FoNzY
-
Numero contenuti
6.647 -
Iscritto
-
Ultima visita
-
Giorni Vinti
458
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Anycubic Photon
FoNzY ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
è normale che la resina solidifichi ai lati, quando stampa i layer alti la luce filtra inevitabilmente nella resina. piu' economico dei filtri di carta? che vuoi usare?🤣 per regolare il piano: metti il foglio, poi lo schiacci con il piano, applichi parecchia pressione (non eccessiva) ma tanta fino bloccare il foglio in modo che sia la stessa pressione a livellarlo (l'asse Z è centrale e quindi sto piano non puo' far altro che diventare parallelo alla forza), poi se credi di averlo spinto troppo in basso dopo aver assicurato la vite blocca piano lo alzi di 0,1 e dai home in questo punto. -
R9 zampa di elefante
FoNzY ha risposto a mga nella discussione Problemi generici o di qualità di stampa
ci sono modi migliori di questi, ma visto che per ora sei agli inizi non devi conoscerli ne amnettare con questi parametri, semplicemente aumenti l'altezza del primo layer in modo incrementale finche' le cose non migliorano, ovviamente questo deve essere l'unico parametro che modifichi. quindi senza modificare nient'altro aumenti l'altezza poco alla volta del primo layer finche la zampa non si manifesta piu' -
i pezzi prodotti da stampanti fdm, che sia essa cinese da 100 euro o brand da 2000 hanno la stessa resistenza meccanica. i polimeri con le polveri di metallo,carbonio,legno etc.. non hanno piu' resistenza meccanica rispetto ad una stampa fatta con il loro materiale di base (abs+alluminio= abs semplice)e personalmente penso che siano solo una mezza truffa. per poter stampare tutti i materiali disponibili ti servono poche cose: piano riscaldato, ventola raffredda pezzo(monatata su estrusore), stampante chiusa. praticamente tutte le hanno, nel caso del piano se non c'è è espressamente riportato, le ventole sull'estrusore spesso sono poco potenti ma con piccole modifiche si risolve facilmente, la scatola chiusa utile per la stampa di abs devi costruirtela oppure prenderla come optional se previsto. puoi prendere una stampante cinese, meccanica minimale e critica dal punto di vista della stabilita', continui problemini facilmente risolvibili, stessa qualita' di prodotto finale delle altri stampanti anche brand software gratis e firmware opensource, tutte le impostazioni di velocita',temperatura etc.. devi trovartele dasolo... per la pseudo-cinese potrei consigliarti la tronxy x5s, area di stampa piu' grande dei 20cmm,robusta ed economica, una bella cinesata insomma! visto il tuo budget potresti pensare di costruirla dasolo, avresti una meccanica migliore(di tutte le altre), un area di stampa piu' grande dei 20x20x20, un eventuale doppio estrusore pur restando nel budget. le stampanti brand, meccanicamente minimali ma stabili, mai problemi di messa a punto,spesso con software e firmware proprietari. se vuoi una brand ti consiglio zortrax, ne ho 2 e non posso che dire che sono eccezionali, 9000 ore e mai un singolo problema,stampano di tutto (scatola chiusa opzionale), filamenti proprietari ma sei anche libero di usarne altri, software di slicing prorpietario e piuttosto buono.... dipende da te la scelta in base alle tue esigenze...
