FoNzY
-
Numero contenuti
6.650 -
Iscritto
-
Ultima visita
-
Giorni Vinti
458
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

anycubic kossel plus
FoNzY ha risposto a Francesco.patella-1995 nella discussione La mia prima stampante 3D
il pla non aderisce non per colpa del piano (il pla puo' essere stampato anche con il piano freddo) ma quasi sicuramente per colpa di impostazioni sbagliate tipo volecita' troppo alta,primo layer troppo alto...posta le tue impostazioni che magari ti possiamo aiutare..... -
ciao carmel, io uso PLa della bq che sta proprio a 20 euro\kg, io mi trovo bene con questa marca, mai avuti problemi, il mio consiglio è di non prendere PLA tanto costosi perche non ne vale la pena(se la stampa è brutta,non aderisce etc... la colpa è tua!), stesso discorso per i pla troppo economici, in generale i filamenti a 20e\kg hanno una buona qualita'. visto che sei nuovo di questo mondo ti volgio far presente che le "stampabilita'" del filamento varia in base al colore( stessa marca), in generale i colori bianco sono i piu' semplici da stampare e sono mediamente elastici mentre i colori scuri sono un po' piu' ostici e meno elastici, per concludere i filamenti "trasparenti" (che in realta' non lo sono) sono i piu' difficili da stampare ma almeno per la mia esperienza sono quelli che mi hanno fatto fare le stampe piu' belle(intendo la superficie del pezzo non il colore), ovviamente tieni presente che stiamo parlando di differenze minime una volta trovata la strada giusta si stampano tutti allo stesso modo......
-
La mia prima stampa PROBLEMONI
FoNzY ha risposto a Natoallegro nella discussione La mia prima stampante 3D
1000 è un po' alta, valori intorno a 800 sono piu' idonei, visto che in questo caso tentar non nuoce prova e vedi se cambia.... come ti ho detto anche le velocita' nel sottware devi guardare, velocita' spostamento intorno a 80, quelle di stampa intorno a 60 per la max magari prima come dice alep controlla gli evntuali danni hardware....... -
Quando il bltouch non va d'accordo con lo Z offset...
FoNzY ha risposto a Malatesta1 nella discussione Problemi generici o di qualità di stampa
proprio questo intendevo, forse hai montato male il sensore, ma questo la sai tu io non lo conosco e non lo ho mai visto contrtolla che l'altezza del primo layer sia quella effettiva e questo ti chiarisce il dubbio. e si intendevo quello ampiezza\larghezza, se è troppo ampia pur avendo un altezza di layer ottimale per l'estrusore il flusso eccessivo causa una perdita di passi -
Quando il bltouch non va d'accordo con lo Z offset...
FoNzY ha risposto a Malatesta1 nella discussione Problemi generici o di qualità di stampa
ma l'altezza del pirmo layer impostata da software è quella effettiva di stmpa? hai provato a modficare il parametro "larghezza estrusione primo layer"? -
La mia prima stampa PROBLEMONI
FoNzY ha risposto a Natoallegro nella discussione La mia prima stampante 3D
ma quale pin tieni e quale pin cambi? mi sono fatto una mezza idea.... che sia un caso che perde la coppia il motore con piu' sforzo? forse complice anche una cinghia troppo tesa, per il motore con un carico maggiore(peso del piano) rispetto agli altri motori hai impostato una #define DEFAULT_ACCELERATION in marlin e una velocita' di spostamento troppo alte ed il motore appunto non regge la coppia...... il primo layer lo stampa bene perche in % piu' lento degli altri.... quindi ti chiedo che valori hai in questi due punti? accelerazione e velocita' di spostamento -
upgrade della mia stampante
FoNzY ha risposto a matteo392 nella discussione Problemi generici o di qualità di stampa
