FoNzY
-
Numero contenuti
6.654 -
Iscritto
-
Ultima visita
-
Giorni Vinti
459
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Strana filettatura nei pezzi
FoNzY ha risposto a AthosBernabei nella discussione Software di slicing, firmware e GCode
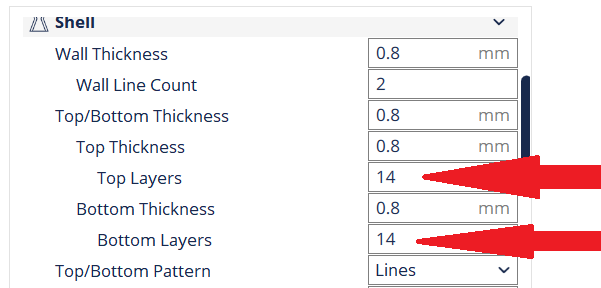
@AthosBernabeimi sembrano a dir poco un po' eccessivi 14 layer🤣🤣🤣🤣 ci metti 2 ore a stampare solo i layer di base..... cambia in 2 layer bottom e 2\3 top
-
Flashforge Dreamer Piatto non scalda
FoNzY ha risposto a cavalieresenzafilo nella discussione Problemi generici o di qualità di stampa
io l'immagine l'ho trovata qui e ti spiega anche cosa sono i singoli componenti... https://oshpark.com/shared_projects/vK5A9wNY mi viene pero' il dubbio che il tuo piatto sia leggermente diverso perche' continuo a credere che se le cose sono quelle descritte nella pagina dovresti avere continuita' nei pin 2-4 e\o 1-4 -
Flashforge Dreamer Piatto non scalda
FoNzY ha risposto a cavalieresenzafilo nella discussione Problemi generici o di qualità di stampa
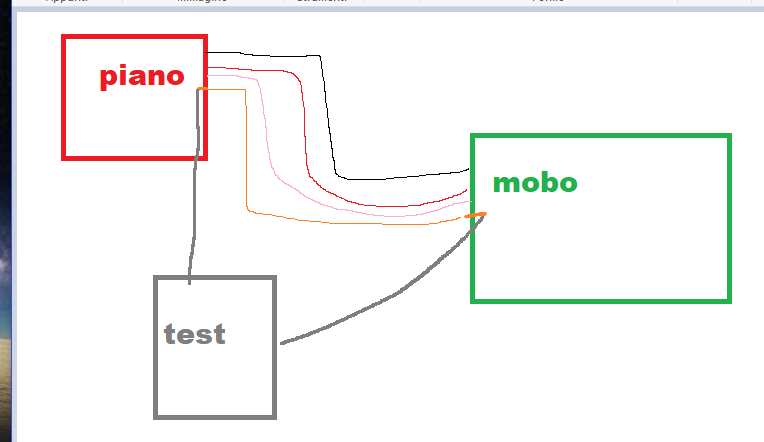
se ho capito bene: quando hai effettuato il test di continuita' il piano e la mobo erano collegati e questo potrebbe dare un falso positivo in quanto, una delle innumerevoli piste della mobo quando spenta potrebbe avere un contatto nc(normalmente chiuso). i test di continuita' è consigliabile farli sull'hardware stesso, scollegato dalle perfieriche in quanto il caso che ti ho descritto è molto comune. se lo schema elettrico del tuo piano è questo: dove r3 è vuota. e r2 è il termistore. dove 1 è il pin a destra (segnale) e 4 il pin +v sinistra (vdd) devi avere continuita' su i pin: 2-3, 3-4, 2-4 e 1-4 (questo test va fatto sul piano scollegato) se come hai detto (ma non ho capito bene) ha continuita' solo su 2-3(entrambi gnd) il thermistore o il condensatore c1 sono rotti e uno dei due è la casua del problema. -
Flashforge Dreamer Piatto non scalda
FoNzY ha risposto a cavalieresenzafilo nella discussione Problemi generici o di qualità di stampa
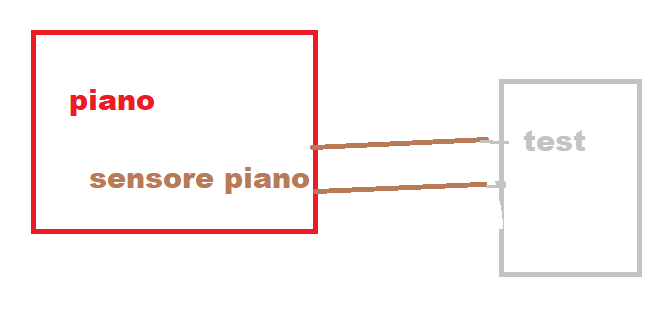
se non ho capito male tu hai fatto questo test: se ho ragione, questo test puo' dare un falso positivo perche tra il piano e la mobo passano diversi cavi, e non è detto che qualcosa non sia in comune. un test piu' accurato per misurare sia il cavo del sensore e il sensore stesso puo' essere questo: in "verifica di continuita" se il circuito è chiuso puoi sicuramente esludere cavo e sensore. nel caso il sensore funzioni volendo escludere un difetto della mobo, controllerei le tensioni di alimentazione che possono giocare bruttii scherzi.....
