FoNzY
-
Numero contenuti
6.654 -
Iscritto
-
Ultima visita
-
Giorni Vinti
459
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Con che stampante dovrei cominciare?
FoNzY ha risposto a Giua nella discussione La mia prima stampante 3D
puoi pulirle con quello che vuoi, ipa è insensatamente costoso per una barra liscia di pessima qualita' come quelle delle stammpanti cinesi, sgrassatore da cucina ed una passata di scotttex è anche troppo secondo me😅. ingrassare la barra liscia non serve a niente, se ci scorre la rotella fai solo peggio se ci scorre il cuscinetto puoi mettere il grasso nel cuscinetto ma non pulirlo con alcol che ha parti in plastica -
NON STAMPA UNA ZONA DEL PIATTO
FoNzY ha risposto a Baldo93 nella discussione Problemi generici o di qualità di stampa
il problema è il piano che tocca l'ugello, il materiale non puo' uscire perche' non c'e' spazio e l'estrusore perde passi. abbassa di 1\2 giro le vitii del piano dal lato destro e risolvi il problema -
Problemi di resine " farinose " con elegoo saturn 8k
FoNzY ha risposto a alexyslikenoone nella discussione Problemi generici o di qualità di stampa
tanto, troppo strano per essere degradazione dovuta ad un fattore passivo, non credo che tu stia stampando sotto zero 😅 quanto è vecchia la resina? quanto è vecchio il fep? fai un test allo schermo, lancia una stampa senza vaschetta e controlla che l'immagine del layer proiettata sullo schermo sia nitida e con contorni precisi, che non ci siano punti "morti" sul lcd -
Con che stampante dovrei cominciare?
FoNzY ha risposto a Giua nella discussione La mia prima stampante 3D
si, ma non per colpa tua è normale che sia cosi', le stampanti di questo tipo sono "accrocchi" io non ho ancora capito a che serve ipa e perche' non hai provato la stampante -
Con che stampante dovrei cominciare?
FoNzY ha risposto a Giua nella discussione La mia prima stampante 3D
ricorda questo momento di gioia quando tra 2 giorni tutto va a schifo 🤣 -
confermo, la cartuccia è la stessa standard solo montata in verticale, heat break originale va benone e serve un sensore a cartuccia se non lo hai. io aggiungerei anche l'adattatore per ugelli standard e per strafare anche il bondtech cht (anche clone) p.s. li chiama tutti "pt 100" non vorrei che il foro per il sensore sia per la pt100 che è piu' larga del classica sensore...sembra i cinesi chhaimino tutti i volcano pt100 😳
-
Ore di stampa lunghe
FoNzY ha risposto a Alessandro ciaky nella discussione La mia prima stampante 3D
direi di no, un layer da 0,05 mm richiede circa 4\5 secondi quindi se la tua stampa non è alta 1,5 mt c'è qualcosa che non va'. iniziare con una action figure molto dettagliata non è cosa buona, è molto meglio iniziare per gradi con qualcosa di semplice. in chitubox assicurati di aver selezionato la stampante corretta e poi guarda alle impostazioni, magari posta una foto e partiamo da li'. sarebbe utile saper anche che resina stai usando -
secondo me tu hai selezionato questo: Ma hai questo: accetto scommesse i 998\999 li do 10:1
-
ma il firmware è ancora quello originale? sai mettere mano al firmware? se sai metterci mano nella sezione dove dichiari il sensore per il bed dall'elenco li provi tutti partendo da quelli piu' sensati.. p.s. per sensori sensati intendo quelli che sono per il piano, ad esempio il pt100 che arriva a 450 gradi è solo per ugello
-
Con che stampante dovrei cominciare?
FoNzY ha risposto a Giua nella discussione La mia prima stampante 3D
per farci cosa? 😳 se ti avanzano i soldi qui sul forum accettiamo tutti donazioni 🤣 -
Con che stampante dovrei cominciare?
FoNzY ha risposto a Giua nella discussione La mia prima stampante 3D
non ti importa che lo sia, il fatto che sia in squadra puo' essere ininfluente nella sua movimentazione interna e comunque non hai li strumenti adatti per misurare 1 decimo su 50cm... basta montarla bene e poi con le viti sul piano regoli ogni minima imperfezione senza problemi. prova il pla di prova, se esce fuori una mostrusita' non cambiare parametri basandoti su quello, compra un altro filamento e parti da li' -
il fatto è che non puoi "vederlo", nel caso devi andare a tentativi
-
volevo scrivere qualcosa del genere, @belcarlo butto la l'idea che non sia tanto l'accoppiamento ma il sensore "cinese" probabile che sia diverso e tu abbia dichiarato nel firmware quello sbagliato. Comunque come ti dicono anche gli altri assicurati di aver fatto correttamente il pid e quando sei super sicuro prenditela con il sensore p.s. sono pad adesivi di silicone, il sensore è dentro al pad, sotto, in una tasca chiusa ermeticamente.
-
metti un fusibile termico incollato sotto il piano, costa 10cent, ti salva il sedere in caso di problemi....te lo dice uno che ha avuto 2 incendi per questo motivo 😅
-
Con che stampante dovrei cominciare?