-
mi sembra strano che tu abbia step\mm talmente sballati da causare questo problema, credo che si potrebbe verificare almeno con il doppio degli stepp.... potrebbe essere la velocita' piuttsoto che gli step o anche la temperatura... il modo corretto per misurare gli step\mm consiste nel smontare il motore dall'estrusore e far in modo che il filo passi nel trascinatore senza poi finire da nessuna parte(in modo che possa essere riavvolto), poi misuri se 1cm di estrusione dal software corrisponde ad 1cm nella relata'
-
R9 zampa di elefante
FoNzY ha risposto a mga nella discussione Problemi generici o di qualità di stampa
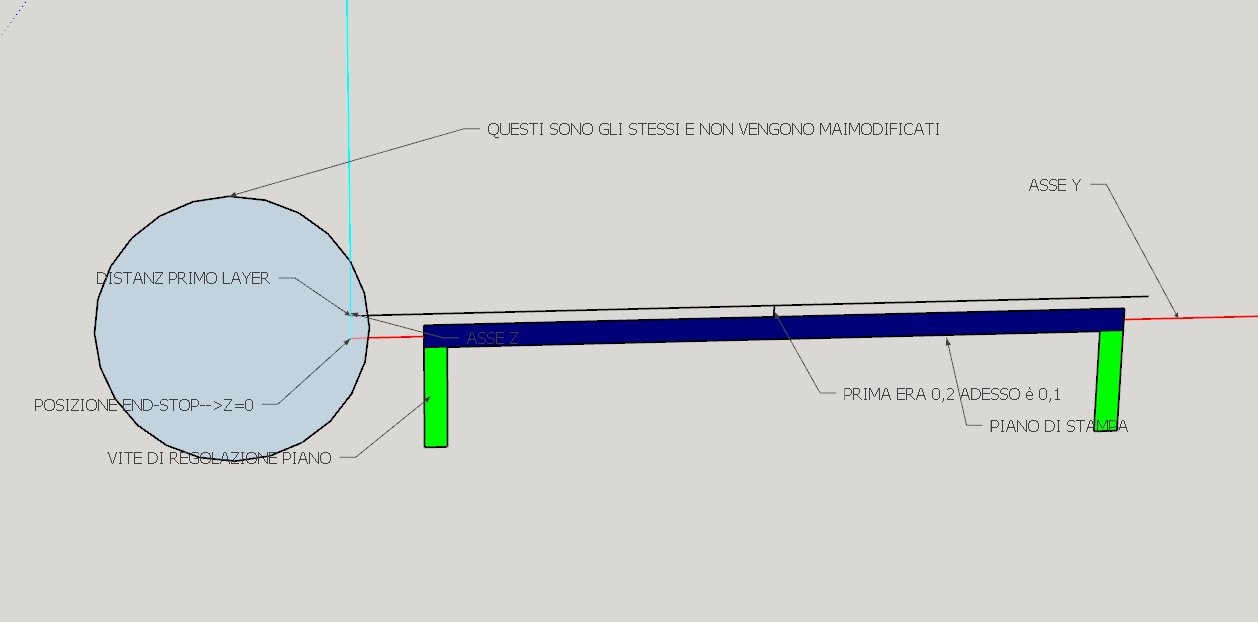
il cerchio non significa niente, intendevo questi due all'interno del cerchio immaginario non cambiano la loro posizione. riprovo a spiegarti: la stampante crede che sia end-stop che il piano si trovino sempre nel punto 0. ma tu regoli il piano con le viti ed è inevitabile che il piano vada in posizione 0 +\- la regolazione e quindi il primo layer di 0,2mm si ritrova ad essere in realta' a 0,2 +\- la distanza della regolazione. per eliminare la zampa di elafente basta che tu modifichi l'altezza del primo layer. primo layer a 0,2mm c'è la zampa? si secondo tentativo con layer a 0,3...c'è la zampa? si x tentativo a x altezza? adesso non c'è piu' ovviamennte non modificare altri fattori durante le prove -
Regolamentare l'uso delle Stampanti 3D ??