@matteo392 ho visto che sei partito in quarta e quindi mi sento in dovere di tirarti l freno, ovviamente scherzo ma volgio farti capire bene quello che cercavo di dirti. per un principainte non è mai buono cmabiare pezzi "a caso" solo perche sono fatti male, i pezzi vanno cambiati solo quando sei piu' che sicuro che quel componente ti causa un problema e sai attraverso la tua esperienza che facendo la scelta X lo risolverai, nel tuo caso il 90% dei problemi sono dati dal fatto che hai poca esperienza, il restante 10% è dato dalla qualita' pessima della macchina.... se la stampante non va o come nel tuo caso va cosi-cosi cominciare a cambiare pezzi a destra e sinistra causa solo altri problemi, poi è ovvio che il tubo in plastica è una soluzione tecnica orrenda e con il supporto in metallo vai meglio, ma realisticamente vai infinitesimamente meglio e non puoi beneficiare del miglioramento in quanto anche tutto il resto è un po fatto a cavolo e comandato da un principiante(sempre senza offesa)....i pezzi nuovi visto che costano soldi vanno ben pensati... se dai un pandino del 92 ad un neopatentato e lui ci mette le ruote del bmw(o di un ferrari) continua ad andare da neopatentato e con i limiti imposti dal pandino......dopo sto esempio è meglio che vado a dormire XD -
La mia prima stampa PROBLEMONI
FoNzY ha risposto a Natoallegro nella discussione La mia prima stampante 3D
ciao allegro, con la frase " secondo layer e il piatto parte in avanti come se non riuscisse a ritirarsi ed in effetti è così " che dovremmo capirci? è una battuta non ti offendere, ma credo che nessuno (o almeno io) riesca a capire cosa intendi....dovresti spiegare il probema in modo chiaro.... nella foto vedo il layer 1 in punto il 2 in un altro e il 3\4 in un altro ancora giusto?!?.... -
upgrade della mia stampante
FoNzY ha risposto a matteo392 nella discussione Problemi generici o di qualità di stampa
questo è il limite delle cinesi, se vuoi un sistema sempre affidabile devi prendere una brand da 2500 euro o piu', non ci sono altre strade possibili...... prendendo alla lettera quello che scrivi, cosi a naso ti dico che probabilmente i parametri usati sono critici in diversi punti(es. risentono della temparatura ambiente e delle dimensiooni del pezzo),insomma vanno bene per una stampa e male per l'altra.... -
Meglio l'albero a vite o puleggia?
FoNzY ha risposto a Materia nella discussione Hardware e componenti
per il dondolio su Z mi sono espresso male, come ha deto anche caos cambia poco tra barre e carrelli ma o metti 4 barre o 2 carrelli,un aggancio a 3 puni non è il massimo per il discorso dei carrelli 2\4 anche qui cambia molto poco, il baricentro lontano dagli assi mi sta bene ma quanto peso è? come con i motori andiamo a lavorare con numeri talmente piccoli che sono inutili in una stampante 3d, io butto sempre un occhio al rapporto qualia'\prezzo spendere il doppio per avere una correzione < di 0,005mm in una stampante 3d non ha senso. sull'asse X l'unica cosa da tenere a mente è ridurre l'inerzia e per questo ti ho detto di usare un profilo piu' piccolo, il fatto che il profilo sia a liscio sia sopra che sotto è inutile(meno utile che ridurre l'inerzia) se la parte sopra è piu' bassa non ti cambia niente(nel caso a 2 carrelli)..... per il paralluman, quando intendo che è morbido intendo che è piu' morbido dell'acciaio,ovvimante è sempre un metallo....anche qui il mio ragionamento era incentrato sulla praticita'\costo, 3mm di ferro pesano poco piu' di 5mm di alluminio(a naso) e alla domanda conviene ridurre l'inerzia di cosi poco spendendo il triplo? no! perche il ferro è anche piu' resistente poi se per X motivo l'alluminio lo prendi a prezzo scontato il discorso cambia -
Meglio l'albero a vite o puleggia?
