FoNzY
-
Numero contenuti
6.654 -
Iscritto
-
Ultima visita
-
Giorni Vinti
459
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
ma questo sicuramente, anche perche' se non indicato diversamente a base acqua o a base acetone sono da considerarsi ugualmente tossiche
-
ci sono i pla wood filled, quando li stampi hanno l'odore del legno 🥰
-
chiariamo una cosa, le resine uv sono moderatamente tossiche, tipo le vernici eppure ne veniamo a contatto ogni giorno basta usare un minimo di buonsenso e problemi non ce ne sono. Il tuo problema sono gli odori e per quanto ne so' le resine ad acqua non puzzano ma aspetta qualcuno che te lo confermi.
-

Altezza della stampa errata su Longer LK4 PRO
FoNzY ha risposto a carloa nella discussione Problemi generici o di qualità di stampa
a che temperatura stampi? a che velocita'? quanto hai di ritrazione ed a che velocita'? se ti dicessi di guardare la vref del motore? -
purtroppo ci vuole esperienza e tanti fallimenti, i concetti base li trovi in giro per il web. forse il consiglio piu' utile è quello di aumentare l'esposizone, perdi un po' di tempo ma rispetto ad una stampa fallita ne risparmi tantissimo ed una resina piu' dura ti perdona molti errori p.s. i fori li puoi tappare usando la stessa resina, un po' di resina sul buco con uno stecchino, passaggio rapido sotto al sole o con penna uv