-
problemi di estrusione/ritrazione?
FoNzY ha risposto a looka nella discussione Software di slicing, firmware e GCode
senza nulla togliere a @Marcottt in quanto la temperatura è sicuramente un valore da prendere in considerazione, secondo il mio modesto parere è chiaramente un problema di ritrazione, in particolare dei valori "ritrazione dopo minima estrusione" e "ritrazione dopo minimo spostamento"... la stampante si fa tutta "la curva" senza mai ritrarre di un mm perche i valori impostati sono troppo alti.... -
Grave difetto di stampa, AIUTO!!!
FoNzY ha risposto a Gianpy nella discussione La mia prima stampante 3D
potrebbe essere anche un problema di temparatura ma supponendo che stai usando lo stesso filamento stampato alla stessa temperatura mi sembra strano che solo adesso causi problemi. in ogni caso una temperatura troppo alta darebbe come risultato una stampa scolata mentre una troppo bassa farebbe perdere passi all'estrusore e sentiresti chiarmente "tac-tac" durante la stampa... -
Grave difetto di stampa, AIUTO!!!
FoNzY ha risposto a Gianpy nella discussione La mia prima stampante 3D
mi è scappato un 4 di troppo volevo scrivere 4 punti non 44... ma piu' misurazioni prendi meglio è XD escluderei una temperatura troppo alta', con una temperatura troppo alta i layer tendono a colare verso il basso e non mi sembra il tuo caso. un piano in bolla' ti aiuta sopratutto con le dimensioni dell'oggetto che stampi, piu' è planare piu' l'oggeto sara' preciso in altezza. per calibrare il piano: controlla visivamente che il piano non sia visibilmente storto, un controllo un po' approfondito fara' emergere sicuramente l'eventuale difetto. mandi in stampa un qualsiasi oggetto.... la stampante va in home, poi si scalda... poi comincia a stampare il primo layer ed a questo punto stacchi la spina! togliendo la corrente avrai l'estrusore ad una certa altezza dal piano (che è l'altezza del primo layer) adesso con un qualcosa tipo cartoncino,piastrina di metallo etc... verifica che questa altezza sia uniforme in tutti i punti del piano, nel caso non lo sia regola il piano tramite le sue viti per rendelo planare. se la regolazione risultasse impossibile o molto difficilmente probabilmente si è piegato qualcosa negli assi... ---- stampare piccoli oggetti potrebbe non far emergere il problema poiche' essi rimangono nel centro del piano la parte dove un eventuale deformazione è meno visibile.... -
Grave difetto di stampa, AIUTO!!!
