FoNzY
-
Numero contenuti
6.657 -
Iscritto
-
Ultima visita
-
Giorni Vinti
462
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Anycubic I3 Mega S - Problemi Temperatura hotend
FoNzY ha risposto a Giangufo nella discussione Problemi generici o di qualità di stampa
è molto comune che succeda, praticamente non c'è controllo qualita' di nessun tipo durante la produzione, tuttavia se lamenti un qualsiasi problema al produttore, senza troppe storie (spesso praticamente zero) ti inviano i ricambi nel giro di pochi giorni. -
Anycubic I3 Mega S - Problemi Temperatura hotend
FoNzY ha risposto a Giangufo nella discussione Problemi generici o di qualità di stampa
visto che hai cambiato l'intero blocco hot-end il sensore e\o la cartuccia lenta possiamo escluderli.... controlla bene che i cavi del sensore non sia interrotti\rovinati, che il connettore del riscaldatore e del sensore siano ben saldi sulla scheda madre e che i connettori non mostrino segni di usura. se ne i cavi ne i connettori sono rovinati l'unica altra possibilita' è la scheda madre che ha qualche problema...nel caso di problemi alla scheda madre controlla visivamente eventuali danni,magari sei fortuna è visibile e puo' essere risolto -
Scarsa qualità di stampa
FoNzY ha risposto a Capitantino nella discussione Problemi generici o di qualità di stampa
senza offesa ma piu' che "problemi" qui vedo solo un gran casi** 😂 è come schiantarsi con l'auto contro un muro a 200km\h e dire "le gomme si sono bucate" in linea di massima un primo layer a 0,1 è piu' difficile di uno a 0,2,essendo pochissimo spazio è estremamente piu' facile risentire di un eventuale imperfezione. non è colpa del piano livellato male, tuttavia livellare bene il piano aiuta.(non è questo il tuo problema o non solo questo) scegli un altezza per primo layer e mantienila. (se stampi bene a 0,2 stamperai bene anche a 0,1 e a 0,25, quindi cambiarla non serve e non va cambiata per risolvere problemi) su thingiverse scrivendo "bed leveling" trovi dei file che consistono in una sola linea per tutto il perimetro esterno del piano, se riesci a stampare questa linea sei livellato. riduci la velocita' (20mm\s va piu' che bene) per stampare questo test in modo che se serve puoi regolare l'altezza del piano con le viti direttamente mentre stampa. piatto a 80 gradi è per abs piu' che pla (parliamo di pla no?) per il pla 50 gradi bastano e avanzano.(80 gradi di pinao è una o la sola causa dell'effetto "scolatura" che vedo sulla stampa) 200 gradi sono tragicamente il minimo indispensabile, sicuro che bastino? temp tower? tutti quei "buchi" gridano "ero troppo freddo per stendermi a dovere" 20mm\s, ok prendere le cose con calma ma forse cosi è troppo calma, un 30-35mm\s è piu' "normale" come valore.80mm\s di spostamento per iniziare direi che vanno bene nella tua stampa mi sembra di vedere layer giganti, controllati gli stepp\mm di Z? prima di scervellarti inutilmente verifica gli stepp\mm di tutti gli assi, fai un pid autotune che non gausta mai e magari stampa il cubo di prova prima di "quella cosa in foto" -