-
cancella la mail dal messaggio senno' lo spam ti inonda
-
Domanda su Fusion 360
FoNzY ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
interessante, io parlavo per sentito dire...comunque se il file è complesso è normale che un po' ti pianta il pc -
Domanda su Fusion 360
FoNzY ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
purtroppo ti capisco benissimo, è un operazione "un po' particolare" e non c'è modo di farla bene, qualche anno fa' c'erano i plug in ma gli hanno stroncati. la funzione piu' adatta restituisce un file buono al 90% ma è solo su fusion a pagamento. Stessi problemi tuoi con fusion ultimamente, secondo me hanno castrato la versione free -
ehm abbiamo un problema, il file supera di 19 volte il limite massimo consentito 😅 esempio di supporti automatici messi alla coda di gatto. ti rovinano lo spigolo e non supportano niente. questi sono i parametri che ho usato. è inclinata di 10 gradi in Y. svuotata con pareti da 5,2mm (se metto meno crea le bolle) 2 fori (perche' hai due sacche distinte) da 2,5mm se vuoi ti mando il file per mail oppure con fallo tu seguendo le mie indicazioni

-
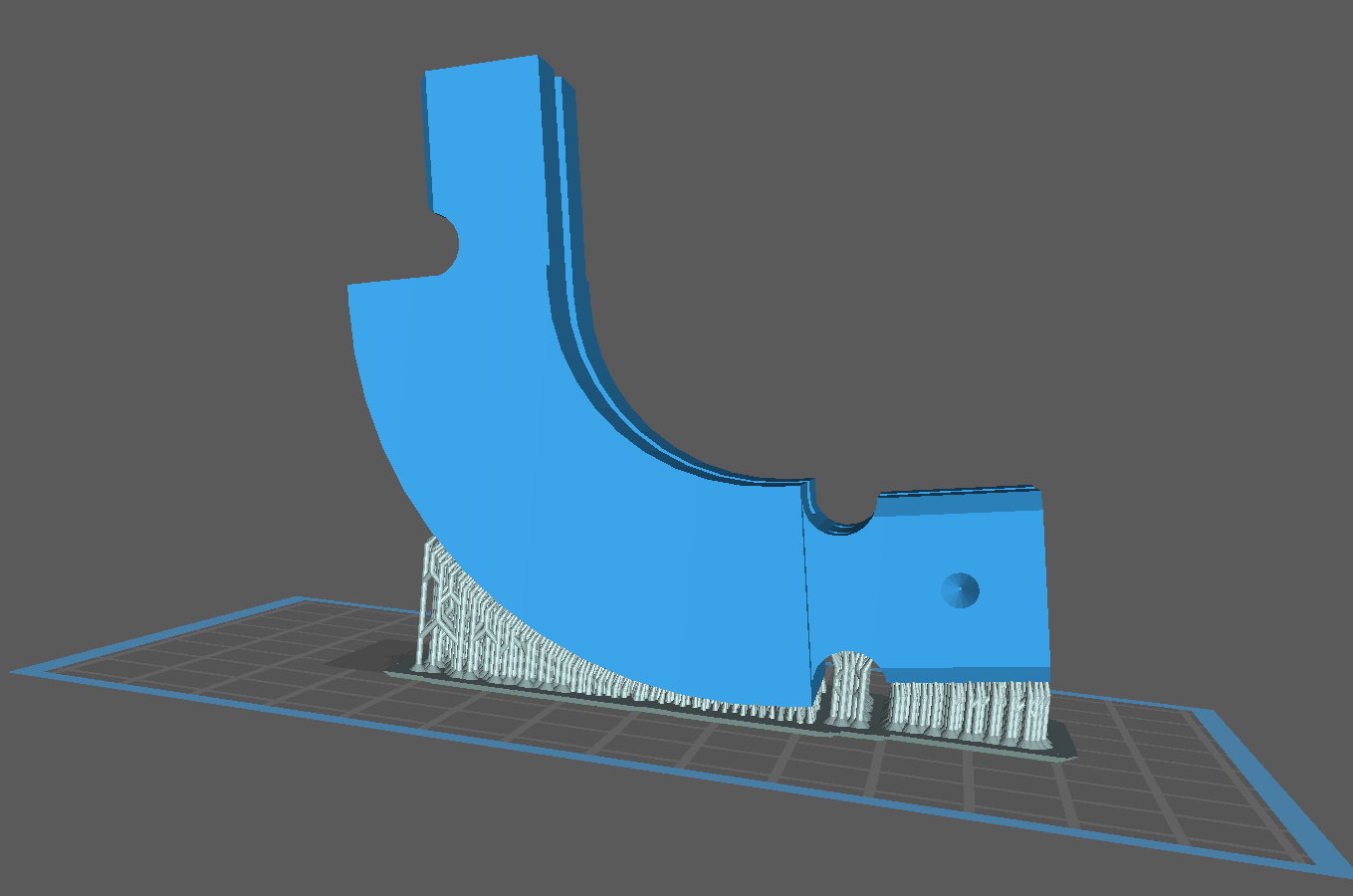