FoNzY ha risposto a Gianpy nella discussione La mia prima stampante 3D
potrebbe essere il piano storto e basta regolarlo oppure difetti piu' gravi potrebbero essere piano piegato o l'asse x piegato.... manda in stampa un oggetto e durante la stampa del primo layer spegni la macchina, assicurati che su tutti e 44 i punti del piano ci sia la stessa distanza tra ugello e piano. sarebbe bene procurarsi uno spessimetro di spessore= all'altezza del primo layer in modo da regolare allo stesso tempo planarita' e la pèosizione dell'end stop. -
Scheda MKS Gen1.4 + TMC 2100
FoNzY ha risposto a claudiofe63 nella discussione Hardware e componenti
per testare il firmware devi collegare il tutto, e se hai forti dubbi magari sgancia i motori in modo che girino a vuoto ,in questo modo puoi provare anche gli end-.stop schiacciandoli con la mano per vedere se il motore si arresta. nel caso l'end-stop non funzioni il motore continua a girare e quindi se collegato il carello estrusore o ancora peggio il piano batte contro l'ostacolo e il motore sforza fino a peredere passi, niente di catasrofico ma non ideale... -
Il dilemma del primo acquisto...
FoNzY ha risposto a alex870 nella discussione La mia prima stampante 3D
devi considerare che ogni fdm avra' una tolleranza di 0,1mm rispetto al disegno(+\-) che tu prenda una zortrax e che tu prenda una cinese. una slitta del genere per averla bella e pronta una volta uscita dalla stampante forse è possibile con una sla\dlp con precisione ben maggiore di una fdm. tieni presente che per avere un pezzo di X cm in ogni caso devi compiere dei minimi aggiustamenti nel disegno. vale la pena prendere una cinese? se sei disposto a montarla ( bene) se sei disposto a perdere tempo per il settaggio giusto, la manutenzione e la sostiutuzione di piccole parti, si ne vale la pena ed alla fine avrai una qualita' del tutto paragonabile ad una zortrax o simili. io ho una m200 e posso dirti che vale il suo prezzo, migliaia di ore e mai un problema ma come ti ho detto devi solo decidere se le ore che passi a montare la cinese,le ore che passi a fare manutenzione "valgono" la differenza di prezzo. in fatto di filamenti piu' resistenti, devi considerare che i pezzi stampati in abs\pla sono gia' molto resistenti di loro (devi considerare la % dl riempimento ovviamente) credo che un PLA con polvere di X e un Pla classico abbiano la stessa identica resistenza meccanica e quindi personalmente non vedo un vero motivo per usare il filamento con XY sostanza dentro. tieni presente che la gamma dei filamenti zortrax è chiusa e quando decidi di usare un filamento esterno i settaggi devi trovarteli e non è sempre facile. P.S dai un occhiata alle dlp, con 500 euro prendi una stampante plug e play che ha una qualita' ideonea alla slitta di un micorscopio ed inoltre stampano pezzi solidi(pieni) con la resistenza di un pezzo colato, lo svantaggio è la piccola dimensione di stampa. -
Scheda MKS Gen1.4 + TMC 2100
FoNzY ha risposto a claudiofe63 nella discussione Hardware e componenti
@claudiofe63usare 1\256 di step su una fdm non ne aumenta la precisione è solo un po' inutile.... prendiamo una puleggia gt2 con diametro 25mm--> la sua circoferenza è di circa 78,5 mm i tuoi motori fanno 1,8 gradi per step quindi 360\1,8= 200step\78,5 mm quindi circa = (78,5\200)= 0,39 mm step (in modalita' full step) adesso stai usando 1\16 di step quindi= 0,39mm\16= 0,02mm anche troppo per una fdm ma tutti i valori < di 0,05 sono considerabili ottimali. usare 1\256 di step porterebbe la risoluzione a: 0,0015 un valore che è in linea se vogliamo con una sla\dlp e del tutto "inutile" in una fdm in quanto la tua meccanica (come quella delle altre fdm) se la sogna una precisione tale. il mio consiglio è di spendere i tuoi soldi\ tempo su un altro tipo di "upgrade" -
segni sulla superficie della stampa
FoNzY ha risposto a yelina nella discussione La mia prima stampante 3D
purtroppo tutte le stampanti "soffrono i fori" e non avrai mai una superficie perfetta intorno ad un foro nella base. puoi modificare(in perentuale minima) uno o piu' parametri tra ritrazione, sovrapposizione infill, infill del primo layer e altezza del primo layer... -
