FoNzY
-
Numero contenuti
6.650 -
Iscritto
-
Ultima visita
-
Giorni Vinti
458
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

A cosa corrispondono i menù nel display della Ender 3
FoNzY ha risposto a valfus nella discussione Software di slicing, firmware e GCode
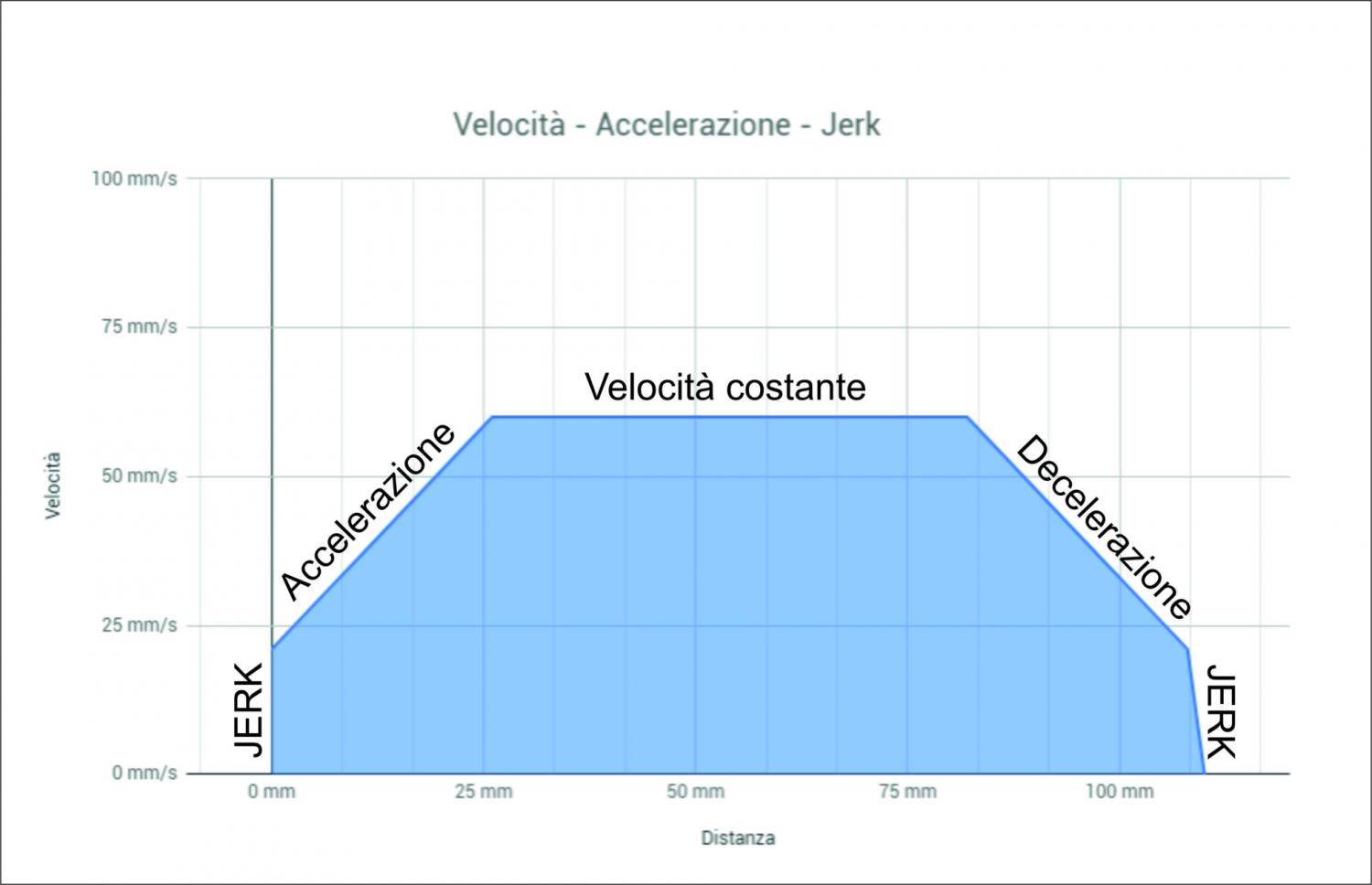
è la velocita' di stampa e spostamento, devi usare velocita' tra i 30 e i 80 mm\s potrebbe essere utile andare a modificare questo valore da lcd per ridurre o umentare la velocita' durante la stampa. spero di aver risposto alla domanda perche' non ho capito bene cosa intendi.... imposti una velcocita' X. il motore durante uno spostamento sufficientemente lungo arrivera a raggiungere questa velocita' (in realta dipende molto dal tipo di spostamento) l'accellerazione è la velocita' con cui il motore passa da velocita' Y a velocita' X (N.B. Y non è 0, non stiamo parlando dell'accellerazione da fermo) io lo traduco in "velocita' di spunto" è un valore che influisce sull'accellerazione da fermo. questo valore influisce sul tempo che il motore impiega a passare da 0 (fermo) alla velocita' Y (di cui sopra) molti la pensano in modo diverso da me e ci perdono anche giorni a regolare