FoNzY ha risposto a Agorà3D nella discussione Notizie sulla stampa 3D
pienamente d'accordo con marcottt. si parla tanto di armi "stampate 3d" perche le stampanti 3d hanno fatto un salto di popolarita'(tanto per dire,fino alla settimana scorsa era legale stampare armi in america), ma chiunque (me compreso) abbia in garage un tornio, una cnc o ancora piu' semplicmente una lima e tanto tempo potrebbe creare un arma da fuoco anche piu' resistente di quelle stampate in 3d, e queste macchine sono disponibili da 50 anni sul mercato... credo che la limitazione che c'è sempre stata per l'arma "fatta in casa" sia data dal fatto che le munizioni non possono essere "create", le quali almeno in italia possono essere acquistate solo con porto d'armi e anche nel resto del mondo vanno acquistate attraverso i canali legali... quando si legge "stampa armi con la stampante 3d" è solo un modo di fare notizia del giornalista di turno perche' la stampante 3d la conoscono tutti, se avessero scritto "crea le armi con la cnc" il 90% delle persone avrebbe detto: cavolo è una cnc?, è stato solo cambiato il titolo ad "problema" (relativo) che esiste dal secondo dopo guerra. per quanto riguarda la regolamentazione, siamo in italia ed ogni scusa è buona per farci pagare,ma credo che il discorso non stia in piendi, il pezzo di plastica stampato non è numerato e non c'è modo di farlo, ne di farlo risultare stampato dalla macchina X,quindi come ho detto sono solo chiacchiere mediatiche che si basano sulla disinformazione genrale ma credo che nessuno sia tanto folle da pensare seriamente di poter regolamentare la stampante 3d in questo senso... -
geeetech i3 pro w settaggi
FoNzY ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
non ho capito bene ma ti spiego quello che pensa stia succendendo: quando accendi repetier host lui crede "arbitrariamente" che la posizione del carrello estrusore sia ad una determinata posizione. ma questa posizione non è vera, e potrebbe essere questo il motivo per il quale l'asse y si blocca a meta', perche repetier host crede di essere arrivato a zero e non te lo manda in negativo.(anche se in realta' non vero) io ti chiedo di: collegare la stampante al pc con repetier host. premere il tasto home in repetier host a questo punto i motori girano tendando di portare in battuta il carello sul relativo end stop.(ma non verrai mai schiacciato l'end stop perche il carrello è smontato) tu dopo aver controllato la direzione del motore schiacci l'end stop per verificare che il motore si arresti e che l'end stop venga visto correttamente. -
geeetech i3 pro w settaggi
FoNzY ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
io non capisco come fai a dire che il loro zero è a meta' del piano, il motore staccato dal suo asse deve girare all'infinito in una sola direzione finche non schiacci l'end stop. -
geeetech i3 pro w settaggi
FoNzY ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
che vuol dire girano solo in un verso?, come fai a dire che il minimo si trova al centro piano? se i motori girano liberi una volta dato il comando home sti motori devono girare in un verso finche non premi l'end stop e poi fermarsi di colpo quando lo schiacci.... -
geeetech i3 pro w settaggi
FoNzY ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
in reptier host: in alto c'è configurazione-->impostazioni stampante--> menu' a tendina selezioni "opzioni piano di stampa". ti chiede anche le dimensioni dell'arrea di stampa mettile leggermente inferiori--> 200mm effettivi metti 195mm -
