FoNzY
-
Numero contenuti
6.647 -
Iscritto
-
Ultima visita
-
Giorni Vinti
458
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
ciao e benvenuto
-
ho subito riconosciuto la bobina😄, sonno anni che prendo questi filamenti e mi trovo molto bene,sicuramente provero' il tuo negozio visto che il prezzo è anche buono 👍
-

Valutazione acquisto FLSUN Cube doppio estrusore
FoNzY ha risposto a onairda nella discussione La mia prima stampante 3D
le barre filettate sono bruttine è vero ma in fatto di prestazioni o precisione non dovrebbero essere un problema... l'oscillazione con le barre fissate ad un cusinetto o libere come in questo caso è sempre limitata dalla madrevite..... qui non puoi mettere le guide lineari, è un po' difficile da spiegare in lettere😅 praticamente i carrelli scorrono su delle barre ma queste barre non sono fisse ma ruotano ed azionano le puleggie ad esse collegate. quando ad esempio muovi il carrello in X le barre di Y ruotano sebbene il carrello poggi su esse, stesso discorso se muovi in in Y. quando muovi in entrambe le direzioni il carrello scorre su una barra che sta ruotando. -
Ventole a 12volt
FoNzY ha risposto a maranatha60 nella discussione Problemi generici o di qualità di stampa
se ho capito bene vuoi mettere una ventola 12volt su un uscita 24 volt? si, puoi farlo. la ventola fara rumore e avra' una vite piu' breve ma comunque è una soluzione accettabile.... -
Impresora ctc a8 3d printer diy i3 non si accende
FoNzY ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
dove hai testato? se hai testato i cavi che portano la corrente all'alimentatore e a lettura è stata 0 significa che non arriva corrente all'alimentatore... -
se la testa non è spanata,dici di aver provato tutte le chiavi in millimetri e considerando che qualcuno quella vite l'ha stretta la soluzione è solo una.... brugola imperiale...
-
Impresora ctc a8 3d printer diy i3 non si accende
FoNzY ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
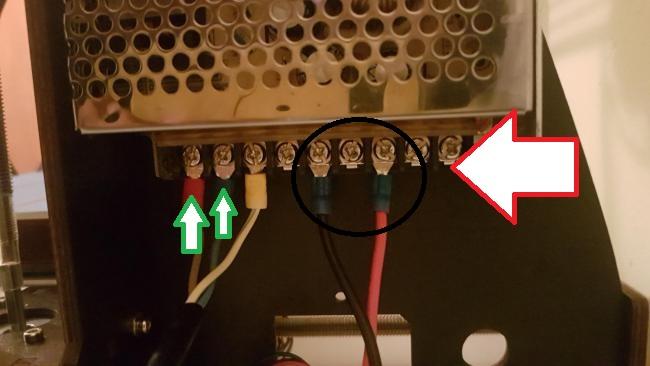
scollega i cavi che alimentano la stampante (cerchiati in nero con freccia rossa) e poi collega la spina, con il multimetro verifica che la tensione in uscita dove andrebbero collegati i cavi sia intorno ai 12volt. se la tensione è zero o l'alimentatore non parte nemmeno con i cavi staccati misura la tensione 220v su i cavi segnati conf reccia verde. per misurare la 220 devi impostare il voltimetro dove c'è la V seguita da un ondina
-
e se fossero brugole in pollici e tu stia usando brugole in millimetri?
