FoNzY
-
Numero contenuti
6.654 -
Iscritto
-
Ultima visita
-
Giorni Vinti
460
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
sono sicuramente le viti del piano il problema,come ti ho detto il frame è delicatissimo e si piega subito, è un attimo ad avere una trazione di 5\6kg su una vite, il che è piu' che sufficiente a piegare il piano per sempre....(stessa cosa successe a me ) se stai stampando in PLA la ventola sempre accesa! da quando accendi la stampante a quando stacchi la spina, io l'ho collegata all'alimentatore in modo da averla sempre al 100% e sempre accesa(quindi anche questo influisce sull'adesione) gli step per mm non riguardano questo problema (tralasciando un ipotesi che non ti sto a spiegare perche' a dir poco remota) la macchina interpreta le distanze in step del motore, da software gli viene detto che ogni X step avra compiuto 1mm lungo il relativo asse, ovviamente poi entrano in ballo centinaia di fattori che fanno si che un valore teorico perfetto sia diverso dalla realta' e quindi per avere uno spostamento di 1mm effettivo saranno necessari pochi piu' o pochi meno stepp\mm e per questo motivo in un secondo momento, dopo aver trovato la "perfezione" in fatto di qualita' si ritoccano gli step in modo da avere dimensioni corrette....
-
il piano cosi come tutto il resto deve muoversi senza sforzo, con un dito applicando una pressione di 200gr(valore a naso) deve muoversi senza problemi.... un asse duro da spostare è un problema se il motore durante la stampa perde passi, questo dovresti notarlo facilmente quando la stampante è in funzione... il problema come hai intuito è anche l'altezza primo layer, l'adesione tra il piano e il materiale è troppo bassa e l'ugello si tira dietro la parte appena stampata. per un adesione ottima con layer da 0,2mm il primo layer deve essere tra 0,2 e 0,25mm. potrebbe anche essere un problema(o combinazione di entrambi) di velocita',anche se l'adesione è buona una velocita' eccessiva non consente al materiale di raffreddarsi e ancora una volta l'ugello si tira dietro la stampa. ultima ma meno probabile causa è la ventola estrusore poco efficace, se il materiale non raffredda in tempo la sua adesione è compromessa e come sempre l'ugello se lo tira dietro..... non credo che sia mai stato problema di cuscinetti, secondo me hai piegato qualcosa tirando troppo le cinghie(magari sbaglio), le quali devono essere tese, ma non troppo in quanto il delicato frame cinese si piega subito ed il motore con pochissima forza tende subito a bloccarsi..... cerca di sbloccare il piano, rimetti le cinghie tese al punto giusto e se vuoi chiedi consiglio sulle velocita' e su come regolare l'altezza del primo layer....
-

È un problema di ritrazione?
FoNzY ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
si, il problema è la ritrazione, ci dici 25 che è la velocita' di ritrazione(credo) e 4 che è la distanza...ma non ci dici se è un estrusore direct o bowden.....sembrano valori da estrusore bowden, io sul mio bowden ho 4,5 e 30 di vlicita'... il problema potrebbe essere anche la "distanza minima di estrusione prima di ritrazione" troppo alta..... -
no, sei obbligato ad usare il loro software ed i loro filamenti.
-
ciao @Becks, quasi sicuramente potrai stampare questi particolari oggetti, ma tieni presente che i software davinici sono a dir poco scadenti(cosi come i materiali), visto che sembra tu sappia come usare una stampante 3d, il mio consiglio è quello di prendere una stampante diversa.le davinci sono pensate per l'utente con 0 conoscenze in fatto di stampa 3d, forniscono un software plug&play che anche se scadente è rivolto all'utente base il quale non ha necessita' di usare a pieno le capacita' della macchina.io ti consiglio di prendere un clone dell "prusa i3" in modo da risparmiare anche un bel po' sul prezzo e poi qualsiasi software di slicing gartuito andra' bene per i tuoi progetti o se non altro sicuramente meglio di quello davinci...
