FoNzY
-
Numero contenuti
6.650 -
Iscritto
-
Ultima visita
-
Giorni Vinti
458
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
questo è buono, anzi perfetto... questo non ho capito.... se fai un foro da 4mm esce 3,8-3,7mm? se fosse questo è male...ma poi bisognerebbe vdere che foro è..... secondo me il fattore determinante è il restringimento della resina piu' che la temperatura o l'esposizione.... quindi una resina "di marca" forse performa meglio proprio in questo.....
-

Prove empiriche di estrusione
FoNzY ha risposto a Killrob nella discussione Problemi generici o di qualità di stampa
come linea di massima si ma secondo me non proprio corretto... estrudere 10cm in aria (almeno è quello che ho capito) è una circostanza diversa da "stampare", in questo modo il filo si raffredda mooolto piu' velocemente di quando lo stampi, l'estrusione è anche molto piu' rapida, non c'è mai ritrazione e la pressione all'interno del nozzle è costante.... è comunque un test valido e potremmo dire di escludere temperature superiori a 235 gradi ma per un buon test dovresti stampare qualcosa.... -
"piegare l'angolo" intendi "inclinare la stampa"?! inclinare la stampa ripsetto Z ha il solo vantaggio di ridurre i tempi di stampa. in questo tipo di stampanti l'altezza in Z è cio' che determina la durata della stampa infatti a prescindere dalla dimensione che occupa l'oggetto in X e Y si avra' un tempo di esposizione fisso che spesso è inferiore al tempo di movimento del layer Z. i piedini o supporti per dirla in modo piu' scentifico vanno quasi sempre messi, hanno lo scopo di sorreggere la parte stampata, evitare deformazioni ed aumentare l'area a contatto con la piattaforma. l'unico oggetto che non necessita di supporti è quello con una superficie larga e piatta ed anche se rischi di avere una leggera deformazione aggiugnere i supporti in questo caso lascia dei segni ben visibili sulla base stessa del pezzo stampato.
-
😱amazon si è messo a fare i filamenti 🤯
-
Migliorare qualità
FoNzY ha risposto a Simkey nella discussione Problemi generici o di qualità di stampa
con quell'impostazione sbagliata il flusso stimato era il doppio di quello reale ma questo non dovrebbe causare una perdita di passi.... la perdita' di passi avviene se hai un layer troppo basso,velcoita' troppo alta o un occlusione nell'ugello, la temperatura e l'altezza layer sono buone quindi non saprei... lo fa anche dopo aver modificato il diametro? se si posta le impostaizoni del profilo.... -
Migliorare qualità
FoNzY ha risposto a Simkey nella discussione Problemi generici o di qualità di stampa
hai un problema di estrusione, hai una super sotto-estrusione 😅 se stai usando cura dovresti controllare in: setting-->printer-->manage printer-->machine setting--> che il dimetro del filo utilizzato sia corretto (1.75mm) altre probabili cause potrebbero essere: stepp\mm totalmente sballati (ma non credo), dimensione ugello dversa da qeulla impostata nel software, la ghiera spingi filo che scivola... -
bè...fresare acciaio è roba tosta...con 5000 euro fresi bene l'alluminio ma per l'acciaio credo ne servano almeno 4 volte di piu'....
-
sono piuttosto sicuro che vengano fresati dal pieno almeno quello di marca....forse quelli economici vengono colati?
-
io purtropo conosco solo loro...in alternativa prova a gurdare su 3dhubs ma di solito li sono tutti molto cari...
-
Motori passo passo non girano
FoNzY ha risposto a Lupetto8811 nella discussione Problemi generici o di qualità di stampa
spigati meglio, un firmware lasciato con tutti i parametri di default non riesce a muovere nulla e sono piuttosto sicuro che nemmeno possa essere compilato...... perche'?perche modificare il microstepping se il motore nemmeno gira? il microstepping deve essere in linea con quello impostato da firmware. visto che non so che motore è direi che è un valore altissimo, avresti dovuto inziare con valori di 0,2, non credo che il motore del plotter sia un nema 17 da 1,5amp sicuro che sia uno stepper e non un motore dc con encoder? hanno un pin di "fault" che se attivo blocca il driver, potrebbe essere sempre attivo a causa di un errore nel firmware (driver impostato diverso) oppure puo' attivarsi a causa della vref troppo alta o troppo bassa..... prima di modificare oltre troviamo qualche dato sul motore, impostiamo una vref decente e cerchiamo di capire che firmware hai.... -
Ender 3 pro- ventole e tubo ptfe
FoNzY ha risposto a Shini3D nella discussione Hardware e componenti
dove ti serve un flusso d'aria ottimo o almeno discreto prendere una ventola pensata per essere silenziosa non è una grande mossa. non saprei un modello o una marca in particolare ma prenderei quella con le pale piu' inclinate che riuscirei a trovare e con un kv piuttosto alto -
weerg, tempo fa anche un solo pezzo realizzavano
-
cassa e bracciale boh... 500-700 eur?!? ... e poi vanno rifiniti....la stampa 3d in metallo ha prezzi da pazzi purtroppo 😅 il movimento non credo si possa stampare...non so molto di orologi ma direi che non è pratica come soluzione.... pietro_c ha chiesto un parere, forse non si aspettava costi cosi alti... praticamente nessuno, il "vantaggio" potrebbe essere quello di avere una cassa unica per ogni orologio o qualcosa del tipo... piu' un fatto di esclusivita' che di "performance" sicuramente.....