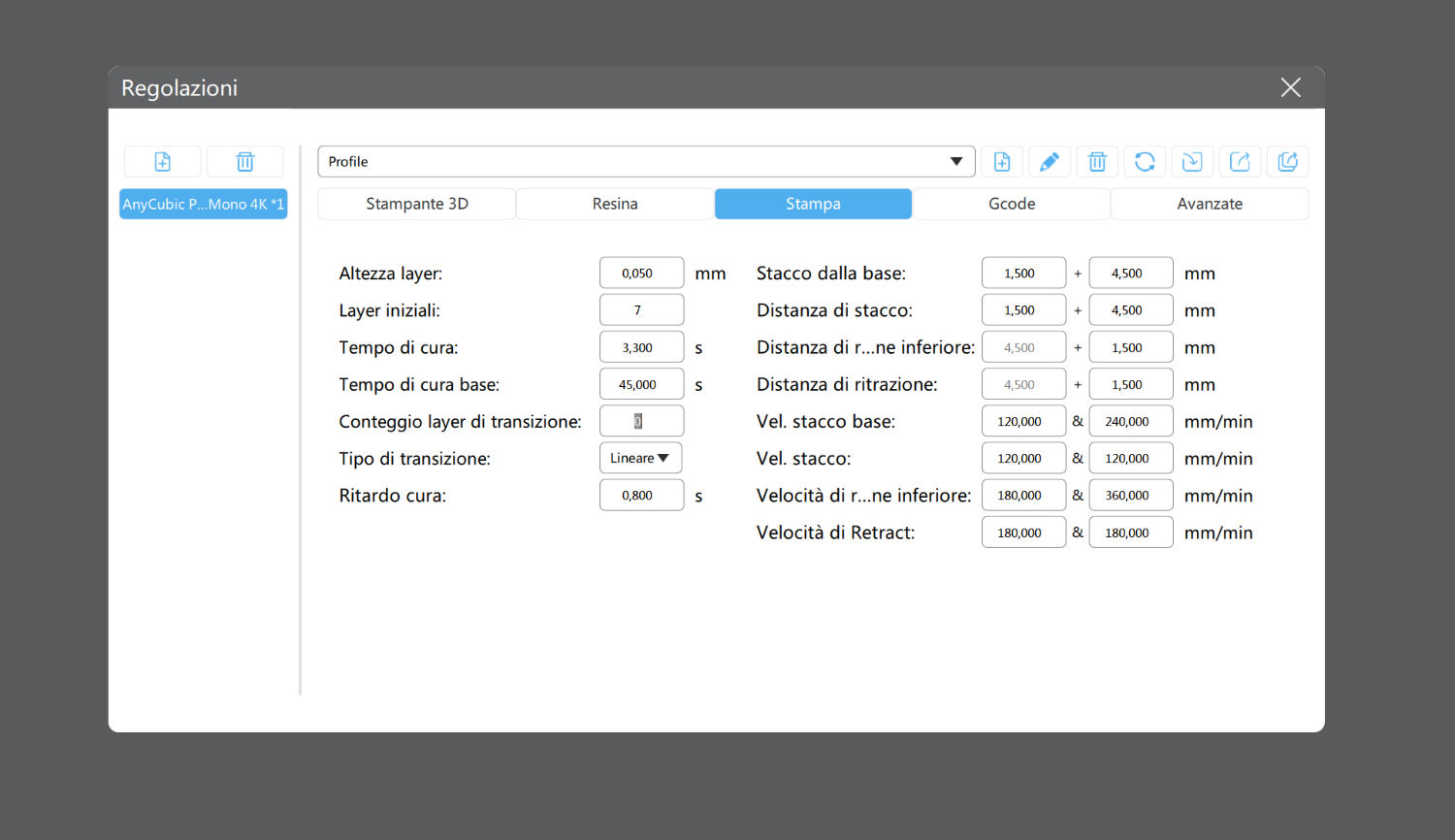
Esposizione normale: 3 sec (anche 3,5 per questa stampa) i supporti automatici che vedo in foto vanno rivisti, in automatico tende a metterli su gli spigoli e questo ti mangia tutto l'angolo, dovresti cancellarli e rimetterli a mano lasciando tra il supporto e il bordo 0,2\0,5mm i supporti sono troppo alti e la forma ad albero non serve, devono essere dritti tipo le setole dello spazzolino forse è anche troppo piegato, qualche grado in meno e risparmi un 40% di supporti se mi passi il file ti faccio vedere come lo farei io
-
mi servono i parametri di stampa.
-
è un tecnico un po' alla "mio cugino" sembra 😅 l'end stop ti spegne la stampante perche è collegato male, ti manda in corto i pin e la scheda si spegne per protezione. l'errore "T0" lo risolvi facendo un pid autotune e salvando i nuovi valori in eeprom se abilitata, se non fosse abilitata impostalo come start gcode
-
Tondo? no, ovale!
FoNzY ha risposto a Mozzyllo nella discussione Problemi generici o di qualità di stampa
stampa un cubo piu' grande 😅 prova un parallelepipedo da 50x50x1 (z non importa) e vedi se qui c'è un errore piu' probabile che sia una diversita' meccanica tra X e Y -
Linear Rails, conviene installarle?