questi valori, io invece li considero secondari... sinceramente non ci vedo un grosso beneficio ad impostare in modo perfetto questi (jerk e accellerazione) valori su una stampante fatta di plastica soggetta a mille fattori esterni a causa della sua "delicatezza" en considerando il fatto che non sono valori assoluti e dovrebbero essere cambiati in base al tipo di stampa per avere un vero benficio. questi valori influiscono in maniera minima sul tempo di stampa, l'unico valore che influisce in maniera un pochino piu' importante è la velocita' (circa il 20%), per quanto riguarda gli altri due la loro regolazione dovrebbe portare ad un miglioramento della stampa.
-
prima stampante anycube
FoNzY ha risposto a salvo failla nella discussione La mia prima stampante 3D
il mio consiglio è quello di non toccare assolutamente nulla nella stampante finche' non cominci a prenderci mano. stampare plastica storta con una stampante storta non migliora niente anzi crea tanti problemi al neofita che spesso portano all'abbandono della stampante. molti file gia' pronti li trovi su thingiverse ma per il momento evita di stampare modifiche a caso... -
Consigli acquisto nuova stampante e programma disegno
FoNzY ha risposto a Albybacco nella discussione La mia prima stampante 3D
@Albybaccociao e benvenuto, hai dimenticato la parte fondamentale...fascia di prezzo per la stampante? -
staccare l'oggetto dalla piattaforma
FoNzY ha risposto a PAOLA nella discussione La mia prima stampante 3D
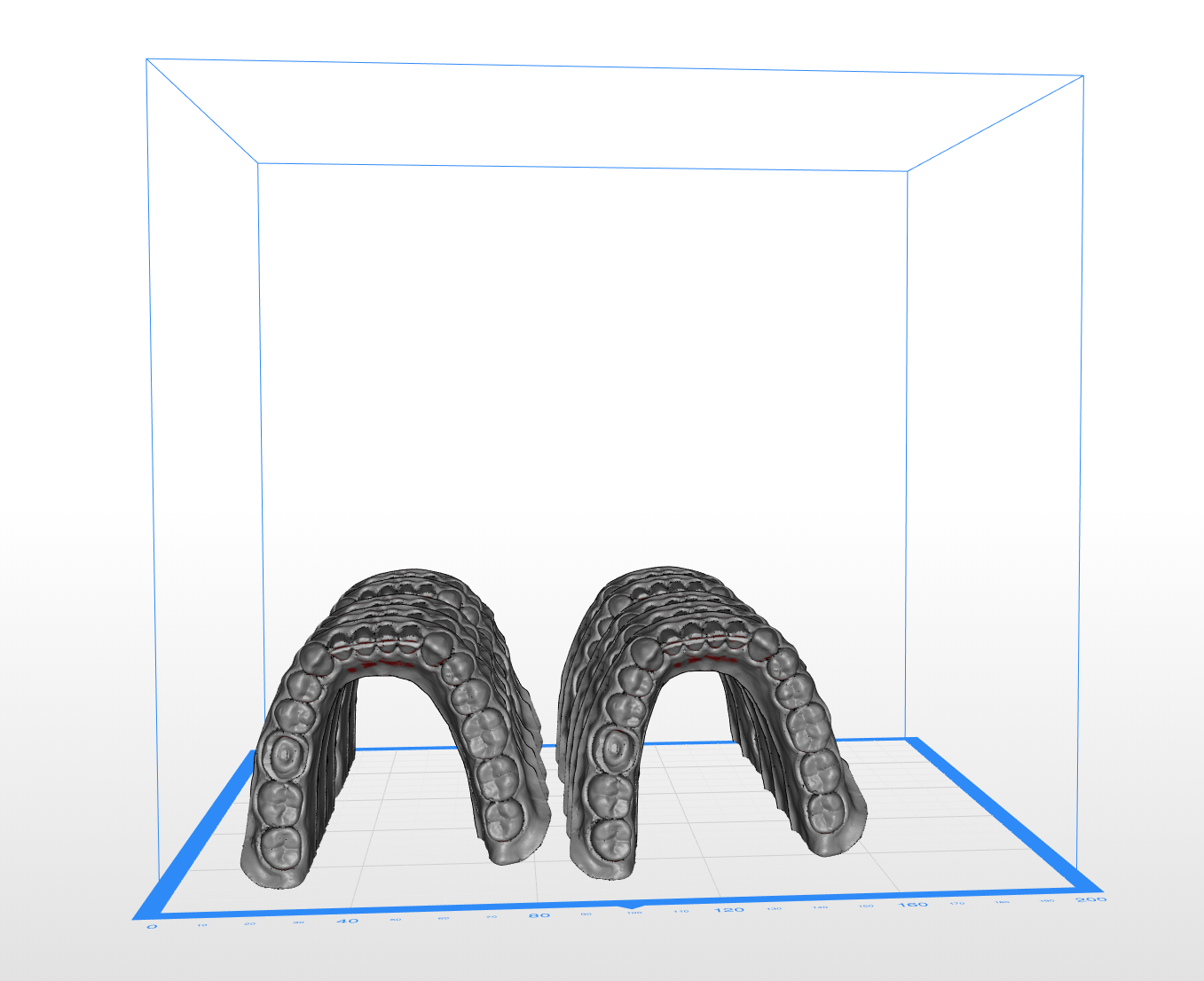
l'orientamento delle stampe è importante ed è meglio evitare una ampia superficie di contatto con la piattaforma se non è necessaria. stampando di piatto l'arcata hai il vantaggio di ridurre il tempo di stampa e ne migliori anche la qualita'\preecisione ma poi succede che per staccarlo devi faticare non poco e questo basta per "costringerti" a cambiare strategia e trovare un compresso... devi orientare i pezzi in modo da avere una buona base di contatto con la piastra (in modo che non si stacchi) ma poi deve essere anche facile da staccare altrimenti rischi che sia lo stesso modello a rompersi...qundi una superficie di contatto appena sufficiente a non farlo staccare io li stampo orientati in verticale in questo modo per quanto riguarda spostare gli oggetti purtroppo non ho una photon ma son sicuro che possa essere fatto anche con il mouse....