consigli e caratteristiche resina
FoNzY ha risposto a iungoooo nella discussione La mia prima stampante 3D
dipende dal risultato che vuoi ottenere... primer e\o fondo ed una vernice, la vernice va scelta in base al risultato ce vuoi ottenere...economiche come le bombolette o costosissime come i colori acrilici (tipo tamiya) tutte le vernici bloccano gli uv -
consigli e caratteristiche resina
FoNzY ha risposto a iungoooo nella discussione La mia prima stampante 3D
hai detto tutto bene, sono estremamente simili, con quella lavabile in acqua ti risparmi la storia dell'acol ci sono diversi tipi di resine, ma a parita' di tipo il colore influisce solo sul tempo di esposizione una resina classica, resine tecniche con elevati gradi di precisione costano piu' della stampante e comunque la differenza visiva è minima, noteresti la differenza tra una resina professionale ed una cinese solo con un microscopio.... tieni presente che le resine devono essere dipinte, altrimenti nel giro di 6-10 mesi la luce naturale le deteriora completamente.... -
Problemi nel settare i valori perfetti delle resine
FoNzY ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
a me i venditori "professionali" di stampanti 3d professionali hanno sempre e solo tirato pacchi giganteschi quindi prenderei i dati che ti ha dato con le pinze (poi magari questo di venditore è buono,non so') dalle foto....non ci si capisce niente 😅 i valori del venditore sembrano in linea con i dati di bluecast per le phrozen...quindi boh, magari son giusti o magari no... le uniche riflessioni che posso fare sulle foto delle stampe sono: la prima sembra buona, i dettagli che sono molto piccoli forse volevano piu' esposizione o forse sei andato troppo veloce e li hai staccati...(mi smebra una stampa "giustamente" esposta quidni magari alzare un po' il tempo di esposizione non è male) le stampe che sono solo supporti...forse erano pochi supporti, visto che le basi dei supporti sebrano imbarcate forse sono stati sovraesposti, forse la stampa non è venuta perche' il tempo di esposizione della stampa era troppo basso....l'unica cosa sicura è che quei supporti sono piu' adatti ad un ponte da svariate tonnellate che ad un anellino, decisamente troppo grandi.... per il resto non posso aiutarti, è difficile capire dal "niente" cosa è andato storto considera poi che non conosco le resine ne la stampante..metti le velocita' molto basse e lavora sui tempi di esposizione, quando trovi la strada giusta alzi la velocita'.... -
Problemi aggiornamento firmware SKR 1.4 Turbo
FoNzY ha risposto a El_Barto nella discussione Software di slicing, firmware e GCode
in rete sembra sia successo a tante persone...comunque è un problema di bootloader che non funziona piu'....se ci aggiungiamo che non riesce a spegnersi da gcode direi che qualcosa su quella scheda si è fritto a livello hardware... ho dato un occhiata in rete e sembra che sia possibile ricaricare il bootloader con il firmware originale e poi caricare un nuovo firmware ma non sono riuscito a trovare niente di conclusivo.... https://github.com/bigtreetech/BIGTREETECH-SKR-V1.3/issues/346 certo che se è un problema hardware serve a poco ricaricare il bootloader....😅 -