-
Alfawise U20 - problema linee orizzontali
FoNzY ha risposto a Simone D. nella discussione Problemi generici o di qualità di stampa
quelle righe sono dovute ad una meccanica non perfetta. visto che il resto della stampa è pressocche' perfetto direi che la velocita' non c'entra. purtroppo sono stamapanti economiche che presentano delle imperfezioni (anche grandi) probabilmente il tuo problema è dovuto alle barre di Z non perfette quidni ci sono bene poche soluzioni... prova a stringere tutte le perti,ingrassa e lubrifica tutto e magari riduci un poco la velocita' altrimenti la cosa da fare è cambiare barre ma non è detto che risolva il problema..... sono stampanti fdm con mille parti in movimento questo tipo di errori è normale e praticamente inevitabile..... -
Impresora ctc a8 3d printer diy i3 non si accende
FoNzY ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
non è strano.... un motore gira quando riceve corrente e di conseguenza genera corrente quando viene girato. la differenze tra un motore ed un generatore è solo quella di essere efficiente in uno dei due casi ma entrambi possono funzionare come motore o come generatore. non è una cosa buona da fare, la corrente generata puo' causare danni all'elttronica essendo essa instabile,di diversa intensita' e di polarita' anche opposta. visto che il display e le ventole partono mi fa pensare che ci sia un problema all'alimentatore. controlla i cavi elettrici che dalla spina arrivano all'alimentatore, controlla che non ci siano cavi invertiti e\o scollegati. non so quanti anni hai ma devi fare attenzione con la corrente quindi nel caso tu abbia dubbi fatti aiutare da qualcuno con piu' esperienza. -
il suo valore R è 0,05 non 0,2. per la vref come I si prende il valore massimo di ampere a cui puo' lavorare il motore e non gli ampere di riferimento (ampere assorbiti in media) quindi Vref = 1,75 x (8 x 0.05) = 0.7 ho usato 1,75 amp Max anche se in realta' il numero è basso,forse il numero corretto è piu' tra 2 e 2,5amp.(un valore basso non causa danni mentre uno alto si) quindi abbiamo 0,7 come vref minima teorica ma purtroppo per noi non viviamo in un mondo "ideale" quindi aggiungiamo un margine e diciamo che la vref minima è di almeno 0,8. 0,8 è il valore minimo con assoribmento massimo realisticamente piu' basso possibile il che non significa che sia sufficente, se nella formula cambi 1,75 con valori piu' corretti come 2 o 2,5 ecco che si hanno i numeri che dicono alla geetech tra 0,8 e 1,2.
-
Build log costruzione stampante grande formato
FoNzY ha risposto a FoNzY nella discussione Nuove idee e progetti
Uso viti inox m4x15 testa a brugola (almeno non rischio di rovinare la testa) usando dei dadi appositi per questi profili che entrano nella scanalatura del profilo e che mi consentono di centrare la piastra una volta serrati, non posso stringere troppo altrimenti il dado piega il profilo quindi uso 7nm di coppia. -
Build log costruzione stampante grande formato
FoNzY ha risposto a FoNzY nella discussione Nuove idee e progetti
finalemnte sono riuscito a trovare un po' di tempo per tagliare la lamiera.... sulla carta sembravano poche cose ma poi si sono rivelati essere 30 kg di ferro 😭 non avendo troppe possibilita' di rifare il taglio in tempi brevi e quindi dovevo azzeccare tutte le misure al primo colpo ed ovviamente diverse sono sbagliate🙃 ma tutto sommato il risultato è piuttosto buono, il vero problema è il paviemnto storto che mi ha fatto dannare di brutto...... piastra supporto estrusori(sbaglaita), gli estrusori sono in collisione 😭 sistema di scorrimento di X composto da 2 guide hiwin mgn15c. sistema di movimentazione di X. un singolo motore nema 21 colelgato ad un albero da 8mm che corre per l'intero asse azionando alle estremita' il sitema a puleggia. asse y, sempre una guida hiwin ugale alle altre, in questo caso c'è un nema 17 e sempre un sistema a puleggia(diretto) con cinghia da 9mm come su X. in questo asse è la guida hiwin a fungere da struttura portante in quanto essendo appunto da 15mm (di solido acciaio) è piu' che sufficente a tenere il peso dell'estrusore,del motore e della cinghia. visto che la e3d non fornisce alcun tipo di sitema per montare l'estrusore attualmente sto lavorando su di un modo per montarlo...
-
GEEETECH Prusa i3 pro W - Calibrazione corsa Asse Z
FoNzY ha risposto a gumfab nella discussione La mia prima stampante 3D
hai un problema di stepp per mm. c'è un valore nel firmware che indica quanti stepp deve compiere il motore per muovere il relativo asse di 1mm, nel tuo caso questo vvalore è totlamente sbagliato se guardi qui, ti spiego come risolvere il problema: -
Quante ore può stampare una stampate 3D? senza dover ricorrere ad un intervento di manutenzione?