-
Il pezzo si stacca dal piano e si curva
FoNzY ha risposto a Gian Luigi nella discussione Problemi generici o di qualità di stampa
@Gian Luigi mi sembra di capire che la stampante è nuova e non ha mai stampato.... direi che il valore "altezza primo layer 120%" andrebbe ridotto gradualmente finoo ad ottenere un adesione soddisfacente e poi misurare il pezzo stampato per verificarne le dimensioni... se il pezzo rìsulta schiacciato riporta il primo layer a 120% e cerca di capire come prende il punto 0 ed eventualmente intervieni su quello -
Il pezzo si stacca dal piano e si curva
FoNzY ha risposto a Gian Luigi nella discussione Problemi generici o di qualità di stampa
una lacca da 30 euro 😂....piu' una truffa che un prodotto di alta qualita'..... il primo layer è troppo alto, da cosa puo' dipendere questo purtroppo non lo so'... non so' come questa stampante va in home e prende lo zero asse ma probabilmente dipende da questo, qualcosa impedisce alla stampante di rilevare in modo corretto il punto 0 se invece hai toccato i parametri dello slicer potrebbe essere qualche parametro sbagliato (velocita',temperatura,altezza primo leyer etc...) -
Pulizia post stampa a resina
FoNzY ha risposto a Formatgio nella discussione Problemi generici o di qualità di stampa
non so bene che contenitore tu abbia, nel mio washer il contenitore è di acciaio e anche a causa delle mille fessure rimane sporco...una volta al mese mi armo di santa pazienza, lo svuoto, lo lavo con alcol nuovo poi lo lavo con acqua e sapone facendo anche un ciclo di lavaggio a vuoto, apsetto che asciuga e faccio un altro lavaggio con alcol...dopo tutto questo giro e 1 ora buttata metto alcol nuovo. per lavare il contenitore puoi usare alcol rosa (se lo trovi bianco è meglio) a 90% che economico e facilmente reperibile in ferramenta. -
il bordino di contorno dovrebbe essere "brim" puoi toglierlo ed impostare al suo posto lo skirt impostando una distanza abbondante dal pezzo.... sarebbe utile per me vedere queste stampe che riesci a fare in modo da capire il problema.... velocita' di stampa?
-
ci sono due possibili cause a questo.... la prima è che sia normale ritrazione e quindi non è un problema, la seconda causa potrebbe essere che per X motivo non riesce ad estrudere e quindi il motore perde passi..... altre informazioni? materiale,temperatura,come esce la stampa etc....???
-
fantasmino...non proprio ino.
FoNzY ha risposto a monux nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
avrai anche stampato poco ma questa stampa è praticamente perfetta 😎, complimenti! -
ti serve un alcol puro almeno al 90% o ancora meglio se al 99%. l'isopropilico che viene usato comunemente è parecchio costoso e quindi si usa alcol rosa ma è (almeno spero che sia) alcol al 99% e non quello da supermercato.... P.S l'alcol rosa macchia le stampe bianche di rosa quindi 2\3 minuti al max! per quanto riguarda la luce uv la cosa migliore secondo me è fare dei cicli da 4\5 minuti fino a quando non sei soddisfatto, è difficile dare un tempo "universale" perche' il tempo di "ricottura" varia in base al colore della resina
-
mi pare di aver capito che è un articolo preso in rete giusto? bisogna capire quanto ci sia di "marketing" in questo articolo e quanto poi nell'atto pratico ci sia di veramente funzionale, dire "bio-polimero" puo voler dire qualsiasi cosa e visto che la situazione è volutamente poco chiara probabilmente si parla di PLA o simili (materiali che esistono da diversi anni) e se cosi fosse la vita del "padiglione" è destinata ad essere molto breve.... è possibile stampare una struttura ideonea al supporto di quei pannelli solari in fdm? ad oggi probabilmente si... ma sicuramente non con materiali "bio", infatti credo che l'unico candidato idoneo possa essere il polietilene(potrebbero essere presi in considerazione asa e hips).bisogna anche considerare la finitura superficiale delle parti stampate che risulta sicuramente non compatibile con "un oggetto" di arredamento e stile come quello che hai allegato... bisognerebbe analizzare il singolo caso e verificare come si potrebbe comportare il polietilene in queste particolari circostanze tenendo comunque presente che la scelta della stampa 3d per una produzione in serie è un suicidio economico rispetto alle realizzazioni classiche. in parole povere: se uno studio dimostra che il polietilene (o x materiale che io non conosco) è idoneo e si realizza un disegno della struttura portante (idoneo alla stampa), la parte effettiva di stampa è sicuramente la parte piu' semplice del progetto e non presenterebbe particolari problemi.