FoNzY ha risposto a Materia nella discussione Hardware e componenti
@Materia per l'asse Z il binario è sprecato, per Z puoi usare anche le barre da 8\10mm, 2barre per ogni lato dei motori. i profili 4040 come sopra foorse sono troppo grandi anche con un 3030 vai bene.... per X perche un 6060? meno peso metti meglio vai anche qui direi un 3030 perhce un doppio carrello su X? come ti ho detto il binario solletica all'idea di andare morbido su una stampantina 3d, 1 per lato basta e avanza magarin invece del 9 il 12 puo' essere un idea migliore il paralluman è una lega di alluminio studiata peer essere morbida e quindi non è idonea all'utilizzo strutturale ed inoltre costa una fucilata ed ancora di piu' costa tagliarla a laser(tempo triplo rispetto al taglio del ferro e nel caso di spessore 5mm la diimensione minima del foro sulla alstra è 5,2mm) io ti consiiglio di usare acciaio.... -
upgrade della mia stampante
FoNzY ha risposto a matteo392 nella discussione Problemi generici o di qualità di stampa
i risultati piu' che ottimi li raggiungi con qualsiasi stampante, quando avrai trovato le impostazioni corrette per questa stampante, stampera' con una qualita' praticamente identica a quella di una amakerbot da 4.000 euro......(infatti entrambe usano tecnologia fdm) la differenza tra le stampanti cinesi e meno cinesi sta solo nella criticita' del sistema, criticita' che non si risolve mai! stesso discorso con la tronxy(che ho, e reputo una buonissima stampante cinese) se impostata bene stampera' alla grande anche se ha pezzi di plasticaccia e cuscinetti ovali..... l'unico motivo per prendere la x5s è se ti interessa avere una superficie di stampa piu' ampia.... la cinghia mi sembra lenta oppure la puleggia anteriore è troppo bassa vedo che la cinghia fa un angolo molto piu' acuto nella parte superiroe rispettto a quella inferiore....magari mi sbaglio ma dalla fotot mi sembra cosi.... -
upgrade della mia stampante
FoNzY ha risposto a matteo392 nella discussione Problemi generici o di qualità di stampa
estrusore mk 8--->quello che hai va piu' che bene, a mio parere sono soldi buttati.se quello che hai non è rotto, con un altro esttrusore non migliori nessun fattore(qualita',velocita',etc..) cuscinetti esse z--> dato che ci sei cambiali tutti!! ma la qualita' costa tanto, se prendi cuscinetti da 6\7euro sei nella stessa condizione di adesso..... 40 euro per 1 cuscinettto qui: https://it.rs-online.com/web/p/cuscinetti-a-sfera-lineari/4232251/ sistema flottante---> non ho capito cosa intendi.... cinghie da 1cm????? è una stampantina 3d non una gru.... cinghie da 6mm in gomma..... amazon tutti pareri personali (tranne le cinghie che 1cm sono per le gru), la tua è una stampante di bassa qualitta' meccanica sotto ogni punto di vista(coome tutte del resto), non conviene cambiare parti funzionanti con altre di qualita' superiore perche il sistema in se rimane critico, per ottenere un X vantaggio dal pezzo Y devi cambiare altre 1000 cose che praticamente equivale a fare una stampante nuova... P.S nella foto la cinghia del piano sembra strana.....controlla -
Meglio l'albero a vite o puleggia?
FoNzY ha risposto a Materia nella discussione Hardware e componenti
heheheheh...l'idea era proprio questa ma nemmeno io sono un gran saldatore,quindi tra tagli laser e saldatori capaci sto chiedendo un bel po' di favori per renderla possibile......vediamo come va a finire..... -
Meglio l'albero a vite o puleggia?