FoNzY ha risposto a Elaboratore nella discussione Hardware e componenti
ovviamente una stampante cinese ha componenti molto economici che tendono ad usurarsi prima anche se questo "prima" è relativo. se prendiamo una stampante "brand" tipo zortrax,makerbot etc.. anche queste hanno componenti di seconda scelta (spesso anche 3) in quanto l'usura alla quale è soggetta una stampante 3d è mnima, sebbene i componenti siano di bassa qualita' sono pensati per un uso molto piu' intenso di quello che dovranno affrontare nella stampa 3d. per farti un idea, zortrax sulla m200 ti consiglia di sostituire le parti soggette ad usura intorno alle 3000 ore di stampa. se pensiamo che un componente mediocre puo' durare anche oltre le 3000 ore sicuramente sostituendo le parti con altre di prima scelta questo tempo triplica.(intendo cuscinetti,barre,chiocciole etc..) il PLA contenente metallo usura ed anche in maniera elevata l'ugello in ottone (per questo si consiglia di usarlo in acciaio) in questo caso la vita utile dell'ugello è intorno alle 50 ore per l'ottone (il foro si dilata) tu parli della cinghia, purtroppo le cinghie delle cinesi sono in plastica e la plastica non è assolutamente adatta a questo scopo, è una buona idea sostituire le cinghie con altre in gomma (molto piu' morbide e durature) la vita di una cinghia in gomma è di 2 anni. la parte piu' soggetta a rottura è la cartuccia termica, anche se questa puo' durare migliaia di ore è comune che si rompa anche dopo 600-1000 ore... ovviamente poi il componente difettoso è sempre un incognita non prevedibile... -
Anycube I 3 Mega ultrabase ..arrivata e anomalie riscontrate
FoNzY ha risposto a sako42 nella discussione Problemi generici o di qualità di stampa
devi cosniderare che è una barra rullata con chiocciola in bronzo della peggiore qualita' esistente, le frese cnc hanno le barre a ricircolo, non vedo un "problema" nel video, son d'accordo che c'è un po' di gioco ma è sicuramente in linea con le stampanti cinesi del tipo e poi la cosa importante è che non ci sia gioco in verticale....io proverei la stampa senza pensarci, come ti ho detto è tutto nella norma per stampanti di questo tipo....sarei sopreso se si rivelasse un problema per quanto riguardausare cura, nella schermata principale in alto trovi la scritta impostazioni in impostazioni-->stampante-->aggiungi stampante-->others--> e trovi anycubic i3 mega questo vuol dire che in cura cè gia' profilo pre-impostato per la tua stampante che sara' sicuramente buono (non perfetto magari) per quanto riguarda il test di stampa, puoi andare su "thingiverse" e cercare "printer calibration" e trovi mille risultati dove ti basta scegliere quello che ti aggrada di piu'... -
Aiuto stampante 3D da acquistare con budget limitato
FoNzY ha risposto a sic3196 nella discussione La mia prima stampante 3D
su questo prezzo se vuoi fare il salto di qualita' l'unica è prendere un usato tipo la m200 di zortrax o simili, altrimenti sul nuovo una vale l'altra.... -
Aiuto stampante 3D da acquistare con budget limitato
FoNzY ha risposto a sic3196 nella discussione La mia prima stampante 3D
su questi prezzi la flashforge è l'unica soluzione doppio estrusore.parlando di qualita' purtroppo non si allontana troppo dalla stampante cinese da 300 euro ma su questi prezzi o prendi un usato tipo zortrax a singolo estrusore oppure prendi una cinese un po' "piu' larga" tipo al tronxy e aggiungi il doppio estrusore.... -
Anycube I 3 Mega ultrabase ..arrivata e anomalie riscontrate
FoNzY ha risposto a sako42 nella discussione Problemi generici o di qualità di stampa
benvenuto nel mondo delle stampanti 3d cinesi 😄 si, di solito l'assistenza ti spedisce senza fare troppe storie le parti guaste o mancanti... -
Nuova stampante 3D Makerbot - Presentazione 11 dicembre 2018
FoNzY ha risposto a Alessandro Tassinari nella discussione Notizie sulla stampa 3D
nel video di presentazone si vede anche se poco chiaramente che le dimensioni sono simili alla z18 e che sicuramente avra' doppio estrusore. visto che le funzionilita' intrnet gia' le ha la z18 azzarderei a dire che usera' una tipologia di filamenti nuova, altrimenti la "rivoluzione" di cui parlano nel video non saprei a cosa si riferisce. sperando che la "rivoluzione" promessa non sia solo un altro brand che vende filamenti a prezzi assurdamente alti, e visto che altri lo hanno gia' fatto, anche se non la trovo una grande idea potrebbe avere il software di slicing direttamente nella macchina....sarebbe la "rivoluzione promessa" se un brand come makerbot lanciasse definitivamente sul mercato questa "tecnologia".... una fdm doppio estrusore con funzionalita' internet (anche se estese) non mi sembra niente di nuovo e non vedo motivi per far uscire un nuovo modello dal costo di oltre 7000 euro con queste "banalita' " come ho detto e voglio ripetere spero che non sia questione di Super PLA pagato 4 soldi e venduto ad un prezzo assurdo.... -