FoNzY ha risposto a dnasini nella discussione Hardware e componenti
questo è vero per i produttori veri, i cinesi copiano il design di hiwin che è quello piu' semplice. ai cinesi li frega la produzione del carrello, il binario è estruso e c'è poco da sbagliare, i binari sono prodotti alla meno peggio, le plastiche anche, 30 secondi a pattino per adattarlo senno' cambiano pattino tanto sono 30cent dii metallo che riciclano, poi hanno comunque margini altissimi, originale 100 loro lo vendono a 50 ma gli è costato 2. se guardi dentro ai carrelli cinesi c'è scritto a pennarello il tizio che lo ha montato infatti come dicevo qualche tempo fa', se ti arriva il carello montato è sempre un clone appunto perche' date le tolleranze non possono fare un carello universale -
Linear Rails, conviene installarle?
FoNzY ha risposto a dnasini nella discussione Hardware e componenti
è normale, li accoppiano in fabbrica modificando ll carrello per adattarlo a quel binario, tolgono sfere, lo limano...glii fanno di tutto e creano la coppia -
se la temperatura di stampa è la stessa, sicuramente è stato un caso altrimenti è dovuto dalla temperatura differente. è un errore che indica una inaspettata perdita di temperatura dall'ugello e la stampante si ferma per sicurezza. credo che lo faccia su questo oggetto perche' la sua forma crea turbolenza nel flusso d'aria che lo raffredda facendo raffreddare l'ugello. fai un pid autotune con la ventola accesa e rirpova. in alternativa stampa 2 oggetti invece che 1
-
Skr 1.4 turbo non carica firmware da sd
FoNzY ha risposto a BoZZy_92 nella discussione Software di slicing, firmware e GCode
credo che sia sotto intesa la cosa, vuole essere alimentata da usb mentre gli carichi il firmware. comunque il mio era solo un "reminder" generale -
Skr 1.4 turbo non carica firmware da sd
FoNzY ha risposto a BoZZy_92 nella discussione Software di slicing, firmware e GCode