FoNzY ha risposto a Materia nella discussione Hardware e componenti
no al contrario,penso che gli mgn siano la scelta ideale....le piastre andrebbero fatte in acciaio ma costa troppo e sinceramente pensavo di togliere i profili 4040 e usare ferro 3030...XD per il sito dove reperire il tutto le scelte sono poche...bangood,aliexpress e gearbest.... guide complete sulla configurazione di marlin non ci sono, solo piccole guide per risolvere un singolo problema qua e la e guide molto basilari..... -
Meglio l'albero a vite o puleggia?
FoNzY ha risposto a Materia nella discussione Hardware e componenti
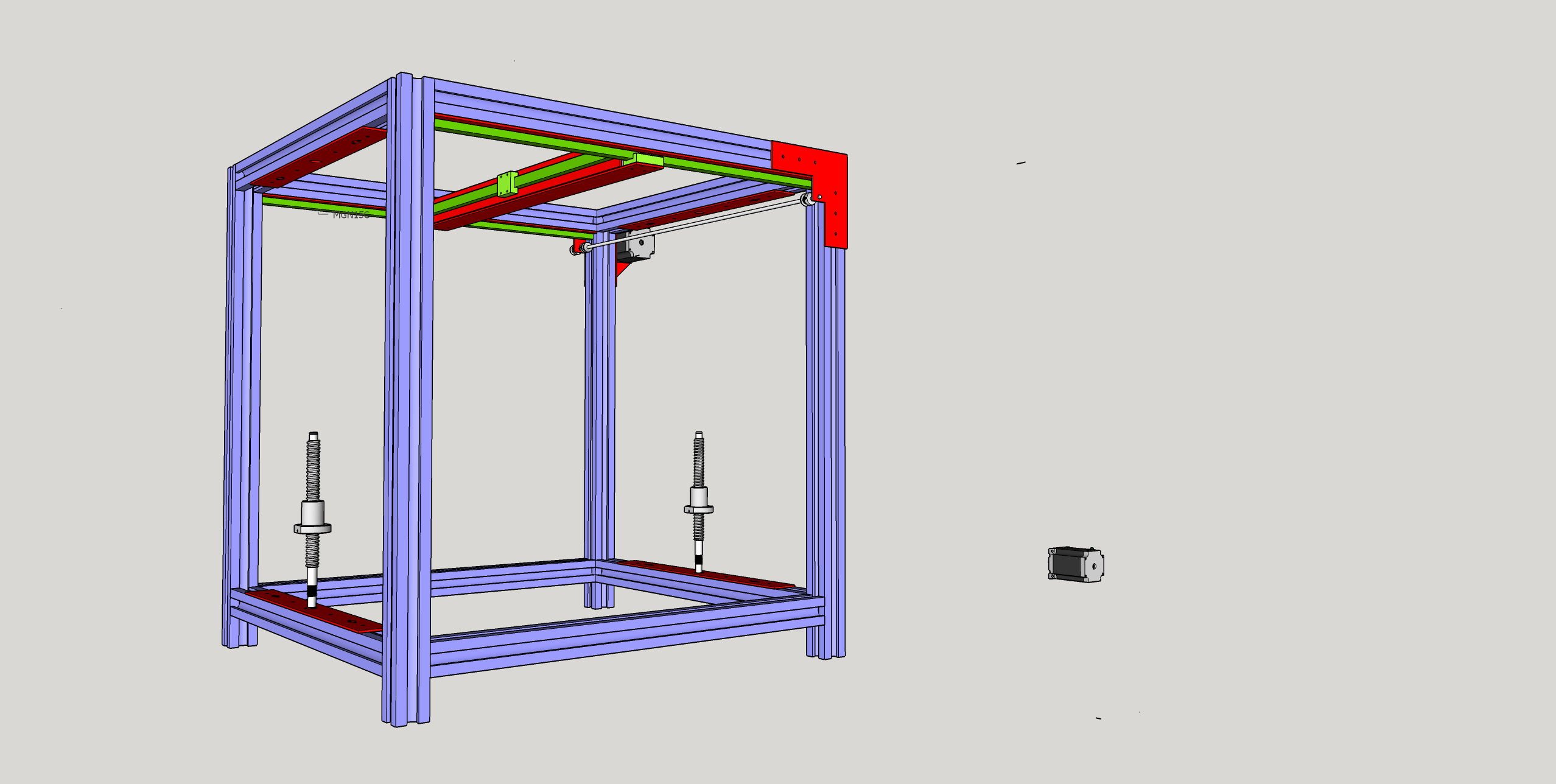
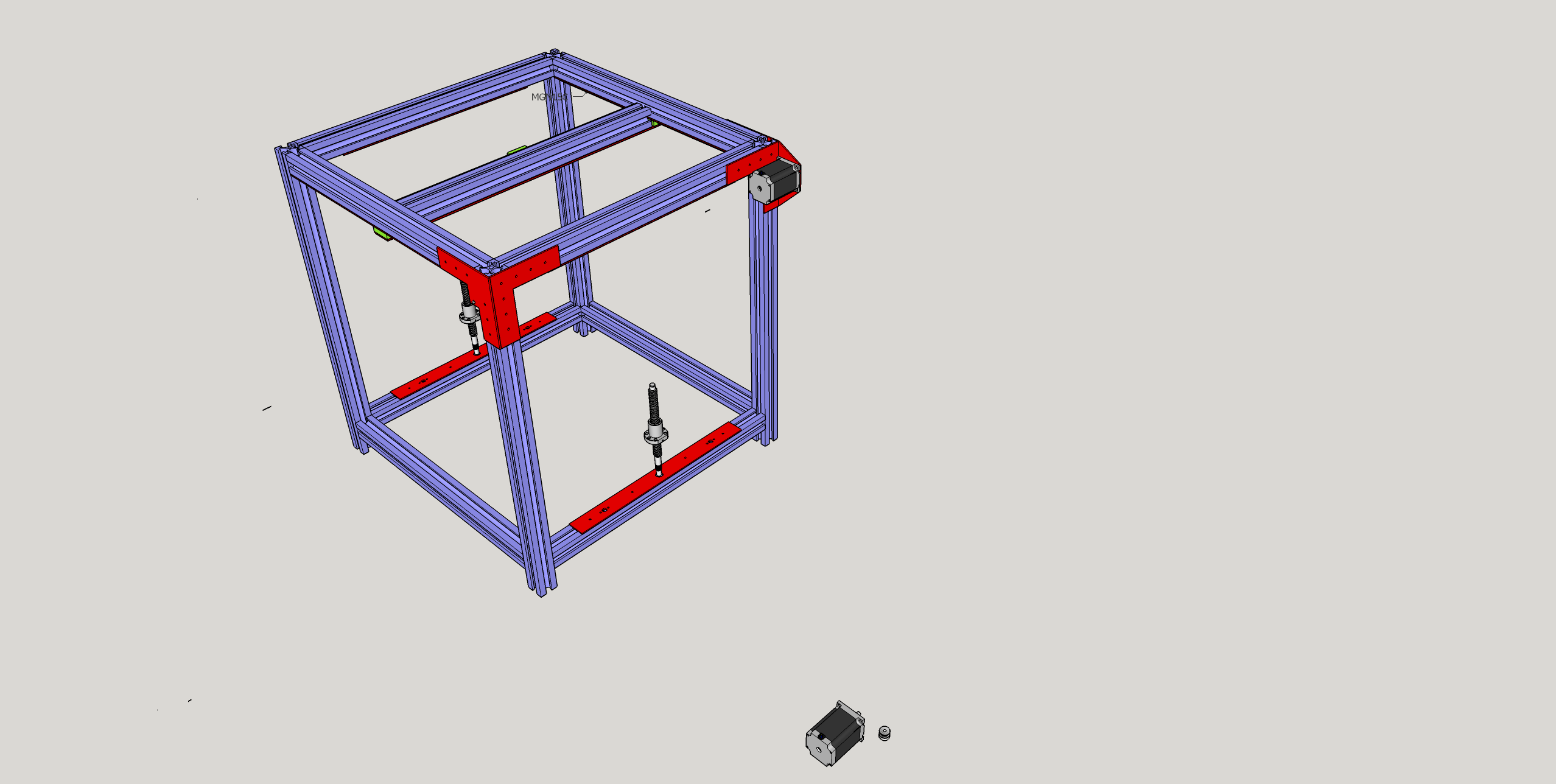
@Materiaconcordo con leouz, i binari sono sempre la cosa migliore, le barre ed i relativi cuscinetti sono sempre uno schifo( sulla mia zortrax le barre in "acciaio" si sono tutte arrugginite dopo 1500 ore di stampa ed i cuscinetti sono andati dopo 900 ore...ed era tuttto qualita' zortrax) conviene prenderle dalla hirwin....dipende, va considerato che sono pensate per utilizzi industriali quindi i dolci movimentti di una stampante 3d sono uno scherzo per un binario che sia cinese o che sia di marca e da qui due possibili filosofie. ne prendo uno fatto