Anycube I 3 Mega ultrabase ..arrivata e anomalie riscontrate
FoNzY ha risposto a sako42 nella discussione Problemi generici o di qualità di stampa
partiamo del pressupposto che sono componenti di bassa qualita', negli accoppiamenti bronzo\acciaio c'è sempre un po' di gioco ed in questo caso è normale che ce ne sia un bel po'. prova a lubrificare il sistema e cotnrolla la filettatura delle barre e delle madreiviti,ad occhio nudo dovresti vedere eventuali imperfezioi su un passo cosi largo, non è possibile avere 1 mm di gioco senza danni chiaramente visibili N.B quando muovi la madrevite sulla barra il gioco deve essere laterale (anche di mm) ma assente(quasi) in Z. se le viti non presentano difetti evidenti puoi far muovere la macchina in modo autonomo (da lcd o da pc)che è il miglior sistema per verificare eventuali problemi (girare le viti a mano dimostra ben poco) per quanto riguarda il piano, non saresti il primo ad avere un piano storto, controlla che sia il piano ad essere storto e non il sistema sottostante che consente di muoverlo, controlla che non ci siano tensioni che deformano il piano come ad esempio le viti troppo serrate.....ma come ti ho detto un piano storto è cosa molto comune.... -
Consigli per progetto nuova stampante
FoNzY ha risposto a Marco-67 nella discussione Nuove idee e progetti
monta un alimentatore cinese senza marca o con marca casuale da 12 volt e 10\15 amp, lo stesso che trovi in internet a 15 euro..... -
La stampante non risponde
FoNzY ha risposto a Spark nella discussione Problemi generici o di qualità di stampa
Si lo so’, ho ripensato a quello che ho scritto e stavo cambiando il testo.... repetier host ti dice nulla quando invii un comando? Se scrivi qualcosa in g-code ti risponde la stampante? (Intendo in lettere) hai provato a collegarla ad arduino ide e vedere in monitor seriale che succede? -
La stampante non risponde
FoNzY ha risposto a Spark nella discussione Problemi generici o di qualità di stampa
è normale che segni la temperatura attuale come 0? non credo tu sia a 0 gradi in casa 😁 non so' come funziona la geetech in particolare ma spesso questo sta ad indicare un errore (in questo caso 2) nel sensore di temperatura.... hai fatto caso se è sempre stato cosi? -
Consigli per progetto nuova stampante
FoNzY ha risposto a Marco-67 nella discussione Nuove idee e progetti
per quanto riguarda il discorso dell'alimentatore hai ragione, la potenza dell'alimentatore influisce sul tempo di riscaldamento e anche un po' sulla temperatura (alla fine la temperatra che puo' fisicamente raggiungere il piano quella è) c'è anche un altro componente che influsice nelle cose dette ed è il mosfet sulla scheda madre. il mosfet è un integrato che quando riceve un "segnale" dal processore chiude il circuito facendo in modo che la corrente arrivi al piano per poi aprire il circuito quando la temperatura è stata raggiunta(riceve un altro segnale dal processore). la potenza di questo mosfet è spesso limitata alla minima indispensabile per un fatto di costi e dimensioni quindi se cambi alimentatore metti anche un mosfet esterno. per quanto riguarda il motore, non cè n'è uno migliore o peggiore.... i numeri che seguono la dicitura " standard nema" (12,17,21,23,34...) indicano la dimensione dell'albero del motore e del motore stesso, quindi dicendo nema 17 sto indicando un motore con albero da 5mm e dimensioni di 42x42mm con fori di fissaggio m3........ e una potenza indicativa (in quelle dimensioni la potenza +\- quella è) ovviamente piu' un motore è grande e piu' potenza ha, quindi la dimensione va scelta in base alla tua esigenza.non ha senso mettere un motore nema 34 quando basta mettere un nema 17.... N.B un motore piu' grande richiede una potenza maggiore, potenza che i driver originali non possono fornire i motori stepper hanno una data precisone che nella maggior parte dei casi è 200 passi giro(1,8 gradi) questi passi possono essere utleriormente aumentati attraverso il driver stepper (che essendo eltettronico e non meccanico come il motore puo' essere spinto molto piu' in la' rispetto a 200 passi giro) senza andare troppo oltre "la stampa 3d" i classici driver stepper consentono di dividere i 200 passi per 36 micropassi quindi ogni 36 micropassi il motore compie 1 passo (1,8 gradi) e questo influisce sulla preicisone finale. X : Y = Z A : Z= Min Spos. dove X è il numero di passi motore Y il numero di microstepp Z lo spostamento minimo del motore A la circonferenza della puleggia collegata al motore Min spos = la distanza minima che una data configurazione puo' compiere. visto che siaamo nella stampa 3d fdm impostare i driver a 1\16 di step è la normalita', ulteriore precisone non serve.