-
Estrusore cambiato e temperatura ballerina
FoNzY ha risposto a skimans nella discussione Hardware e componenti
voltimetro impostato in ohm con i puntali su i terminali del sensore la laettura deve essere il valore nominale del sensore 4700ohm -
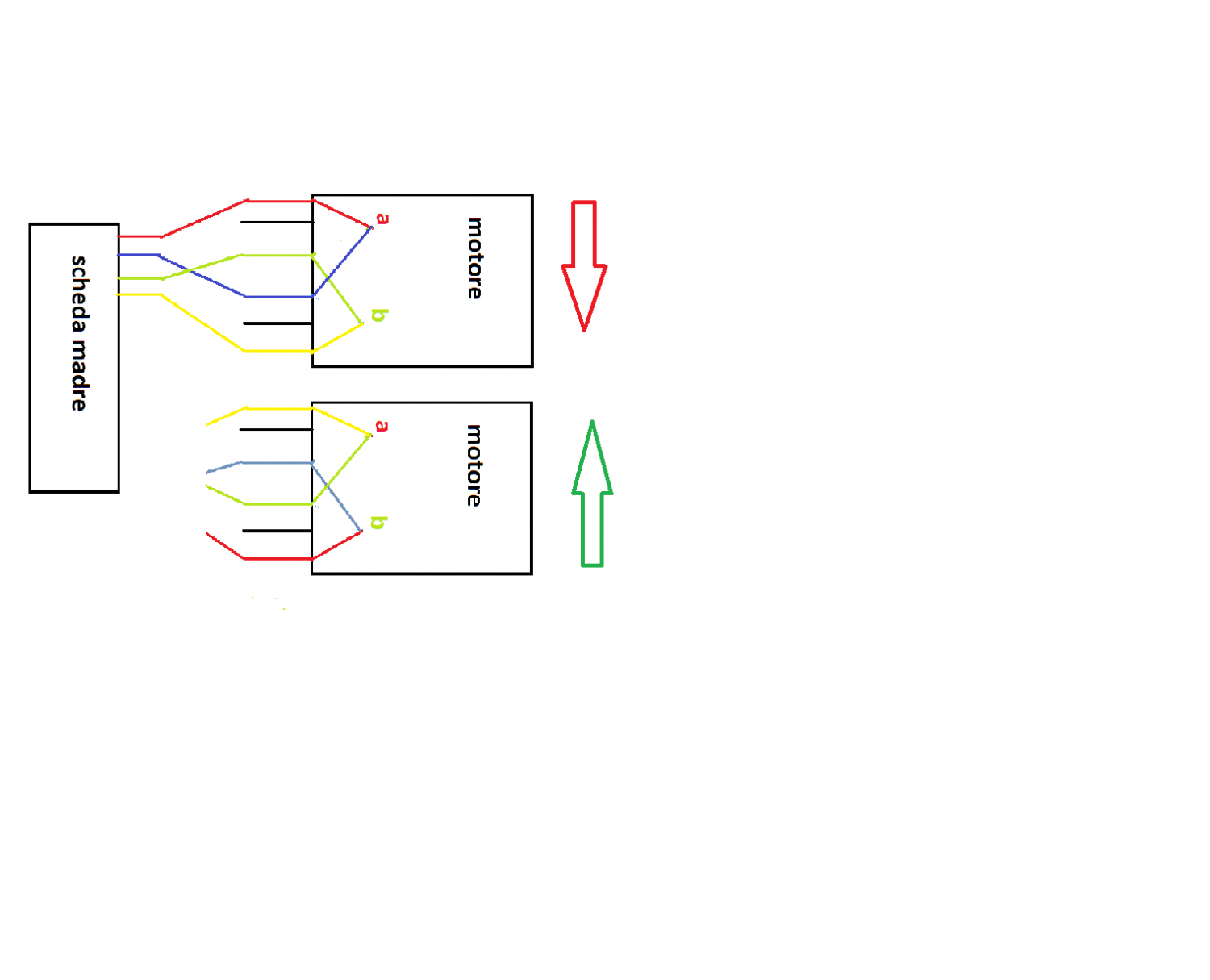
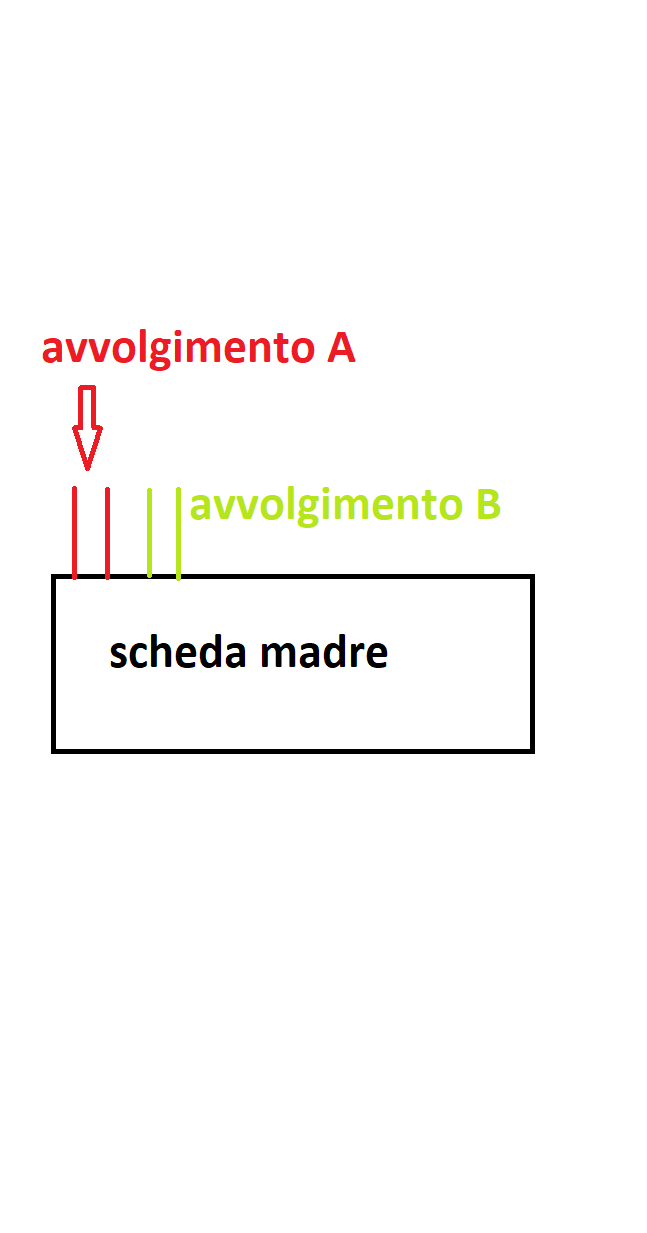
non esiste 😅 è un mix tra meccanica,elettronica,lingua inglese e modellismo..... "il tecnico" fara' un gran casino, devi trovare una persona nella quale riponi una grande fiducia...nel mondo delle stampanti 3d la fregatura da parte "dei tecnici" è sempre dietro l'angolo...... Come collegare un nema bi-polare: nel motore hai 6 pin, 2 non sono in uso (collegati al nulla)) gli altri 4 formano due coppie il motore non viene pilotato in CC ma in pwm quindi serve un oscilloscopio per poter vedere il segnale, il voltimetro non è adatto i 6 pin del motore hanno sempre questa configurazione A x B A x B (x è il pin vuoto) i pin sulla scheda madre sono A A B B (ecco perche' i cavi si intrecciano) esempio visivo: esempio di collegamento: il modo in cui colleghi i cavi cambia la direzione di rotazione del motore. non serve un tecnico, serve un cavo nuovo!