Anet a2 Marlin e problema sdcard
FoNzY ha risposto a Marco Explorandia nella discussione Problemi generici o di qualità di stampa
non capisco che errore hai, puoi copiare l'errore che ricevi? -
Problema LED POWER | Scheda madre
FoNzY ha risposto a NicoNico nella discussione Hardware e componenti
wow! poveri motori...sicuro che serva? gli accorci la vita di tanto facendo cosi' -
Problemi nel settare i valori perfetti delle resine
FoNzY ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
non lo so', perche' non conosco queste resine. smanettare i valori della velocita' ha senso se "vai di fretta", se per te è importante 30minuti in piu' o in meno altrimenti lasciali come stanno -
Problemi nel settare i valori perfetti delle resine
FoNzY ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
ritardo cura base: è il tempo che la luce rimane spenta dopo che la piastra ha gia' compiuto il ciclo alto\basso prima di stampare il layer successivo. per quasi tutte le resine 1sec è sufficiente. valori piu' bassi diminuiscono il tempo di stampa ma possono aumentare l'insorgenza di difetti. resine particolarmente dense volgiono valori di 2 o piu' ma son casi rarissimi distanza di stacco: è la distanza di sollevamento della piastra dopo la stampa del layer. resine molto dense possono richiedere valori maggiori ma 5mm è gia' nella fascia "alta" puoi impostare 3mm stacco dalla base?!?!? mistero assoluto 🤣 forse è il valore separato di "distanza di stacco" quando stai stampando i layer solidi di base!?! non sono sicuro....come ho detto mistero! vel di stacco: valori maggiori diminuiscono il tempo di stampa ma aumentano l'insorgenza di difetti (bolle nella resina) ed il povero motore di Z si frigge...vale la pena tenerlo piu' alto possibile ma cercando di mantenere il motore a temperature normali (50gradi max) ed ovviamente evitando che la resina schizzi sul soffitto. vel di rectrac: la velocita' con cui la piastra torna in basso, il valore è doppio perche' quando si solleva stacca la stampa dal fep e velocita' troppo alte rovinano la stampa (ed il fep), tenerla al doppio di "vel di stacco" puo' andar bene (anche qui evitando che il motore vada a fuoco e che la resina schizzi) le velocita' sono influenzate dalla densita' della resina, una resina molto densa vuole velocita' piu' basse. risoluzione e rapporto di blocco: servono per modificare le dimensioni reali della stampa, se stampi un cubo da 2cm e esce di 3cm ritoccherai questi parametri per farlo diventare di 2cm (parlo di cm ma poi nella realta' sono decimi) densita' resia: a te non frega nulla, in effetti non frega niente a nessuno 😅 a chi cavolo puo' interessare la densita'? che comunque è quasi sempre 1,2gr! infill: è il motivo con cui viene riempita una stampa. se stampi un cubo da 2cm non ti importa che sia tutto pieno