FoNzY
-
Numero contenuti
6.648 -
Iscritto
-
Ultima visita
-
Giorni Vinti
458
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Primi Passi con Anycubic Photon e prime stranezze
FoNzY ha risposto a paolopa nella discussione Problemi generici o di qualità di stampa
ciao, da poco fiero possessore di photon posso assicurarti che il comportamento è normale, infatti quandi fai set-home non fai un home ma trovi il punto 0,poi il tasto home è pensato per andare a zero+ l'offset dato dalla pellicola in fondo alla vaschetta. se il piano tornasse al punto zero(preso quando la vaschetta non c'era) si ritroverebbe in collisione con il fondo vasca prima di arrivarci. consiglio: non dare retta alle istruzioni della anycubic quando trovi lo zero il foglio non deve avere una resistenza leggera ma deve essere prorpio schiaccito bene (non deve muoversi) altrimenti dopo 40minuti di stampa l'oggetto si stacca e addio 50 euro di resina -
devi crearti un firmware: credo che una soluzione sia quella di prendere un firmware gia' esistente tipo "marlin" (o qualsiasi altro) e stravolgerlo per farlo funzionare in modalita' "gru" ma data la mole di lavoro c'è anche l'ipotesi che possa essere piu' semplice creare da zero il codice...questo devi vedertelo tu.... una volta creato il firmware al software di slicing commerciale non frega niente di come si muove la tua stampante, lui si limita a dire: per creare un quadrato fai questi spostamenti in X,Y e Z.poi se la tua stampante si muove in modo convenionale o a "gru" a lui non frega niente perche questo lavoro spetta al firmware. il g-code creato dallo sclicing contiene solo velocita' e punto di fine movimento,come dovra poi muoversi la stampante per arrivare a quei punti lui non la sa', e non gli interessa....
-
