FoNzY
-
Numero contenuti
6.650 -
Iscritto
-
Ultima visita
-
Giorni Vinti
458
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
ciao, in teoria dovrebbe essere poggiato sul piano quando non sei in stampa per ricordarti che: il piano scotta! , in pratica non serve a niente è solo un accessorio estetico.
-

hotend cartridge che scalda appena accesa la stampante
FoNzY ha risposto a Pierluigi84 nella discussione La mia prima stampante 3D
ciao pierluigi, la "cartuccia" è semplicemente una resistenza che appunto ponendo una resistenza al passaggio della corrente si scalda. un modo semplice per verificare il funzionamento della cartuccia è impostare il multimetro in "test continuita'" e collegandolo ai poli della cartuccia(scollegata dalla mobo) la lettura deve essere 0 impostare il multimetro per verificare la resistenza (ohm) ha il solo scopo di quantificare effettivamente quanta resistenza pone la cartuccia ma a te questo non interessa molto. il fatto che la cartuccia si scaldi fino a emperature estreme puo' dipendere da diversi fattori,dando per scontato che la temperatura target impostata sia giusta secondo me il problema potrebbe essere un sensore di tipo diverso dal precedente che avendo una resistenza diversa fornisce letture sballate alla mobo, hai modo di verificare che la temperatura mostrata a display sia quella effettiva? pootresti provare inoltre a montare il vecchio sensore... -
alep mi ha tolto le parole di bocca, la sua risposta è la stessa che ti avrei dato io. non parto prevenuto e non ho mai provato questa stampante, tuttavia la mia esperienza nel mondo delle sampanti 3d mi porta a pensare quello che ti ho scritto, e visto che hai chiesto pareri a rigurdo mi sono sentito "in dovere" di avvertirti, poi se mi sbaglio ed è la stampante perfettta saro' ben felice di ammettere il mio errore e rivedere "la mia idea di stampante a 300euro".....
-
questa stampante è come tutte le altre stampanti "cinesi", bassa qualita' dei materiali e criticita' sotto ogni aspetto ma questo non toglie il fatto che valga la pena acquistarla. se cio' chee vuoi è una area di stampa piu' grande questa stampante puo' fare al caso ttuo tenendo presente che avra' migliaia di piccoli problemi come li avrebbe qualsiasi altra stampante di questo tipo