segni sulla superficie della stampa
FoNzY ha risposto a yelina nella discussione La mia prima stampante 3D
hai ragiione.... mi sono fatto i conti a mente con un ugelo da 0,2, e chissa' perche' poi... ho pensato 4 perimetri sono troppi...3 bastano ma anche due.... è la vecchiaia!!!! -
segni sulla superficie della stampa
FoNzY ha risposto a yelina nella discussione La mia prima stampante 3D
sei con valori piuttosto buoni, cosa che non mi apsettavo...... da 200 gradi scendi a 190, la ventola sempre al 100% per la stampa in pla. fai una prova cosi, poi eventualmente diminuisci le accellerazioni del 20%. fare i muri da 0,8mm è solo una perdita' di tempo 0,4\0,6 è l'ideale -
segni sulla superficie della stampa
FoNzY ha risposto a yelina nella discussione La mia prima stampante 3D
ad occhio sembra che la temperatura di stampa sia troppo alta o che il raffreddamento non sia sufficiente.(questo per migliorare la qualita' di stampa generale) di solito questo tipo di problema è data da una velocita' di stampa eccessiva, a che altezza stampi il primo layer? e gli altri layer? -
potrebbe essere una saldatura difettosa in quanto il problema si manifesta con l'estrusore in movimento mentre non si presenta quando è fermo. potrebbe essere un problema di potenza dell'alimentatore, forse hai aumentato la temperatura del piano o qualsiasi altra cosa che potenzialmente potrebbe aumentare il consumo energetico e per questo l'alimenttore non ce la fa' a tenere la temperatura stabile quando i mototri sono in funzione.
-
sopratutto se lo sbalzo di temperatura è istantaneo il problema potrebbe essere una connessione instabile del sensore, controlla che il sensore sia ben collegato alla mb, cavi connettori,saldature etc... un altra causa potrebbe essere il sensore lento nella sua sede, assicurati che sia ben saldo in posizione e magari metti un po' di pasta termica (quella dei processori da pc) nella sede del sensore in modo da avere una lettura ancora piu' omogenea
-
Problema di allineamento del piano
FoNzY ha risposto a teo nella discussione La mia prima stampante 3D
secondo me il problema è che il piano è tropo storto. è talmente storto che su un lato le viti non passano piu' nel foro e toccano il supporto del piano, quindi invece di scorrere fanno da perno e questo fa si che la parte piu' "fragile" ossia la struttura si pieghi, si risolve allentando tutte le viti per poi stringerle in maniera omogenea.... -
Delta rostock fatta da me
FoNzY ha risposto a Giuseppe Grassano nella discussione La mia prima stampante 3D
che intendi con mi fa una riga nell'angolo? ti stampa solo una linea e basta? oppure prima della stampa ti fa una riga per spurgare l'estrusore? perche questo sarebbe normale per i cuscinetti di che marca sono? la barra dove scorrono è di buona qualita'? secondo me il problema potrebbe essere la barra piuttosto che i cuscinetti. potrebbe essere che il rumore sia il motore che perde passi ed il rumore che senti sembra provenire dal carrello che vibra? -
basta aggiungere un pezzetto del bowden
-
controlla se c'è il tubo perche' è necessario per stampare in petg, nel caso ci sia l'unica altra opzione è che il filamento sia di diametro non omogeneo
-
non cpaisco questo fatto.... questo vale per il primo layer e quindi diventa ininfluente in quelli successivi, stampare un primo layer a 0,3mm in piu' del solito vuol dire stampare un primo layer a 0,5\0,6mm e quiindi l'adesione è praticamente impossibile..... al 99,9% non hai il tubo in ptfe ed a 235 gradi la ventola non smaltisce bene il calore, quindi il filamento si ammorbidisce nell'hot end, si gonfia e crea il "tappo"....
-
cosa intendi? che tipo di estrusore hai? haa il tubo in ptfe?
-
Riutilizzo archivio Gcode con Zortarx
FoNzY ha risposto a Steelform nella discussione Software di slicing, firmware e GCode
solo stl, non puo' aprire g-code ed i file generati dal software sono .zcode -
la velociita' potrebbe non essere l'unico problema controlla anche la meccanica che è particolarmente "sottosforzo" quando stampi sfere