-
Filamento PLA di qualità
FoNzY ha risposto a OrMe69 nella discussione Problemi generici o di qualità di stampa
ciao @OrMe69 la tua sensazione è giusta, i filamenti "gratis" forniti con le stampanti sono cose allucinanti.... in generale ogni filamento dal costo di almeno 20 euro\kg (o giu' di li) è da considerarsi buono. io uso pla della bq e mi trovo bene (19,90). tieni presente che anche il colore del filamento puo' influire anche se in minima parte sulla qualita' di stampa.... -
Kloner3d 240 Twin - Temperatura ugello non costante durante la stampa
FoNzY ha risposto a alemarga nella discussione Problemi generici o di qualità di stampa
non è normale, controlla che i cavi del sensore e della cartuccia riscaldante siano ben collegati e non logori, al 99% il problema è nei cavi e nelle loro connessioni. come ti ho detto per il futuro la pasta per cpu puo' essere una buona idea -
Kloner3d 240 Twin - Temperatura ugello non costante durante la stampa
FoNzY ha risposto a alemarga nella discussione Problemi generici o di qualità di stampa
una fluttuazione di temperatura durante la stampa è normale, dovresti dirci di quale entita' è questa fluttuazione in modo da poterla giudicare. devi considerare che l'estrusore ha un solo sensore dal costo di pochi centesimi quindi la misurazione è ben lontana da essere ottimale. per migliorare la misurazione puoi usare della pasta termica per cpu da pc nel foro del sensore -
La mia seconda stampante 3D - Range medio
FoNzY ha risposto a Winthorp nella discussione La mia prima stampante 3D
1000 euro sono pochi per prendere una stampante "brand" nuova, forse una zortrax m200 usata riesci a trovarla a quel prezzo, ho fatto questo esempio perche' conosco la macchina e rispecchia tutte le caratteristicheche descrivi... se vuoi orienterti su macchine nuove purtroppo il budget è basso e anche se puoi trovare molte stampanti buone su quella fascia di prezzo ma dire che saranno anche STABILI è un utopia! non credere che una "brand" da 2000eur. stampi molto meglio rispetto alla tua anycubic, nelle fdm la qualita' è molto simile tra tutte, l'unica differenza sta nell'affidabilita'.... il livellamento è relativamente facile su tutte, serve solo un poco di esperienza.. il piano riscaldato è necessario per una stampante! se una stampante puo' usare PLA e ABS allora è in grado di stampare anche tutti gli altri filamenti.... -
Coperchio/interruttore alimentazione
FoNzY ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
sembra che tu sia troppo veloce, poca ritrazione, forse la ventola dell'estrusore gira un po' piano,aggiungi 1 layer in top\bottom.temperatura 195! devi usare i supporti altrimenti i dettagli di foto 4 e 5 (le due sporgenze nella parte alta)non possono venire bene ed il foro rettangolare(quello grande) sara' sempre storto... -
ciao @Marcottt,non ho mai provato una delta e non ne ho mai vista nemmeno una dal vivo, quindi non saprei.... ad istinto non la consiglierei ad un neofita, in caso problemi le persone a cui chiedere sono poche, i "numeri" (velocita',passi\mm etc..) nei software\firmware sono talmente diversi da quelli che trovi ovunque in rete per le cartesiane che potrebbero portare il neofita in confusione... come hai detto un piano caldo ed una ventola su estrusore sono essenziali (altrimenti stiamo parlando di giocattoli per bambini)ma tra quelle che hanno queste caratteristiche in questa fascia di prezzo a mio parere nessuna è consigliabile rispetto ad un altra, l'unica cosa che mi viene in mente è che dove ballano al massimo 50 euro conviene prendere un modello piu' conosciuto in modo da avere piu' idee dalla rete....
-
alcuni esempi possono essere un cuscinetto che gira un po' male, una barra un poco storta, un end-stop che fa i capricci,una calibrazione in Z che sembra impossibile.... bisogna capire quali prolemi sono reali e quali trascurabili, poi bisogna trovare le giuste impostazioni senza pensare subito che la colpa sia della stampante( il problema è sempre l'utente) ed infine sconsiglio a chiunque neofita di cominciare a stamparsi gli "upgrade" visti da un tizio su internet.... il problema intrinseco in queste cinesi è che ad ogni stampa qualcosa si sposta ed è facile perdere "la stabilita'" che si era trovata nella stampa precedente tenendo a mente che il problema è una stupidaggine e non serve smontare mezza stampante per risolverlo....in fin dei conti serve solo un poco di pazienza...