-
retraction su oggetti piccoli
FoNzY ha risposto a ottoboni nella discussione La mia prima stampante 3D
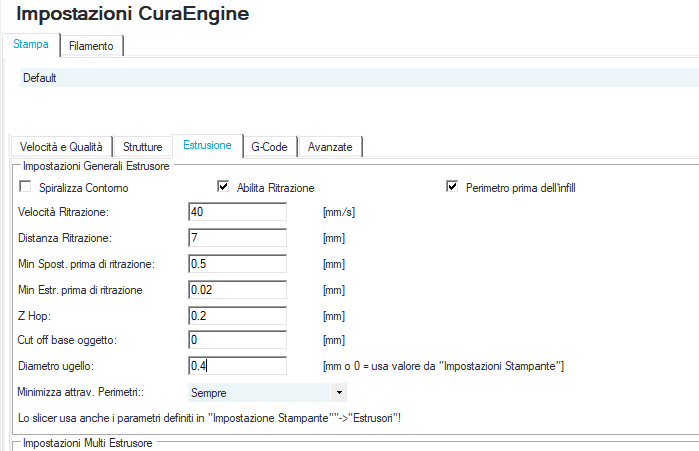
la ritrazione sembra un po' poca, 1\2mm è veramente poco ma l'estrusore è del tipo direct vero? secondo me il problema è il tipo di stampa, sei veramente vicino al limite della fdm, estrusioni minuscole seguite da grossi spazi vuoti, semplicemente è una stampa critica per una fdm....puoi migliorare ma sarei sorpreso se alla fine uscisse "perfetta" -
Seconda prova stampa Prusa i3
FoNzY ha risposto a AlexPA nella discussione Problemi generici o di qualità di stampa
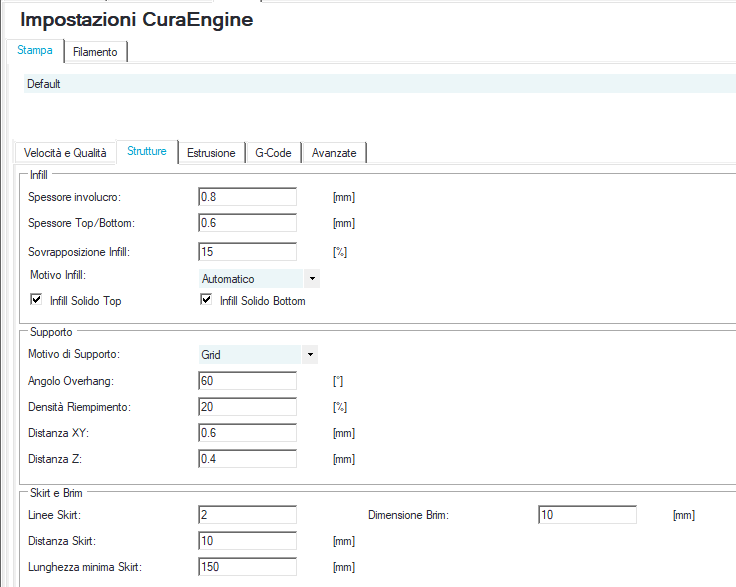
ciao, non avevo visto il post XD. le impostazioni dello skirt puoi tenerle per ogni tipo di materiale ed in generale pi' è lungo e distante meglio è. per l'accumulo di materiale devi capire da cosa è causato(succede quasi sempre ma non dovrebbe). molti estrusori cinesi perdono mateeriale perche la filettatura dell' hot end è fatta a cavolo e si risolve usando collanti appositi o teflon, in genrale all'inizio di ogni stampa mentre l'ugello è quasi in temperatura gli si da una pulita'. per la stampa è ok, aumenterei solo un pelo la ritrazione. -
Come Progettare una vite con filettatura e relativo bullone?
FoNzY ha risposto a Carmel nella discussione La mia prima stampante 3D
dipende da che tipo di pezzi sono, la vite deve essere bella grande altrimenti la dimensione del filetto è uguale all'errore intrinseco delle stampanti fdm. in ogni caso devi tener presente che la vite avra' un carico meccanico massimo veramene basso, la torsione che applichi alla vite per stringerla si scarica tutta nel punto piu' debole della stampa ossia tra i layer e ne causa il distacco praticamente all'istante. potresti pensare ad una vite X con un foro 2\3mm per tutta la sua lunghezza dove eventualmente potresti incollare un asta di metallo.... -
Come Progettare una vite con filettatura e relativo bullone?