le skr per la prima volta vogliono che il firmware sia caricato tramite usb -
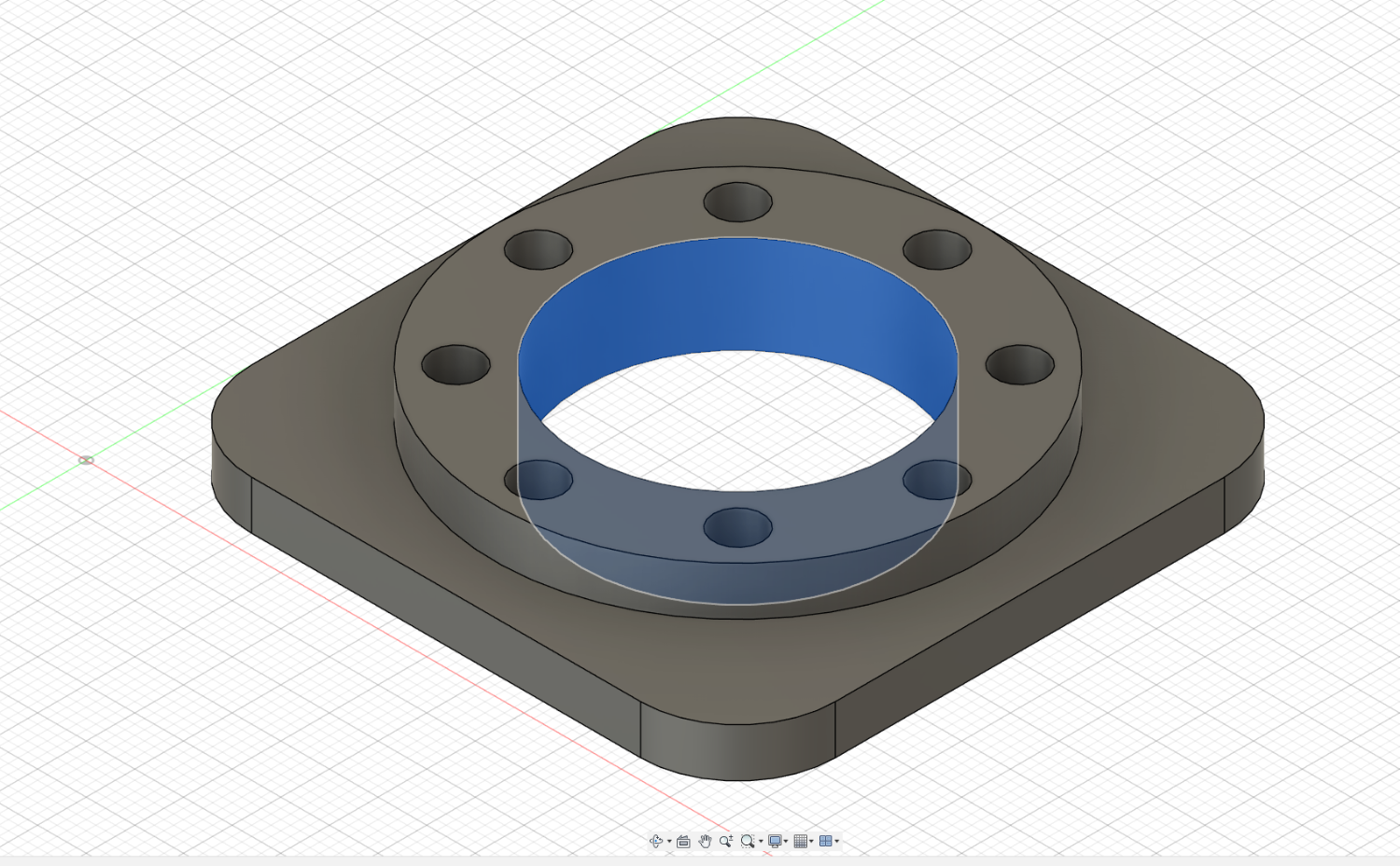
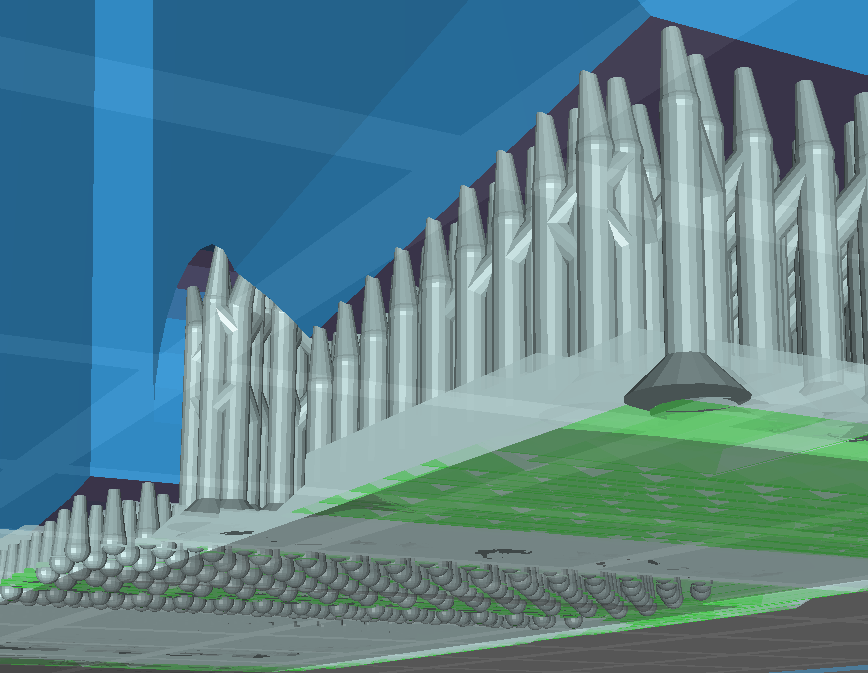
se non citi il mio nome come faccio io con te le tue risposte non le vedo e devo ripescarmi la conversazione a memoria... Dovrei sapere che parametri stai usando....potrebbero non essere ottimali il che peggiora la situazione ma di base stai facendo un grosso errore di posizionamento. in verde la superficie di contatto con la base, in rosa il layer piu' ampio che stampi, come vedi la differenza è un 30% abbondante e come regola generale è un limite da non superare per non staccare la stampa dalla base se parliamo di layer pieni ma essendo i tuoi vuoti la combinazione tra: pochi millimetri di resina non ancora perfettamente indurita e tutta questa trazione rende la deformazione praticamente inevitabile, in aggiunta in giallo vedi tutto la parte dei layers che eccede il layer di suppporto che se fossero layer pieni sarebbe anche quasi ok ma con layer perimetrali no. come spessore delle pareti devi usare almeno 4\5mm, come pattern interno qualcosa di semplice senno' collassa, non svuotarla troppo perche' è una stampa complessa e quello che tenti di risparmiare lo perdi in tentativi falliti. Il tuo potrebbe anche essere un problema di supporti: in una stampa che tira cosi' tanto su i supporti vuoi che siano (ma questo sempre) il piu' corti possibile 2\4mm al massimo tantissimi in densita' e piccoli nella dimensione, tipo le setole di uno spazzolino i fori per la resina, non metterne tanti piccoli ma pochi e grandi 2 fori da 3\5mm, anche nel foro c'è un simpatico punto di forza, ad ogni layer la resina lo deforma passandoci attraverso quindi riduci l pressione aumentando le dimensioni del foro stesso. infine per una stampa cosi' ritoccherei la velocita' di inseriimento in resina, l'off time e l'esposizione con valori piu' conservativi. scusa le lettere doppie