il problema non è " slicing e sincronizzazione motori " e trovare "il punto 0" ma è una questione di firmware il quale è stato pensato per funzionare in modo totalmente diverso, che sia cartesiano,core xy,delta, andrebbe modificato per funzionare in questa configurazione 'gru'... nel tuo caso solo Z funziona in modo cartesiano mentre per ogni spostamento di Y viene modificata la posizione anche in X,mentre non sempre per gli spostamenti di X viene modificata la posizione di Y (non viene spostata solo quando Y a 90*) mentre nei rarissimi casi di y 0* e 180* X diventa Y....l'ho fatta troppo lunga vero? hehehe se sei in grado di farlo secondo me è possibile ma la quantita' di lavoro è tantissima e non troverai da nessuna parte una base di partenza o un lavoro gia' fatto... perche saresti il primo a farlo (forse?)... in ogni caso il mio parere è che non c'è un vero vantaggio in questa configurazione, invece di avere gli assi con poco carico (massa) ne hai due (x\z) con carico normale e uno con parecchio carico (y deve sostestenere x ed estrusore), l'unico vantaggio è avere un asse Y super veloce ma comunque limitato da X per efficienza\velocita'.... P.s.mi è venuto in mente che una stampante 3d a "gru" gia' esiste ma non credo tu possa trarne niente di buono in fatto di firmware\software
-
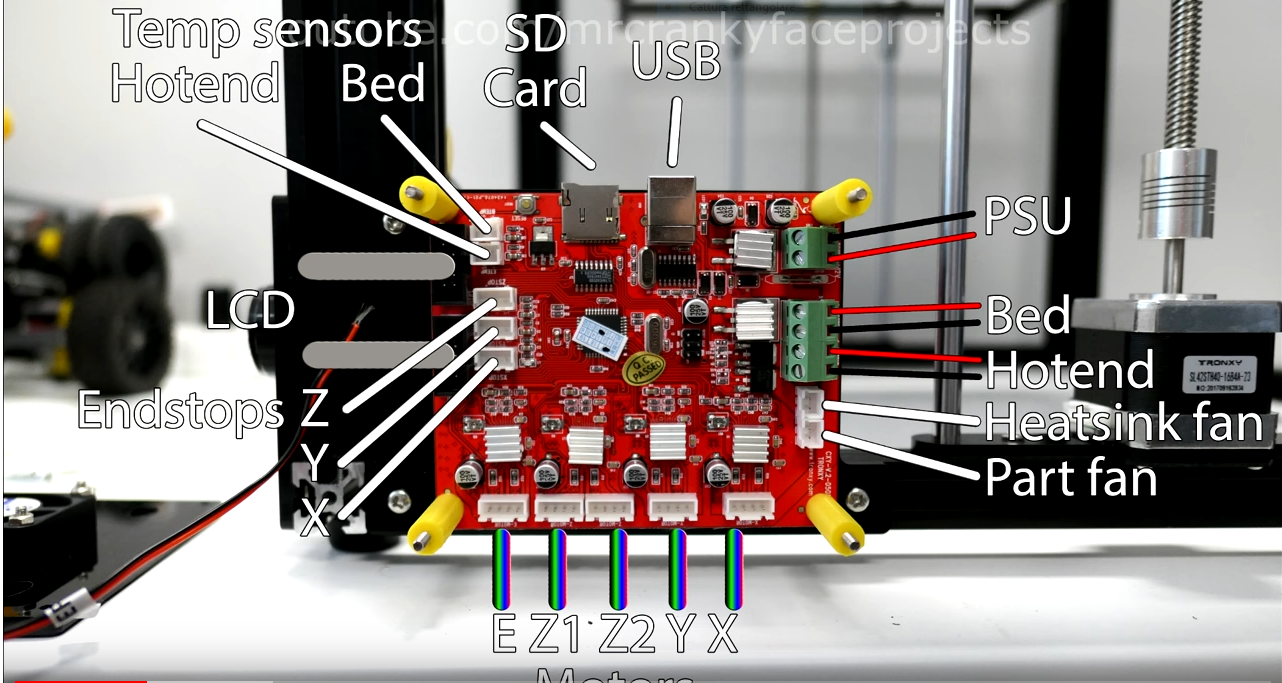
che intendi per schema della tronxy? i collegamenti?

-
hotbed Preriscaldamento del piatto
FoNzY ha risposto a Willy72 nella discussione Hardware e componenti
la funzione di pre-riscaldamento spesso è disabilitata' nel firmware o non impostata. basta settare un parametro di temperatura estrusore\piano durante la creazione del g-code. poi inserire la chiavetta e far partire la stampa, tra le prime righe del codice creato ci sono i target per le temperature. per effettuare un test di funzionamento basta usare il comando manuale da software o da stampante se previsto... -
ciao e benvenuto!