-
sarei dovuto essere piu' chiero e dire: inclinare l'oggetto per abassarne l'altezza in Z riduce il tempo di stampa,certo che inclinarlo per aumentarne l'altezza in Z come nel caso del parallelepipedo sdraiato ovvimente ne aumenta il tempo di stampa....
-
ma cosa intendi di preciso? ho visto i file e praticamente sono "oggetti" grandi anche due metri che si potrebbero anche stampare.... il pannello ovviamente deve essere montato su una struttura pre-esistente e se ho capito bene a te interessa la struttura principale stampata in 3d... considerando che sono per esterni questa struttura "portante dovrebbe essere in metallo....ma il prezzo per la stampa 3d di metallo è su i 70 euro\grammo....se la produzione supera le 10-20 unita' la stampa 3d ti costa esponezialmente di piu' rispetto ad una forgiatura....
-
l'effetto ventosa si verifica se stai stampando una superficie larga e molto di piu' se è anche cava. piegare l'oggetto riduce esponensialmente il tempo di stampa e si fa per questo maggiormente
-
Anycubic PHOTON S problemi sulla stampa di prova!!
FoNzY ha risposto a Federico_Bologna nella discussione Problemi generici o di qualità di stampa
credoc he il file di prova sia fatto per la resina trasparente...e gia' questo è un mezzo problema.... aggiungiamo il fatto che la stampante sta a 12 gradi quindi la resina è ancora piu' fredda e credo che sia prorpio questo il problema...una combinazione di problemi.... ci sono resine a basa di acqua (sempre tossiche) ma non puzzano e non macchiano puoi considerare l'opzione di prendere queste resine e trasferire la stampante in un posto piu' caldo o fai un piccolo box in legno riscaldato.... -
Stampante fdm in ambienti freddi e umidi
FoNzY ha risposto a Gabr222 nella discussione La mia prima stampante 3D
puo' essere una scelta valida, sicuramente è allo stesso livello delle altre due che ti ho citato..... -
Stampante fdm in ambienti freddi e umidi
FoNzY ha risposto a Gabr222 nella discussione La mia prima stampante 3D
se vuoi stampare in ambienti freddi materiali che richiedeno piano caldo è consigliabile prendere un secondo alimentatore in quanto quello originale non ha abbastanza potenza.anche un mosfet esterno è sicuramente utile in quanto dimezza il tempo di riscaldo del piano ed essendo molto piu' potente di quello originale ha molte meno possibilita' di rompersi -
Stampante fdm in ambienti freddi e umidi
FoNzY ha risposto a Gabr222 nella discussione La mia prima stampante 3D
per prima cosa devi capire cosa vuoi stampare, se stampi pla è un conto, se stampi in petg un altro e se stampi in abs le cose si complicano.... non devi fare il box dei sogni...niente di particolare... 6-8mm di legno economico e magari il frontale in plexiglass.... se stampi in petg puoi tenere tutto dentro, piano a 60 e quindi tutto arriva a 60 gradi il che non è sicuramente un problema. se stampi abs, quindi temperature intorno ai 100 direi che è necessario mettere l'elettronica fuori e comunque i poveri motori non sono troppo contenti..... se stampi pla... io il pla lo stampo da una vita in garage a 0 gradi, buon tasso di umidita',sporco,polvere etc.. e vado forte 😂 come regola generale è meglio non stampare a temperature glaciali, l'elttronica spenta a 0 gradi non è troppo contenta. quando stampi l'unico problema è che consumi piu' corrente per mantenere le temperatura ed è pratricamente necessario apportare delle modifiche alla stampante.... se stampi in abs non puoi tenerla dentro, se stampi altri materiali si... diciamo che è meglio che non raggiunga i 80-90 gradi.... su questo budget una soluzione potrebbe essere la geetech i3,geetech a 10 e simili.... non c'è un modello da consigliare sono tutte equivalenti per questa fascia di prezzo.... se è molto piccolo e stampi