geeetech i3 pro w settaggi
FoNzY ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
allora per ora sembra che tu abbia problemi nei movimenti, smonta tutto e fai in modo che i motori girino liberi (togli le cinghie) collega la stampante al pc e dai il comando home (hai impostato la dimensione del piano e la posizione dell'end stop nello sclier?) a questo punto i motori gireranno "all'infinito" e intanto puoi verificare che girino nel senso giusto, poi uno ad uno premi gli end-stop con il dito e quindi il relativo motore deve arrestarsi alla pressione del pulsante. se questo accade è tutto ok ed il problema si trova nello scorrimento dell'asse stesso ma in questo caso ne parlaimo poi.... -
geeetech i3 pro w settaggi
FoNzY ha risposto a mitch76 nella discussione Problemi generici o di qualità di stampa
hai le idee confuse... lo slicer va impostato in fatto di velocita',altezza di ogni layer,misure stampante,dimensioni di stampa,temperatura etc... insomma ogni cosa!. sara' poi lo slicer in fase di generazione g-code(slicing) a farsi tutti i conti per far si che i parametri che hai inserito vengano rispettati compresi il primissimo punto di stampa,altezza dal piano di questo punto e tutto il resto.... il file generato tanto per chiarire contiene i movimenti della stampante,le velocita', le temperature etc.. se questi dati sono sbagliati o no la stampante si limita a leggerli. quindi per rispondere alla tua domanda, non esite il modo per settare i punti che dici ma piu' semplicemente non esiste perche' non serve. un software di slicing ben impostato riconosce in automatico il punto piu' alto,piu' basso,il medio etc.. iniziando a stampare dal punto piu' basso che ha auto-riconosciuto fino al piu' alto.... sei stato un po' vago nel descrivere il problema e quindi mi vengono in mente una decina di causa per le quali potrebbe manifestarsi il problema... quando dai il comando "home" la stampante porta gli assi a zero? con x,y,z a zero fino a schiacciare il pulsante di end-stop? quando dici a repetier di avanzare di 1cm hai controllato che la stampante effettivamente si sposti di 1cm?(per ora anche una misurazione approssimativa va bene) che impostazioni stai usando? intendo velocita',temperarture etc... -
R9 zampa di elefante
FoNzY ha risposto a mga nella discussione Problemi generici o di qualità di stampa
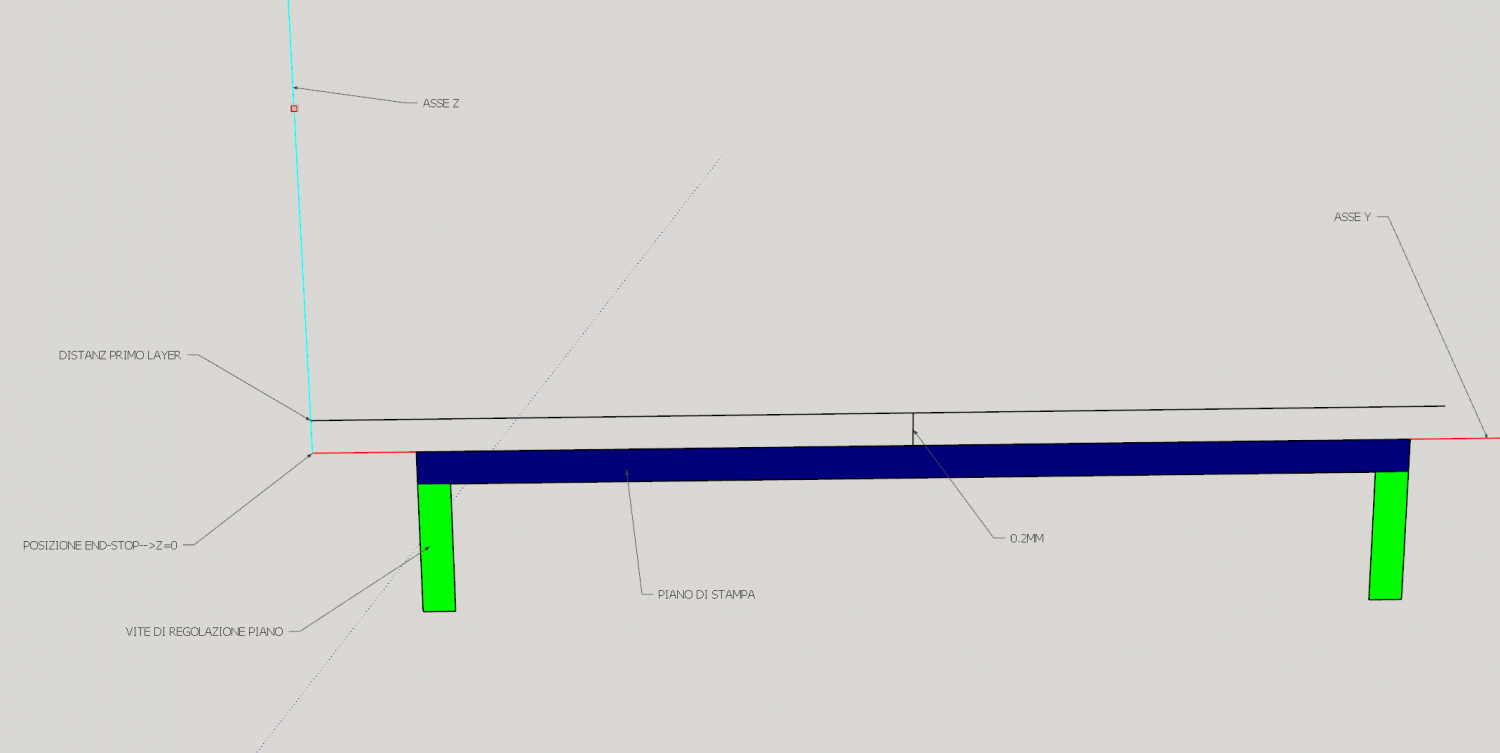
equivale ad una ammissione di colpa 😅 le velocita' di default sono sempre ottimistiche, se la quantifichi in mm\s posso dirti se è tropo alta ma ti dico che certamente lo sara'. parliamo della distanza end stop e del piano: questo è il caso perfetto e l'unico per la quale la stampante è pensata, avere il piano parallelo all'end stop di Z. questo secondo caso è il caso reale (la perfezione non esiste) infatti è praticamente inevitabile avere il piano poco piu' alto o poco piu' alto rispetto allo zero perfetto. come puoi vedere nonostante il primo layer sia impostato in entrambi i casi sia 0,2mm nel pirmo caso la distanza è corretta nel secondo la distanza è la meta e questo causa la tua zampa di elefante. N:B nelle foto ho sbagliato il punto di misurazione avrei dovuto metterlo tra end-stop e distanza primo layer a sinistra sull'orogine degli assi quindi nel tuo caso il piano è troppo alto o il primo layer troppo basso, aumenta l'altezza del primo layer oppure la soluzione piu' complessa è quella di regolare il piano in modo migliore.