-
Estrusore non si riscalda
FoNzY ha risposto a Marc nella discussione Problemi generici o di qualità di stampa
assolutamente no! e poi una minima perdita di materiale considerando la qualita' delle stampanti cinesi è praticamente inevitabile. probabilmente il problema è nella cartuccia riscaldante stessa, all'interno c'è una piccola resistenza che dopo diverse ore di utilizzo ad alte temperature si rompe. se hai un voltimetro fai un test di continuita' ai capi della cartuccia, il circuito aperto indica la rottura della carrtuccia, il cirucito chiuso in questo caso indica un problema da un altra parte...probabilmente nella scheda madre.... nel caso tu non abbia o non sappia usare il voltimetro il mio consiglio è quello di prendere una nuova cartuccia tanto costa pochi euro e fai il test con quella nuova -
CR-10 S5 - Shifting e perdita passi
FoNzY ha risposto a KingArthur nella discussione Problemi generici o di qualità di stampa
intendevo questa di puleggia e quella dal lato opposto:
-
CR-10 S5 - Shifting e perdita passi
FoNzY ha risposto a KingArthur nella discussione Problemi generici o di qualità di stampa
la velocita' senza dubbio è un parametro da tenere in considerazione per problemi di qesto tipo, ma in questo caso essendo la stampa spostata solo da un lato ed essendo un problema che si manifesta dopo diversi minuti di stampa io sono piu' propenzo ad insistere sul problema meccanico, in particolare se sei sicuro di aver stretto cinghie e puleggie credo che il problema potrebbe essere il riduttore interno alla puleggia, la puleggia ha una sorta di adattatore al suo interno della dimensione dell'albero motore, essendo un accoppiamento a pressione a causa di un errore di fabbricazione l'adattatore potrebbe ruotare all'interno della puleggia....controlla -
CR-10 S5 - Shifting e perdita passi
FoNzY ha risposto a KingArthur nella discussione Problemi generici o di qualità di stampa
ciao, in questi casi è sempre bene essere presente quando si manifesta il problema in modo da vedere e sentire eventuali impedenze meccaniche...escluderei il firmware, a me è successo diverse che il bowden dopo u po' di tempo si incastrava e causava la perdita di passi, potrebbe essere il tuo caso? -
ciao matteo,ho una m200 v4, l'anno di produzione non lo ricordo, ha circa 1200 ore(ma devo controllare quante di preciso) per sipondere anche alla tua altra domanda, 800 euro+ un eventuale kit di restauro potrebbe non essere male come prezzo, tieni presente che pero' le m200 in passato venivano vendute con il piano v1 e l'estrusore v1 entrambi fuori produzione perche' problematici ed i pannelli laterali sono praticamente necessari per usare la macchina ma sono venduti come optional... se sei interessato posso darti maggiori informazioni sulla mia m200,mandami la mail in pm che ti mando le foto e tutte le informazioni che vuoi...
-
Stampa con strati a vuoto
FoNzY ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
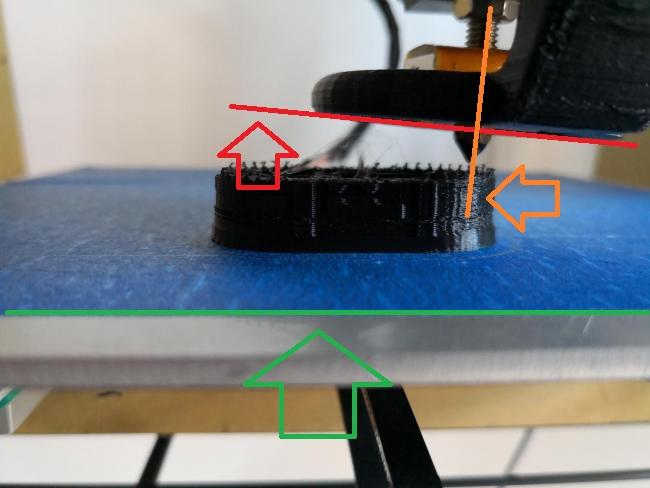
io su questa foto ho notato un bel po' di cose strane...non so se sia l'inclinazione della camera ma sembrano ci siano problemi di perpendicolarita' tra piano ed estrusore....è montata correttamente questa macchina?