bene che durera' piu' della stampante! intanto ne prendo uno e quando si scassa ne prendo un altro tanto costa 1\3-1\4 dell'altro riguardo i motori e alla loro precisione ci sarebbe da parlare per giorni....riassumo! a marli interessa solo quanti step\mm fai da 1 a 1mln non gli cambia niente. c'è il problema di tipo elettronico, per generare il micropasso le bobine del motore vengono alimentate con varie "intensita'" di corrente, decrescendo su una bobina e aumentando sull'altra.Il problema è che nelle posizioni al limite il rotore si troverà tenuto in posizione da una corrente alta in una bobina e bassa nell'altra. In questo caso la coppia di mantenimento nel verso della bobina in cui c'è poca corrente sarà bassa e quindi il motore potrebbe muoversi nella direzione opposta anche se sottoposto a forze basse perdendo quindi il passo, ovviamente questo quando stai tentando di avere una precisione molto alta 1\16-1\32 risoluzione massima: nema 17 0,9* 1\32 step--->12857passi\giro---> puleggia supponiamo di avere una 20 denti gt2 circa 65mm giro--> risoluzione minima 0,005 ha senso avere questa risoluzione su una fdm? anche con estrusore da 0,1 direi di no. nema 17 1,8* 1\32 step--> uguale a sopra--> 0,01--> con un 0,1 non ha molto