-
R9 zampa di elefante
FoNzY ha risposto a mga nella discussione Problemi generici o di qualità di stampa
è colpa della zampa, dopo X layer l'ugello si ritrova a distanza esempio 10 dal piano ma il materiale estruso essendo stato compresso in modo non uniforme non si trova a distanza 10 e quindi analizziamo i due casi possibili, il materiale estruso è piu' alto di 10, il secondo è il materiale estruso piu' basso di 10 e quindi il primo layer "contratto" si ritrova ad avere uno sfregamento sul layer sottostante nel primo caso e una mancanza di appoggio nel secondo caso e quindi il filamento estruso (avendo eccessivo sfregamento o mancanza di appoggio) tende a seguire il percorso dell'estrusore ne risulta una rentranza verso l'interno perche il percorso estrusore va dall'esterno verso l'interno (bordi e poi riempimento) -
R9 zampa di elefante
FoNzY ha risposto a mga nella discussione Problemi generici o di qualità di stampa
il problema è solo che il tuo primo layer è troppo basso, le stampanti di tipo "cinese" o non brand come immagino sia la tua consentono di livellare il piano muovendolo in Z ma non modificano la posizione dell'end stop di Z. quindi il fatto di avere end-stop in punto ma in ogni caso +\- la posizione effettiva del piano comporta che l'altezza del primo layer da software non corrisponda a quella reale. un conto è dire (end stop)0+ primo layer un altro è dire posizione piano + primo layer.... devi assicurarti che l'altezza del primo sia corretta, quella effettiva deve essere uguale a quella da software. con ugello da 0,4 e layer da 0,2 primo layer tra 0,2 e ,25mm con "spessore pirma linea" al 140% in generale vedendo i bordi sembra che tu abbia poco ritrazione o che tu vada un po' troppo veloce -
hotbed Preriscaldamento del piatto
FoNzY ha risposto a Willy72 nella discussione Hardware e componenti
no, non arrenderti, se ti arrendi al primo dei 1000 problemi che gusto c'è ?!? 😁 allora leggendo in rete una guida ufficiale ti dice questo: quando clikki su "preheat PLA" le luci D4 e D5 devono accendersi, se non lo fanno la scheda madre va cambiata, mi sembra di aver capito che ha una protezione di blocco riscaldamento se uno dei termistori non funziona,(rilevando la malfunzione blocca il riscaldamento) le temperature rilevate del piano e dell'estrusore sono reali?(quelle ambiente) -
Consiglio prima stampante per lavoretti auto-moto
FoNzY ha risposto a Chris nella discussione La mia prima stampante 3D
senza offesa ma su che basi la hai scelta come migliore? secondo me pagare 50 euro in piu' per avere un telaio in alluminio su una cinese(che apparentemente è l'unica cosa diversa dalle altre) di questo tipo è piuttosto inutile...50 euro son pochi ok, ma quella che ho "valutato" io come migliore ha il vantaggio di avere un area un poco piu' grande che reputo sia molto piu' utile... i firmware di queste stampanti cinesoidi sono tutti open source, il firmware c'è gia', ma puoi scaricare una nuova versione da internet, smanettarci liberamente e poi usarlo o condividerlo, le uniche stampanti 3d che non hanno fimrware open source solo le brand tipo zortrax (poi ce ne sono anche altre ma non volendo dire cavolate mi limito alla zortrax che è l'unica che so per certo). su questo prezzo non ho niente da consigliarti, come ti ho detto sono tutte praticamente uguali nessuna è nettamente migliore. che software sul pc? dipende cosa intendi, cosa vuoi fare? visto che secondo me non hai ben chiaro come funziona la stampante entro un po' nel dettaglio: ti serve un software cad, tipo autocad,sketchup e poi ce ne sono molti altri... (mi limito a questi perche sono quelli che conosco) il file in uscita dal software cad deve essere trasformato in formato .STL (stereolitigrafia), entrambi i programmi che ti ho elencato lo fanno, il primo ha direttamente l'opzione esporta in .stl, per il secondo serve un plug-in gratuito. questo file .stl deve essere