-
Stampa con strati a vuoto
FoNzY ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
l'unica cosa che mi viene in mente se la stampante non mostra segni evidenti di perdita di passi potrebbe un impostazione di stepp\mm in Z un po' sballata...ogni volta che la stampante aumenta l'altezza in z (0,2 ad esempio) un impostazione sbagliata la fa alzare di "un poco di piu'",finche dopo X layer l'altezza dell'errore è superiroe a quella dell layer stesso...se fosse cosi il problema dovrebbe presentarsi sempre dopo lo stesso tempo da inzio stampa..... -
Stampa con strati a vuoto
FoNzY ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
e cosa fa la stampante? strani rumori,si blocca, perde passi...cose del tipo? -
Stampa con strati a vuoto
FoNzY ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
sei un po' vago...sembra che ci sia un problema in Z, ti sei mai trovato davanti alla stampante quando si manifesta il problema? -
Dubbi...tantissimi
FoNzY ha risposto a Claudio Carabelli nella discussione La mia prima stampante 3D
ciao claudio, per quanto rigurda le stampanti 3d di questa fascia, sia meccanicamente che elettronicamente non vengono quasi mai apportate modifiche consistenti tra un edizione e l'altra, quindi tra un modello vecchiotto e uno piu' recente cambia veramente poco o niente. dando uuna rapida occhiata su amazon ho visto che la hephestos non è economica e su quel prezzo ci sono tantissime stampanti praticamente identiche che offrono anche il piano riscaldato. puoi guardare le tronxy x5 e x5s, creality cr10, le geeetech.... tutti modelli piu' o meno recenti che si assomigliano tra loro moltissimo.... -
Io di terni
-
dato che ci sei, oltre a i cavi toglierei pure il connettore che la 99% è lui rotto e non i cavi.....
-
è giusto quello che dice l'immagine?
-
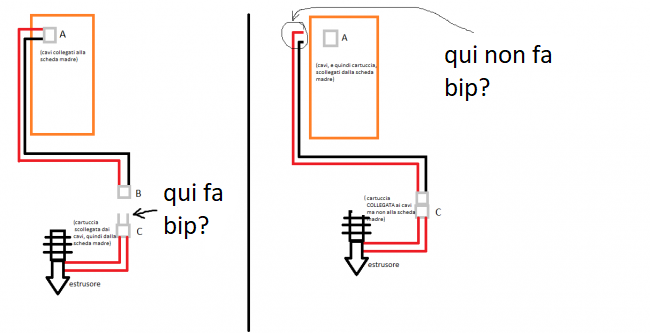
rileggendo il mio commento sembra che fossi un po' arrabbiato😁... ma ti garantisco che non lo ero,scrivo qui per aiutarti,era notte notte fonda quando ho scritto,forse era solo un po' di sonno😂 non ho capito che intendi per test in 'V'? devi fare il test di continuita' e il voltimetro deve fare 'bip'...
-
si esatto devi testare come nel secondo esempio ma ancora una volta non devi misurare la resistenza!!!!! devi imspotare in test di continuita', misurare la resistenza sta a signifacare quantificare il valore della resistenza in ohm, ma a te questo cosa importa? neinte! e nel caso del test della resistenza questo si fa sulla resistenza non su resistenza+cavi(xke il cavo in se è una resistenza) effettua il test nella foto a destra in modalita' di continuita' se il voltimetro fa bip la cartucci è ok ed il problema è nella scheda mader in caso contrario cambia la resistenza(cartuccia)
-
Alcune superfici stampate risultano non lineari, è normale?
FoNzY ha risposto a Bipolar nella discussione Problemi generici o di qualità di stampa
in teoria no,ma potrebbe essere,in generale non è mai una buona idea spostare la stampante... -
Alcune superfici stampate risultano non lineari, è normale?