senso lo stesso questo era per farti capire che la precisione nella fdm è relativa..... la risoluzione ottimale la ottieni con un 1,8* a 1\8 step--> 0,03 se vai di estrusore 0,2\0,1 con lo 0,9* 1\8 ha senso averla a 0,015 ma questo comporta stampe lente e di piccole dimensioni. per tornare sul discorso della meccanica la mia idea di stampante 3d con 2 estrusori da 0,4 area di stampa 60cm veloce e precisa è questa in foto. profili 4040, in verde i binari mgn15c in rosso lastre di ferro da 3mm, per asse x nema 23 gli altri 17.
-
Meglio l'albero a vite o puleggia?
FoNzY ha risposto a Materia nella discussione Hardware e componenti
CIAO materia, sono interessato al progetto in quanto sono in fase di progettazione anche io....magari ci aiutiamo a vicenda ti rispondo al volo che vado di corsa poi stasera magari entro piu' nel dettaglio.... per x e y evi usare le cinghie in quanto sebbene meno precise delle viti (poco meno) sono moooooolto piu' veloci mentre per z dove la velocita' non conta puoi usare le viti che seppur piu' lente sono piu' adatte allo scopo ed inoltre offrono il vantaggio di essere piu' precise..... che dimensone di stampa avevi in mente? -
Chi mi aiuta (pago la consulenza) a calibrare la mia Da Vinci Pro 1.0?