-
Estrusore cambiato e temperatura ballerina
FoNzY ha risposto a skimans nella discussione Hardware e componenti
segui il consiglio di @marcottt, hai un qualcosa di corrotto nella eeprom che devi cancellare e poi riparti da 0 senza modificare i valori pid manualmente.... P.S. ma hai provato con un voltimetro che il sensore non sia rotto? -
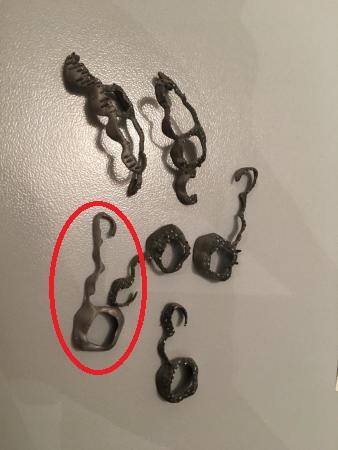
premetto che l'idea mi piace molto e per quel che vale almeno io ci farei un pensiero su un orologio cosi.... è tecnicamente possibile stampare cassa e cinturino in acciaio,oro,titanio etc... (in realta' poco altro) dovessi stampartela io la cassa in cromo-cobalto (non ho mai usato acciaio ma dovrebbe costare meno) la farei pagare intorno ai 300 euro rifinita (ossia sabbiata) e necessiterebbe di rifinitura prima di essere usata. oltre alla lucidatura probabilmente l'interno della cassa andrebbe rifinito con una fresa per essere considerato idoneo allo scopo. tieni presente che non si possono stampare filettature foto esempio: quella cerchiata è quella sabbiata, le altre sono come escono dalla stampante(non sono esattamente orologi ma è tutto quello che ho da mostrare come esempio 😅)
-
Estrusore cambiato e temperatura ballerina
FoNzY ha risposto a skimans nella discussione Hardware e componenti
quella è la cartuccia riscaldante non il sensore.... -
Estrusore cambiato e temperatura ballerina
FoNzY ha risposto a skimans nella discussione Hardware e componenti
se sul bed hai il sensore " 1 " si..... la macchia nel metallo siginifica che ha preso una bella scaldata ma se funziona no problema.... -
Prima stampa Anycubic Photon S
FoNzY ha risposto a Formatgio nella discussione La mia prima stampante 3D
esattamente, la luce fa da catalizzatore quidni piu' resina devi indurire e piu' catalizzatore serve -
Estrusore cambiato e temperatura ballerina
FoNzY ha risposto a skimans nella discussione Hardware e componenti
stavo per scrivere la stessa cosa @skimans potresti collegare il sensore del bed al posto di quello del hot end, impostare il sensore corretto nel firmware e vedere se almeno cosi la lettura ambiente è corretta -
Estrusore cambiato e temperatura ballerina
FoNzY ha risposto a skimans nella discussione Hardware e componenti
ehm...no! quello è solo il nome che punta alla scheda relativa, mettere solo il nome equivale a scrivere parole a caso senza la relativa scheda... dovrei avere un firmware sottomano ma in linea di massima deve creare la scheda per il sensore, visto che non ho mai aperto la scheda di un sensore una sensazione personale è che sia veramente complesso...magari piu' tardi guardo meglio come è fatta la scheda di un sensore..... un altra considerazione potrebbe essere quella di "prendere" la scheda sensore da marlin v XXX che ha quel sensore pre-impostato e copiarla in questo firmware "vecchio" magari al posto di un altro sensore che non si usa esempio: nella scheda per // 5 is 100K thermistor - ATC Semitec 104GT-2 (Used in ParCan) (4.7k pullup) cancelli tutto e copi i dati per il sensore "che usa adesso" presi da marlin v XXX -
i file .stl sono composti da triangoli, se quando disegni il pezzo non rimuovi le linee superficiali è comune che lo slicer veda piu' pezzi separati come in questo caso e che tenti di creare una superficie uniforme al meglio delle sue possibilita'.... questo difetto doveva essere visibile sia nello stl che nel software di slicing
-
Prima stampa Anycubic Photon S
FoNzY ha risposto a Formatgio nella discussione La mia prima stampante 3D
ops...si è vero 30 sec sono tanti per una msla per spessori cosi sottili forse 10sec è piu' giusto(o anche meno) -
Prima stampa Anycubic Photon S
FoNzY ha risposto a Formatgio nella discussione La mia prima stampante 3D
altezza del layer. direi che hai messo un valore "veramente estremo" 0,01 è un altezza veramente esagerata... un valore normale è tra 0,1 e 0,02 considerando il fatto che non tutte le resine sono indicate per spessori da 0,02 infatti questa resina è indicata per layer con spessore minimo di 0,035 mm P.S è questo il valore per il quale la tua stampa richiedera' 24 ore, è un valore troppo basso.... tempo di esposizione di ogni layer eccetto il primo e l'ultimo. questo è ok, 30 sec è giusto.... ovviamente varia in base all'altezza dello strato ma per layer cosi sottili è ok. numero di layer solidi a contatto con la piastra... piu' è sottile lo strato piu' layer solidi dovresti mettere, in questo caso metterne 3 equivale a metterne 0 (0,03mm di base). vanno regolati per ottenere uno spessore tra 0,3 e 0,7 mm tempo di esposizione per i layer di base, è un po' alto ma va bene (110-150 max) ok