-
a me sembra che quella piu' che la fine sia l'inizio o sbagliio? quel punto non è quello che stta piu' in basso con ii supporti che lo collegano alla piastra? tutti quei fori, che sono? per far scolare la resina? iil pezzo è vuoto all'interno? la tastiera fa le lettere doppie, un po' correggo ma poi rinuncio, scusa
-
l'unico microstepping da usare è 1\16 o al liimite 1\32 ma a 32 le prestazioni sono gia' sensibilmente degradate. ridurre la corrente oltre 0,8 non è cosa, dovresti tenerli intorno ad 1 almeno non è che hai i tmc cinesi? a che voltaggio vanno gli stepper? il rumore secondo me è dato dal mix di poca potenza e voltaggio...
-
esatto, tende subito ad impastarlo anche su un taglio da 0,1mm scarso,ho dovuto usare l'acqua per evitarlo
-
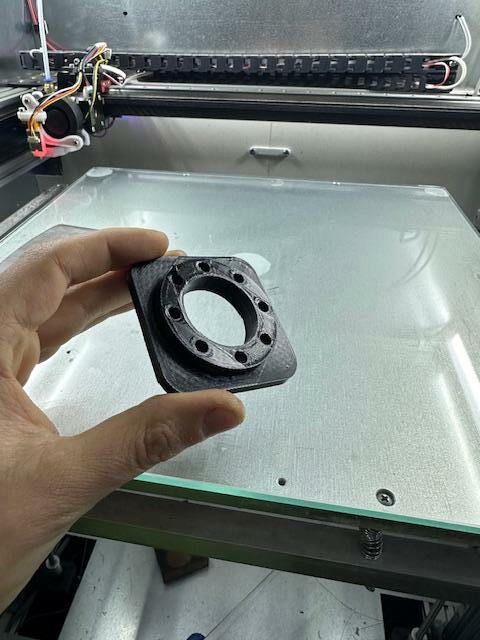
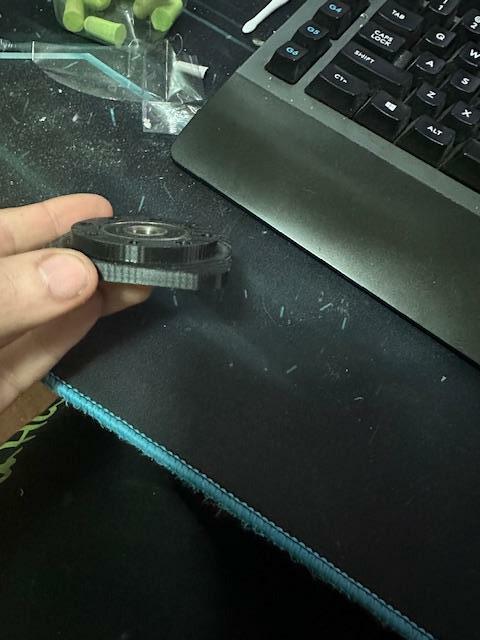
Volevo vedere se la finitura estetica diventasse migliore e la risposta è stata "in alcuni casi si" un porta cuscinetto flangiato senza un particolare scopo, 60x60 esterno il diametro del cuscinetto 32mm. non ho fatto foto alle misurazioni ma era ok,la classica stampa fdm "buona", nella seconda foto proprio accanto al mio dito c'è un blob dii plastica creato a fine stampa ma oltre a questo tutto nella norma. la spianatura è venuta una bellezza, nessun segno layer visibile, sembra proprio che sia ricavato dal pieno (profondita' 0,1 in Z) l'angolo che nella prima foto è in alto a destra era basso di 0,07mm (quidni li è stato rimosso solo 0,03 mentre dalle altre parti 0.1) i due segni su i fori che forse vedete...l'operatore della cnc è un cane ed è colpa sua (si, sono io l'operatore) i fori sono interessanti, tutti ovaliizzati, forse anche complice un non perfetto posizionamento della stampa sulla cnc ma comunque una fresa da 4,8 su fori stampati da 5mm ha rimosso materiale, all'interno sono belli lisci e non presentano