anzi volendo risparmiare vuoi che sia il piu' leggero possibile pur mantenendo rigidita'. questo parametro influisce sullo spessore delle pareti e sulla % di riempimento, se stampi anelli non credo tu voglia svuotarli (è piu' l'impazzimento che il risparmio) start gcode: non importa lascialo cosi, puoi inserire linee scritte manualmente per far fare alla stampante particolari movimenti se è necessario prima dell'inizio della stampa. luce pwm: 255 è il valore massimo (luce al massimo) 0 è il minimo(spenta)...credo sia tutto qui no!? antilag: è un discorso complicato, gurdati un video sul tubo per capire bene se per te possa essere meglio acceso o spento -
non so' dove vuoi mettere le altre staffe ma a me sembrano essere nei punti giusti, metterne altre su questi profili serve a poco... P.s. non so quanto le paghi dalla cina ma su amazon 15 staffe con 15viti e 15 bulloni le paghi 14euro
-
Stampante 3d autocostruita e materiali di qualità
FoNzY ha risposto a Goku nella discussione La mia prima stampante 3D
non voglio distruggere niente, volevo solo darti un quadro realistico della cosa...sono il primo al quale piace smontare,migliorare e ricostruire quindi ben venga questa "passione"... se vuoi dare un occhiata a componenti piu' o meno professionali per la stampa 3d ti suggerisco questi shop: reprap world, 3djake, dhmcompass, cnc store eu non vuole essere pubblicità di nessun tipo,li ho provati tutti ed ho ricevuto un buon servizio, non significa che siano meglio o peggio di un ipotetico "altro shop" -
Stampante 3d autocostruita e materiali di qualità
FoNzY ha risposto a Goku nella discussione La mia prima stampante 3D
non credo sia un problema nominarlo...la curiosita' mi uccide 😂 perche' senza offesa per nessuno, il tuo amico non è stato in grado di montarla e curarla a dovere e sempre senza offesa probabilmente anche tu non sei stato perfetto(d'altronde nessuno nasce imparato e l'esperienza si paga), rifletti bene prima di intraprendere la costruzione di una stampante perche' c'è il concreto rischio di ritrovarsi allo stesso punto -
Ingrossamento del filamento
FoNzY ha risposto a Giovanni______99 nella discussione Problemi generici o di qualità di stampa
hai cambiato ptfe e non è cambiato nulla? veocita' di stampa? controllati gli stepp\mm? -
misure max di stampa
FoNzY ha risposto a Niz71 nella discussione Problemi generici o di qualità di stampa
il perimetro che stampa prima della stampa si chiama "skirt" su "adesione al piano di stampa"--> distanza dello skirt dalla stampa la porti a 3mm (sembra che tu abbia 1cm circa ancora) e metti 1 linea oppure puoi cabiarlo in "brim" e metti 1 linea (questa' sara' 1 linea direttamente a contatto con la stampa) se non è questo il problema, il problema è la grandezza dell'hot end e non puoi farci niente, l'ultimo cm viene "rubato" dall'hot end in se' e non è possibile stamparci anche se il piano lo permetterebbe -
Stampante 3d autocostruita e materiali di qualità
FoNzY ha risposto a Goku nella discussione La mia prima stampante 3D