convertito in G-code (il codice letto dalla macchina) e per fare questo si usano programmi di slicing, anche di questi ce ne sono a secchi simplyfy,slic3r,cura,craftware e anche altri.... c'è anche un programma chiamato reptier-host che ha sia la funzione slicer (usando cura o slic3r per la genrazione del g-code) che la funzione comando macchina in real time. quindi repetier host è l'unico(tra quelli elencati) che ti consente di muovere gli assi,riscaldare piano,estrudere etc.. quando connesso tramite cavo usb alla macchina. inoltre come tutti gli altri genera un file .gcode che una volta salvato su una pennetta consente la stampa in modlita' off-line( ne consegue che repetier host è anche in grado di far stampare la macchina se connessa quindi senza l'uso di pennetta) N.B gli slicer vanno configurati! dovrai inserire dei valori riguardo la velocita',acelerazioni,grandezza ugello,dimensioni piano,numero di estrusori etc.... in accordo con la tua macchina. avere reptier host su un pc vicino alla stampante è sempre utile, ti consente di fare della eventuale manutenzione che gli altri software solo slicing non ti permettono, quindi vale la pena averlo (tanto è tutto gratis😁) anche se forse parecchi dissentiranno,se capisci l'inglese craftware è il migliore slicing (ma l'unico in inglese) in quanto a mio parere è il piu' completo. -
Consiglio prima stampante per lavoretti auto-moto
FoNzY ha risposto a Chris nella discussione La mia prima stampante 3D
tutte stampanti praticamente identiche, lo stesso progetto rivisto dal cinese di turno.... io prenderei quella a 208 euro. -
Primi Passi con Anycubic Photon e prime stranezze
FoNzY ha risposto a paolopa nella discussione Problemi generici o di qualità di stampa
la resina purtroppo puzza e non c'è niente da fare, vedrai che il burtto arriva in fase di pulizia... non ci sono guide in italiano o almeno non le ho trovate, i tempi di esposizione io li tengo sempre molto alti, per il primo layer tengo il tempo massimo per non farlo staccare in fase di stampa. le resine semi-trasparenti sono le migliori, la bianca è pessima e non ho mai provato la nera.,... -
"vibrano" mi fa pensare che siano troppo tese, i motori hanno poca forza e le cinghie troppo tese li bloccano subito, le cinghie devono essere tese ma non troppo, quello che basta per non farle scivolare....prova e vedi che succede....
-
anet a8 termistore piatto o raffreddamento?
FoNzY ha risposto a sackz nella discussione Problemi generici o di qualità di stampa
i problemi possono essere: una cattiva adesione al piano e qui devi vederti le problematiche del caso.... una bassa ritrazione che causa delle perdite in alcuni punti che poi vengono colpiti dall'ugello durante il layer successivo, colpisci e ricolpisci prima o poi la stacca dal piano... se la qualita' è buona forse il problema non è questo non un problema ma una soluzione è l'impostazione 'z-hop' che proprio per ovviare al problema al punto 2 (quando succede sebbne la ritrazione sia perfetta) consenti far alzare l'ugello ad un distanza layer+X durante l'attraversamento della parte gia' stampata.... il fatto del piano 25 gradi sono tanti ma è estate e il piano risente di piu' della temperatura ambiente quindi direi che piuttosto normale, controlla se hai modo di farlo che poi quando scaldi il piano\estrusore siano effettivamente alla temperatura impostata.... -
Ricerca e informazioni su stampante filo 3mm
FoNzY ha risposto a cavalieresenzafilo nella discussione La mia prima stampante 3D