FoNzY ha risposto a Giua nella discussione La mia prima stampante 3D
bella domanda, credo che ormai siano tutti piu' che accettabili, una volta non era cosi' 😅 vediamo se qualcuno conferma o smentisce -
MI WARPA IL PLA SU PIATTO IN PEI!🤬🤬🤬🤬
FoNzY ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
non sbagli niente, è normale che faccia warping una stampa cosi'. l'unica cosa che ti aiuta è il calore, aumenta la temperatura di estrusione piu' che puoi, anche la temperatura piano (io per non far warpare stampe molto piu' facili di questa in pla uso piano a 90 gradi) riduci l'uso della ventola addirittura spegnila se puoi (non credo sia possibile) -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
la legge dice che l'importazione dalla Cina è soggetta a 8% di tasse doganali e il 22% di iva (entrambi applicati sul valore base aka spesa + 28%) La pratica funziona che "tutto varia in base al buonumore del tizio di turno" e mettere l'avvocato per farsi rimborsare le fatture sbagliate è all'ordine del giorno 😅 (ovviamente serve l'avvocato perche' per mail non ti filano) Sempre in teoria sotto i 45 euro di spesa non sei soggetto a dogana. -
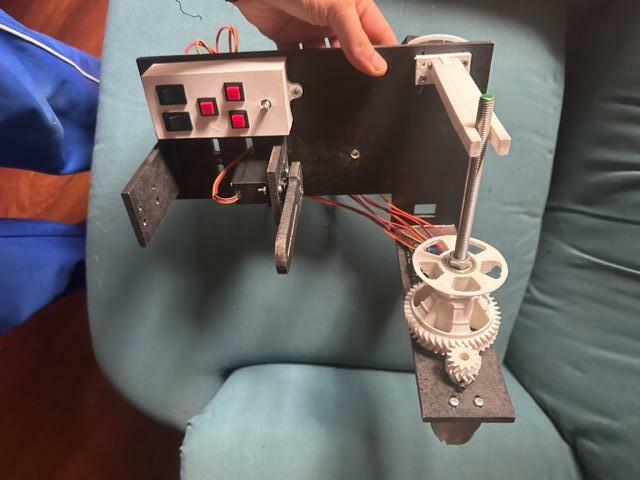
credevate che fossi il solito inconcludente ma oltre 1 anno dopo il primo post, grazie ad un utente del forum che mi ha spedito del pellet sto provando finalmente l'estrusore.... attualmente sto costruendo un sistema automatico di avvolgimento del filo, è l'unica opzione possibile altrimenti avvolgerlo a mano è impossibile. sto usando il progetto chiamato "filawinder", un progetto open source molto minimale e "accroccato" di brutto ma abbastanza economico e quindi si sposa bene con un progetto fallimentare 🤣 inoltre è pensato per lavorare in verticale ma il mio estrusore non puo' lavorare in verticale. (potrebbe ma diventa complicato) l'ugello del diametro interno sbagliato in verticale non va in pressione ed il sistema di alimentazione diventa molto complicato Infine il motivo per cui ho fatto questo post, due righe riguardo la sicurezza e su quanto ci sia sempre da imparare. questo estrusore lavora con la 220v diretta e con alte temperature il che lo rende abbastanza pericoloso...ma se nascondesse anche altro? qualcosa che avevo ampiamente sotto dimensionato.... per come è pensato il sistema la vite che spinge il pellet in camera di fusione puo' essere spinta fuori dalla parte posteriore dalla pressione e per questo motivo avevo previsto un sistema di blocco della vite principale... ebbene mentre facevo un test a bassi giri: questo era il meccanismo di blocco, una piastra di 5mm di ferro in origine dritta adesso piegata dalla pressione, le frecce rosse indicano il punto dove erano le viti m5 (quindi non esattamente piccole) che sono state strappate via, una ha colpito uno scatolone a 15 metri passandolo da parte a parte, l'altra ha colpito me causando un livido gigantesco sulla pancia 😅 mi avesse preso in faccia o su le parti maschili sarebbero stati guai seri e tutto cio' da una forza che non avevo minimamente previsto per questa entita'. nei 10 giorni mentre costruivo l'avvolgitore il pellet si è inumidito e quindi andra' asciugato, devo ricostruire il "blocca vite" , testare l'avvolgitore e poi forse riusciro' ad estrudere il mio primo filamento di diametro decente

-
non funziona comunque hai qualche noia di tipo meccanico, ricontrolla meglio al limite con la spina staccata muovi gli assi moolto lentamente con le mani (meglio se scolleghi i motori prima) e senti se c'è qualche resistenza strana
-
Parametri di stampa a resina per Elegoo Mars 3 Pro con temperatura esterna di 17-18 °C
FoNzY ha risposto a Donato72 nella discussione La mia prima stampante 3D
18 gradi vanno benone, quando stampa si scalda da sola, non richiede nessuna impostazione o accortezza particolare -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
parlavi di can bus credevo avessi preso la toolhead intendo quella schedina con Il driver per E, accelerometro, connessioni varie per hot end etc... -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
hai preso anche la toolhead? -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
io ho capito che il voltaggio che gli dai sull'apposito morsetto per i motori alimenta solo i driver che selezioni tramite jumper, gli altri sono alimentati dalla mb. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
ho guardato al manuale della octopus, ho anche la foto, dopo la carico. comunque la cosa migliore è chiedere direttamente a loro, son cinesi c'è poco da fidarsi e supporre. potrebbero aver tolto la funzione perche' far passare 60volt su un jumper è un idea un sacco cinese 😅 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
FoNzY ha risposto a Cubo nella discussione Nuove idee e progetti
il mio dubbio è: sicuro che poi supporta doppia alimentazione su i driver? alcuni a 24 ed altri a 60? p.s. ho guardato al manuale e confermo che non puoi avere doppia alimentazione su i driver, ttutti allo stesso voltaggio. l'alternativa è: togliere i pin di alimentazione dal driver, mettere una morsettiera compatibile con il passo dei fori del driver, passare un cavo esterno per alimentare solo i driver che vuoi. tanto vale usare tutti TMC5160T in uart e limitare la potenza da firmware, sono sprecati ma se proprio vuoi