FoNzY ha risposto a Carmel nella discussione La mia prima stampante 3D
stampare in fdm una vite a passo metrico la vedo molto difficile, ma anche se fosse la vite non avrebbe la resistenza meccanica per fare "niente" o quasi... -
Zona non stampata
FoNzY ha risposto a NovILA nella discussione Problemi generici o di qualità di stampa
i piatti zortrax tendono a piegarsi facilmente, la cosa piu' probabile è che si sia rovinato e vada sostituito, sopratutto se è il piano V1. in ongi caso prima di cambairlo ti consiglio di pulirlo da tutti i collanti vari (anche con solventi tanto la vernice è resistente), usara carta vetra finissima sui contatti del piano e rimontarlo mettendo un piccolo pezzo di bi-adesivo sotto al centro del piano(spesso il centro si alza in quanto non è fissato da vitti) e ritentare la calibrazione. per la rotella dell'estrusore anche questa con facilitas' tende a bloccarsi anche con il minimo pezzo di plastica all'interno, smonta il motore e pulisci il perno. se il piano è "piatto" non avrai mai bisogno di usare nessun collante con zortrax. -
Zona non stampata
FoNzY ha risposto a NovILA nella discussione Problemi generici o di qualità di stampa
è filamento originale zortrax? perche' per la mia esperienza i filamenti non originali danno proprio questo problema durante l stampa del brim.(anche se chairamente il problema non è solo questo) posso chiederti perche' su un piano zortrax creato per stampare senza utulizzare colla,lacca e simili utilizzate una quantita' di colla spropositata? il brim zortrax è molto critico in estrusione ,infatti usa un estrusione tripla per far "penetrare" il materiale nei fori che nel tuo caso sono tappati da tutta questa colla e questo complica un estrusione gia' complicata di suo. il mio parere è che il piano sia storto perche' la macchina riceve una lettura totalmente falsata dalla sua autocalibrazione in quanto questa colla inevitabilmente fa spessore tra ugello e piano. -
Anycubuc Kossel - Nuovo alimentatore
FoNzY ha risposto a Stinocon nella discussione Problemi generici o di qualità di stampa
quelli che hai visto tu sono ok, sono solo un po' duri e poco flessibili ma puoi anche trovarli a metraggio dal ferramenta sotto casa senzza ricorrere ad amazon. questo cavo sarebbe l'ideale ma costa un po' di piu', se 3(1,5m+1,5m) metri ti bastano non ti pentirai mai di averlo preso..... https://www.amazon.it/PsmGoods-Feet-Gauge-Silicone-filo/dp/B00WS18LRI/ref=sr_1_sc_1?s=electronics&ie=UTF8&qid=1520296108&sr=1-1-spell&keywords=CAVO+siliicone -
Anycubuc Kossel - Nuovo alimentatore
FoNzY ha risposto a Stinocon nella discussione Problemi generici o di qualità di stampa
1) si, la soluzione migliore è prendere un cavo e tagliare l'estremita' per connetterla direttamente all'alimentatore https://www.amazon.it/Ewent-EW-190101-020-N-P-cavo-di-alimentazione/dp/B00FVT5ZUU/ref=sr_1_1?ie=UTF8&qid=1520277397&sr=8-1&keywords=cavo+pc 2) i terminali (se vuoi metterli) metti quelli del tipo isolati a forcella https://www.amazon.it/AUPROTEC-100x-Connettore-Forcella-Preisolati/dp/B06XKWY6YS/ref=sr_1_cc_4?s=aps&ie=UTF8&qid=1520277697&sr=1-4-catcorr&keywords=connettore%2Ba%2Bforcella&th=1 -
Anycubuc Kossel - Nuovo alimentatore
FoNzY ha risposto a Stinocon nella discussione Problemi generici o di qualità di stampa