piu' i layers il foro interno un disastro, ovalizzato per oltre 0,1mm, in alcuni punti la fresa ha staccato talmente tanto materiale da oltrepassare le sue possibilita' ed ha "rovinato la superficie"...in alcuni punti si vedono i segni dei layer ed in altri no. credo sia dovuto ad una combinazione tra "foro ovale",cucitura ed estrusione non proprio perfetta oltre che fforse anche al posizionamento non impeccabile (ho finito lo spazio per le foto entrambi i bordi, sia quello esterno che quello esterno del cerchio non sono stati toccati dalla fresa e presentano ancora i segni dei layer. le mie conclusioni sono che: non ho conclusioni da trarre, o almeno non definitive. potrei avere gli stepp\mm sballati e tutto è leggermente piu' piccolo, la circonferenza interna viene allargata mentre quelle esterne essendo piu' "strette" non vengono toccate ma prima di confermare le conclusioni mi serve un set up piu' stabile comunque sicuramente gli stepp\mm di una fdm non sono mai una cosa certa e credo che il problema sia tutto qui... stavolta ho fresato lo stesso pezzo stampato la prossima volta provero' a stampare un pezzo da 0,1mm piu' grande in ogni dimensione che poi fresero. questo è stato il mio progetto domenicale 😅
-
le differenze tra le schede madri sono sempre minime nella pratica, la differenza non è minimamente percepibile in ogni caso, se non hai necessita' di driver rimuovibili a 53 eur. prendi la skr min v2.0 con i tmc 2209 la turbo è pensata per un carico di lavoro medio ma su una lk4 originale la mini è adatta e costa meno
-
MATERIALE RESISTENTE AL CALORE E IDROCARBURI
FoNzY ha risposto a MAL1190 nella discussione Materiali di stampa
me lo hanno chiesto pochi giorni fa', dopo estenuanti ricerche se hai budget da spendere l'ideale è il pps (polifenilensulfide) lo fanno normale o cf



.thumb.jpg.8ce48c66437d1c1b356220f41ab1a188.jpg.c0a2ccef207fa7cae7fecb0065f2996e.jpg)