FoNzY ha risposto a Bipolar nella discussione Problemi generici o di qualità di stampa
prendi uno spessimetro tipo questo dove ti danno diversi spessorihttps://www.amazon.it/Silverline-793828-Spessimetro-0-05-1-0-mm/dp/B0015NPP9C/ref=sr_1_4?ie=UTF8&qid=1531683406&sr=8-4&keywords=spessimetro. io ad esempio con layer da 0,2 stampo il primo layer a 0,25mm, quindi per calibrare il piano uso lo spessimetro apposito, se devo cambiare altezza basta prendere lo spessimetro corretto dal mazzo..... per quanto riguarda la stampa purtroppo non ci sono alternative....devi essere li... puoi vedere quando si manifesta il problema (es layer 100) e metterti li solo per quei minuti.... -
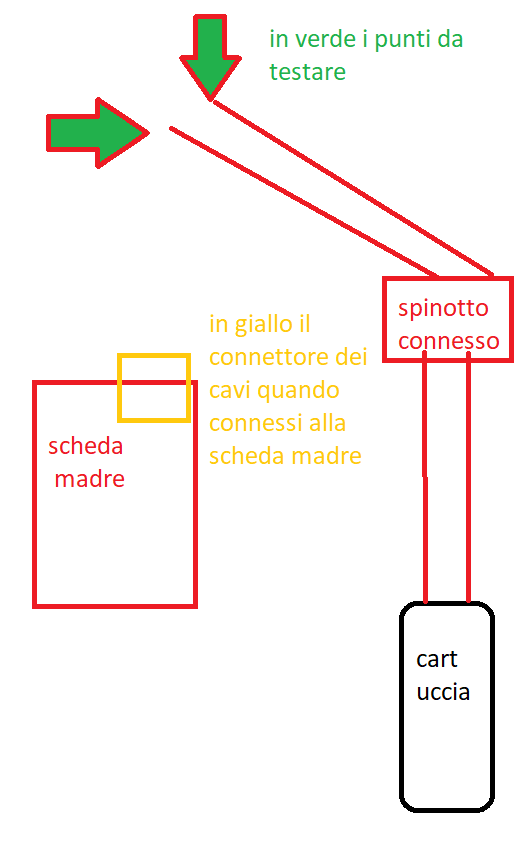
non ci siamo, lascia stare la temperatura, il sensore funziona, infatti mostra 30 gradi che è la temperatura dell'aria, avvolte salta di un grado perche è un sensore da 10centesimi e ci sta che sia una ciofega. che resistenza vuoi testare? ti interessa veramente sapere da quanti ohm è la cartuccia o il termistore? c'è differenza tra: misurare la continuita' della resistenza e misurare il valore della resistenza,non confonderti! come funziona il voltimetro in test della continuita': manda una piccolissima carica elettrica dal puntale + e se questa carica raggiunge il puntale - gli permette di fare bip. quindi tu devi mettere un puntale su un cavo della cartuccia, l'altro puntale nell'altro cavo della cartuccia per vedere se la corrente passa dal puntale+, al cavo ,alla cartuccia e torna indietro nell'altro cavo fino all'altro puntale-. il test devi farlo con la cartuccia scollegata dalla scheda madre ma con possibilmente lo stesso cavo che usa quando connessa alla stampante(in modo da verificare anche il cavo stesso)
-
Alcune superfici stampate risultano non lineari, è normale?
FoNzY ha risposto a Bipolar nella discussione Problemi generici o di qualità di stampa
tralasciando la regolazione del piano quella imperfezione è data dal mancato scorrimento di un asse. sebbene l'asse si muova normalmente di solito, in uno o piu' punti c'è un movimento non lineare dell'asse che crea quei rigonfiamenti(ma potrebbe creare qualsiasi altra forma) i motivi per cui accade sono due, il primo è un eccessivo sforzo meccanico che casua un momentaneo blocco del motore e manda l'asse fuori posizione, il secondo motivo è un eccessivo gioco nell'asse, quando l'asse raggiunge quel punto qualcosa di lento o rotto gli permette di muoversi in una direzione non voluta causando il rigonfiamento.... dovresti essere presente quando si manifesta il problema in modo da vedere cosa accade..... per quanto riguarda la calibrazione del piano invece del foglio io uso uno spessimetro di spessore= all'altezza del primoi layer. si madna in stampa un oggetto e si spegne la macchina durante la stampa del primo layer(in modo che l'estrusore sia all'altezza del primo layer) con il piano e l'estrusore ancora caldi si passa lo spessimetro tra piano e ugello in modo da verifacare che l'altezza sia quella impsotata da software, misurando in 4 punti allo stesso tempo verifichi la planarita' del piano.....