dipende...10 euro possono essere pochi per alcune cose e tanti per altre 😅 le stampanti "professionali" non usano componenti di chissa' quale prestigio, devi considerare che paghi il brand,il progetto (che si spera sia curato da qualche ingegnere e non dal cinese di turno),l'affidabilita' ed una fattura che non è "terribile"(come sulla stampante da 150eur), insomma sulla brand (che sia prusa,makerbot,zortrax,ultimaker..etc..) paghi il lavoro di progettazione ma poi i componenti sono il minimo indispensabile(perche tanto di meglio non serve comunque), tuttavia a differenza della "super cinese" la stampante di marca è sufficientemente affidabile e duratura e non ha gravi mancanze meccaniche parlando di schede madri, quelle fornite insieme alle stampanti quasi sempre sono una cosa terrificante,il peggio del peggio,ad esempio una skr turbo è avanti anni luce ed è migliore anche di una scheda che potresti trovare su una stampante da diverse migliaia di euro ma se stai usando la stampante da 150 euro cosi come è uscita di fabbrica la scheda madre da 60euro non se la merita e non serve,tuttavia se per un puro sfizio si vuole cambiare scheda madre,prendere quella da 10euro è un idea stupida,se la cambi per il gusto di fare tanto vale prenderla buona.se invece deve essere un rimpiazzo di quella originale anche quella da 10euro puo' servire allo scopo. per non parlare dei firmware delle stampanti cinesi, versioni di marlin vecchissime e smanettate per renderle "proprietarie" con mille bug che non risolvono perche' tanto...vendono lo stesso... per quanto riguarda gli hot end il discorso è un po' piu' complicato, la differenza di prezzo è grandissima...ha senso usare un estrusore di marca solo se hai intenzione di usarlo come merita', non che l'estrusore di marca sia di chissa' quale precisione tecnica(spesso sono solo appena decenti) ma quello che paghi 40euro spedito, spesso non è neanche minimamente decente e richiede un po' di "sbattimento" per farlo andare, quindi diventa adatto per chi ha tempo da perderci e lo usera' solo a scopi hobbystici.... 10 euro sono troppi? con 10 euro prendi cose tra le peggiori sul mercato ma per una stampante 3d vanno bene perche' non richiede una precisione superiore, un cuscinetto da 50euro sulla stampante 3d è totalmente sprecato, questo vale un po' per tutti i componenti...per quanto riguarda la meccanica a differenza delle schede madri,anche solo per "gusto di farlo" prendere componenti nettamente superiori non serve a nulla perche' è precisione sprecata comunque -
Post produzione
FoNzY ha risposto a Capitantino nella discussione Problemi generici o di qualità di stampa
prima mano di stucco spray per vedere se e dove serve lo stucco. se serve lo stucco lo metti cercando di non eccedere (poi è un incubo rimuoverlo), è meglio metterne poco che troppo, poi semmai lo rimetti in seguito.adesso che hai applicato lo stucco spray e quello "classico" carteggi bene tutto fino quasi a rimuoverli completamente.altra mano di stucco spray e vedi se serve un altra passata di stucco classico...carteggi di nuovo tutto...se serve altra mano di stucco spray ed eventuale carteggio....poi vai con il colore piccole quantita' di stucco classico altrimenti non lo togli piu', solo piccoli punti evitando di stenderlo per larghe superfici.... -