in abs non è il massimo ma non lo definerei un problema... certamente poi non devi stare li a respirare i i fumi per tutto il tempo altrimenti si che è un problema..... pla o petg nond evono essere arieggiati.... ti consiglio una soluzione "ibrida", fai un box per la stampante e prendi una scatola per quadri elttrici (insomma una scatola di plastica) che avviti direttamente su un lato del box. in questo modo stampi cio' che vuoi e l'eltronica non raggiunge nemmeno i 50 gradi ma l'eventuale umidita' non si condensa mai sulla scheda. fai un po' di fori sulla parte superiore del box per arieggiare un po' e magari aggiugni anche un mosfet per il piano ed eventualmente un secondo alimentatore se vuoi stampare abs. -
Tronxy p802ma
FoNzY ha risposto a xxREVENGExx nella discussione Problemi generici o di qualità di stampa
sono pronto a scommettere che il problema è solo questo 😅 scarica lo slicer chiamato "cura": https://ultimaker.com/it/software/ultimaker-cura una volta installato nel pannello principale in alto trovi: impostazioni-->stampante-->aggiungi stampante aggiungi una stampante non in rete e dall'elenco selezioni prusa3d-->prusa i3 a questo punto: impostazioni-->stampante-->gestione stampanti-->impostazioni macchina-->extruder1--> diametro filo compatibile 1,75mm a questo puntoi sei al 99% del lavoro, se la stampa esce una schifezza c'è qualcosa di piegato o montato male ma sicuramente niente di rotto...magari se la stampa esce male posta una foto del risultato P.s prima di stampare assicurati di livellare il piano in modo buono -
per poterne regolare la velocita' ti serve una ventola in pwm (3 fili) e di conseguenza un connettore idoneo( con 3 pin)... dalle foto che ho trovato su internet sembra che questa scheda abbia solo uscite ventola in pwm quindi si non ci dovrbbero essere proiblemi. per quanto riguarda il firmware a rigor di logica direi che non serve modificarlo ma non so'
-
HELP Heating failed :-(
FoNzY ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
la tua unica colpa è che hai messo una cosa inutile come i diodi 😂 non è colpa di nessuno, la rottura del mosfet (scheda madre) se fosse è da imputare al solo fatto che è inadatto e sottodimensionato per lo scopo o semplicemente difettoso fin dalla sua produzione la stampante 3d ha una vita di circa 5000 ore (per questa fascia di prezzo), se le stampa consecutive o in 10 anni non cambia nulla...non esiste un limite di tempo raccomandato per la durata della stampa...la rottura è data dall'uso e non da "che tipo di uso" -
HELP Heating failed :-(
FoNzY ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
l'ansia è cattiva consigliera quindi.....calma!😅 se fosse solo il piano rotto sarebbe un problema minimo che si risolve con un piano nuovo dal costo di 15 euro..... ti consiglio di fare un test di continuita' ai capi dei fili del piano. se il piano dovesse risultare funzionante sempre con il tester dovresti controllare la tensione in uscita sul connettore della scheda maadre adibito al piano. quindi nella migliore ipotesi cambi il piano...nella peggiore cambi la scheda madre...... se nons ei sicuro di come si effettuano i test che ti ho elencato non improvvisare e cerca qualche video sul tubo.... il problema è totalmente indipendente da questo.... -
Problema estrusione filamento con clone Bmg
FoNzY ha risposto a Barone Birra nella discussione Problemi generici o di qualità di stampa
ma quindi alla fine erano loro? -
Se stacco il piatto lo devo ricalibrare?
FoNzY ha risposto a NicoInve nella discussione Problemi generici o di qualità di stampa
dipende... sono macchinette molto delicate....possiamo dire probabilemnte si, ma anche vero che se dai dei bei colpi all'oggetto per staccarlo dal piano rischi di dover ricalibrare lo stesso.....