ciao @Stinocon l'interruttore del link è adatto allo scopo ma è del tipo "cinesissimo" con piste scoperte, interruttore non adatto, fatto in plasticaccia etc..... se vuoi mettere un pulsante on\off questo tipo è l'unica strada: https://www.ebay.it/itm/Filtro-rete-EMI-SCHAFFNER-FN284-4-06-con-presa-IEC-interruttore-e-portafusibile/371820790463?hash=item56923f02bf:g:tRYAAOSwa~BYW592 tieni presente che l'interruttore va fissato in posizone e che nella parte posteriore ci sono i fili a 220V che se non isoli a dovere ti fulminano! il mio consiglio è quello di non mettere pulsanti on\off, non servono!. inoltre hai ammesso di non avere troppa familiarita' con queste cose quindi la semplice spina collegata all'ali è la cosa piu' semplice e piu' sicura da usare. per i cavi devi usare un cavo con sezione adatta: all'amperaggio,alla lunghezza del cavo e alla tensione utilizzzati la speranza non è una buona strategia... se hai dubbi chiiedi! -
Prima prova di stampa Prusa i3
FoNzY ha risposto a AlexPA nella discussione Problemi generici o di qualità di stampa
@AlexPA niente male, ci sono solo visibili problemi di temperatura ma con estrusore a 210 è normale. la ritrazione sembra poca ma prima di aumentarla regola la temperatura e vedi come va -
Prima prova di stampa Prusa i3
FoNzY ha risposto a AlexPA nella discussione Problemi generici o di qualità di stampa
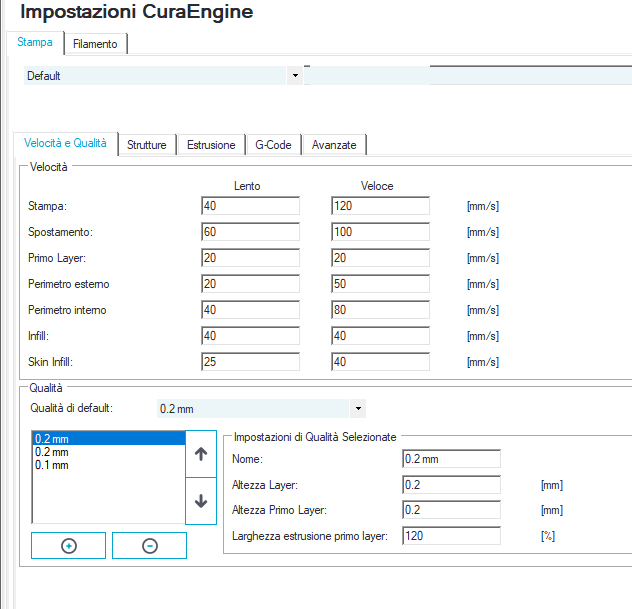
per il PLA: la ventola min e max sempre al 100% le temperature: estrusione 190 gradi sempre il piatto puo' essere anche freddo, se la temperatura della stanza è inferiore a 15 gradi riscaldalo a 30 gradi.(se il piano è molto freddo <20 gradi l'adesione ne risente) skirt: distanza 10mm estrusione minima 10mm densita' riempimento anche 20% va bene bottom layer: 2(3 o piu' servono a ben poco) z-hop 0,2 (perdi un poco di tempo ma hai un problema in meno cui pensare) la stampante impiegava una vita' a scaldare il piano a 100 gradi perche' l'alimentatore è critico in potenza, vedrai che che con il piano a 30 gradi la stampa parte in 8 minuti -
Prima prova di stampa Prusa i3
FoNzY ha risposto a AlexPA nella discussione Problemi generici o di qualità di stampa
@AlexPAhahahahhaah, scusa te, sono rimbabito invece di 10 minuti ho letto 10 ore il primo layer è troppo alto, tra 0,2 e 0,25 è l'impostazione corretta. 3 perimetri sono tanti, con 2 perimetri ti risparmi un po' di tempo e l'oggetto risulta solido lo stesso stai usando abs? perche le impostzioni sono per abs e non per pla ritornando sulla stampa non avresti dovuto spegnerla, la stampante sembra aver fatto tutto correttamente,vai avanti e vedi che succede(se stai usando ABS) -
Prima prova di stampa Prusa i3
FoNzY ha risposto a AlexPA nella discussione Problemi generici o di qualità di stampa
da quello che scrivi l'unico errore è impiegare 10 ore per una stampa da 3cm.... realisticamente si fa in 40minuti quella stampa... forse ti sei spiegato male e mi sono perso dei passaggi ma in generale la stamapnte fa proprio questo.... manda in home gli assi alza l'estrusore di XX distanza dal piano per il riscaldamento riscalda il piano e solo adesso riscalda l'estrusore(è normale che durante il riscaldamento del filamento fuoriesca) se posti delle foto delle impostazioni ti possiamo consigliare i valori corretti in modo che non butti 10 ore per una stampa del genere.... credo che tu abbia sbagliato di parecchio l'altezza del layer, quel pezzo è alto circa 2,5cm\35=0,07 layer!? -
problemi installazione prusa i3 pro b
FoNzY ha risposto a davide1977 nella discussione La mia prima stampante 3D
