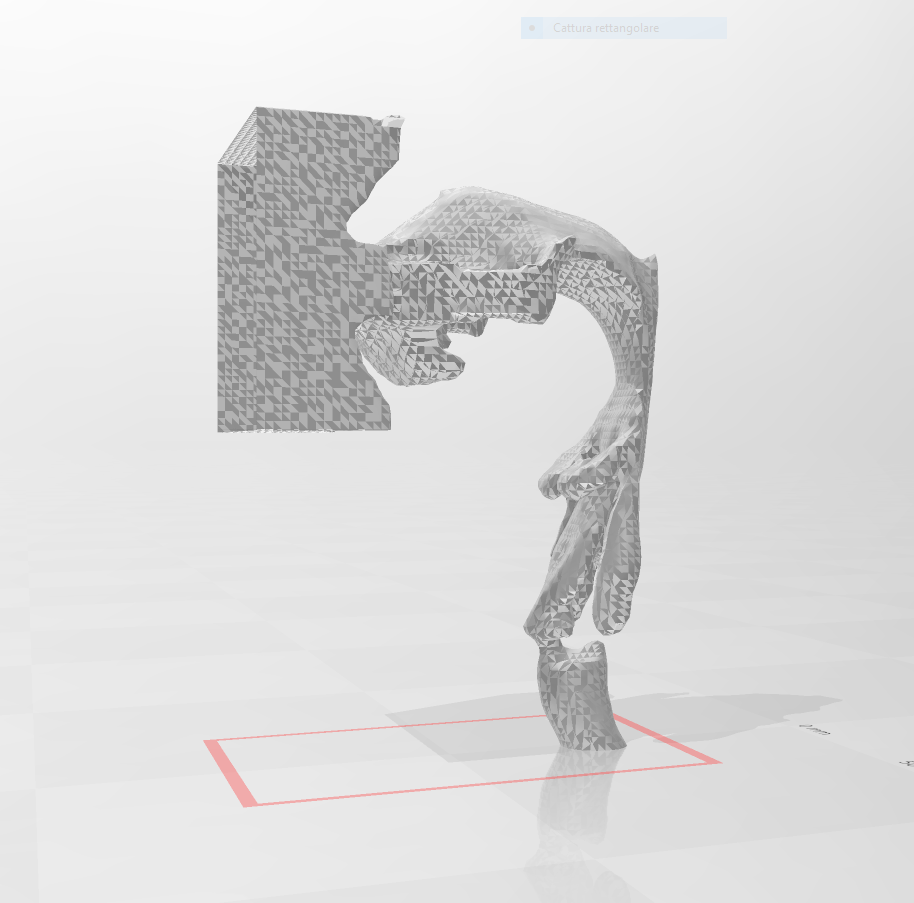
@NicoNico@Alexandru forse mi sono perso io un passaggio ma a rischio di fare una figuraccia... prima di pensare allo slicer va detto che il file ha oltre il 65% delle facce mancanti, questo file è danneggiato per oltre il 50%(cioè manca oltre il 50%), nel caso di z-suite non è tanto lo slicing ma il fatto che z-suite lo ripara prima di prepararlo alla stampa, con tutti gli altri slicer (non conosco simplify) non è prevista la riparazione(sicuramente non cosi profonda)quindi non è solo questione di supporti.... ogni triangolino grigio è un "buco" (una faccia avente perimetri ma senza mesh ad unirli) per riparare il file si puo' usare 3dbuilder ed io lo ho fatto (a_71.stl), ho dovuto tagliare anche un pezzo di base (0,765 mm) adesso è ragionevole pensare che possa essere stampato con qualsiasi slicer decidendo ovviamente quanti e dove mettere i supporti....auguri a stamparlo in fdm!!!!
-
intendi il pulsante di end-stop dall'asse Y?
-
3D-one anno 2013 Robofactory
FoNzY ha risposto a Claudio Valente nella discussione Hardware e componenti
io uso windows 10, porta parallela pcie e mach3 il tutto con quasi 0 problemi (ogni tanto windows litiga con la porta parallela) sul laser la soluzione più’ semplice ed economica e’ usare la porta parallela pci. l'altra soluzione, è usare uc100(l’unico adattatore che piace a mach3 ) che costa 70€ Che non sono pochi, piu' che altro è piu' del costo di una scheda madre nuova mach3 è un buon software per cnc ma direi che per una stampante 3d....è quantomeno "strano", mi sento male al solo fatto di pensare ad un gcode di diverse ore passato per parallela alla stampante mach3 hai la licenza originale? se consideri l'ipotesi di vendere la licenza con i soldi ricavati ci prendi una bella scheda madre per la stampante e risolvi praticamente quasi tutti i problemi.... -
3D-one anno 2013 Robofactory
FoNzY ha risposto a Claudio Valente nella discussione Hardware e componenti
certo che si, in alternativa puoi anche prendere un scheda porta parallela pcie da aggiungere al pc comunque se spieghi meglio i tuoi problemi possiamo provare ad aiutarti...