una fdm con filo da 3,0mm non estrude piu' velocemente di una con filo da 1.75, la quantita' di materiale "estruso" per lo stesso numero di passi del motore (estrusore) è il doppio (circa) ma il flusso è lo stesso a parita' di ugello.quella con filo da 3mm realisticamente compiera' la meta' dei giri del motore estrusore di quella con filo 1,75 a parita' di grandezza stampa. le meccaniche delle fdm sono tutte critiche in fatto di velocita' quindi escluderei un aumento drastico di velocita' di stampa, l'unica soluzione che mi viene in mente per salvare il tempo è aumentare la grandezza dell'ugello, con un ugello da 0,8 avresti si una riduzione del tempo del 70%, del 50% con ugello da 0,6 etc.. se poi ritocchi le velocita' il tempo scende ancora( e questo vale indipendentemente per le stampanti da 3mm e quelle da 1,75) ovviamente la qualita' ne risente un po' e dovrai trovare altre impostazioni per il nuovo ugello per mantenere la qualita' attuale(immagino che la stampante sia impostata su una qualita' ottima e per mantenerla tale e non farla scendere a "buona" devi modifcare delle cosette) -
Impostazione simplify 3D
FoNzY ha risposto a Liuk_17 nella discussione Problemi generici o di qualità di stampa
non conosco troppo bene simplify ma negli altri slicer questa impostazione viene chiamata: percentuale estrusione primo layer, larghezza linea primo layer,spessore linea di base.... di solito va impostata intorno al 140% -
ciao @Chris per prima cosa chiariamo il fatto che il pezzo stampato se vorrai usarlo su una moto o simili dovra' sempre essere sottoposto ad un processo di post produzione piu' o meno lungo (carteggiatura,stuccatura,rifnitura etc) la sua resistenza meccanica è inferiore a quella di un pezzo stampato,l'errore medio in una FMD è di circa 0,1mm.forse nel tuo caso potrebbe essere piu' utile usare il pezzo stampato come negativo per creare uno stampo da colata piuttosto che usare il pezzo stampato(meno post produzione e piu' liberta' nella colorazione) devi considerare il fatto che i pezzi dovrai disegnarteli dasolo, non credo che harley davidson sia troppo contenta che i suoi disegni originali possano essere stampati in giro da ogni tizio con la stampante 3d. credo che nel tuo caso la classica stampante 20x20cm sia' un po' piccola e forse dovresti orientarti su qualcosa con aerea di stampa un po' piu' grande. a seconda del budget che hai disposizione puoi scegliere tra: stampante cinese( o derivata da progetto cinese) oppure una brand. le cinesi cosi come le home-made avranno bisogno di essere messe a punto nei movimenti,nelle velocita' e neilla meccanica. le cinesi saranno instabili meccanicamente( dovrai spesso correggere le impostazioni e i gioghi meccanici) i componenti essendo tutti super-economici tenderanno a rompersi spesso, non vedere la cosa come tragica alla fine con un poco di pazienza anche le cinesi funzionano alla grande. le brand, sono sicuramente piu' costose, hanno una meccanica minimale ma stabile (mai o quasi mai problemi) hanno spesso software di slicing ( generazione g-code) proprietari forniti con la stampante, le impostazioni sono tutte gia' fatte e le macchine sono quasi sempre pronte all'uso.uno svantaggio è che per prendere una brand con area di stampa maggiorata i prezzi sono veramente altissimi. N.B la qualita' finale di stampa della cinese da 400 euro e la rand da 2000 euro è la stessa! le differenze sono quelle che ti ho scritto. se ci dai un idea del tuo budget possiamo indirizzarti su un prodotto in particolare....
-
Primi Passi con Anycubic Photon e prime stranezze
FoNzY ha risposto a paolopa nella discussione Problemi generici o di qualità di stampa
ciao, da poco fiero possessore di photon posso assicurarti che il comportamento è normale, infatti quandi fai set-home non fai un home ma trovi il punto 0,poi il tasto home è pensato per andare a zero+ l'offset dato dalla pellicola in fondo alla vaschetta. se il piano tornasse al punto zero(preso quando la vaschetta non c'era) si ritroverebbe in collisione con il fondo vasca prima di arrivarci. consiglio: non dare retta alle istruzioni della anycubic quando trovi lo zero il foglio non deve avere una resistenza leggera ma deve essere prorpio schiaccito bene (non deve muoversi) altrimenti dopo 40minuti di stampa l'oggetto si stacca e addio 50 euro di resina