FoNzY ha risposto a alexpita nella discussione Problemi generici o di qualità di stampa
ok! video chiarissimo per far arrivare il piano ad una altezza "normale"dovrai agire maggiormente(svitando) sulle viti laterali e poi in maniera minore agirai (avvitando)la vite frontale. quando sviterai le viti laterali il piano si alzera', e quindi avrai' il piano troppo alto davanti e sempre troppo basso dietro, a questo punto avvitando la vite frontale la parte posteriore del piano salira' e quella frontale si abbassera'....quando avari trovato una posizione decente vai di foglietto per il fine tuning ma non usare il biglietto da visita perche mi sembra troppo spesso.... p.s. si il biglietto è troppo speso (circa 0,3mm) a te serve qualcosa max 0,22 -
Chi mi aiuta (pago la consulenza) a calibrare la mia Da Vinci Pro 1.0?
FoNzY ha risposto a alexpita nella discussione Problemi generici o di qualità di stampa
@AndKingA ti ha dato un ottimo consiglio su come regolare il piano(è sicuramente la cosa migliore da fare) aggiungo solo che uno spessimetro al posto del foglio sarebbe ideale.... non capisco una cosa.... se regoli il piano parallelo all'estrusore coem ti ha indicato perche dici che la parte posteriore è troppo bassa? magari un video almeno capiamo il problema? -
I motori della mia stampante 3d non siano sapete aiutarmi ?
FoNzY ha risposto a pepponz nella discussione Problemi generici o di qualità di stampa
# # KeepAlive: Whether or not to allow persistent connections (more than # one request per connection). Set to "Off" to deactivate. # KeepAlive On---->off # # MaxKeepAliveRequests: The maximum number of requests to allow # during a persistent connection. Set to 0 to allow an unlimited amount. # We recommend you leave this number high, for maximum performance. # MaxKeepAliveRequests 100 # # KeepAliveTimeout: Number of seconds to wait for the next request from the # same client on the same connection. # KeepAliveTimeout 100 ma hai provato con il baud rate? comee ti ho detto è una soluzione a naso questa che nasconde e non risolve il problema mentr eil baud rate potrebbe proprio essere la causa del problema -
I motori della mia stampante 3d non siano sapete aiutarmi ?
FoNzY ha risposto a pepponz nella discussione Problemi generici o di qualità di stampa
cambiala perche va male e magari è proprio questo il problema. per trovare la riga fai ctrl+f che apre lo strumento cerca -
I motori della mia stampante 3d non siano sapete aiutarmi ?
FoNzY ha risposto a pepponz nella discussione Problemi generici o di qualità di stampa
@pepponz è una riga di codice nel firmware merlin, perche usi 250000 di baudrate? so per certo che causa diversi problemi, hai provato con 115200? -
I motori della mia stampante 3d non siano sapete aiutarmi ?
FoNzY ha risposto a pepponz nella discussione Problemi generici o di qualità di stampa
non ho scritto nulla finora perche non sono sicuro della soluzione, ma visto che sono giorni che ci giri intorno provo a dire la mia andando un po' a naso...... (host_keepalive_feature) restituisce in output il messaggio "busy" se la stampante non accetta comandi......e sembra il tuo caso... disabilitandolo forse nascondi il problema e riesci a farla funzionare, anche se il problema in se rimane.... -
stampante tronxy x8. Problema all'accensione
FoNzY ha risposto a Francesco_ nella discussione La mia prima stampante 3D
è il caso di sostiiture la scheda madre e vedere che succedede con una nuova... -
stampante tronxy x8. Problema all'accensione
FoNzY ha risposto a Francesco_ nella discussione La mia prima stampante 3D
bè....il fumo non è un buon segno....quando i ciircuiti fumano vuol dire che stanno bruciando e quindi ""qualcosa"" che serviva ormai è appunto andato in fumo..... purtroppo credo che la scheda madre sia andata a farsi benedire.....o sarei molto sopreso del contrario.... che iintendi per i 4 fili selle resistenze? heat bed e estrusore?