-
il telaio in questo tipo di stampanti non fa alcuna differenza, meccanicamente sono identiche e nel caso tu non lo sappia sono entrambe piene di problemi (risolvibili) a causa della meccanica mediocre. vista la differenza di prezzo di soli 20 euro tanto vale prendere quella in alluminio
-
secondo me in questa fascia di prezzo tutte le stampanti sono praticamente uguali, se non altro tutte partono dalla stessa base e poi il cinese di turno cambia questo o quello.chiediti cosa vuoi in fatto di numero di estrusori, piano riscaldato, area di stampa e poi tra quelle che soddisfano i tuoi bisgoni una vale l'altra, magari vai su un modello piu' conosciuto per avere piu' consigli in caso di problemi. per quanto riguarda il postare link di negozi non posso esserti utile devi chiedere a chi sta piu' in alto di me.....
-
Miglioramento dall'attuale
FoNzY ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
si esatto, se da sw lo spessore è X porti a sfiroamento lo spessimetro X -
Miglioramento dall'attuale
FoNzY ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
per una calibrazione ottimale mandi in stampa un qualsiasi oggetto. dopo che la stampante si è riscaldata ed ha cominciato a stampare la primissima linea devi spegnerla staccando la spina. in questo modo l'estrusore sara' all'altezza del primo layer (questa altezza è teoricamente quella che hai impostato da software es. 0,25mm) ora senza muovere il piano in z, usando lo spessimetro tra estrusore e piano verifichi che nei 4 punti del piano ci sia la distanza desiderata(ossia 0,25mm) in un solo colpo hai regolato il piano e la planarita'. il vantaggio è che lo spessimetro non si schiaccia come fa il foglio di carta. -
Miglioramento dall'attuale
FoNzY ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
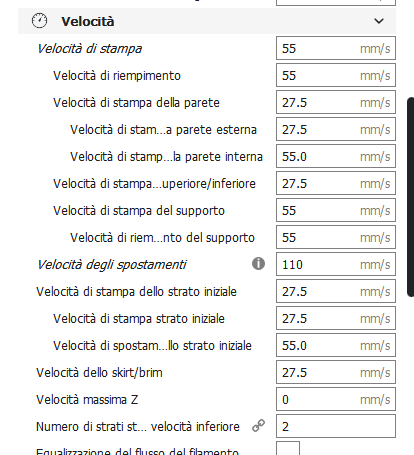
ciao lospo, per prima cosa vorrei chiederti cosa intendevi in questa frase sopra? i motori nema 17 hanno quasi tutti uno step minimo di 1,8 gradi ma non lavorano mai in full step,quandi la tua precisione sara' maggiore,inoltre non ho capito quale dato hai usato per dire che lo spostamento minimo è 0,05mm. se prendiamo una puleggia gt2 classica la sua circonferenza è circa 47mm per uno spostamento minimo a full step di 0,23mm.... per quanto riguarda la stampa secondo me prima di stampare la statuina devi trovare impostazioni molto piu' accurate perche' per ora sei veramente lontano. ti consiglio di incominciare a stampare il cubetto e quando avrai ottenuto risultati buoni potrai concentrarti su una stampa complessa come questa. come ti hanno detto sei troppo alto di primo layer,io ti consiglio di usare con questa stampante layer da 0,2(secondo me layer da 0,1 non hanno senso su questo tipo di stampanti) e per layer da 0,2 l'alterzza del primo layer è tra 0,2 e 0,25. le velocita' di stampa devono essere intorno a 55mm\s(foto sotto), la temperatura a 195gradi, devi aumentare molto la ritrazione,il parametro "larghezza linea strato inziale" con un altezza di primo layer a 0,25 deve essere intorno a 120%, devi impostare 2 linee di skirt. la parte fondamentale è livellare bene il piano e non sempre il foglio di carta è sufficente, la soluzione migliore è usare uno spessimetro,se sei interessato posso spiegarti come fare
-
che la stampante abbia il telaio in alluminio o in acrilico cambia molto poco, avere un buon telaio su una meccanica mediocre non migliora le cose rispetto ad evere un telaio mediocre su una meccanica mediocre. lascia stare la davinci,i materiali devi prenderli da loro,costano molto e sono di bassissima qualita'.(una stampa da 8 ore te la sogni con la davinci) la prusa secondo me è la scelta migliore tra quelle elencate, se come hai detto vuoi il doppio estrusore le wanhao sono le doppio estrusore piu' economiche che conosco ma credo che comunque non rientrino nel tuo budget.....