Ingrossamento del filamento
FoNzY ha risposto a Giovanni______99 nella discussione Problemi generici o di qualità di stampa
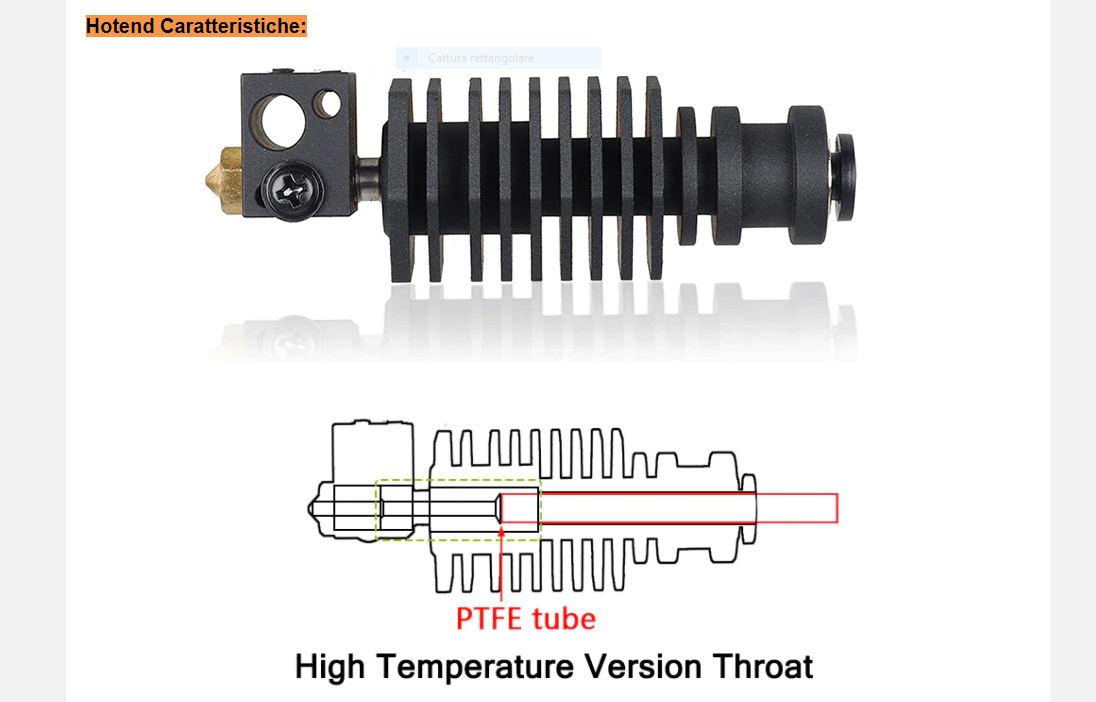
nella gola c'è il ptfe? se c'è,hai provato a cambiarlo? nella descrizione dice che devi fare cosi: lo hai fatto? anche con altri filamenti hai questo problema? che marca è questo filamento? la ventola gira dal lato giusto? hai aumentato la temperatura di 5 gradi ma a quanti gradi stampi?
-
Problemi nel settare i valori perfetti delle resine
FoNzY ha risposto a Slevin nella discussione Problemi generici o di qualità di stampa
i dati per tutte le resine bluecats li trovi su i manuali a questo link (sezione settings): https://www.bluecast.info/downloads tieni presente che i dati che vengono forniti non sono da considerare "perfetti" e dover smanettarci un minimo è praticamente inevitabile, le stampanti 3d piu' che un oggetto prodotto in serie sono come degli oggetti prodotti artigianalmente,tutte un po' diverse, ognuna a suo modo "unica" il che rende un parametro universalmente corretto "un utopia"....comunque quei parametri sono buoni al 90-98% -
stampa3d in resina Un saluto a tutti da nico64
FoNzY ha risposto a Slevin nella discussione Presentazioni
mi togli una curiosita'...a che temperatura viene bruciata la resina per le fusioni? -
Problema LED POWER | Scheda madre
FoNzY ha risposto a NicoNico nella discussione Hardware e componenti
hai sostituito la scheda madre? -
Problema LED POWER | Scheda madre
FoNzY ha risposto a NicoNico nella discussione Hardware e componenti
hai solo sfilato il driver e messo uno nuovo? perche hai cambiato driver? -
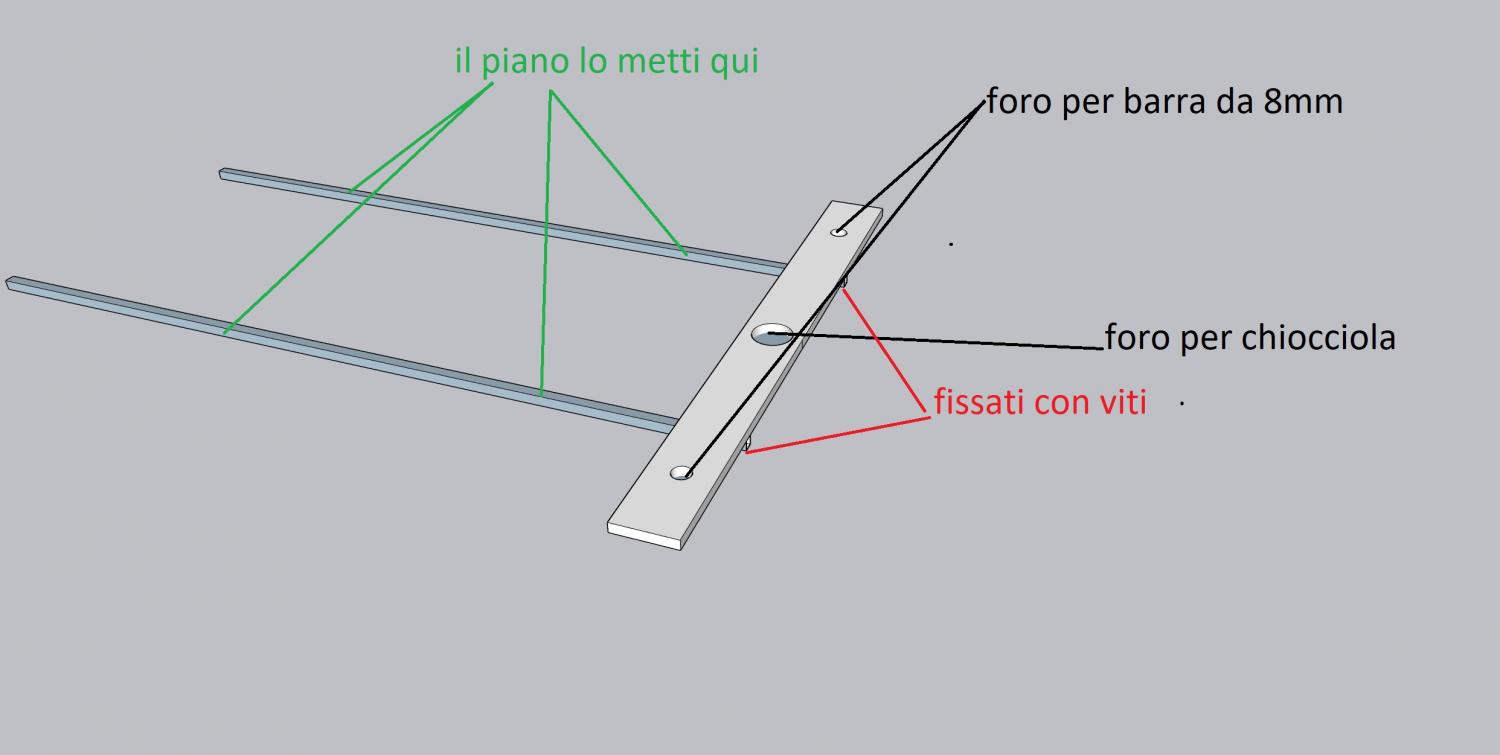
con 3 stepper hai dissincronia maggiore rispetto che due motori, il driver per gestire 3 motori diventa un problema (4,5amp) cerca di ridurre i componenti in movimento al minimo...insomma non ci vedo grandi benefici ad usarne 3... la cosa della puleggia che ti ho detto era "tanto per dire", come sospetti non è una grande idea, è solo un "tappa buco" come ti ha detto @Killrob il legno è pesante, non è un problema di "sollevamento del peso" ma diventa il componente di gran lunga piu' pesante, è meglio evitare che il 20% del peso della stampante si tutto in un unico pezzo una cosa stile tronxy è una soluzione migliore ed economica vai da un fabbro e ti fai tagliare 2 barre large e due barrette quadrate di ferro, costo 4 euro
-
Problema LED POWER | Scheda madre
FoNzY ha risposto a NicoNico nella discussione Hardware e componenti
auguri a sostituire un led smd a 4mm dal "processore"...e poi visto che si accende non è un problema del led ma di quello che lo fa accendere semmai.... sicuro che non sia il led di alimentazione? quello che indica che la scheda è accesa?