che intendi per "il pc non riconosce sempre" la stampante? si blocca il driver? oppure potrebbe essere un problema nel cavetto? la stampante prima va accesa e poi collegata al pc. per la sd card escludendo un problema hardware forse la dimensione è troppo grande? la massima capacita' che puo' leggere la stampante è 2gb -
Estrusore che sfrega sul riempimento
FoNzY ha risposto a Mariorin nella discussione Problemi generici o di qualità di stampa
c'è una funzione nel tuo slicer che si chiama 'z-hop' e serve prorpio a far "alzare" l'estrusore della distanza impostata durante gli attraversamenti..... -
config di cura per tronxy x5s
FoNzY ha risposto a una persona nella discussione Software di slicing, firmware e GCode
io ti ho mandato le impostazioni di repetier host(usando cura come slicer) su cura cambia la schermata e la dicitura "altezza iniziale del layer"--> altezza primo layer,dovrai solo perdere un po' di tempo a cercartele su cura -
config di cura per tronxy x5s
FoNzY ha risposto a una persona nella discussione Software di slicing, firmware e GCode
ti consiglio un mosfet e alimentatore separato per il piano in quanto molto grande, eviti sia di stressare la mobo e di aspetare ore per riscaldarlo. estrusore= 190 gradi piatto= anche a 0 per il pla, ti consiglio di tenerlo a 30 gradi nel caso la stampante sia in una stanza molto ffredda (tipo garage\cantina). spruzzatina di lacca per l'adesione controlla che l'altezza del primo layer sia quella effettiva altrimenti le impostazioni servono a poco, se non sai come fare fammi un fischio XD....
-
Parametri XY Cura
FoNzY ha risposto a Michela Zanini nella discussione Software di slicing, firmware e GCode
gli end stop sono nella giusta posizione? hai impostato correttamente l'eventuale off-set dell'estrtusore? la stampa in se ha le dimensioni corrette? se muovi la stampante da pc i spostamenti coincidono con quelli reali? -
Parametri XY Cura
FoNzY ha risposto a Michela Zanini nella discussione Software di slicing, firmware e GCode
ciao michela, credo che il problema sia altrove e non nei paramatri x,y.... se la stampa non è centrata il problema possono essere gli end-stop montati male e la loro posizione, i motori che perdono passi o un impedimento meccanico nello scorrimento dell'asse stesso, è molto difficile che siano gli step\mm talmente sballati da causare un problema visivo di posizionamento se è questo che intendevi....dovresti spiegare meglio il problema in modo da farci capire bene di cosa si tratta....... -
Quali sono i primi Upgrade da fare su un Anet A8?
FoNzY ha risposto a Carmel nella discussione La mia prima stampante 3D
NESSUNO!!!!!! l'unica cosa che consiglio da fare subiito è cambiare le cinghie in plastica con le cinghie in gomma e forse un alimentatore piu' potente, per il resto devi prima concentrarti nel far stampare la tua stampante in modo impeccabile cosa che fa benissimo anche in assetto "full-china", quando hai familiarita' con la stampante e capisci che in determinate occasioni la meccanica è l'unico problema allora puoi pensare di cambiare un determinato componente... ogni modifica realisticamentte migliora la stampante in maniera minima per un novizio le modifiche "a caso"" portano solo moltissimi problemi.... -
config di cura per tronxy x5s
FoNzY ha risposto a una persona nella discussione Software di slicing, firmware e GCode
@una personaciao, ho la tua stessa stampante, posso passarti tutte le impostazioni che ti servono ma devi dirmi se vuoi usarla per il PLA o ABS e se stai usando ancora l'ugello originale d 0,4