-
Anet A8 - Buchi su fondo e top layer
FoNzY ha risposto a Yarosia nella discussione Problemi generici o di qualità di stampa
la stampa è praticamente perfetta,si tratta di ritoccare un minimo un parametro che magari risolve i buchi e crea problemi da altre parti. tu dici che questi buchi si presentano nel top e bottom layer,ma se ho capito bene si presentano nel primo layer e in questo caso nell'ultimo layer pieno di base non nel top layer che è di fatto l'ultimo layer dei muri di contorno,giusto? se ho ragione il problema potrebbe essere nello spessore della linea( non so come si chiami in simplify che è uno slicer che non conosco) ma il parametro che adesso immagino sia di default (spessore linea= dimensione ugello) va abbassato un po'. prima di ritoccare il parametro prova anche a cambiare il motivo di infill(credo sia impostato su linee concentriche) una possibile altra causa di questi buchi potrebbe essere che, avendo notato che nella prima foto che hai postato (credo sia la stampa vista da sotto) si vede una forma piramidale il file .stl potrebbe essere "rovinato" e qundi non perfettamente piatto, questo a causa di un layer "troppo basso" forzi lo slicer a dividere la base a gradini che stampati separatamente causano i buchi.....controlla se nel primo layer è presente tutta la base e che non sia divisa in 2\3 layer -
prusa I3 pro B - problema di stampa
FoNzY ha risposto a Daddy Lee nella discussione Problemi generici o di qualità di stampa
aver dovuto apportare correzioni cosi significative ed avere problemi di posizionamento sta ad indicare cinghie lente o velocita' di stampa eccessiva....prova a ritoccare la retraction come dice gigi ma secondo me i problemi non sono sull'estrusione..... -
prusa I3 pro B - problema di stampa
FoNzY ha risposto a Daddy Lee nella discussione Problemi generici o di qualità di stampa
secondo me sbagli a cercare di regalore gli step\mm su una stampa irregolare come quella, prima devi stampare in modo buono e poi in ultima cosa regoli gli step\mm. le misurazioni non sono male per una fdm, ma non capisco cosa intendi per Xsteps/mm: +88.4,Ysteps/mm: +84,Zsteps/mm: +2560,Esteps/mm: +110 hai aumentato gli step\mm di 88? tipo 80+88?!oppure prima era 80 adesso 88.....???? la temperatura di stampa è ok a 195 ma ci sono problemi in altre impostazioni che causano quella brutta stampa in foto, se vuoi una mano posta le tue impostazioni -
problemi con estrusione
FoNzY ha risposto a Ale84 nella discussione Problemi generici o di qualità di stampa
nessun problema nell'end stop in Z, il probema è che il metodo del foglio di carta per regolare il piano non è preciso. il problema nella seconda stampa è o un primo layer troppo alto o una estrusione troppo magra, dovresti postare una foto dei settaggi.... -
ciao, praticamente è la stessa stampante, le differenze sono veramente minime eccetto che per le due in alluminio...non mi sento di consigliarti di prendere quelle in allumnio perche' credo che non ne valga la pena.... prendi una di quelle in acrilico tanto il telaio è l'ultimo dei problemi...
-
la ho trovata su amazon, dice che è compatibile con la lcd2004 https://www.amazon.it/Anet-Controllo-A1284-Base-Mainboard-Riparazione/dp/B071RG1NDL/ref=sr_1_7?ie=UTF8&qid=1528890531&sr=8-7&keywords=anet+a6 credo che il discorso del potenziometro\ pulsanti in fatto di hardware potrebbe anche non cambaire nulla magari su questo aspetta il consiglio di chi ne sa piu' di me in fatto di anet.....
-
Problema all'accensione Tronxy X8
FoNzY ha risposto a TBhappy01 nella discussione La mia prima stampante 3D
i led stanno a significare un errore.... hai controllato la tensione di alimentazione? una volta controllata potresti alimentare la scheda senza nessun dispositivo connesso (motori,lcd...etc..) e vedere se va magari connettendola al pc, successivamenti aggiungi una per una le altre perferiche e vedi cosa succede, magai è un singolo componente ad essere in corto....